15 лет работы в Китае на заводе по изготовлению деталей с ЧПУ на заказ

Привет, я VMT Сэм!
Имея 25-летний опыт обработки на станках с ЧПУ, мы стремимся помогать клиентам решать 10000 XNUMX сложных задач по обработке деталей, внося свой вклад в улучшение жизни с помощью интеллектуального производства. Свяжитесь с нами сейчас
 543 | Опубликовано VMT 08 ноября 2022 г.
543 | Опубликовано VMT 08 ноября 2022 г.





Что такое EDM?
Электроэрозионная обработка (ЭЭО), также известная как электроэрозионная обработка (ЭЭО) или EDM, является одним из четырех наиболее популярных видов обработки. Методы обработки с ЧПУ, наряду с фрезерованием с ЧПУ, Токарный станок с ЧПУ и измельчениия.
Полностью отличающийся от принципа резки металла, EDM представляет собой метод обработки посредством электрокоррозионного эффекта импульсного разряда между электродом-инструментом и электродом-заготовкой. Поскольку в процессе разряда можно увидеть искры, он называется EDM.
В зависимости от различных процессов электроэрозионной обработки электроэрозионную обработку можно разделить на электроэрозионную резку проволокой, электроэрозионную штамповку перфорацией, электроэрозионную шлифовку и расточку, электроэрозионную синхронную сопряженную ротационную обработку, электроэрозионную высокоскоростную обработку малых отверстий, электроэрозионное упрочнение поверхности и тиснение и т. д.
В настоящее время технология электроэрозионной обработки широко применяется для обработки различных материалов с высокой температурой плавления, высокой прочностью и высокой вязкостью, таких как закаленная сталь, нержавеющая сталь, штамповая сталь, твердый сплав и т. д., а также деталей со сложными поверхностями и особыми требованиями, таких как пресс-формы.

В этой статье мы рассмотрим, как это работает, его преимущества, а также ограничения по обработке и области применения. Начнем!
Основной принцип EDM
Принцип EDM заключается в удалении излишков металла на основе явления электрической коррозии импульсного искрового разряда между инструментом и заготовкой (положительный и отрицательный электроды), чтобы достичь заданных требований обработки к размеру, форме и качеству поверхности заготовки. Заготовка и электроды инструмента соответственно подключены к двум электродам с разной полярностью импульсного источника питания. Электрокоррозионностойкие материалы, такие как медь, графит, медно-вольфрамовый сплав и молибден, обычно используются для электродов инструментов с хорошей электропроводностью, высокой температурой плавления и легкой обработкой. В процессе обработки электрод инструмента также теряется, но это меньше, чем количество удаляемого металла заготовки, и даже близко к отсутствию потерь.
В качестве среды разряда рабочая жидкость также играет роль охлаждения и удаления стружки во время обработки. Обычно используемые рабочие жидкости — это среды с низкой вязкостью, высокой температурой вспышки и стабильными характеристиками, такие как керосин, деионизированная вода и эмульсии. VMT — это обрабатывающий завод с более чем десятилетним опытом обработки на станках с ЧПУ. Он располагает полным комплектом оборудования, токарной обработкой/фрезерованием/шлифовкой/сверлением/обработкой на станках с ЧПУ. Партнеры, у которых есть потребности в обработке деталей, могут запросить расценки.
При подаче импульсного напряжения между двумя электродами, если между заготовкой и электродом поддерживается необходимый зазор, рабочая текучая среда между заготовкой и электродом-инструментом будет разрушаться, образуя разрядный канал.
В разрядном канале мгновенно создается высокая температура, которая расплавляет и даже испаряет материал на поверхности заготовки, а также испаряет рабочую жидкую среду, которая быстро термически расширяется и взрывается в разрядном промежутке. Электрические ямы.
После окончания импульсного разряда, через некоторое время, рабочая жидкость восстанавливает изоляцию. Импульсное напряжение воздействует на заготовку и электрод-инструмент многократно, вышеуказанный процесс повторяется непрерывно, и материал заготовки постепенно разрушается.
Сервосистема непрерывно регулирует относительное положение электрода-инструмента и заготовки и автоматически подает ее, обеспечивая нормальный импульсный разряд до тех пор, пока не будут обработаны требуемые детали.
Преимущества электроэрозионной обработки
Электроэрозионная резка не использует механическую энергию, не полагается на силу резания для удаления металла, а напрямую использует электрическую и тепловую энергию для удаления металла. По сравнению с CNC-обработка, EDM имеет следующие характеристики:
① Подходит для обработки материалов, которые трудно обработать традиционными методами обработки с ЧПУ, демонстрируя характеристики «мягкость побеждает жесткость». Поскольку удаление материала достигается путем разрядной термической эрозии, обрабатываемость материала в основном зависит от тепловых свойств материала, таких как температура плавления, удельная теплоемкость, теплопроводность (теплопроводность) и т. д., и почти не имеет ничего общего с механическими свойствами, такими как твердость и вязкость. Материал электрода-инструмента не обязательно должен быть тверже заготовки, поэтому изготовление электрода относительно просто.
② Он может обрабатывать детали специальной и сложной формы. Поскольку между электродом и заготовкой нет относительного режущего движения, во время обработки нет силы резания, поэтому он подходит для заготовок с низкой жесткостью и точной обработки. Благодаря короткому времени импульсного разряда и относительно небольшой площади, подверженной воздействию тепла на обработанной поверхности материала, он подходит для обработки термочувствительных материалов. Кроме того, поскольку форму электрода-инструмента можно просто скопировать на заготовку, он особенно подходит для обработки тонкостенных, маложестких, эластичных, тонких и сложных по форме поверхностей, таких как обработка сложных форм-полостей.
③Он может реализовать автоматизацию процесса обработки. Электрические параметры в процессе обработки с ЧПУ легче достичь цифрового управления, адаптивного управления и интеллектуального управления, чем механические величины, которые могут легко выполнять черновые, получистовые и чистовые процессы и упрощать процесс. После установки параметров обработки нет необходимости в ручном вмешательстве во время процесса обработки с ЧПУ.
④ Он может улучшить структурную конструкцию и повысить мастерство конструкции. После электроэрозионной обработки мозаичная и сварная структура может быть изменена на целую структуру, что не только значительно повышает надежность заготовки, но и значительно уменьшает объем и качество заготовки, а также может сократить цикл обработки пресс-формы.
⑤ Можно изменить маршрут обработки деталей. Поскольку на EDM не влияет твердость материала, его можно обрабатывать после закалки, что позволяет избежать деформации при термообработке во время закалки. Как и при изготовлении штампов для литья под давлением или ковки, штамп можно закалить до твердости более 56HRC.
Ограничения EDM
Электронная обработка имеет свои уникальные преимущества, но в то же время электронная обработка имеет и определенные ограничения, которые выражаются в следующих аспектах:
① В основном используется для обработки металлических материалов. Изолированные непроводящие материалы, такие как пластик и керамика, не могут быть обработаны на станках с ЧПУ. Однако недавние исследования показали, что непроводящие сверхтвердые материалы, такие как полупроводники и поликристаллический алмаз, также могут быть обработаны при определенных условиях.
② Эффективность обработки с ЧПУ относительно низкая. В целом, скорость обработки на единицу тока обработки не превышает 20 мм3/(А·мин). По сравнению с механической обработкой, скорость съема материала при электроэрозионной обработке относительно низкая. Поэтому для удаления большей части припуска часто используется резка, а затем электроэрозионная обработка. Кроме того, существует заметное противоречие между скоростью обработки с ЧПУ и качеством поверхности, то есть скорость обработки очень низкая во время чистовой обработки, а черновая обработка часто ограничивается качеством поверхности.
③ Точность обработки на станках с ЧПУ ограничена. В электроэрозионной обработке происходит потеря электрода. Поскольку электроэрозионная обработка использует электричество и тепло для эрозии металла, электрод также будет нести потери, и потери электрода в основном сосредоточены в острых углах или на нижней поверхности, что влияет на точность формовки. Хотя новейшие станочные изделия смогли снизить относительный коэффициент потерь электродов до менее 1% во время черновой обработки и до 0.1% или даже меньше во время чистовой обработки, проблема низкой потери электрода во время чистовой обработки все еще требует дальнейшего изучения.
④ На обработанной на станке с ЧПУ поверхности имеются метаморфические слои и даже микротрещины. Из-за мгновенного высокого тепла, генерируемого на обработанной поверхности во время электроэрозионной обработки, произойдет деформация термического напряжения, что приведет к образованию метаморфического слоя на поверхность деталей, обработанных на станках с ЧПУ.
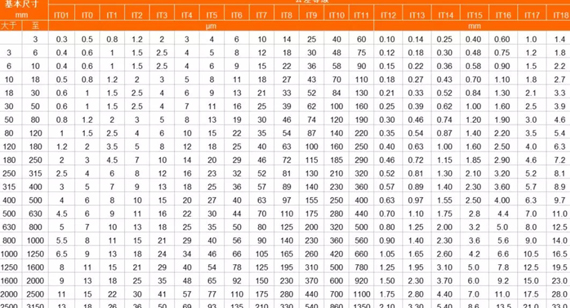
⑤ Ограничение минимального радиуса угла. При нормальных обстоятельствах минимальный радиус угла, полученный с помощью EDM, немного больше зазора разряда обработки, как правило, 0.02~0.03 мм. Если электрод поврежден или для обработки используется головка трансляции, радиус угла также увеличится, чего невозможно достичь. Настоящий идеальный прямой угол.
⑥ Ограничение внешних условий обработки. Во время электроэрозионной обработки деталь разряда должна находиться в рабочей жидкости, в противном случае это приведет к ненормальному разряду, что затруднит наблюдение за состоянием обработки, а также повлияет на размер заготовки.
⑦ «Блеск» поверхности, обработанной на станке с ЧПУ. Поверхность, обработанная на станке с ЧПУ, состоит из множества ямок импульсного разряда. Как правило, поверхность после финишной обработки не имеет «глянца» после обработки на станке с ЧПУ, и ее необходимо полировать, чтобы она излучала «свет».
⑧ Технические проблемы обработки на станках с ЧПУ. Электроэрозионная обработка — это высокотехническая работа, и мастерство является ключом к успеху обработки, особенно для оборудования с низкой степенью автоматизации, выбора методов обработки, выбора электрических стандартов, зажима и позиционирования электродов, Мониторинг состояния обработки и определение припуска на обработку во многом связаны с техническим уровнем оператора. Поэтому накопление опыта в электроэрозионной обработке имеет решающее значение.
Вышеизложенное является кратким изложением VMT Завод механической обработки с ЧПУ. VMT подходит для обработки на станках с ЧПУ любого проводящего материала. Таким образом, независимо от ваших требований к деталям с ЧПУ и области применения, мы можем предоставить вам лучшие услуги по обработке на станках с ЧПУ, электроэрозионной обработке. Загрузите файлы вашего проекта сейчас, и вы получить мгновенное предложение. Все наши услуги предлагаются по конкурентоспособным ценам.

 +86 15099911516
+86 15099911516


 Читать далее
Читать далее