15 лет работы в Китае на заводе по изготовлению деталей с ЧПУ на заказ

Привет, я VMT Сэм!
Имея 25-летний опыт обработки на станках с ЧПУ, мы стремимся помогать клиентам решать 10000 XNUMX сложных задач по обработке деталей, внося свой вклад в улучшение жизни с помощью интеллектуального производства. Свяжитесь с нами сейчас
 994 | Опубликовано VMT 12 января 2023 г.
994 | Опубликовано VMT 12 января 2023 г.





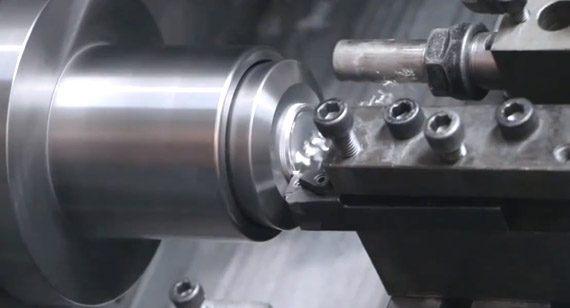
На токарном станке с ЧПУ можно нарезать четыре стандартных резьбы метрической системы, дюймовой системы, модуля и контроля диаметра. Независимо от того, какой вид резьбы нарезается, между шпинделем токарного станка и инструментом должна соблюдаться строгая взаимосвязь движения: то есть, каждый оборот шпинделя (то есть заготовка на один оборот) инструмент должен равномерно перемещаться на один шаг (заготовки). Благодаря анализу обычных резьб понимание обычных резьб будет укреплено, чтобы лучше обрабатывать обычные резьбы.
1.Размерный анализ обычной резьбы
Токарные станки с ЧПУ требуют ряд размеров для обработки обычных резьб. Расчет и анализ размеров, необходимых для обработки обычных резьб, в основном включают следующие два аспекта:
1). Диаметр заготовки перед нарезанием резьбы
Учитывая агора расширения обработка резьбы Профиль зуба, диаметр заготовки перед обработкой резьбы составляет D/D-0.1P, то есть основной диаметр резьбы минус 0.1 шага. Как правило, он на 0.1-0.5 меньше основного диаметра резьбы в соответствии с малой деформационной способностью материала.
2). Скорость подачи при обработке резьбы
Величина подачи резьбы может относиться к нижнему диаметру резьбы, который является конечным положением подачи резьбонарезного устройства.
Малый диаметр резьбы равен: большой диаметр - 2 высоты зуба; высота зуба = 0.54P (P - шаг)
Величину подачи при обработке резьбы следует постоянно уменьшать, а конкретную величину подачи следует выбирать в зависимости от инструмента и обрабатываемого материала.

2. Установка инструмента и настройка инструмента с обычной резьбой
Если токарный инструмент установлен слишком высоко или слишком низко или слишком высоко, когда инструмент достигает определенной глубины, боковая поверхность токарного инструмента будет противостоять заготовке, увеличивая трение и даже изгибая заготовку, что приводит к явлению закусывания инструмента; Стружка нелегко отводится, направление радиальной силы токарного инструмента является центром заготовки, а зазор между ходовым винтом и гайкой слишком большой, так что глубина режущего инструмента продолжает автоматически иметь тенденцию к углублению, тем самым поднимая заготовку и заставляя режущий инструмент закусывать. В это время высота токарного инструмента должна быть отрегулирована вовремя так, чтобы вершина инструмента находилась на той же высоте, что и ось заготовки (вершина задней бабки может использоваться для настройки инструмента). При черновой и получистовой обработке положение вершины инструмента примерно на 1% D выше центра заготовки (D представляет собой диаметр обрабатываемой заготовки).
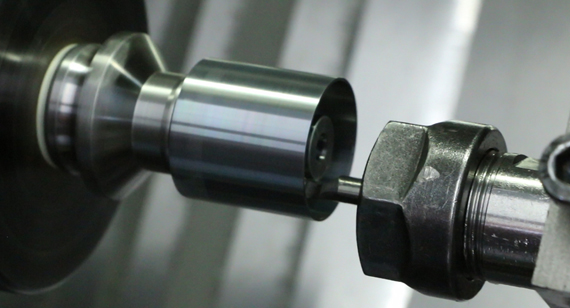
Заготовка не зажата прочно. Жесткость самой заготовки не может выдержать силу резания во время токарной обработки, поэтому происходит чрезмерный прогиб, который изменяет высоту центра между токарной резцом и заготовкой (заготовка приподнимается), что приводит к резкому увеличению глубины резания и закусыванию инструмента. , В это время заготовка должна быть зажата прочно, а верхняя часть задней бабки может использоваться для увеличения жесткости заготовки.
Обычные методы настройки инструмента для резьбы включают метод пробной резки и автоматическую настройку инструмента с помощью инструмента настройки инструмента. Вы можете напрямую использовать инструмент для пробной резки и настройки инструмента или использовать G50 для установки нулевой точки заготовки и использовать смещатель заготовки для установки нулевой точки заготовки для настройки инструмента. Требования к настройке инструмента при обработке резьбы не очень высоки, особенно нет строгих ограничений на настройку инструмента в направлении Z, которая может быть определена в соответствии с требованиями к программной обработке.
3. Программирование и обработка обычного потока
В современных токарных станках с ЧПУ обычно используются три метода обработки для нарезания резьбы: метод прямой резки G32, метод прямой резки G92 и метод косой резки G76. Из-за различных методов резки и различных методов программирования погрешность обработки также велика. Мы должны тщательно анализировать работу и использование и стремиться обрабатывать детали с высокой точностью.
1. В прямом методе резки G32, поскольку обе стороны режущей кромки работают одновременно, сила резания относительно велика, а резка затруднена, поэтому две режущие кромки легко изнашиваются во время резки. При нарезании резьбы с большим шагом из-за большой глубины резания и быстрого износа лезвия возникает ошибка в диаметре шага резьбы; однако точность обработанной формы зуба высока, поэтому он обычно используется для обработки резьбы с малым шагом. Поскольку перемещение инструмента и резка полностью выполняются программированием, программа обработки относительно длинная; поскольку лезвие легко изнашивается, во время обработки следует проводить частые измерения.
2. Метод прямой резки G92 упрощает программирование и повышает эффективность по сравнению с командой G32.
3. При использовании метода косой резки G76 из-за односторонней обработки кромки лезвие станка с ЧПУ легко повреждается и изнашивается, в результате чего поверхность резьбы CNC-обработка не прямой, и угол вершины инструмента изменяется, что приводит к плохой точности формы зуба. Однако, поскольку он работает на односторонней кромке, нагрузка на инструмент мала, удаление стружки легко, а глубина резания уменьшается. Поэтому этот метод обработки с ЧПУ, как правило, подходит для обработки резьбы с большим шагом. Поскольку этот метод обработки с ЧПУ легко удаляет стружку, а условия обработки режущей кромки лучше, этот метод обработки более удобен, когда точность резьбы невысока. При обработке высокоточной резьбы с ЧПУ ее можно выполнить с помощью обработки двумя ножами, то есть черновой обработкой с помощью метода обработки G76, а затем чистовой обработкой с помощью метода обработки G32. Но следует отметить, что начальная точка инструмента должна быть точной, в противном случае он легко может случайно деформироваться и привести к браку деталей.
4. После завершения обработки резьбы вы можете оценить качество резьбы, наблюдая за профилем резьбы, и принять своевременные меры. Если гребень резьбы не острый, увеличение режущей величины ножа вместо этого увеличит наружный диаметр резьбы. Увеличение зависит от пластичности материала. Когда гребень заточен, увеличение режущей величины ножа пропорционально уменьшит наружный диаметр. Согласно этой особенности, режущая величина резьбы должна быть обработана правильно, чтобы предотвратить сколы.
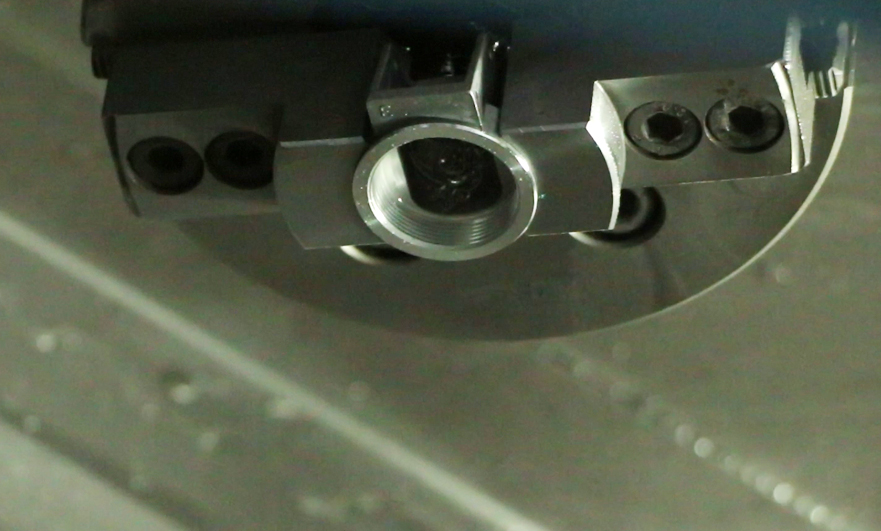
4. Обнаружение обычной нити
Для обычных стандартных резьб для измерения используются резьбовые калибры-кольца или калибры-пробки. При измерении наружной резьбы, если резьбовой калибр-кольцо «over-end» просто вкручен, а «stop end» калибр-кольцо не может быть вкручен, это означает, что обработанная резьба соответствует требованиям, в противном случае она неквалифицирована. При измерении внутренней резьбы используйте резьбовой калибр-пробку и измерение таким же образом. В дополнение к измерению резьбовым калибром-кольцом или калибром-пробкой для измерения можно использовать и другие измерительные инструменты. Используйте резьбовой микрометр для измерения диаметра шага резьбы и используйте штангенциркуль для измерения толщины зубьев для измерения диаметра шага трапецеидальной резьбы и толщины зубьев диаметра шага червяка. Метод измерения для измерения диаметра шага резьбы.

Вышеперечисленные навыки Токарная резьба с ЧПУ, я надеюсь, что это будет полезно для вас.

 +86 15099911516
+86 15099911516


 Читать далее
Читать далее