15 Jahre One-Stop-Fabrik für kundenspezifische CNC-Bearbeitungsteile in China
Start / Ressourcen / Blog /

Hallo, ich bin VMT Sam!
Mit 25 Jahren Erfahrung in der CNC-Bearbeitung unterstützen wir unsere Kunden dabei, 10000 komplexe Herausforderungen bei der Teileverarbeitung zu meistern und so durch intelligente Fertigung zu einem besseren Leben beizutragen. Kontaktieren Sie uns
 484 | Veröffentlicht von VMT am 09. Dezember 2022
484 | Veröffentlicht von VMT am 09. Dezember 2022





1. Eloxieren von CNC-Bearbeitungsteilen aus Aluminium
Anodische Oxidation: hauptsächlich anodische Oxidation von Aluminium, bei der elektrochemische Prinzipien verwendet werden, um eine Schicht aus Aluminiumoxidfilm auf der Oberfläche von Aluminium und Aluminiumlegierungen zu bilden. Diese Oxidschicht weist besondere Eigenschaften wie Schutz, Dekoration, Isolierung, Verschleißfestigkeit usw. auf und eignet sich im Allgemeinen für CNC-Bearbeitungsteile aus Aluminium.

Prozessablauf:
Einzelfarbe, Farbverlauf: Polieren/Sandstrahlen/Zeichnen→Entfetten→Eloxieren→Neutralisieren→Färben→Versiegeln→Trocknen
Zweifarbig: ① Polieren/Sandstrahlen/Zeichnen → Entfetten → Maskieren → Eloxieren 1 → Eloxieren 2 → Versiegeln → Trocknen
②Polieren/Sandstrahlen/Zeichnen→Ölentfernung→Eloxieren 1→Radiumgravur→Eloxieren 2→Versiegeln→Trocknen
Technische Eigenschaften:
1. Stärke erhöhen;
2. Realisieren Sie jede Farbe außer Weiß;
3. Realisieren Sie eine nickelfreie Versiegelung und erfüllen Sie die nickelfreien Anforderungen Europas, der USA und anderer Länder.
Technische Schwierigkeiten und wichtige Verbesserungspunkte:
Die Ausbeute der anodischen Oxidation hängt mit den Kosten des Endprodukts zusammen. Der Schlüssel zur Verbesserung der Oxidationsausbeute ist die richtige Menge an Oxidationsmittel, die richtige Temperatur und Stromdichte. Dies erfordert von den Herstellern von Strukturteilen, dass sie den Produktionsprozess kontinuierlich erforschen und nach Durchbrüchen suchen.
2. Elektrophorese
Ausrüstung für die Elektrophorese: Wird für Edelstahl, Aluminiumlegierungen usw. verwendet. Dadurch kann das Produkt verschiedene Farben aufweisen und seinen metallischen Glanz bewahren, während gleichzeitig die Oberflächeneigenschaften verbessert werden und eine gute Korrosionsbeständigkeit gewährleistet wird.

Prozessablauf:
Vorbehandlung→Elektrophorese→Trocknung
Technische Eigenschaften:
1. Satte Farben;
2. Keine Metallstruktur, geeignet zum Sandstrahlen, Polieren, Drahtziehen usw.;
3. Durch CNC-Bearbeitung in einer flüssigen Umgebung kann die Oberflächenbehandlung komplexer Strukturen realisiert werden.
4. Das Verfahren ist ausgereift und kann in Massenproduktion hergestellt werden.
Nachteile:
Die Fehlerverdeckungsfähigkeit ist durchschnittlich und die Elektrophorese von Druckgussteilen erfordert eine hohe Vorbehandlung.
3. Mikrolichtbogenoxidation (MAO)
Mikrolichtbogenoxidation: ein Verfahren, bei dem eine Hochspannung in einer Elektrolytlösung (normalerweise einer schwach alkalischen Lösung) angelegt wird, um eine keramische Oberflächenfilmschicht zu bilden. Dieses Verfahren ist das Ergebnis der synergistischen Wirkung von physikalischer Entladung und elektrochemischer Oxidation.
Prozessablauf:
Vorbehandlung → Heißwasserwäsche → MAO → Trocknen
Technische Eigenschaften:
1. Keramische Textur, mattes Aussehen, keine Hochglanzprodukte, zartes Handgefühl, Anti-Fingerabdruck;
2. Große Auswahl an Substraten: Al, Ti, Zn, Zr, Mg, Nb und deren Legierungen;
3. Die Vorbehandlung ist einfach, das Produkt verfügt über eine ausgezeichnete Korrosionsbeständigkeit, Witterungsbeständigkeit und gute Wärmeableitungsleistung.
Mangel:
Derzeit ist die Farbauswahl begrenzt, nur Schwarz und Grau sind relativ ausgereift und leuchtende Farben sind derzeit schwer zu erzielen. Die Kosten werden hauptsächlich durch den hohen Stromverbrauch beeinflusst, der einen der hohen Kosten bei der Oberflächenbehandlung darstellt.
4. PVD-Vakuumbeschichtung
Physikalische Gasphasenabscheidung (Physical Vapor Deposition, PVD): Dabei handelt es sich um ein industrielles Fertigungsverfahren, bei dem überwiegend physikalische Prozesse zur Abscheidung dünner Schichten eingesetzt werden.

Prozessablauf:
Reinigung vor PVD → Absaugen im Ofen → Targetwäsche und Ionenreinigung → Beschichtung → Beschichtung ist abgeschlossen, Abkühlen aus dem Ofen → Nachbearbeitung (Polieren, AFP)
Technische Eigenschaften:
PVD (Physical Vapor Deposition, Physical Vapor Deposition) kann Metalloberflächen mit hochharten und verschleißfesten dekorativen Cermet-Beschichtungen beschichten
5. Galvanisieren
Galvanotechnik: Hierbei handelt es sich um eine Technologie, bei der durch Elektrolyse eine Schicht Metallfilm auf der Metalloberfläche aufgebracht wird, um Korrosion vorzubeugen, die Verschleißfestigkeit, Leitfähigkeit und Reflektivität zu verbessern und das Erscheinungsbild aufzuwerten.

Prozessablauf:
Vorbehandlung → cyanidfreies Alkalikupfer → cyanidfreies Kupfernickelzinn → Verchromen
Technische Eigenschaften:
1. Die Beschichtung hat einen hohen Glanz und ein hochwertiges Metallaussehen;
2. Das Grundmaterial ist SUS, Al, Zn, Mg usw.; die Kosten sind niedriger als bei PVD.
Nachteile:
Mangelhafter Umweltschutz, hohes Risiko der Umweltverschmutzung.
6. Pulverbeschichtung
Pulversprühen: Verwenden Sie eine Pulversprühausrüstung (elektrostatische Sprühmaschine), um Pulverbeschichtung auf die Oberfläche des Werkstücks zu sprühen. Unter Einwirkung statischer Elektrizität wird das Pulver gleichmäßig auf der Oberfläche des Werkstücks adsorbiert und bildet eine pulverförmige Beschichtung. Durch Backen wird es nivelliert und ausgehärtet und bildet die endgültige Beschichtung mit unterschiedlichen Effekten (verschiedene Arten von Pulverbeschichtungseffekten).

Prozessablauf:
Laden → elektrostatische Staubentfernung → Sprühen → Nivellieren bei niedrigen Temperaturen → Backen
Technische Eigenschaften:
1. Satte Farben, Hochglanz und Matt optional;
2. Niedrige Kosten, geeignet für architektonische Möbelprodukte und Schalen von Kühlkörpern usw.;
3. Hohe Auslastung, 100% Auslastung, Umweltschutz;
4. Starke Fähigkeit, Mängel abzudecken;
5. Kann Holzmaserungseffekt imitieren.
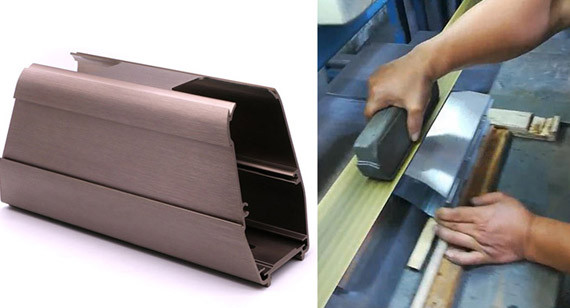
7. Metalldrahtziehen
Drahtziehen: Es handelt sich um eine Oberflächenbehandlungsmethode, bei der durch Schleifen von Produkten Linien auf der Oberfläche von CNC-Teilen gebildet werden, um einen dekorativen Effekt zu erzielen. Entsprechend den unterschiedlichen Texturen nach dem Drahtziehen kann es in folgende Bereiche unterteilt werden: gerades Drahtziehen, chaotisches Drahtziehen, gewelltes und wirbelndes Drahtziehen.

Technische Eigenschaften:
Durch die Bürstenbehandlung kann die Metalloberfläche einen nicht spiegelähnlichen Metallglanz erhalten und durch die Bürstenbehandlung können auch leichte Fehler auf der Metalloberfläche beseitigt werden.
8. Sandstrahlen
Sandstrahlen: Dabei wird Druckluft als Antriebskraft genutzt, um einen Hochgeschwindigkeitsstrahl zu bilden und das Sprühmaterial mit hoher Geschwindigkeit auf die Oberfläche des zu behandelnden Werkstücks zu sprühen, sodass sich das Aussehen oder die Form der Außenfläche der CNC-Teileoberfläche ändert und ein gewisser Grad an Sauberkeit und unterschiedlicher Rauheit erzielt wird. Ein Prozess.

Technische Eigenschaften:
1. Realisieren Sie unterschiedliche reflektierende oder matte;
2. Es kann die winzigen Grate auf der Oberfläche des Werkstücks entfernen und die Oberfläche des Werkstücks glatter machen, wodurch die Schäden durch Grate beseitigt und die Qualität des Werkstücks verbessert werden.
3. Entfernen Sie den Restschmutz aus der Vorbehandlung, verbessern Sie die Oberfläche der CNC-Teile und verleihen Sie dem Werkstück eine einheitliche Metallfarbe, wodurch das Erscheinungsbild des Werkstücks schöner und attraktiver wird.
9. Polieren
Polieren: die Modifizierung der Oberfläche von CNC-Teilen durch den Einsatz flexibler Polierwerkzeuge und Schleifkörner oder anderer Poliermittel.

Prozessablauf:
Für die verschiedenen Poliervorgänge: Grobpolieren (Grundpoliervorgang), Zwischenpolieren (Finishing-Vorgang) und Feinpolieren (Glasurvorgang) kann durch Auswahl der geeigneten Polierscheibe der Poliereffekt erzielt und gleichzeitig die Polierleistung verbessert werden.
Technische Eigenschaften:
Verbessern Sie die Maßgenauigkeit oder geometrische Formgenauigkeit des Werkstücks, erhalten Sie eine glatte Oberfläche oder Spiegelglanz und beseitigen Sie gleichzeitig den Glanz.
10. Radierung
Radierung: Bezieht sich normalerweise auf das Ätzen, auch als photochemisches Ätzen bekannt. Dabei wird der Schutzfilm des zu ätzenden Bereichs nach der Belichtung bei der Plattenherstellung und -entwicklung entfernt und während des Ätzens mit chemischen Lösungen in Kontakt gebracht, um den Effekt der Auflösung und Korrosion zu erzielen und konkav-konvexe oder ausgehöhlte Formeffekte zu erzeugen.

Prozessablauf:
Belichtungsmethode: Das Projekt bereitet die Materialgröße entsprechend der Grafik vor – Materialvorbereitung – Materialreinigung – Trocknen → Film oder Beschichtung → Trocknen → Belichtung → Entwicklung → Trocknen – Ätzen → Freigabe → OK
Siebdruckverfahren: Schneiden → Reinigen der Platte (Edelstahl und andere Metallmaterialien) → Siebdruck → Ätzen → Abziehen → OK
Technische Eigenschaften:
1. Kann eine Mikrobearbeitung der Metalloberfläche durchführen;
2. Verleihen Sie der Metalloberfläche einen besonderen Effekt;
Mangel:
Die meisten der beim Ätzen verwendeten ätzenden Flüssigkeiten (Säuren, Laugen usw.) sind umweltschädlich.
Oben sind zehn gängige Methoden zur Oberflächenbehandlung aufgeführt. Ich hoffe, sie sind für Sie hilfreich.

 +86 15099911516
+86 15099911516


 Weiterlesen
Weiterlesen