15年間のワンストップ中国カスタムCNC加工部品工場

こんにちは、VMT Samです!
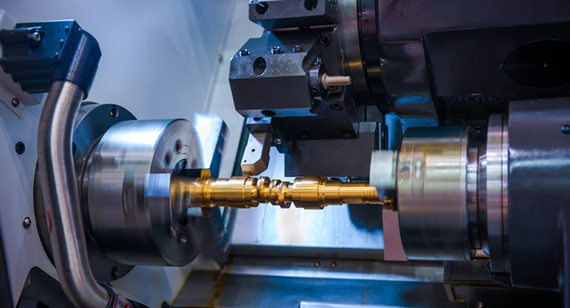
25 年にわたる CNC 加工の経験を活かし、当社はインテリジェントな製造を通じてより良い生活の実現に貢献するため、お客様が 10000 もの複雑な部品加工の課題を克服できるよう支援することに全力で取り組んでいます。 今すぐお問い合わせください
 484 | VMTが09年2022月XNUMX日に発行
484 | VMTが09年2022月XNUMX日に発行





陽極酸化:主にアルミニウムの陽極酸化で、電気化学原理を利用してアルミニウムおよびアルミニウム合金の表面にアルミニウム酸化膜の層を形成します。この酸化膜の層は、保護、装飾、絶縁、耐摩耗性などの特殊な特性を持ち、一般的にアルミニウムCNC加工部品に適しています。

プロセスフロー:
単色、グラデーションカラー:研磨・サンドブラスト・絞り→脱脂→アルマイト処理→中和→染色→シーリング→乾燥
1色:①研磨・サンドブラスト・描画→脱脂→マスキング→アルマイト2→アルマイトXNUMX→シーリング→乾燥
②研磨・サンドブラスト・絞り→油抜き→アルマイト処理1→ラジウム彫刻→アルマイト処理2→封孔処理→乾燥
技術的特徴:
1. 強度を高める;
2. 白以外の色を実現する。
3. ニッケルフリーのシーリングを実現し、欧州、米国、その他の国のニッケルフリーの要件を満たします。
技術的な問題点と改善すべきポイント:
陽極酸化の歩留まりレベルは最終製品のコストに関係しています。酸化収率を向上させる鍵は、適切な酸化剤の量、適切な温度、および電流密度です。そのため、構造部品メーカーは、生産プロセスにおけるブレークスルーを継続的に探求し、追求する必要があります。
2.電気泳動
電気泳動: ステンレス鋼、アルミニウム合金などに使用され、製品に多様な色彩を与え、金属光沢を維持しながら、表面性能を高め、優れた耐腐食性能を発揮します。

プロセスフロー:
前処理→電気泳動→乾燥
技術的特徴:
1. 豊かな色彩
2. 金属の質感がなく、サンドブラスト、研磨、伸線などに適しています。
3. 液体環境でのCNC加工により、複雑な構造の表面処理を実現できます。
4. プロセスは成熟しており、大量生産が可能です。
短所:
欠陥隠蔽能力は平均的であり、ダイカスト部品の電気泳動には高度な前処理が必要です。
3. マイクロアーク酸化(MAO)
マイクロアーク酸化: 電解液(通常は弱アルカリ性溶液)に高電圧をかけてセラミック表面の皮膜層を形成するプロセス。このプロセスは、物理的放電と電気化学的酸化の相乗効果の結果です。
プロセスフロー:
前処理→温水洗浄→MAO→乾燥
技術的特徴:
1. セラミックの質感、鈍い外観、高光沢製品ではなく、繊細な手触り、指紋防止。
2. 幅広い基材:Al、Ti、Zn、Zr、Mg、Nb、およびそれらの合金。
3. 前処理が簡単で、耐腐食性、耐候性に優れ、放熱性能も良好です。
欠点:
現時点では、色は限られており、黒とグレーのみが比較的成熟しており、明るい色を実現することは現在のところ困難です。コストは主に高い電力消費の影響を受け、表面処理における高コストの1つです。
4. PVD真空メッキ
物理蒸着法(PVD):主に物理的なプロセスを使用して薄膜を堆積する工業製造プロセスです。

プロセスフロー:
PVD前の洗浄→炉内真空引き→ターゲット洗浄・イオン洗浄→コーティング→コーティング完了、炉外冷却→後処理(研磨、AFP)
技術的特徴:
PVD(物理蒸着法)は、金属表面に高硬度、高耐摩耗性のサーメット装飾コーティングを施すことができます。
5. めっき
電気めっき: 電気分解を利用して金属の表面に金属膜の層を付着させ、腐食を防ぎ、耐摩耗性、導電性、反射性を向上させ、外観を向上させる技術です。

プロセスフロー:
前処理 → シアンフリーアルカリ銅 → シアンフリー白銅スズ → クロムめっき
技術的特徴:
1.コーティングは高光沢と高品質の金属の外観を持っています。
2. 基材はSUS、Al、Zn、Mgなどであり、コストはPVDよりも低くなります。
短所:
環境保護が不十分で、環境汚染のリスクが高い。
6.粉体塗装
粉体塗装:粉体塗装装置(静電塗装機)を使用して、ワークピースの表面に粉体塗料を塗装します。静電気の作用により、粉体はワークピースの表面に均一に吸着され、粉体塗装を形成します。焼き付けにより平滑化と硬化が行われ、さまざまな効果(さまざまなタイプの粉体塗装効果)を持つ最終塗装になります。

プロセスフロー:
積載→静電除塵→スプレー→低温均し→焼成
技術的特徴:
1. 豊富な色彩、高光沢とマット仕上げがオプションで選択可能。
2. 低コストで、建築家具製品やヒートシンクのシェルなどに適しています。
3. 高い利用率、100%の利用率、環境保護。
4. 欠陥をカバーする強力な能力
5. 木目調の効果を模倣できます。
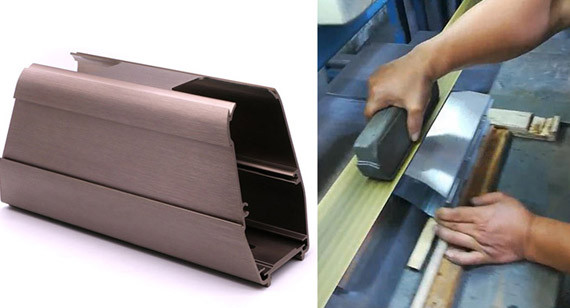
7. 金属線の引抜き
ワイヤードローイング: 製品を研磨してCNC部品の表面に線を形成し、装飾効果を実現する表面処理方法です。伸線後のテクスチャの違いにより、直線伸線、カオス伸線、波形、渦巻きに分けられます。

技術的特徴:
ブラシ処理により、金属表面に鏡面ではない金属光沢を与えることができ、また、ブラシ処理により金属表面のわずかな傷を除去することもできます。
8.サンドブラスト
サンドブラスト:圧縮空気を動力として高速ジェットビームを形成し、処理対象のワークピースの表面にスプレー材料を高速で噴射することで、CNC部品表面の外面の外観や形状が変化し、一定の清浄度と異なる粗さが得られるプロセスです。

技術的特徴:
1. 異なる反射またはマットを実現します。
2. ワークピースの表面にある小さなバリを除去し、ワークピースの表面をより滑らかにし、バリによる損傷を排除し、ワークピースのグレードを向上させます。
3. 前処理で残った汚れを除去し、CNC 部品の仕上がりを改善し、ワークピースに均一な金属色が現れるようにして、ワークピースの外観をより美しく魅力的にします。
9。研磨
研磨柔軟な研磨工具と研磨粒子またはその他の研磨媒体を使用して CNC 部品の表面を修正すること。

プロセスフロー:
粗研磨(基本研磨工程)、中研磨(仕上げ工程)、精研磨(グレージング工程)といった異なる研磨工程において、適切な研磨ホイールを選択することで、研磨効果が得られ、同時に研磨効率も向上します。
技術的特徴:
ワークの寸法精度や幾何学的形状精度を向上させ、滑らかな表面や鏡面光沢を得ると同時に光沢をなくします。
10.エッチング
エッチング: 通常はエッチングを指し、光化学エッチングとも呼ばれ、製版・現像後のエッチング対象領域の保護膜を除去し、エッチング中に化学溶液と接触させて溶解・腐食効果を実現し、凹凸やくり抜き成形効果を形成することを指します。

プロセスフロー:
露光方法:プロジェクトはグラフィックスに応じて材料サイズを準備します-材料の準備-材料の洗浄-乾燥→フィルムまたはコーティング→乾燥→露光→現像→乾燥-エッチング→リリース→OK
スクリーン印刷方式:切断→版(ステンレスなど金属材料)の洗浄→スクリーン印刷→エッチング→剥離→OK
技術的特徴:
1. 金属表面の微細加工が可能。
2. 金属表面に特殊効果を与える。
欠点:
エッチングに使用される腐食性液体(酸、アルカリなど)のほとんどは、環境に有害です。
上記は一般的な表面処理方法 10 選です。お役に立てれば幸いです。

 +86 15099911516
+86 15099911516


 続きを読む
続きを読む