15 лет работы в Китае на заводе по изготовлению деталей с ЧПУ на заказ

Привет, я VMT Сэм!
Имея 25-летний опыт обработки на станках с ЧПУ, мы стремимся помогать клиентам решать 10000 XNUMX сложных задач по обработке деталей, внося свой вклад в улучшение жизни с помощью интеллектуального производства. Свяжитесь с нами сейчас
 1454 | Опубликовано VMT 10 декабря 2022 г.
1454 | Опубликовано VMT 10 декабря 2022 г.





Ошибка обработки на станке с ЧПУ относится к степени отклонения между фактическими геометрическими параметрами (геометрический масштаб, геометрическая форма и взаимная ориентация) детали после обработки и идеальными геометрическими параметрами. Степень соответствия между фактическими геометрическими параметрами и идеальными геометрическими параметрами после обработки детали является точностью обработки. Чем меньше погрешность обработки, тем выше погрешность и выше точность обработки. Точность обработки с ЧПУ и погрешность обработки — это два способа сказать одно и то же. Таким образом, размер погрешности обработки отражает уровень Точность обработки на станках с ЧПУ.
Основные причины ошибок обработки на станках с ЧПУ:
1. Геометрическая погрешность инструмента
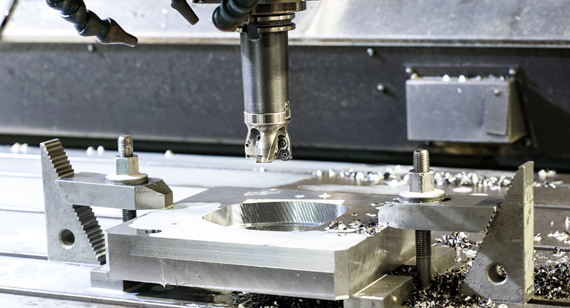
Любой режущий инструмент неизбежно изнашивается в процессе резки, что приводит к изменению размера и формы заготовки. Влияние погрешностей геометрии инструмента на погрешности обработки различается в зависимости от типа инструмента: при использовании инструмента с фиксированной шкалой для обработки погрешность изготовления инструмента напрямую влияет на точность обработки заготовки на станке с ЧПУ; для инструментов общего назначения (таких как токарные резцы и т. д.) погрешность изготовления инструмента не оказывает прямого влияния на погрешности обработки.

2. Ошибки изготовления станков
К производственным ошибкам станков в основном относятся ошибки реверса шпинделя, ошибки направляющих и ошибки цепей передач.
Погрешность реверса шпинделя относится к величине изменения фактической оси реверса шпинделя относительно его равномерной оси реверса в каждый момент, что будет напрямую влиять на точность обрабатываемой заготовки. Основными причинами погрешности реверса главного вала являются погрешность соосности главного вала, погрешность самого подшипника, погрешность соосности между подшипниками и степень намотки главного вала. Направляющая рельса является эталоном для подтверждения относительной ориентации каждого компонента станка на станке, а также является эталоном для движения станка. Погрешность изготовления самой направляющей рельсы, неравномерный износ направляющей рельсы и качество установки являются важными факторами, которые вызывают погрешность направляющей рельсы. Погрешность цепи передачи относится к погрешности относительного движения между элементами передачи на обоих концах цепи передачи. Она вызвана ошибками производства и установки каждого компонента в цепи передачи, а также износом во время использования.
3. Геометрическая погрешность приспособления
Действие приспособления заключается в том, чтобы придать заготовке правильную ориентацию, эквивалентную инструменту и станку, поэтому геометрическая погрешность приспособления оказывает большое влияние на погрешность обработки на станке с ЧПУ (особенно на погрешность ориентации).

4. Ошибка позиционирования
Ошибки позиционирования в основном включают ошибки смещения базы и ошибки позиционирования субпроизводства. Когда завод по обработке деталей с ЧПУ обрабатывает заготовку на станке, он должен выбрать некоторые геометрические элементы на заготовке в качестве базы позиционирования во время обработки. Если выбранная база позиционирования и плановая база (используемая на чертеже детали для эталонов, на которых она основана) не совпадают, возникнет ошибка смещения базы.
Позиционирующая поверхность заготовки и позиционирующие элементы приспособления вместе составляют позиционирующую пару. Большое изменение азимута заготовки, вызванное неточным изготовлением позиционирующей пары и зазором между позиционирующими парами, называется позиционирующей парой. Неточная ошибка позиционирующего подпроизводства возникнет только при использовании метода регулировки для обработки с ЧПУ и не возникнет при пробном методе резки.
5. Ошибки, вызванные силовой деформацией технологической системы
Жесткость заготовки: Если жесткость заготовки в технологической системе относительно низкая по сравнению со станками, инструментами и приспособлениями, то под действием силы резания деформация заготовки из-за недостаточной жесткости будет иметь большее влияние на погрешности обработки на станках с ЧПУ.
Жесткость инструмента: Жесткость внешнего токарного инструмента в нормальном направлении (y) обрабатываемой поверхности очень велика, и ее деформацию можно игнорировать. При расточке внутреннего отверстия с малым диаметром жесткость инструментальной оправки очень плохая, а деформация силы инструментальной оправки оказывает большое влияние на точность обработки отверстия.
Жесткость компонентов станков: Компоненты станков состоят из многих частей. До сих пор не существует подходящего простого метода расчета жесткости компонентов станков. В настоящее время жесткость компонентов станков в основном определяется методами испытаний. Факторы, влияющие на жесткость деталей, обработанных на станках с ЧПУ включают влияние контактной деформации поверхности стыка, влияние трения, влияние деталей с малой жесткостью и влияние пустот.
6. Ошибки, вызванные тепловой деформацией технологической системы
Тепловая деформация технологической системы оказывает относительно большое влияние на погрешности обработки, особенно в прецизионная обработка на станках с ЧПУ и крупногабаритная обработка, а погрешности обработки, вызванные термической деформацией, иногда могут составлять 50% от общей погрешности заготовки.

7. Исправление ошибок
В каждом процессе завода по обработке деталей с ЧПУ всегда необходимо так или иначе настраивать систему процесса. Ошибки настройки возникают из-за того, что настройка не может быть очень точной. В системе процесса точность взаимной ориентации заготовки и режущего инструмента на станке определяется настройкой gгарантируется станками, инструментами, приспособлениями или заготовками и т. д. Когда исходная точность станков, режущих инструментов, приспособлений и заготовок деталей соответствует требованиям процесса без учета динамических факторов, погрешности настройки играют решающую роль в ошибках обработки на станках с ЧПУ.
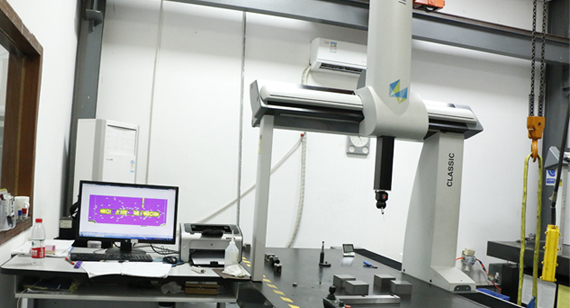
8. Ошибка измерения
При измерении деталей во время или после обработки на станке с ЧПУ точность измерения напрямую зависит от метода измерения, точности измерительного инструмента, заготовки, а также субъективных и объективных факторов.
9. Внутреннее напряжение
Напряжение, которое существует внутри детали без воздействия внешней силы, называется внутренним напряжением. Как только внутреннее напряжение возникает на деталях VMT Завод по обработке на станках с ЧПУ, металл заготовки будет находиться в высокоэнергетическом нестабильном состоянии, и он естественным образом перейдет в низкоэнергетическое стабильное состояние, сопровождающееся деформацией, так что заготовка потеряет свое первоначальное состояние. Некоторая точность обработки с ЧПУ.
Выше приведены девять основных ошибок, которые чаще всего возникают при обработке на станках с ЧПУ, и я надеюсь, что эта информация будет вам полезна.

 +86 15099911516
+86 15099911516



 Читать далее
Читать далее