15 лет работы в Китае на заводе по изготовлению деталей с ЧПУ на заказ

Привет, я VMT Сэм!
Имея 25-летний опыт обработки на станках с ЧПУ, мы стремимся помогать клиентам решать 10000 XNUMX сложных задач по обработке деталей, внося свой вклад в улучшение жизни с помощью интеллектуального производства. Свяжитесь с нами сейчас
 722 | Опубликовано VMT 20 декабря 2021 г.
722 | Опубликовано VMT 20 декабря 2021 г.





При токарной обработке на станках с ЧПУ тонких деталей вала, когда длина превышает диаметр длинного вала более чем в 10-12 раз, например, полированных стержней, ходовых винтов и т. д., из-за плохой жесткости этих валов в сочетании с влиянием силы резания, тепла резки и вибрации, во время токарной обработки на станках с ЧПУ легко получить такие дефекты, как изгиб, конусность, талиевый барабан и бамбуковые соединения. Кроме того, во время токарной обработки на станках с ЧПУ будет создаваться вибрация, которая повлияет на шероховатость поверхности Токарные детали с ЧПУ. Чтобы предотвратить это явление, мы можем применить специальное опорное приспособление, называемое центральной рамой. Центральная рама и резцедержатель являются одними из принадлежностей токарного станка. Коуши патрона и центральная рама или передний и задний коуши и резцедержатель могут быть зажаты для повышения жесткости системы обработки резанием.
Особенности обработки тонкого вала на станке с ЧПУ
(1) Радиальная сила резания, возникающая во время токарной обработки с ЧПУ, приводит к изгибу деталей, вибрации и влияет на точность обработки на станке с ЧПУ и шероховатость поверхности.
(2) Вес, деформация и вибрация деталей, обработанных на станках с ЧПУ, влияют на цилиндричность и шероховатость поверхности заготовки.
(3) Когда детали токарного станка с ЧПУ вращаются с высокой скоростью, они деформируются под действием центробежной силы, что усиливает изгиб и вибрацию деталей токарного станка с ЧПУ.
(4) Вырабатываемое при резании тепло приведет к удлинению и деформации заготовки в осевом направлении, вызовет изгиб деталей токарного станка с ЧПУ и повлияет на качество обработки на станке с ЧПУ.
Обратите внимание на способ зажима деталей токарных станков с ЧПУ.
Вообще говоря, при черновой обработке вала, из-за большого припуска на резку, сила резания на токарных деталях с ЧПУ также велика. Поэтому токарные детали с ЧПУ используют метод зажима, а центр задней бабки использует эластичный центр, так что токарные детали с ЧПУ могут свободно растягиваться в осевом направлении. Но это не подходит для высокоскоростной резки большой площади. Поэтому следует использовать Karafa, чтобы избежать различных проблем.
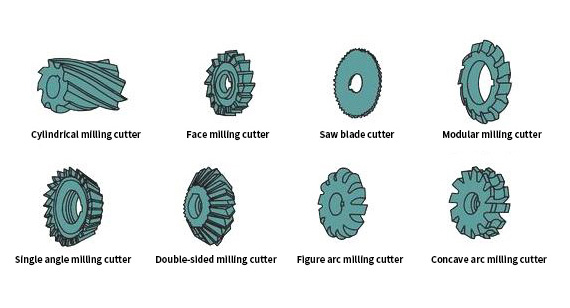
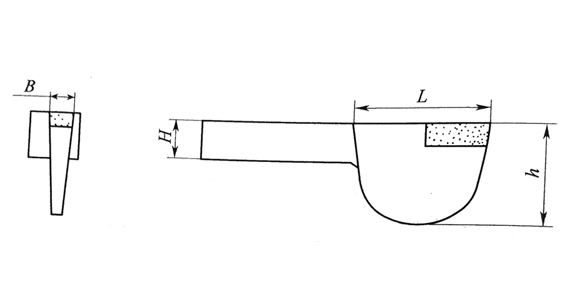
Используйте правильный держатель инструмента
Поскольку подставка под инструмент является важным аксессуаром при обработке тонких валов на станках с ЧПУ, следует выбрать подходящую подставку под инструмент, чтобы компенсировать влияние радиального режущего компонента во время обработки на станках с ЧПУ, тем самым уменьшая вибрацию при резке и деформацию деталей, обрабатываемых на станках с ЧПУ. Однако следует отметить, что центр подставки под инструмент должен совпадать с центром станка.
Меры предосторожности при токарной обработке тонкого вала на станках с ЧПУ
Тонкий вал с ЧПУ-током более распространен в обработке. Из-за его низкой жесткости обработка с ЧПУ более сложна. Если вы можете использовать правильный метод резки, выбрать подходящий инструмент и величину резки, а также эффективно зажать и расположить детали токарной обработки с ЧПУ, вы можете эффективно снизить температуру резки, уменьшить термическую деформацию и, наконец, получить удовлетворительный эффект обработки с ЧПУ.
Из-за характеристик и технических требований тонкого вала, при высокоскоростной токарной обработке с ЧПУ могут возникнуть такие дефекты, как вибрация, множественные кромки, толстые сечения, плохая цилиндричность и изгиб. Если вы хотите сделать это лучше, вы должны уделять все внимание проблемам, которые возникают в процессе.
Фраза «токари боятся прутка» отражает сложность токарной обработки тонкого прутка. Из-за характеристик и технических требований тонкого вала при высокоскоростной токарной обработке с ЧПУ могут возникнуть такие дефекты, как вибрация, множественные кромки, толстые сечения, плохая цилиндричность и изгиб. Если вы хотите сделать это лучше, вы должны уделять все внимание проблемам, которые возникают в процессе токарной обработки с ЧПУ.

При обработке валов на станках с ЧПУ точение тонких валов на станках с ЧПУ часто включает подачу токарного инструмента, так что заготовка имеет тенденцию к удлинению в осевом направлении. Однако, если инструмент Kara используется для обратной подачи, можно избежать проблемы изгиба и деформации тонкого вала. Кроме того, к токарным инструментам предъявляются разные требования для черновой и чистовой обработки. Поэтому следует использовать другой токарный инструмент.
Форма тонкого вала несложная, но из-за его низкой жесткости легко получить дефекты, такие как деформация изгиба и вибрации, конусность, форма барабана и форма бамбукового соединения из-за влияния силы резания, гравитации, тепла резки и других факторов во время токарной обработки с ЧПУ. Точность обработки с ЧПУ трудно гарантировать, или даже обработка с ЧПУ невозможна. Хотя обработка тонких валов с ЧПУ сложна, она имеет общие характеристики обычных заготовок (такие как: метод резки, установка заготовки, выбор и зажим токарной обработки с ЧПУ и т. д.);
Конкретная мера
1. Используйте центральную рамку или ведомую рамку.
(1) Используйте центральную раму для поддержки тонкого вала автомобиля. Стабилизатор непосредственно поддерживается в середине деталей токарной обработки с ЧПУ. Когда заготовка может быть обработана с помощью ЧПУ по частям, стабилизатор поддерживается в середине заготовки. Таким образом, значение L/d уменьшается вдвое, а жесткость тонкого вала при токарной обработке с ЧПУ может быть увеличена в несколько раз. Перед установкой деталей токарной обработки с ЧПУ на центральную раму, в середине заготовки необходимо прорезать канавку, поддерживающую поддерживающие когти центральной рамы. Шероховатость поверхности и погрешность цилиндричности должны быть небольшими, в противном случае это повлияет на точность деталей токарной обработки с ЧПУ. Во время токарной обработки с ЧПУ следует часто добавлять смазочное масло в контакт между поддерживающими когтями центральной рамы и заготовки. Чтобы поддерживать хороший контакт между поддерживающими когтями и деталями токарной обработки с ЧПУ, между поддерживающими когтями центральной рамы и заготовкой можно добавить слой наждачной шкурки или абразива для шлифования и склеивания.
(2) Используйте переходную втулку для поддержки тонкого вала автомобиля. Сложнее выполнить токарные работы с ЧПУ в канавке опорной центральной рамы с помощью вышеуказанного метода. Чтобы решить эту проблему, можно добавить поверхностный контакт переходной втулки. Два конца переходной втулки оснащены четырьмя винтами, которые используются для зажима заготовок токарных деталей с ЧПУ, а ось внешней окружностиЛевая часть втулки регулируется так, чтобы совпадать с осью вращения шпинделя, после чего можно выполнять токарную обработку с ЧПУ.
(3) Тонкий вал автомобиля поддерживается держателем инструмента-следователя. Стойка инструмента-следователя закреплена на седле станины и обычно имеет два опорных когтя. Стойка инструмента-следователя может перемещаться вместе с токарной головкой для компенсации радиальной резки, что может повысить жесткость деталей токарной обработки с ЧПУ и уменьшить деформацию. Тем самым повышая точность формы удлиненного вала и уменьшая шероховатость поверхности. Согласно принципу конструкции стойки инструмента-следователя достаточно только двух опорных когтей. Из-за сопротивления резанию токарного инструмента на заготовке, заготовка крепится к двум опорным когтям стойки инструмента-следователя. Однако при фактическом использовании сама заготовка имеет направленную вниз силу тяжести и неизбежный изгиб деталей токарной обработки с ЧПУ.
Поэтому при токарной обработке с ЧПУ заготовка часто вибрирует из-за центробежной силы, которая на мгновение покидает опорные когти и соприкасается с опорными когтями. Если для поддержки заготовки используется держатель инструмента с тремя опорными когтями, одна сторона заготовки поддерживается токарной головкой, так что заготовка не может двигаться вверх и вниз, влево и вправо, и она устойчива во время токарной обработки с ЧПУ и не подвержена вибрации. Поэтому очень важной проблемой при поиске осей в автомобиле является использование трех когтей и резцедержателя.
2. Уменьшение термической деформации и удлинения деталей, полученных на токарных станках с ЧПУ.
Во время токарной обработки с ЧПУ, из-за воздействия тепла резки, детали токарной обработки с ЧПУ постепенно удлиняются и деформируются по мере повышения температуры, что называется «термической деформацией». При токарной обработке с ЧПУ обычных валов термическую деформацию и удлинение можно игнорировать. Однако при токарной обработке с ЧПУ тонких валов, поскольку заготовка длинная и общее удлинение велико, необходимо учитывать эффект термической деформации. Поскольку заготовка зажата на одном конце и удерживается на другом конце, заготовка не может быть растянута, поэтому она может только согнуться. После того, как тонкий вал согнут, выполнять токарную обработку с ЧПУ трудно. Для уменьшения термической деформации деталей токарной обработки с ЧПУ можно в основном предпринять следующие меры:
(1) Используйте эластичный вращающийся центр. Обработка тонкого вала эластичным вращающимся центром может компенсировать термическую деформацию и удлинение деталей токарной обработки с ЧПУ. Заготовку нелегко согнуть, и токарная обработка с ЧПУ может выполняться плавно.
(2) Залейте достаточное количество смазочно-охлаждающей жидкости. При обработке тонкого вала на станке с ЧПУ, будь то низкоскоростная или высокоскоростная резка, для уменьшения тепловой деформации, вызванной повышением температуры деталей, обработанных на станке с ЧПУ, необходимо заполнить ее смазочно-охлаждающей жидкостью для полного охлаждения, а также использование смазочно-охлаждающей жидкости может предотвратить заклинивание держателей инструмента на токарных станках с ЧПУ, что увеличит срок службы инструмента и качество деталей, обработанных на станке с ЧПУ.
Токарная обработка с числовым программным управлением тонких валов является относительно распространенным методом обработки в механической обработке. Из-за плохой жесткости тонкого вала, сила и тепловая деформация, возникающие во время Токарный станок с ЧПУ большие, и трудно гарантировать требования к качеству тонкого вала. Применяя соответствующие методы зажима и передовые методы обработки с ЧПУ, а также выбирая разумные углы инструмента и параметры резки, можно гарантировать требования к качеству обработки тонких валов с ЧПУ.

 +86 15099911516
+86 15099911516


 Читать далее
Читать далее