
15 лет работы в Китае на заводе по изготовлению деталей с ЧПУ на заказ

Привет, я VMT Сэм!
Имея 25-летний опыт обработки на станках с ЧПУ, мы стремимся помогать клиентам решать 10000 XNUMX сложных задач по обработке деталей, внося свой вклад в улучшение жизни с помощью интеллектуального производства. Свяжитесь с нами сейчас
 597 | Опубликовано VMT 04 июля 2022 г.
597 | Опубликовано VMT 04 июля 2022 г.





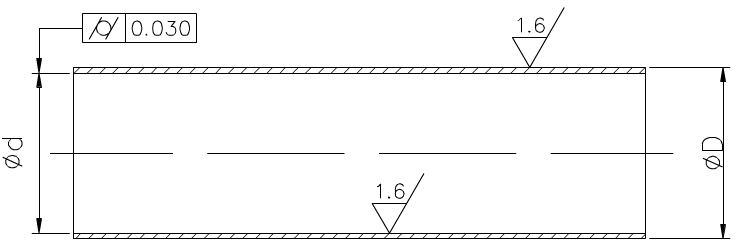
В процессе резки тонкая стенка легко деформируется под действием силы резания, что приводит к образованию эллипса или «талии» с маленькой серединой и большими концами. Кроме того, из-за плохого рассеивания тепла во время обработки на станках с ЧПУ тонкостенная втулка легко термически деформируется, и нелегко обеспечить Качество обработки на станках с ЧПУ деталей. Детали, показанные на рисунке ниже, не только неудобны для зажима, но и сложны в обработке деталей. Необходимо спроектировать специальный тонкостенный корпус и защиту вала.
1. Анализ процесса
Согласно техническим требованиям, указанным в чертежах, заготовка обрабатывается на станке с ЧПУ из бесшовных стальных труб, а шероховатость поверхности внутреннего отверстия и внешней стенки составляет Ra1.6 мкм, что может быть достигнуто путем токарной обработки с ЧПУ, но цилиндричность внутреннего отверстия составляет 0.03 мм, что подходит для тонкостенных деталей. Токарный станок с ЧПУ. Что касается деталей, обрабатываемых на станках с ЧПУ, требования выше. При серийном производстве токарных изделий с ЧПУ технологический маршрут примерно такой: вырубка - термообработка - торцевая поверхность автомобиля - наружная окружность автомобиля - внутреннее отверстие автомобиля - контроль качества.
Процесс «обработки внутреннего отверстия» является ключом к контролю качества. Трудно гарантировать цилиндр 0.03 мм, когда мы вырезаем внутреннее отверстие отдельно от внешнего круга и тонкостенного корпуса.
2. Ключевая технология отверстия
Ключевой технологией токарной обработки является решение проблемы жесткости и стружкосъема внутреннего токарного резца. Для повышения жесткости внутреннего токарного резца необходимо принять следующие меры:
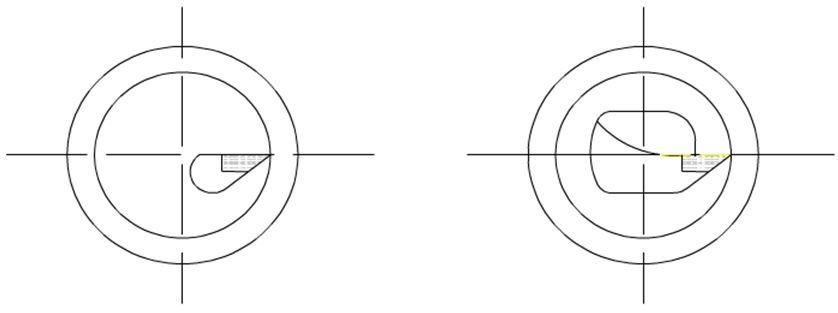
(1) Попробуйте увеличить площадь поперечного сечения рукоятки инструмента. Обычно кончик инструмента для токарной обработки внутреннего отверстия расположен на верхней части рукоятки инструмента, так что площадь поперечного сечения рукоятки инструмента составляет менее 1/4 площади поперечного сечения отверстия, как показано на левом рисунке ниже. . Если кончик инструмента для токарной обработки внутреннего отверстия расположен на центральной линии держателя инструмента, площадь поперечного сечения держателя инструмента в отверстии может быть значительно увеличена, как показано на правом рисунке ниже.
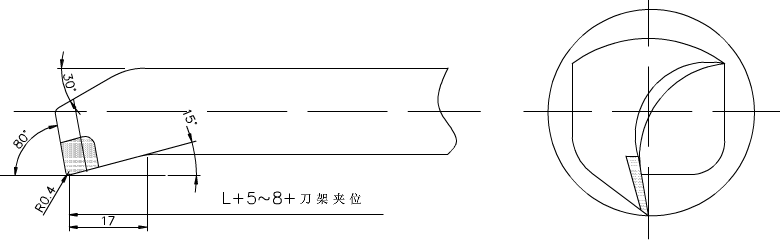
(2) Длина удлинения хвостовика инструмента должна быть на 5–8 мм больше длины заготовки, обрабатываемой на станке с ЧПУ, чтобы повысить жесткость хвостовика токарного инструмента и снизить вибрацию в процессе резки.
3.Решить проблему удаления стружки
Он в основном контролирует направление оттока стружки. Инструмент для черновой обработки требует, чтобы стружка вытекала на поверхность, чтобы быть Точеный станок с ЧПУ (фронтальное удаление стружки). Для этой цели используется резец для токарной обработки внутренних отверстий с положительным наклоном режущей кромки, как показано на рисунке ниже.
При чистовой обработке требуется, чтобы стружка стекала к центростремительному наклону для отвода стружки (отвод стружки из сердечника отверстия), поэтому при заточке инструмента обращайте внимание на направление шлифования режущей кромки и способ отвода стружки путем наклона дуги вперед, как показано на следующем рисунке. В качестве сплава для ножей используется YA6, текущий тип M, который имеет лучшую прочность на изгиб, износостойкость, ударную вязкость и стойкость к стали и температуре.
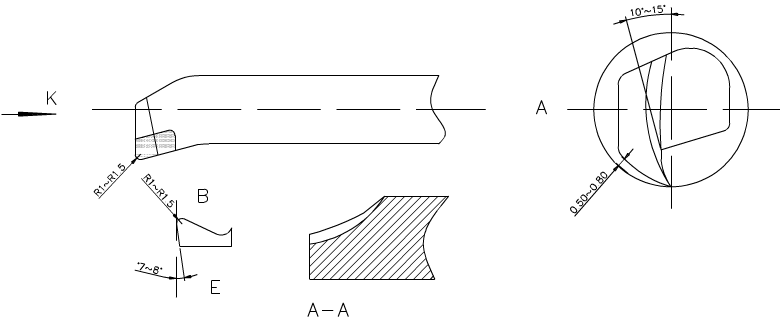
При заточке передний угол шлифуется по окружности с углом дуги 10°-15°, а задний угол отступает от стенки на 0.5-0.8 мм в соответствии с дугой токарной обработки с ЧПУ (нижняя линия инструмента проходит вдоль дуги), а угол режущей кромки c в направлении k составляет §0.5-1: Зачистная кромка составляет R1-1.5 вдоль точки B кромки стружки, вторичный задний угол подходит для шлифования до 7°-8°, а точка AA внутренней кромки E шлифуется по окружности для удаления стружки.
4. Метод токарной обработки с ЧПУ
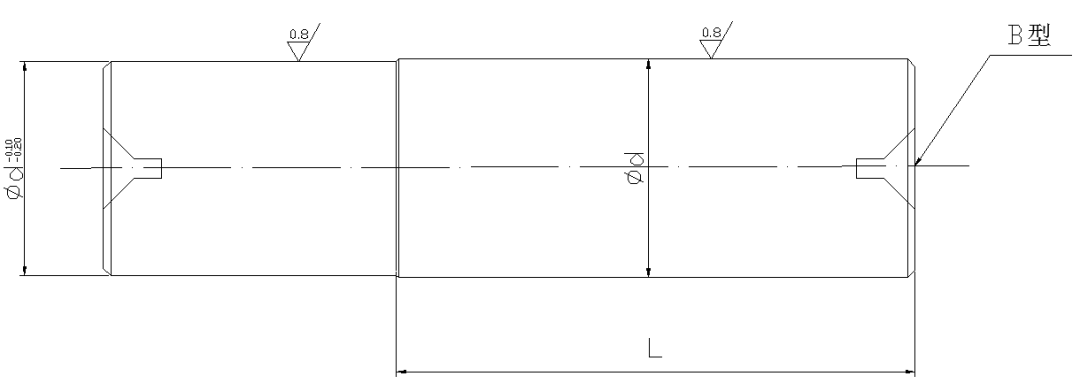
(1) Перед установкой необходимо установить защитный кожух вала. Токарный станок с ЧПУ. Основная цель защиты вала: закрыть внутреннее отверстие тонкостенной втулки исходным размером и закрепить его передним и задним верхними частями, чтобы сделать внешнюю окружность обработанной с ЧПУ без деформации, и сохранить качество и точность обработки внешней окружности с ЧПУ. Поэтому обработка защитного кожуха вала является ключевым звеном в процессе токарной обработки с ЧПУ и обработки тонкостенного корпуса.
Углеродистая конструкционная круглая сталь 45# используется для токарной обработки с ЧПУ и обработки заготовок защитных ограждений вала; торцевая поверхность обтачивается, верхние отверстия в форме буквы B открываются на обоих концах, внешний круг грубо обтачивается и оставляется запас в 1 мм. После термической обработки он закаливается и отпускается, а затем обрабатывается с запасом в 0.2 мм для шлифования. Поверхность сломанного огня подвергается повторной термической обработке, твердость составляет HRC50, а затем она шлифуется круглошлифовальным станком, как показано на рисунке ниже.
(2) Для того чтобы завершить обработку заготовки на станке с ЧПУ за один раз, заготовка остается в положении зажима и припуска на резку.
(3) Сначала нагрейте грубый зародыш для закалки и отпуска, твердость должна быть HRC28-30 (твердость в диапазоне обработки на станке с ЧПУ).
(4) Токарный инструмент принимает C620. Сначала поместите передний центр в положение конуса шпинделя, чтобы зафиксировать его. Чтобы предотвратить деформацию заготовки при зажиме тонкостенной втулки, добавляется толстая втулка открытого контура, как показано на рисунке ниже.
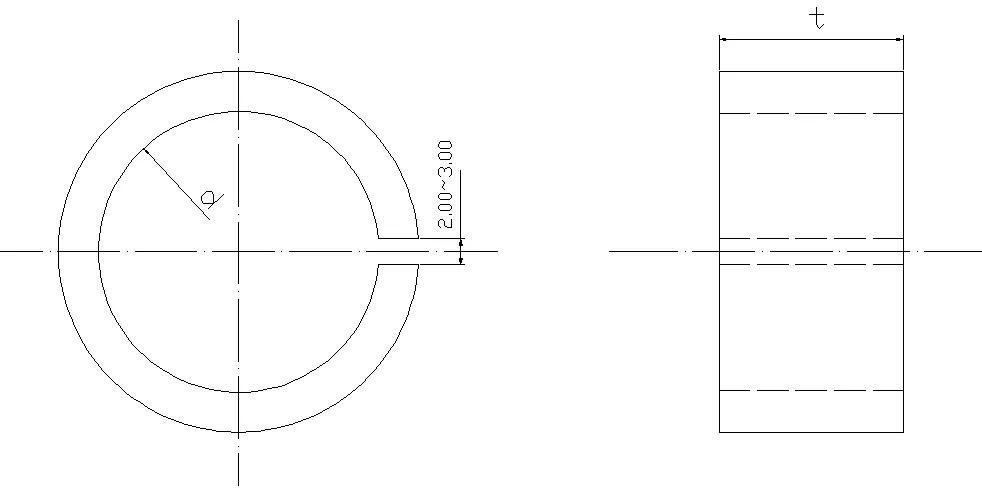
Для поддержания партии Токарный станок с ЧПУ производство, один конец внешнего круга тонкостенной втулки с ЧПУ обтачивается в однородный размер d, а линейка t является осевым положением зажима, и тонкостенная втулка прессуется для улучшения качества внутреннего отверстия автомобиля. Сохраняйте размер. Учитывая выделение тепла при резке, размер расширения заготовки трудно уловить. Необходимо залить достаточное количество смазочно-охлаждающей жидкости, чтобы уменьшить термическую деформацию деталей токарной обработки с ЧПУ.
(5) Крепко зажмите заготовку самоцентрирующимся трехкулачковым патроном, поверните торцевую поверхность и выполните черновую обработку внутренней окружности. Оставьте запас 0.1-0.2 мм для чистовой обработки и замените чистовой токарный инструмент на ЧПУ для обработки припуска на резку до тех пор, пока защитный вал не будет соответствовать требованиям чрезмерной посадки и шероховатости. Снимите токарный инструмент для внутреннего отверстия, вставьте защитный вал в переднюю верхнюю часть, зажмите его кончиком задней бабки в соответствии с требованиями длины, замените внешний токарный инструмент для черновой обработки внешней окружности, а затем завершите обработку в соответствии с требованиями чертежа. После прохождения проверки используйте режущий нож, чтобы отрезать его в соответствии с требуемой длиной. Чтобы сделать разрез гладким при отсоединении заготовки, кромка лезвия должна быть наклонно отшлифована, чтобы сделать торцевую поверхность заготовки плоской; небольшая часть защитного кожуха вала отшлифована, чтобы оставить зазор для резки. Защитный кожух вала должен уменьшить деформацию заготовки, предотвратить вибрацию и резку Падение и синяки.
Заключение
Вышеупомянутый метод Токарный станок с ЧПУ тонкостенный корпус решает проблему деформации или вызывая размерную погрешность и погрешность формы и не отвечает требованиям. Практика показала, что CNC-обработка имеет высокую эффективность, прост в эксплуатации и подходит для обработки на станках с ЧПУ длинных тонкостенных деталей. Размер легко схватить, одноразовое выполнение и серийное токарные работы на станках с ЧПУ также более практичны.

 +86 15099911516
+86 15099911516



 Читать далее
Читать далее




