15 лет работы в Китае на заводе по изготовлению деталей с ЧПУ на заказ

Привет, я VMT Сэм!
Имея 25-летний опыт обработки на станках с ЧПУ, мы стремимся помогать клиентам решать 10000 XNUMX сложных задач по обработке деталей, внося свой вклад в улучшение жизни с помощью интеллектуального производства. Свяжитесь с нами сейчас
 137 | Опубликовано VMT 26 октября 2022 г.
137 | Опубликовано VMT 26 октября 2022 г.





Фрезы, как правило, являются многолезвийными инструментами. Благодаря множеству зубьев и длинных режущих кромок, задействованных в резке одновременно, и возможности использования более высоких скоростей резания, производительность высока. Различные фрезы могут использоваться для обработки плоскостей, пазов, ступеней и т. д., а также профилей зубьев шестерен, резьб, шлицевых валов и различных формообразующих поверхностей. Ниже приводится краткий анализ структуры, типов, использования фрез и того, как выбрать фрезерование вниз или вверх по VMT Завод механической обработки с ЧПУ.
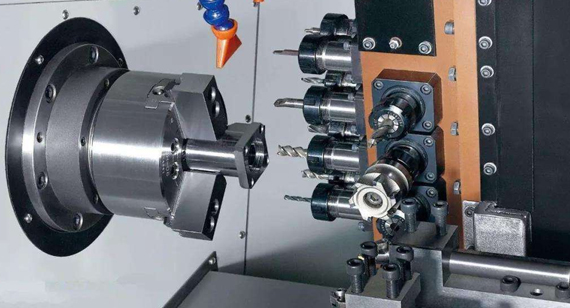
Конструкция фрезы
Возьмем в качестве примера фрезу со сменными пластинами:
1. Главные геометрические углы
Фреза имеет главный угол наклона и два передних угла, один из которых называется осевым передним углом, а другой — радиальным передним углом.
Радиальный передний угол γf и осевой передний угол γp, радиальный передний угол γf в основном влияет на мощность резания; осевой передний угол γp влияет на образование стружки и направление осевой силы. Когда γp имеет положительное значение, стружка разлетается от обработки. лапша.
Угол наклона (контактная поверхность передней поверхности)
Отрицательный передний угол: обычно используется на станках с ЧПУ для обработки стали, стальных сплавов, нержавеющей стали, чугуна.
Положительный передний угол: для вязких материалов и некоторых суперсплавов.
Передний угол центр: для резьбонарезных, канавочных, профилирующих и формовочных ножей. Используйте отрицательные передние углы, когда это возможно.
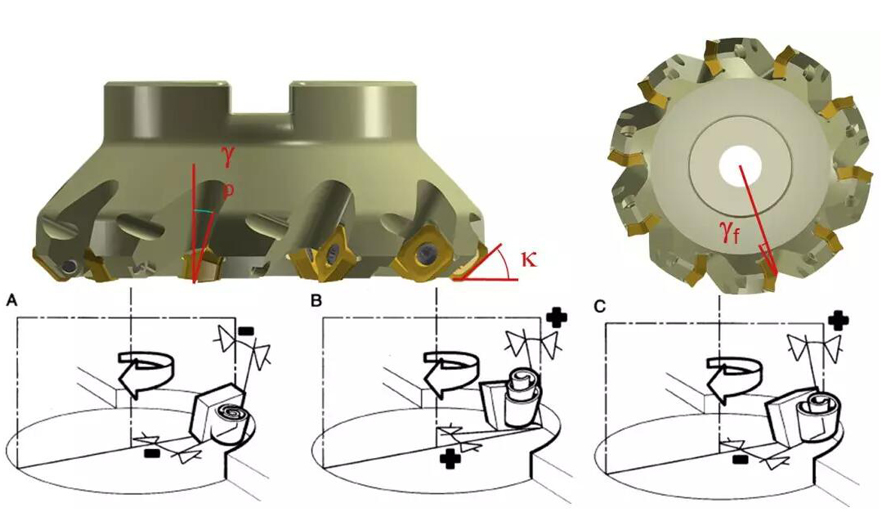
2. Геометрия фрезы
Первый: положительный угол - положительный угол
Резка быстрая, отвод стружки плавный, но прочность режущей кромки низкая. Подходит для CNC-обработка Мягкие материалы и нержавеющая сталь, жаропрочная сталь, обычная сталь и чугун и т. д. Эту форму следует предпочесть для маломощных станков, недостаточной жесткости технологической системы, а также при наличии наростов на режущей кромке.
Преимущество:
гладкая резка
Плавное удаление стружки
хорошая шероховатость поверхности
Недостаток:
Передовая прочность.
Не способствует порезам при контакте.
Заготовка снимается со стола станка.
Далее следует: Отрицательный угол - Отрицательный угол
Высокая ударопрочность, с негативными пластинами, подходит для чернового фрезерования литой стали, чугуна и высокопрочной стали высокой твердости.
Однако фрезерные с ЧПУ потребляет много энергии и требует исключительной жесткости технологической системы.
Преимущество:
Передовая сила
производительность
Подтолкните заготовку к столу станка.
Недостаток:
большая сила резания
Блокировка чипа
Наконец: положительный угол - отрицательный угол
Передовая часть завод по прецизионной обработке деталей с ЧПУ Имеет сильную ударопрочность и острую режущую кромку. Подходит для обработки стали, литой стали и чугуна. Эффект также лучше при фрезеровании с ЧПУ с большим допуском.
Преимущество:
Плавное удаление стружки
благоприятная сила резания
Широкая сфера применения
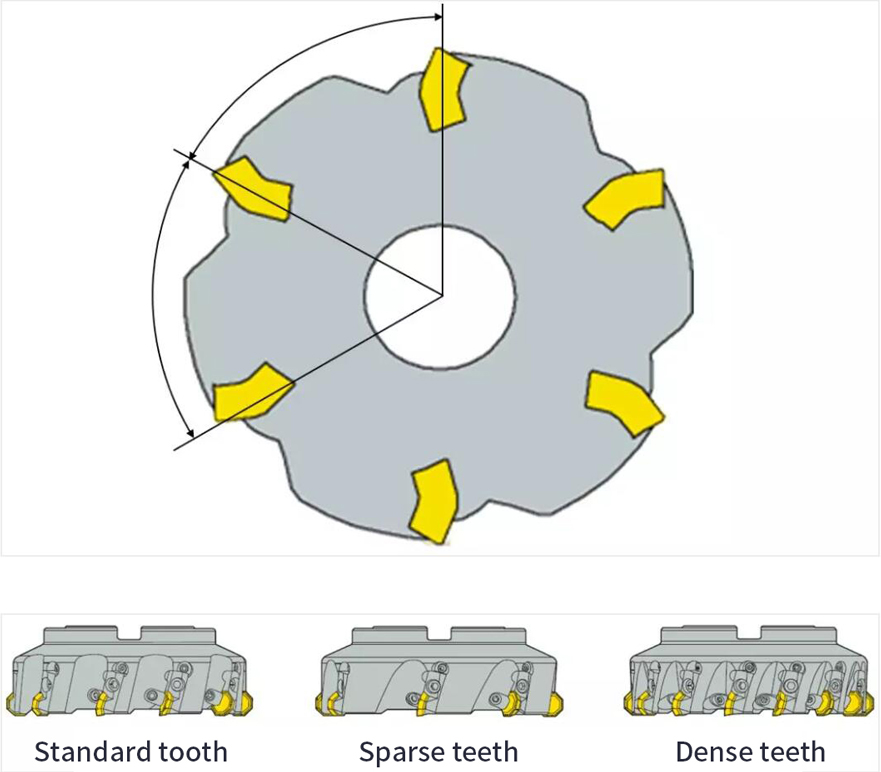
3. Шаг фрезы
1) Густые зубья: высокоскоростная подача, большое усилие фрезерования и небольшое пространство для стружки.
2) Стандартные зубья: обычная скорость подачи, усилие фрезерования и пространство для стружки.
3) Редкие зубья: низкая скорость подачи, небольшое усилие фрезерования и большое пространство для стружки.
Если фреза не оснащена специальной зачистной пластиной, качество обработки поверхности зависит от того, превышает ли подача за оборот ширину плоскости зачистной пластины.
Количество зубов:
Крупные или стандартные зубья для фрезерования пазов (безопасность)
Малый шаг для контурного фрезерования (производительность)
Типы и применение заводских фрез для точной обработки деталей на станках с ЧПУ
Типы фрез можно разделить на фрезы с острыми зубьями и фрезы с лопаточными зубьями в зависимости от структуры зубьев. В зависимости от относительного расположения зубьев фрезы и оси фрезы их можно разделить на цилиндрические фрезы, угловые фрезы, торцевые фрезы, формовочные фрезы и т. д. В зависимости от формы зубьев фрезы их можно разделить на фрезы с прямыми зубьями, фрезы с винтовыми зубьями, фрезы с угловыми зубьями и фрезы с криволинейными зубьями. В зависимости от структуры инструмента их можно разделить на интегральные фрезы, комбинированные фрезы, групповые или полные фрезы, фрезы со вставными зубьями, фрезы для сварки зажимным приспособлением, индексируемые фрезы и т. д. Но обычно их делят в виде CNC-обработка задней части режущего инструмента.
Фрезы с острыми зубьями можно разделить на следующие категории:
(1) Торцевые фрезы Существуют цельные торцевые фрезы, вставные торцевые фрезы, торцевые фрезы со сменными пластинами, закрепляемые на станке, и т. д., которые используются для черновой, получистовой и чистовой обработки различных плоскостей и ступенчатых поверхностей.
(2) Концевые фрезы используются для ЧПУ-фрезерования ступенчатых поверхностей, боковых поверхностей, пазов, отверстий различной формы на деталях, а также внутренних и внешних криволинейных поверхностей. Если концевые фрезы легко различить, то их можно разделить на две категории: левосторонние и правосторонние. Многие до сих пор не имеют понятия о левосторонних и правосторонних.
Правосторонняя фреза:
Сначала определите, является ли инструмент левосторонним или правосторонним, с помощью следующих методов. Если канавка лезвия вертикально расположенной фрезы поднимается из нижнего левого угла в верхний правый, это правостороннее вращение; если канавка лезвия поднимается из нижнего правого угла в верхний левый, это левостороннее вращение. Правило правой руки можно использовать и для правостороннего вращения. Четыре изогнутых пальца — это направление вращения, а поднятый большой палец — это направление правого вращения. Винтовая канавка используется для удержания стружки, а также является частью, которая составляет передний угол и переднюю часть фрезы.
Левая фреза:
Левосторонние фрезы обычно выбираются для высокоточной обработки с ЧПУ. Левосторонние фрезы обычно используются при обработке с ЧПУ кнопок мобильных телефонов, мембранных панелей переключателей, ЖК-панелей, акриловых линз и другой отделки. Завод по производству прецизионных деталей с ЧПУ, но есть некоторые высокие требования, особенно некоторые кнопки мобильных телефонов или производство электрических панелей и обработка с ЧПУ, высокие требования к точности и высокой отделке также высоки, мы должны выбрать нижний ряд резки, повернуть налево, чтобы избежать явления побеления кромки ножа и кромки надреза детали, обработанной с ЧПУ.
(3) Фреза для шпоночных пазов: используется для фрезерования шпоночных пазов и т. д.
(4) Фреза для прорезки пазов и пильная фреза: используется для фрезерования различных пазов, сторон, ступенчатых поверхностей и пиления.
(5) Специальная пазовая фреза: используется для фрезерования различных специальных форм пазов, таких как фасонная пазовая фреза, пазовая фреза в форме полумесяца, пазовая фреза в форме ласточкина хвоста и т. д.
(6) Угловая фреза: используется для изготовления прямых канавок, спиральных канавок и т. д. фрезерными инструментами.
(7) Фреза для форм: используется для фрезерования выпуклых и вогнутых формообразующих поверхностей различных форм.
(8) Групповая фреза: объединение нескольких фрез в набор фрез, которые используются для фрезерные с ЧПУ сложноформующих поверхностей, поверхностей и широких плоскостей различных частей крупногабаритных деталей.
Фрезы с лопатообразными зубьями: некоторые фрезы, требующие, чтобы передняя поверхность оставалась в первоначальной форме усечения, а их задние зубья имеют форму лопатообразных зубьев, включая дисковые пазовые фрезы, выпуклые полукруглые фрезы, вогнутые полукруглые фрезы, двухугловые фрезы, формовочные ножевые фрезы и т. д.
Попутное и встречное фрезерование на заводе по обработке на станках с ЧПУ
В зависимости от направления подачи заготовки и направления вращения фрезы возможны два способа:
Первый — попутное фрезерование. Направление вращения фрезы совпадает с направлением подачи резания. В начале резания фреза захватывает заготовку и срезает последнюю стружку.
Второе — встречное фрезерование. Направление вращения фрезы противоположно направлению подачи резания. Фреза должна скользить по заготовке в течение некоторого времени перед началом резки, начиная с толщины резки, равной нулю, и достигая толщины резки в конце резки. максимум.
Сила резания имеет разные направления в торцевой фрезе, некоторых концевых фрезах или торцевых фрезах. При торцевой фрезе фреза находится сразу за заготовкой, и на направление силы резания следует обратить особое внимание. При попутном фрезеровании сила резания прижимает заготовку к столу, тогда как при встречном фрезеровании сила резания заставляет заготовку отрываться от стола.
Поскольку эффект резания при попутном фрезеровании самый лучший, попутное фрезерование обычно является первым выбором. Только когда на станке есть проблема с зазором резьбы или проблема, которую нельзя решить попутным фрезерованием, рассматривается восходящее фрезерование. В идеале диаметр фрезы должен быть больше ширины заготовки, а ось фрезы всегда должна быть немного в стороне от центральной линии заготовки. Когда инструмент помещается непосредственно на центр резания, очень легко получить заусенцы.
Направление радиальной силы резания будет непрерывно меняться по мере того, как режущая кромка входит и выходит из реза, шпиндель станка может вибрировать и быть поврежден, вставка может расколоться, а обработанная поверхность будет очень шероховатой, фреза будет немного смещена от центра, а направление силы резания больше не будет колебаться - фреза получит предварительную нагрузку. Мы можем сравнить центральное фрезерование с движением по центру дороги.
Каждый раз, когда вставка фрезы входит в рез, режущая кромка подвергается ударной нагрузке, которая зависит от поперечного сечения стружки, материала заготовки и типа резки. При резке внутрь и наружу важным направлением является правильное зацепление режущей кромки с заготовкой.
Когда ось фрезы полностью выходит за пределы ширины заготовки, ударная сила при резке воспринимается наружным кончиком вставки, что означает, что начальная ударная нагрузка воспринимается наиболее чувствительной частью инструмента. Фреза также покидает заготовку кончиком, то есть от начала резания до вылета сила резания действует на наружный кончик до тех пор, пока ударная сила не будет разгружена.
Когда осевая линия фрезы находится точно на линии края заготовки, пластина освобождается от резки, когда толщина стружки достигает максимума, а ударная нагрузка достигает максимума при врезании и вырезании. Когда ось фрезы находится в пределах ширины заготовки, начальная ударная нагрузка во время резки переносится частью, которая находится дальше от наиболее чувствительного кончика вдоль режущей кромки, и лезвие выходит из резки относительно плавно, когда инструмент втягивается.
Для каждой пластины важен способ, которым режущая кромка покидает деталь, когда она собирается выйти из реза. Оставшийся материал вблизи отвода может несколько уменьшить зазор лезвия. Когда стружка отрывается от заготовки, вдоль передней поверхности пластины создается кратковременная сила натяжения, которая часто приводит к образованию заусенцев на заготовке. Эта сила натяжения ставит под угрозу безопасность кромки стружки в опасных ситуациях.
Сравнительная таблица попутного и встречного фрезерования
| Сравнительная таблица попутного и встречного фрезерования | ||
|---|---|---|
| Проект | Фрезерование вниз | Фрезерование вверх |
| Толщина раскроя | От большого к маленькому | От малого к большому |
| Феномен гребли | нет | Есть |
| Износ инструмента | медленной | быстрый |
| Явление охлаждения поверхности заготовки | нет | Есть |
| Влияние на заготовку | сожмите | поднимать |
| Устранить зазор между ходовым винтом и гайкой | нет | Есть |
| Вибрация | большой | |
| Потерянная энергия | на 5% - 15% больше | |
| Шероховатость поверхности | это хорошо | разница |
| Приложения | отделка | черновая обработка |
Вышеизложенное является лишь кратким изложением VMT. Завод механической обработки с ЧПУЕсли вы хотите узнать больше о ЧПУ-обработке, вы можете связаться с нами: запрос@vimetal.com.cn вести с нами переговоры.

 +86 15099911516
+86 15099911516


 Читать далее
Читать далее