С развитием электронных технологий итерация обновления электронных продуктов происходит очень быстро. В дополнение к функциональным различиям электронных продуктов, многие продукты со схожими функциями на рынке стремятся к дифференциации для удовлетворения различных индивидуальных потребностей.
У многих дизайнеров разные требования к внешнему виду продукта. Многие продукты с более высокой текстурой формируются путем пересечения 3D-криволинейных поверхностей. Этот вид 3D-криволинейной пересекающейся художественной линии усиливает трехмерную криволинейную поверхность детали, увеличивает продажи продукта, но также значительно увеличивает стоимость обработки и сложность обработки.
Поэтому хороший конструктор-конструктор обязательно выберет между ними и найдет конструкцию с хорошим внешним видом, низкой ценой и простой обработкой. Это вызов и испытание для инженеров-конструкторов-конструкторов, они должны понимать процесс, процедуры и методы обработки деталей.
На основе вышеуказанных проблем отрасли, для того чтобы дизайнеры могли ссылаться и быстро завершать проект, мы созвали наших инженеров-конструкторов, инженеров-технологов и инженеров-программистов, чтобы обсудить эту тему и продолжить собирать больше случаев для формирования метода копирайтинга. Приглашаем всех принять участие в исследовании и использовать наиболее оптимизированный процесс для завершения этой части!
Обзор кейса
Давайте возьмем в качестве примера головку корпуса тактического фонарика высокого класса. Материал этой части - AL6061-T6, а обработка поверхности - твердое анодирование. Чтобы увеличить трехмерный эффект структуры внешнего вида головки, дизайнер использует в дизайне конструкцию дуговой структуры, чтобы сделать внешний вид продукта выше, чем у аналогичных продуктов.
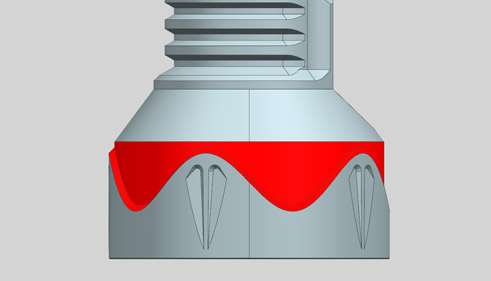
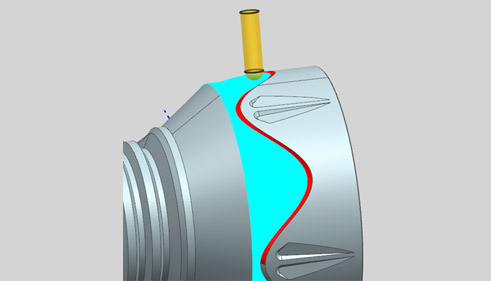
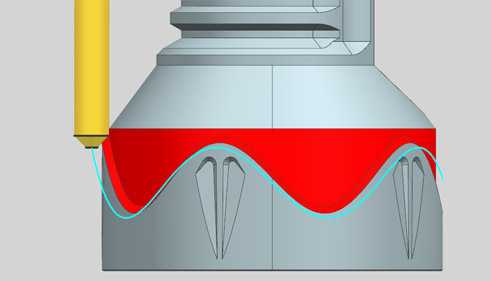
На этапе производства образца инженеры-программисты VMT используют траекторию инструмента 3D curve + траекторию инструмента 3D curve (как показано на рисунке ниже), а оборудование использует 5-осевой ЧПУ. После обработки образца, несмотря на прохождение подтверждения заказчика, поверхность этого метода обработки необходимо отполировать, чтобы полностью справиться с линиями ножа. В то же время, если время обработки превышает 30 минут, стоимость обработки деталей также увеличивается более чем на 30%.
Чтобы помочь клиентам сократить расходы и оптимизировать решения с наименьшими затратами и лучшим качеством, чем 5-осевая обработка, инженеры-программисты VMT обсудили время обработки и поверхностные эффекты в качестве факторов.
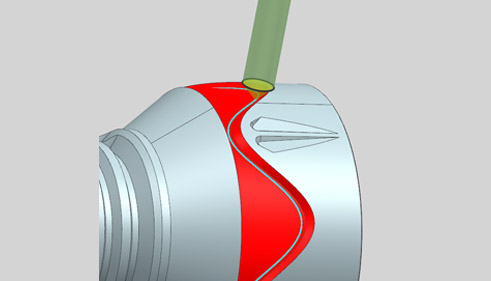
Наконец, определяется индивидуальный формовочный инструмент, и обрабатывается траектория инструмента 3D-кривой (как показано на рисунке ниже), а нижний угол C и боковая стенка обрабатываются одновременно. Оборудование использует недорогой 3+2-осевой ЧПУ. Шероховатость поверхности изделия после обработки лучше, чем до смены инструмента. (Как показано на рисунке ниже), время обработки также сократилось более чем на 40%, что обеспечивает массовое производство продукции.
Заключение
Благодаря вышеописанному методу обработки, процесс полировки опускается, детали обрабатываются за один раз, и применяется метод обработки стола 3+2. Идеальная поверхность, кажется, удивляет нас. Все еще есть некоторый опыт в проектировании этого инструмента, ожидающий нас, чтобы перейти к следующему случаю.
В отрасли обработки на станках с ЧПУ формы изделий постоянно меняются, и любой неаккуратный процесс может привести к низкому выходу и высоким затратам. VMT Metal & Plastic Products Co., Ltd. имеет много опытных техников, которые могут эффективно гарантировать, что клиенты могут получить высококачественную продукцию по самой низкой цене. Приглашаем клиентов на запрос!









 +86 15099911516
+86 15099911516




 Читать далее
Читать далее