Usine de pièces d'usinage CNC personnalisées en Chine depuis 15 ans
Accueil / Ressources / Blog /

Salut, je suis VMT Sam !
Avec 25 ans d'expérience dans l'usinage CNC, nous nous engageons à aider nos clients à surmonter 10000 XNUMX défis complexes de traitement de pièces, le tout pour contribuer à une vie meilleure grâce à une fabrication intelligente. Contactez-nous maintenant
 362 | Publié par VMT le 12 juin 2021
362 | Publié par VMT le 12 juin 2021





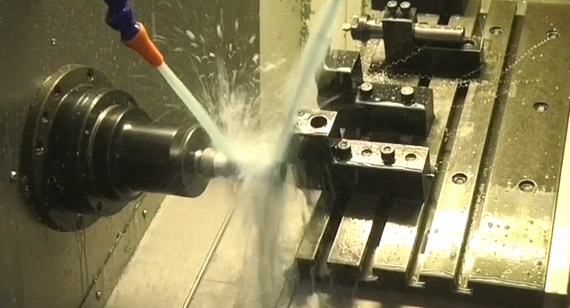
Tout le monde connaît l'efficacité apportée par l'utilisation de l'usinage par fraisage CNC pour traiter les pièces, mais il reste encore beaucoup à apprendre sur le fonctionnement et la programmation des centres d'usinage CNC. Voici la méthode d'usinage des filetages. L'usinage CNC comporte trois méthodes : le fraisage de filetage, l'usinage de tarauds et l'usinage par prélèvement :
UNE : Méthode de fraisage de filetage
Le fraisage de filetage par usinage CNC consiste à utiliser des fraises à fileter pour traiter des filetages de gros trous et des trous filetés de matériaux difficiles à usiner. Il présente les caractéristiques suivantes :
1. L'outil de coupe est généralement fabriqué en alliage dur, qui présente une vitesse élevée, une précision de fraisage de filetage d'usinage CNC élevée et une efficacité de traitement élevée ;
2. Sous le même pas, qu'il s'agisse d'un filetage à gauche ou d'un filetage à droite, un seul outil peut être utilisé pour réduire le coût de l'outil ;
3. La méthode de fraisage de filetage est particulièrement adaptée à l'usinage de filetages de matériaux difficiles à usiner tels que l'acier inoxydable et le cuivre. Élimination et refroidissement faciles des copeaux, ce qui peut garantir la qualité et la sécurité de l'usinage ;
4. Il n'y a pas de guide d'outil frontal, il est plus pratique de traiter des trous borgnes avec des trous inférieurs filetés courts ou sans trous de contre-dépouille.
Remarque pour la programmation CNC du fraisage de filetage : afin d'éviter d'endommager l'outil ou les erreurs d'usinage.
1. Après avoir percé le trou inférieur fileté, utilisez la tête pour traiter le petit trou, puis utilisez l'alésage pour traiter le grand trou afin de garantir la précision du trou inférieur fileté ;
2. L'outil adopte généralement une trajectoire en demi-arc pour couper vers l'intérieur et vers l'extérieur afin de garantir la forme du filetage. À ce stade, la valeur de compensation du rayon de l'outil doit être introduite.
DEUX : Méthode de traitement de taraudage par usinage CNC
Convient aux trous filetés de petit diamètre ou à faible précision de positionnement du trou. En général, le diamètre du foret du trou inférieur fileté est proche de la limite supérieure de la tolérance du diamètre du trou inférieur fileté, ce qui peut réduire la tolérance d'usinage du taraud et réduire la charge du taraud. Améliore la durée de vie de l'outil.
Vous devez choisir le bon taraud en fonction du matériau à usiner. Par rapport aux fraises et aux fraises à aléser, les tarauds sont très sensibles au matériau à usiner. Les tarauds sont divisés en trous traversants et trous borgnes. L'extrémité avant du taraud à trou traversant est guidée par la longueur. Pour l'élimination des copeaux de la première rangée, la profondeur d'usinage du filetage ne peut pas être garantie lors de l'usinage des trous borgnes. L'extrémité avant du trou borgne est courte, c'est-à-dire le copeau arrière, faites attention à la différence entre les deux ; lorsque vous utilisez un mandrin de taraudage flexible, faites attention au diamètre de la tige du taraud, la largeur et le carré du taraud doivent être les mêmes que le mandrin de taraudage ; la tige du taraud rigide Le diamètre doit être le même que le diamètre du mandrin. La programmation des méthodes de traitement du taraudage est relativement simple et ce sont toutes des modes fixes. Ajoutez simplement la valeur du paramètre. Notez que le format de la sous-routine est différent pour différents systèmes CNC et que la signification des valeurs des paramètres est également différente.
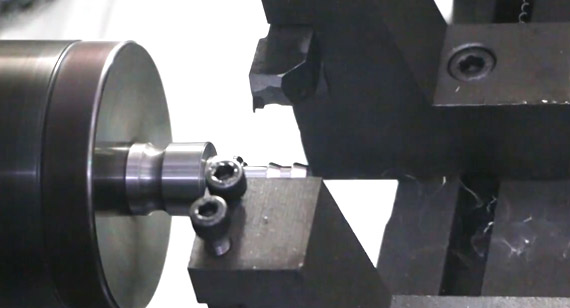
Trois : méthode d'usinage du bouton de sélection
Convient pour usinage fraisage grands trous filetés sur les pièces de la boîte. Cette méthode est utilisée lorsqu'il n'y a pas de tarauds et de fraises à fileter. L'outil de tournage de filetage est monté sur la barre d'alésage pour couper le filetage. Il y a plusieurs considérations à prendre en compte pour la mise en œuvre des méthodes d'usinage par clic :
1. Il doit y avoir un délai de démarrage de la broche pour garantir que la broche atteigne la vitesse nominale ;
2. L'affûtage des outils de filetage à main ne peut pas être symétrique et la rétraction inverse ne peut pas être utilisée. La broche doit être orientée pour déplacer l'outil radialement, puis vers l'arrière ;
3. Le porte-outil doit être précis et cohérent avec la position de la fente de l'outil, sinon plusieurs porte-outils ne peuvent pas être utilisés pour l'usinage, ce qui entraînera confusion et imagination ;
4. Lors du prélèvement, veillez à ne pas terminer l'usinage avec une seule coupe, la boucle est donc très fine, sinon cela provoquera une différence avec le sol, il faudra donc l'usiner plusieurs fois ;
5. La méthode d'usinage de la boucle convient uniquement au traitement de filetages à pas spécial en une seule pièce, en petits lots, sans outils correspondants, et l'efficacité de l'usinage est faible.
La méthode d'usinage de la boucle de Usinage et fraisage CNC Il s'agit simplement d'une méthode d'urgence temporaire. Il est recommandé d'utiliser des méthodes de traitement de filetage pour traiter les outils, ce qui peut améliorer efficacement l'efficacité et la qualité de l'usinage des filetages, réduire les coûts de traitement et améliorer l'efficacité des centres d'usinage.

 +86 15099911516
+86 15099911516



 En savoir plus
En savoir plus