15 лет работы в Китае на заводе по изготовлению деталей с ЧПУ на заказ

Привет, я VMT Сэм!
Имея 25-летний опыт обработки на станках с ЧПУ, мы стремимся помогать клиентам решать 10000 XNUMX сложных задач по обработке деталей, внося свой вклад в улучшение жизни с помощью интеллектуального производства. Свяжитесь с нами сейчас
 136 | Опубликовано VMT 08 июля 2021 г.
136 | Опубликовано VMT 08 июля 2021 г.





В общем, обработка поверхности использует механические и химические методы для формирования защитного слоя на поверхности алюминиевые детали для обработки металла на станках с ЧПУ продукт для защиты фюзеляжа, повышения коррозионной стойкости фюзеляжа, повышения эстетики продукта и, таким образом, повышения ценности продукта. Выбор типа обработки поверхности должен в первую очередь основываться на среде использования, сроке службы и эстетике человека. Конечно, экономическая ценность также является основным соображением. Обычные химические обработки наших алюминиевых изделий включают хромирование, покраску, гальванопокрытие, анодирование, электрофорез и другие процессы. Среди них механическая обработка включает волочение проволоки, полировку, распыление, полировку и другие процессы. Конечно, сегодня мы поговорим о том, можно ли наносить гальваническое покрытие на алюминиевые детали для обработки металла с ЧПУ, поэтому наши инженеры VMT дадут вам исчерпывающий ответ от процесса до экономики, можно ли наносить гальваническое покрытие на алюминиевые детали для обработки металла с ЧПУ.

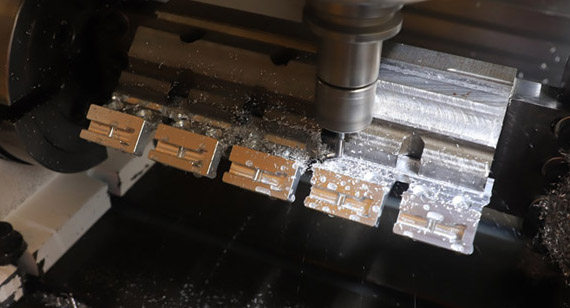
Изделия из алюминия с ЧПУ для обработки металла имеют такие преимущества, как хорошая электропроводность, быстрая теплопередача, малый удельный вес и простота формовки. Однако алюминий и алюминиевые сплавы имеют такие недостатки, как низкая твердость, нестойкость к износу, межкристаллитная коррозия и сложность сварки, что влияет на сферу применения. Поэтому, чтобы лучше избежать этой проблемы, современная промышленность использует алюминиевая деталь для обработки металла с ЧПУ гальванопокрытие для решения этой проблемы.
Как правило, наш процесс гальванопокрытия можно условно разделить на обезжиривание -> щелочное травление -> активацию -> замену цинка -> активацию -> гальванопокрытие (например, никелем, цинком, медью и т. д.) -> хромирование или пассивирование -> сушка.
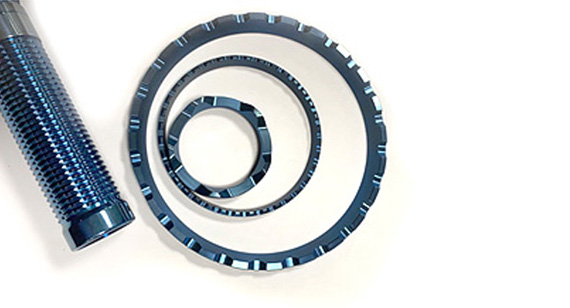
Обычные типы гальванических деталей из алюминия с ЧПУ для обработки металла включают никелирование (жемчужный никель, песчаный никель, черный никель), серебрение (лицевое серебро, толстое серебро), золотое покрытие, цинковое покрытие (цветной цинк, черный цинк, синий цинк), медное покрытие (зеленый барабан) Медь, белая оловянная медь, щелочная медь, коксовая медь, кислотная медь), хромирование (белый хром, твердый хром, черный хром) и т. д. Обычно используемые виды покрытия, черное покрытие, такое как черный цинк, черный никель и т. д. Используется в оптической электронике и медицинском оборудовании. Улучшение высокого уровня отделки изделия приведет к золотому покрытию. Серебро является лучшим проводником электронные алюминиевые детали для обработки металла с ЧПУ продукты, это также возможно, но цена выше. Обычно используется для электропроводности электронных изделий, таких как гальванопокрытие высокоточных клемм проводов. Принимая во внимание экономические выгоды, будут использоваться медь, никель и хром. Они также являются наиболее популярными гибридными видами гальванопокрытия в современной науке. Будь то декорирование или коррозионная стойкость, в настоящее время они являются самыми популярными разновидностями гальванопокрытия в мире. Цена низкая, и его можно использовать в спортивном оборудовании, освещении и большинстве электронных отраслей. Кроме того, существуют меднение, цинкование, твердое хромирование и так далее.
Распространенные отклонения в процессе гальванизации включают отслаивание, шероховатость поверхности, пожелтение поверхности деталей из алюминия, обработанных на станках с ЧПУ, тенденцию к низкому потенциалу, неровную поверхность и поверхностную пушистость. Инженеры VMT предложили некоторые меры по улучшению: 1. Отслаивание может быть вызвано некачественной заменой цинка, слишком долгим или слишком коротким временем, недостаточной активацией, неполной предварительной обработкой и масляными пятнами на поверхности деталей из алюминия, обработанных на станках с ЧПУ.
1. Замените цинк и заново определите рабочие параметры, такие как время замены, температура ванны, концентрация ванны и т. д.
2. Недостаточная активация, улучшить меры и изменить методы активации.
3.Предварительная обработка не является тщательной, и существуют меры по улучшению масляных пятен на поверхности алюминиевые детали для обработки металла на станках с ЧПУ, и предварительную обработку следует усилить.
4. Шероховатость поверхности деталей металлообработки с ЧПУ из алюминия вызвана дискомфортом, вызванным гальваническим жидким отбеливателем, смягчителем, дозировкой точечных отверстий и шероховатой поверхностью самого тела. Поэтому мы можем выбрать повторную регулировку количества добавок и повторную шлифовку перед гальванизацией.
5. Алюминиевые детали обработки металла с ЧПУ пожелтение поверхности является тенденцией с низким потенциалом. Необходимо изменить метод установки, добавить соответствующее количество локатора.
6. Зубы с ворсистыми поверхностями деталей металлообработки с ЧПУ из алюминия слишком грязные для гальванического раствора. Усильте фильтрацию и выполните надлежащую обработку в ванне.
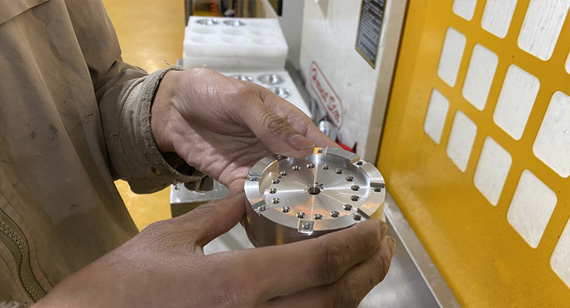
Требования к качеству деталей для обработки металла на станках с ЧПУ из алюминия
1. Внешний вид деталей из алюминия, обработанных на станке с ЧПУ, не имеет пожелтения, отверстий, заусенцев, пузырей, потертостей, царапин и т. д.
2. Толщина пленки составляет более 15 мкм, а эксперимент с солевым туманом длится 48 часов, достигая военного стандарта США 9 или более, а разность потенциалов находится в диапазоне 130-150 мВ.
3. Сила связывания может выдержать испытание на изгиб под углом 60 градусов.
4. Изделия из алюминия, обработанные на станках с ЧПУ для обработки металла в особых условиях, могут быть изменены соответствующим образом.
Меры предосторожности при алюминиевые детали для обработки металла на станках с ЧПУ гальванические операции

1. Алюминиевый сплав следует использовать в качестве подвески для гальванопокрытия алюминиевых деталей, обрабатываемых на станках с ЧПУ;
2. Каждый процесс после травления деталей из алюминия на станке с ЧПУ должен выполняться быстро, а интервал между процессами должен быть как можно короче, чтобы избежать повторного окисления;
3. Время второго погружения в цинк не должно быть слишком длительным, чтобы избежать чрезмерной коррозии;
4. Белье должно быть чистым;
5. Во время процесса гальванопокрытия не допускайте промежуточных отключений электроэнергии.
Вышеуказанные пункты являются знаниями гальванопокрытия алюминиевых деталей обработки металла с ЧПУ. Если вам нужна дополнительная информация, пожалуйста, свяжитесь с VMT алюминиевые детали для обработки металла на станках с ЧПУ сайт для деталей.

 +86 15099911516
+86 15099911516


 Читать далее
Читать далее