15 lat kompleksowa fabryka w Chinach produkująca niestandardowe części do obróbki CNC
Strona Główna / Zasoby / Blog /

Cześć, nazywam się VMT Sam!
Mając 25-letnie doświadczenie w obróbce CNC, pomagamy klientom pokonać 10000 XNUMX złożonych wyzwań związanych z obróbką części, aby przyczynić się do lepszego życia dzięki inteligentnej produkcji. Skontaktuj się z nami
 484 | Opublikowano przez VMT w dniu 09 grudnia 2022 r.
484 | Opublikowano przez VMT w dniu 09 grudnia 2022 r.





1. Anodowanie części aluminiowych obrabianych CNC
Utlenianie anodowe: głównie utlenianie anodowe aluminium, które wykorzystuje zasady elektrochemiczne do tworzenia warstwy tlenku glinu na powierzchni aluminium i stopów aluminium. Ta warstwa tlenku ma specjalne właściwości, takie jak ochrona, dekoracja, izolacja, odporność na zużycie itp. i jest ogólnie odpowiednia do części aluminiowych obrabianych CNC.

Przebieg procesu:
Pojedynczy kolor, kolor gradientowy: polerowanie/piaskowanie/rysowanie→odtłuszczanie→anodowanie→neutralizacja→barwienie→uszczelnianie→suszenie
Dwukolorowe: ① Polerowanie/piaskowanie/rysowanie → odtłuszczanie → maskowanie → anodowanie 1 → anodowanie 2 → uszczelnianie → suszenie
②Polerowanie/piaskowanie/rysowanie→usuwanie oleju→anodowanie 1→grawerowanie radem→anodowanie 2→uszczelnianie→suszenie
Właściwości techniczne:
1. Zwiększ siłę;
2. Zrealizuj dowolny kolor oprócz białego;
3. Zapewnij uszczelnienie bez zawartości niklu i spełnij wymagania dotyczące braku zawartości niklu w Europie, Stanach Zjednoczonych i innych krajach.
Trudności techniczne i kluczowe kwestie do poprawy:
Poziom wydajności anodowego utleniania jest związany z kosztem produktu końcowego. Kluczem do poprawy wydajności utleniania jest odpowiednia ilość utleniacza, odpowiednia temperatura i gęstość prądu. Wymaga to od producentów elementów konstrukcyjnych ciągłego poszukiwania przełomów w procesie produkcyjnym.
2. Elektroforeza
Sprzęt do elektroforezy:stosowany do stali nierdzewnej, stopów aluminium itp., dzięki czemu produkt może mieć różne kolory i zachować metaliczny połysk, jednocześnie poprawiając parametry powierzchni i zapewniając dobre właściwości antykorozyjne.

Przebieg procesu:
obróbka wstępna → elektroforeza → suszenie
Właściwości techniczne:
1. Bogate kolory;
2. Brak tekstury metalu, nadaje się do piaskowania, polerowania, ciągnienia drutu itp.;
3. Obróbka CNC w środowisku ciekłym umożliwia obróbkę powierzchniową złożonych struktur;
4. Proces jest dojrzały i może być stosowany masowo.
Niedogodności:
Możliwość ukrycia wad jest przeciętna, a elektroforeza części odlewanych ciśnieniowo wymaga dużej obróbki wstępnej.
3. Utlenianie mikrołukowe (MAO)
Utlenianie mikrołukowe: proces, w którym wysokie napięcie jest stosowane w roztworze elektrolitu (zwykle słabo alkalicznym roztworze), aby utworzyć warstwę ceramicznego filmu powierzchniowego. Proces ten jest wynikiem synergistycznego efektu wyładowania fizycznego i utleniania elektrochemicznego.
Przebieg procesu:
wstępna obróbka → mycie gorącą wodą → MAO → suszenie
Właściwości techniczne:
1. Tekstura ceramiczna, matowy wygląd, brak produktów o wysokim połysku, delikatne w dotyku, odporne na odciski palców;
2. Szeroka gama podłoży: Al, Ti, Zn, Zr, Mg, Nb i ich stopy;
3. Wstępna obróbka jest prosta, produkt charakteryzuje się doskonałą odpornością na korozję, odpornością na warunki atmosferyczne i dobrym odprowadzaniem ciepła.
Niedociągnięcie:
Obecnie dostępność kolorów jest ograniczona, stosunkowo dojrzałe są jedynie czerń i szarość, a jasne kolory są trudne do uzyskania; na koszt wpływa głównie wysokie zużycie energii, co stanowi jeden z najwyższych kosztów obróbki powierzchni.
4. Powłoka próżniowa PVD
Osadzanie fizyczne z fazy gazowej (PVD): Jest to przemysłowy proces produkcyjny, który polega głównie na wykorzystaniu procesów fizycznych w celu osadzania cienkich warstw.

Przebieg procesu:
Czyszczenie przed PVD → odkurzanie w piecu → mycie tarczy i czyszczenie jonowe → powlekanie → powlekanie jest gotowe, chłodzenie poza piecem → obróbka końcowa (polerowanie, AFP)
Właściwości techniczne:
Metoda PVD (Physical Vapor Deposition, fizyczne osadzanie z fazy gazowej) umożliwia pokrywanie powierzchni metalowych dekoracyjnymi powłokami cermetowymi o wysokiej twardości i odporności na zużycie
5. Galwanotechnika
Galwanotechnika:Jest to technologia wykorzystująca elektrolizę do przymocowania warstwy metalowej do powierzchni metalu w celu zapobiegania korozji, poprawy odporności na zużycie, przewodności, współczynnika odbicia i poprawy wyglądu.

Przebieg procesu:
wstępna obróbka → miedź alkaliczna bez cyjanku → cyna miedzionikiel bez cyjanku → chromowanie
Właściwości techniczne:
1. Powłoka ma wysoki połysk i wysokiej jakości wygląd metalu;
2. Materiałem bazowym jest SUS, Al, Zn, Mg, itp.; koszt jest niższy niż w przypadku PVD.
Niedogodności:
Słaba ochrona środowiska, duże ryzyko zanieczyszczenia środowiska.
6. Malowanie proszkowe
Natryskiwanie proszkowe: użyj sprzętu do natryskiwania proszkowego (elektrostatyczna maszyna natryskowa), aby natryskiwać powłokę proszkową na powierzchnię przedmiotu obrabianego. Pod wpływem elektryczności statycznej proszek zostanie równomiernie zaadsorbowany na powierzchni przedmiotu obrabianego, tworząc powłokę proszkową; Wypiekaj wyrównanie i utwardzaj, a następnie stań się ostateczną powłoką o różnych efektach (różne rodzaje efektów malowania proszkowego).

Przebieg procesu:
Ładowanie → usuwanie pyłu elektrostatycznego → natryskiwanie → wyrównywanie w niskiej temperaturze → pieczenie
Właściwości techniczne:
1. Bogate kolory, opcjonalnie wysoki połysk i mat;
2. Niski koszt, nadaje się do produktów architektonicznych, obudów radiatorów itp.;
3. Wysoki wskaźnik wykorzystania, 100% wykorzystania, ochrona środowiska;
4. Duża zdolność do ukrywania wad;
5. Może imitować strukturę drewna.
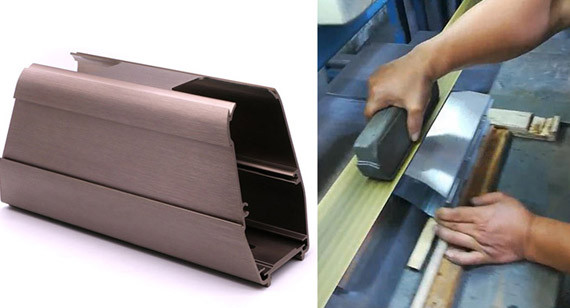
7. Ciągnienie drutu metalowego
Ciągnienie drutu: Jest to metoda obróbki powierzchni, która tworzy linie na powierzchni części CNC poprzez szlifowanie produktów w celu uzyskania efektu dekoracyjnego. Zgodnie z różnymi teksturami po ciągnieniu drutu, można je podzielić na: proste ciągnienie drutu, chaotyczne ciągnienie drutu, faliste i wirowe.

Właściwości techniczne:
Dzięki obróbce szczotkowanej powierzchnia metalu może uzyskać metaliczny połysk, nie przypominający lustrzanego połysku, a także można wyeliminować drobne skazy na powierzchni metalu.
8.Piaskowanie
piaskowanie:Wykorzystuje sprężone powietrze jako siłę napędową do utworzenia strumienia powietrza o dużej prędkości, który rozpyla materiał natryskowy na powierzchnię obrabianego przedmiotu z dużą prędkością, dzięki czemu zmienia się wygląd lub kształt zewnętrznej powierzchni części CNC, a uzyskiwany jest określony stopień czystości i różna chropowatość. proces.

Właściwości techniczne:
1. Zrealizuj różne odblaski lub mat;
2. Może oczyścić drobne zadziory na powierzchni przedmiotu obrabianego i sprawić, że powierzchnia przedmiotu obrabianego będzie gładsza, eliminując szkody wyrządzane przez zadziory i poprawiając jakość przedmiotu obrabianego;
3. Usunąć resztki brudu powstałe w trakcie wstępnej obróbki, poprawić wykończenie części CNC i sprawić, by obrabiany przedmiot miał jednolity kolor metalu, dzięki czemu wygląd przedmiotu obrabianego stanie się piękniejszy i bardziej atrakcyjny.
9. Polerowanie
polerowanie:modyfikacja powierzchni części CNC poprzez użycie elastycznych narzędzi polerskich oraz cząstek ściernych lub innych mediów polerujących.

Przebieg procesu:
W przypadku różnych procesów polerowania: polerowania zgrubnego (podstawowego), polerowania pośredniego (wykańczającego) i polerowania dokładnego (glazurowania), wybór odpowiedniej tarczy polerskiej może zapewnić odpowiedni efekt polerowania i jednocześnie zwiększyć wydajność polerowania.
Właściwości techniczne:
Popraw dokładność wymiarową lub dokładność kształtu geometrycznego przedmiotu obrabianego, uzyskaj gładką powierzchnię lub połysk lustrzany, jednocześnie eliminując połysk.
10. Trawienie
Akwaforta: Zwykle odnosi się do trawienia, znanego również jako trawienie fotochemiczne, które polega na usunięciu warstwy ochronnej z obszaru, który ma zostać wytrawiony, po narażeniu na działanie czynników chemicznych podczas wytwarzania i wywoływania płyty, a następnie kontaktowaniu się z roztworami chemicznymi w celu uzyskania efektu rozpuszczenia i korozji, tworząc wklęsło-wypukłe lub wydrążone efekty formowania.

Przebieg procesu:
Metoda naświetlania: Projekt przygotowuje rozmiar materiału zgodnie z grafiką - przygotowanie materiału - czyszczenie materiału - suszenie → film lub powłoka → suszenie → naświetlanie → wywoływanie → suszenie → trawienie → zwolnienie → OK
Metoda sitodruku: cięcie → czyszczenie płyty (stal nierdzewna i inne materiały metalowe) → sitodruk → trawienie → zdzieranie → OK
Właściwości techniczne:
1. Potrafi wykonywać mikroobróbkę powierzchni metalowych;
2. Nadaj powierzchni metalu specjalny efekt;
Niedociągnięcie:
Większość żrących płynów (kwasów, zasad itp.) stosowanych w trawieniu jest szkodliwa dla środowiska.
Przedstawiłem powyżej dziesięć popularnych metod obróbki powierzchni. Mam nadzieję, że będą one dla Państwa pomocne.

 +86 15099911516
+86 15099911516


 Przeczytaj więcej
Przeczytaj więcej