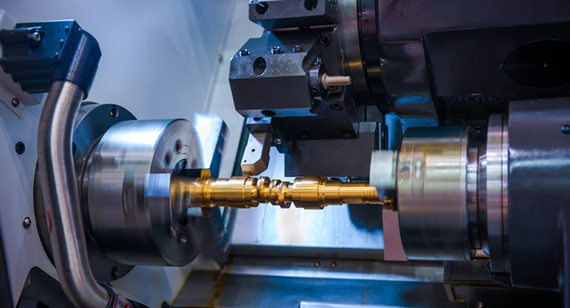
15 anni di fabbrica di parti di lavorazione CNC personalizzate in Cina

Ciao, sono VMT Sam!
Con 25 anni di esperienza nella lavorazione CNC, ci impegniamo ad aiutare i clienti a superare 10000 complesse sfide di lavorazione dei pezzi, contribuendo a una vita migliore attraverso una produzione intelligente. Contattaci subito
 484 | Pubblicato da VMT il 09 dicembre 2022
484 | Pubblicato da VMT il 09 dicembre 2022





1. Anodizzazione di parti in alluminio lavorate CNC
Ossidazione anodica: principalmente ossidazione anodica dell'alluminio, che utilizza principi elettrochimici per formare uno strato di pellicola di ossido di alluminio sulla superficie dell'alluminio e delle leghe di alluminio. Questo strato di pellicola di ossido ha caratteristiche speciali come protezione, decorazione, isolamento, resistenza all'usura, ecc. ed è generalmente adatto per parti di lavorazione CNC in alluminio.

Flusso di processo:
Colore singolo, colore sfumato: lucidatura/sabbiatura/disegno→sgrassaggio→anodizzazione→neutralizzazione→tintura→sigillatura→asciugatura
Bicolore: ① Lucidatura/sabbiatura/imbutitura → sgrassaggio → mascheratura → anodizzazione 1 → anodizzazione 2 → sigillatura → asciugatura
②Lucidatura/sabbiatura/disegno→rimozione dell'olio→anodizzazione 1→incisione al radio→anodizzazione 2→sigillatura→essiccazione
Caratteristiche tecniche:
1. Aumentare la forza;
2. Realizza qualsiasi colore tranne il bianco;
3. Realizzare una sigillatura senza nichel e soddisfare i requisiti senza nichel di Europa, Stati Uniti e altri paesi.
Difficoltà tecniche e punti chiave da migliorare:
Il livello di resa dell'ossidazione anodica è correlato al costo del prodotto finale. La chiave per migliorare la resa dell'ossidazione è la quantità appropriata di ossidante, la temperatura appropriata e la densità di corrente. Ciò richiede ai produttori di parti strutturali di esplorare e cercare continuamente innovazioni nel processo di produzione.
2. Elettroforesi
Elettroforesi di laboratorio: utilizzato per acciaio inossidabile, lega di alluminio, ecc., che può conferire al prodotto vari colori e mantenere la lucentezza metallica, migliorando al contempo le prestazioni della superficie e garantendo buone prestazioni anticorrosione.

Flusso di processo:
pretrattamento→elettroforesi→essiccazione
Caratteristiche tecniche:
1. Colori intensi;
2. Nessuna consistenza metallica, adatto per sabbiatura, lucidatura, trafilatura, ecc.;
3. La lavorazione CNC in ambiente liquido può realizzare il trattamento superficiale di strutture complesse;
4. Il processo è maturo e può essere prodotto in serie.
svantaggi:
La capacità di coprire i difetti è media e l'elettroforesi dei pezzi pressofusi richiede un elevato pretrattamento.
3. Ossidazione micro arco (MAO)
Ossidazione tramite microarco: un processo in cui un'alta tensione viene applicata in una soluzione elettrolitica (solitamente una soluzione debolmente alcalina) per formare uno strato di pellicola superficiale in ceramica. Questo processo è il risultato dell'effetto sinergico della scarica fisica e dell'ossidazione elettrochimica.
Flusso di processo:
pretrattamento → lavaggio con acqua calda → MAO → asciugatura
Caratteristiche tecniche:
1. Texture ceramica, aspetto opaco, nessun prodotto lucido, sensazione delicata al tatto, anti-impronta;
2. Ampia gamma di substrati: Al, Ti, Zn, Zr, Mg, Nb e le loro leghe;
3. Il pretrattamento è semplice, il prodotto ha un'eccellente resistenza alla corrosione, resistenza alle intemperie e buone prestazioni di dissipazione del calore.
imperfezione:
Attualmente il colore è limitato, solo il nero e il grigio sono relativamente maturi e i colori brillanti sono attualmente difficili da ottenere; il costo è influenzato principalmente dall'elevato consumo energetico, che è uno dei costi elevati nel trattamento delle superfici.
4. Placcatura sotto vuoto PVD
Deposizione fisica da vapore (Physical Vapor Deposition, PVD): è un processo di produzione industriale che utilizza principalmente processi fisici per depositare film sottili.

Flusso di processo:
Pulizia prima del PVD → aspirazione nel forno → lavaggio del target e pulizia ionica → rivestimento → rivestimento completato, raffreddamento fuori dal forno → post-elaborazione (lucidatura, AFP)
Caratteristiche tecniche:
PVD (Physical Vapor Deposition, Deposizione fisica da vapore) può rivestire superfici metalliche con rivestimenti decorativi in cermet ad alta durezza e alta resistenza all'usura
5. Galvanotecnica
Galvanotecnica:È una tecnologia che utilizza l'elettrolisi per fissare uno strato di pellicola metallica sulla superficie del metallo per prevenire la corrosione, migliorare la resistenza all'usura, la conduttività, la riflettività e migliorarne l'aspetto.

Flusso di processo:
pretrattamento → rame alcalino senza cianuro → stagno cupronichel senza cianuro → cromatura
Caratteristiche tecniche:
1. Il rivestimento ha un aspetto metallico lucido e di alta qualità;
2. Il materiale di base è SUS, Al, Zn, Mg, ecc.; il costo è inferiore al PVD.
svantaggi:
Scarsa tutela ambientale, alto rischio di inquinamento ambientale.
6. Verniciatura a polvere
Spruzzatura a polvere: utilizzare un'attrezzatura per spruzzatura a polvere (macchina per spruzzatura elettrostatica) per spruzzare il rivestimento a polvere sulla superficie del pezzo in lavorazione. Sotto l'azione dell'elettricità statica, la polvere verrà assorbita uniformemente sulla superficie del pezzo in lavorazione per formare un rivestimento in polvere; livellamento e polimerizzazione in forno e diventare il rivestimento finale con effetti diversi (diversi tipi di effetti di rivestimento a polvere).

Flusso di processo:
Caricamento → rimozione della polvere elettrostatica → spruzzatura → livellamento a bassa temperatura → cottura
Caratteristiche tecniche:
1. Colori intensi, lucidi e opachi opzionali;
2. Basso costo, adatto per prodotti di arredamento architettonico e gusci di dissipatori di calore, ecc.;
3. Elevato tasso di utilizzo, utilizzo al 100%, tutela ambientale;
4. Forte capacità di coprire i difetti;
5. Può imitare l'effetto venatura del legno.
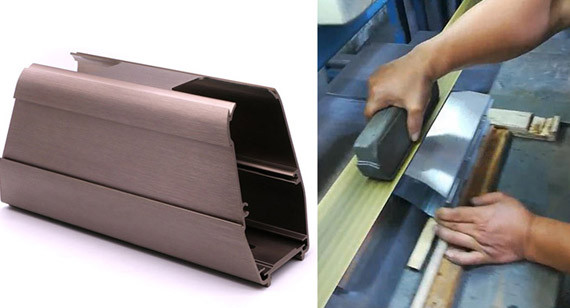
7. Trafilatura del filo metallico
Trafilatura: È un metodo di trattamento superficiale che forma linee sulla superficie di parti CNC mediante la molatura di prodotti per ottenere un effetto decorativo. In base alle diverse texture dopo la trafilatura, può essere suddiviso in: trafilatura dritta, trafilatura caotica, ondulata e vorticosa.

Caratteristiche tecniche:
Il trattamento spazzolato può conferire alla superficie metallica una lucentezza metallica non speculare e può anche eliminare i piccoli difetti sulla superficie metallica.
8. Sabbiatura
Sabbiatura: Utilizza aria compressa come potenza per formare un raggio a getto ad alta velocità per spruzzare il materiale da spruzzare sulla superficie del pezzo da trattare ad alta velocità, in modo che l'aspetto o la forma della superficie esterna della parte CNC cambi e si ottenga un certo grado di pulizia e diversa rugosità. un processo.

Caratteristiche tecniche:
1. Realizzare diversi effetti riflettenti o opachi;
2. Può pulire le piccole sbavature sulla superficie del pezzo in lavorazione e rendere la superficie del pezzo in lavorazione più liscia, eliminando il danno delle sbavature e migliorando la qualità del pezzo in lavorazione;
3. Eliminare lo sporco residuo lasciato dal pretrattamento, migliorare la finitura delle parti CNC e far sì che il pezzo riveli il colore metallico uniforme, rendendo l'aspetto del pezzo più bello e attraente.
9. Lucidatura
lucidatura: la modifica della superficie di parti CNC mediante l'uso di utensili di lucidatura flessibili e particelle abrasive o altri mezzi lucidanti.

Flusso di processo:
Per diversi processi di lucidatura: lucidatura grezza (processo di lucidatura di base), lucidatura intermedia (processo di finitura) e lucidatura fine (processo di smaltatura), la scelta della mola lucidante appropriata può ottenere l'effetto di lucidatura desiderato e migliorarne allo stesso tempo l'efficienza.
Caratteristiche tecniche:
Migliora la precisione dimensionale o la precisione della forma geometrica del pezzo, ottiene una superficie liscia o lucida a specchio e allo stesso tempo elimina la lucentezza.
10. Acquaforte
acquaforte: Di solito si riferisce all'incisione, nota anche come incisione fotochimica, che consiste nella rimozione della pellicola protettiva dall'area da incidere dopo l'esposizione alla fabbricazione e allo sviluppo della lastra e nella messa a contatto di soluzioni chimiche durante l'incisione per ottenere l'effetto di dissoluzione e corrosione, formando effetti di stampaggio concavo-convessi o cavi.

Flusso di processo:
Metodo di esposizione: Il progetto prepara le dimensioni del materiale in base alla preparazione del materiale grafico, alla pulizia del materiale, all'asciugatura → pellicola o rivestimento → asciugatura → esposizione → sviluppo → asciugatura → incisione → rilascio → OK
Metodo di stampa serigrafica: taglio → lastra di pulizia (acciaio inossidabile e altri materiali metallici) → serigrafia → incisione → stripping → OK
Caratteristiche tecniche:
1. Può effettuare la microlavorazione della superficie metallica;
2. Conferire alla superficie metallica un effetto speciale;
imperfezione:
La maggior parte dei liquidi corrosivi (acidi, alcali, ecc.) utilizzati nell'incisione sono dannosi per l'ambiente.
Quelli sopra riportati sono dieci metodi comuni di trattamento delle superfici. Spero che vi siano utili.

 +86 15099911516
+86 15099911516


 Leggi di più
Leggi di più