15 lat kompleksowa fabryka w Chinach produkująca niestandardowe części do obróbki CNC
Strona Główna / Zasoby / Blog /

Cześć, nazywam się VMT Sam!
Mając 25-letnie doświadczenie w obróbce CNC, pomagamy klientom pokonać 10000 XNUMX złożonych wyzwań związanych z obróbką części, aby przyczynić się do lepszego życia dzięki inteligentnej produkcji. Skontaktuj się z nami
 124 | Opublikowano przez VMT w dniu 05 | Czas czytania: około 2025 minut
124 | Opublikowano przez VMT w dniu 05 | Czas czytania: około 2025 minut





Jeśli chodzi o precyzyjną obróbkę, wybór właściwego procesu frezowania jest kluczowy dla uzyskania pożądanych rezultatów. Rozróżnienie między frezowaniem czołowym a frezowaniem czołowym odgrywa kluczową rolę w wyborze odpowiedniej techniki dla Twojego projektu. Oba procesy są fundamentalne w Obróbka CNC, ale ich zastosowania i zalety różnią się znacząco. Jeśli kiedykolwiek zastanawiałeś się, który proces jest najlepszy dla Twoich frezowanych CNC części lub niestandardowego frezowania CNC, ten przewodnik pomoże Ci zrozumieć kluczowe różnice między frezowaniem czołowym a frezowaniem czołowym, a także kiedy i dlaczego ich używać.
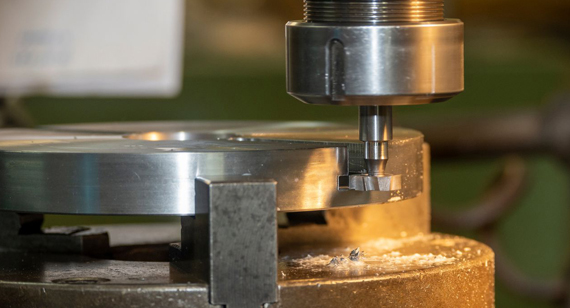
Frezowanie czołowe odnosi się do operacji frezowania, w której narzędzie tnące (znane jako frez czołowy) jest ustawione prostopadle do powierzchni przedmiotu obrabianego, zwykle w celu uzyskania płaskiej lub gładkiej powierzchni. Podczas procesu frezowania czołowego krawędzie tnące narzędzia stykają się z powierzchnią, usuwając materiał wydajnie na dużych obszarach. Ta technika jest idealna do obróbki dużych, płaskich powierzchni części, takich jak obróbka prototypów CNC lub niestandardowe frezowanie CNC, gdzie gładkość i precyzja są kluczowe.

Proces frezowania czołowego rozpoczyna się od bezpiecznego umieszczenia przedmiotu obrabianego na frezarce. Frez — zwykle frez czołowy — jest montowany na wrzecionie, a maszyna jest programowana na wymagane parametry skrawania. Parametry te, takie jak prędkość wrzeciona, posuw i głębokość skrawania, są regulowane w celu optymalizacji wydajności w oparciu o frezowany materiał i pożądane wykończenie. Gdy frez się obraca, krawędzie tnące stykają się z przedmiotem obrabianym, usuwając materiał i pozostawiając precyzyjną, płaską powierzchnię.
Technika ta jest szczególnie skuteczna w przypadku dużej szybkości usuwania materiału i produkcji dużych, płaskich powierzchni o doskonałym wykończeniu.
Frezowanie czołowe jest stosowane w celu osiągnięcia szeregu celów w obróbce. Najczęstszym powodem stosowania frezowania czołowego jest tworzenie płaskich powierzchni na obrabianym przedmiocie. Jest to niezbędne w takich branżach jak przemysł lotniczy, motoryzacyjny i maszynowy, gdzie wymagane są duże, gładkie powierzchnie. Ponadto frezowanie czołowe jest wszechstronnym procesem, który umożliwia wysokie tempo usuwania materiału i jest w stanie obrabiać duże, złożone części o stałej jakości. Precyzja i gładkość uzyskiwane dzięki frezowaniu czołowemu sprawiają również, że idealnie nadaje się ono do obróbki prototypów CNC, gdzie kluczowe znaczenie mają wysokiej jakości, niestandardowe części.
Kiedy stosować frezowanie czołowe?
Frezowanie czołowe to operacja obróbki skrawaniem stosowana głównie w celu tworzenia płaskich powierzchni i gładkich wykończeń przedmiotu obrabianego. Jest to idealny wybór, gdy trzeba precyzyjnie obrabiać duże, płaskie powierzchnie. Frezowanie czołowe jest zazwyczaj stosowane, gdy przedmiot obrabiany jest zbyt duży lub skomplikowany dla innych metod, takich jak toczenie lub wiercenie, lub gdy wymagane są wysokie szybkości usuwania materiału. Jeśli celem jest uzyskanie gładkich, precyzyjnych powierzchni do kolejnych operacji, takich jak wiercenie, montaż lub powlekanie, frezowanie czołowe jest techniką, do której należy się udać. Ta metoda jest powszechnie stosowana w takich branżach, jak przemysł lotniczy, motoryzacyjny, ciężki sprzęt i produkcja narzędzi, gdzie płaskie powierzchnie są powszechnym wymogiem dla funkcjonalności i montażu komponentów.
Podsumowując, frezowanie czołowe stosuje się, gdy:
Frezowanie czołowe jest niezwykle wszechstronnym i wydajnym procesem, który zapewnia szereg korzyści, dzięki którym nadaje się do różnych typów produkcji. Kluczowe cechy frezowania czołowego obejmują:
Frezowanie czołowe jest szeroko stosowane w przemyśle wytwórczym, w którym powszechna jest potrzeba dużych, płaskich i gładkich powierzchni. Następujące branże i zastosowania korzystają z frezowania czołowego:
Frezowanie czołowe oferuje liczne zalety, co czyni je jedną z najczęściej stosowanych operacji obróbczych w różnych branżach. Poniżej przedstawiono kluczowe zalety frezowania czołowego, które przyczyniają się do jego powszechnego stosowania w usługach frezowania CNC i frezowania CNC na zamówienie.
1. Efektywne usuwanie materiału
Frezowanie czołowe umożliwia usuwanie dużych ilości materiału w krótkim czasie. Jest to szczególnie przydatne w przypadku operacji obróbki zgrubnej, w których usuwa się znaczną ilość materiału, aby zbliżyć część do jej ostatecznych wymiarów. Możliwość szybkiego usuwania materiału pomaga skrócić całkowity czas cyklu, co czyni go wydajnym procesem w przypadku produkcji wielkoseryjnej.
2. Doskonała płaskość i wykończenie powierzchni
Jednym z głównych powodów stosowania frezowania czołowego jest jego zdolność do tworzenia płaskich, gładkich powierzchni. Działanie skrawające podczas frezowania czołowego zapewnia jednorodność w całym przedmiocie obrabianym, co jest kluczowe dla zapewnienia dokładności wymiarowej i uzyskania wysokiej jakości wykończenia. Ta gładka powierzchnia jest szczególnie ważna w takich branżach jak przemysł lotniczy i motoryzacyjny, gdzie wymagane są precyzyjne i funkcjonalne komponenty.
3. Zdolność do obsługi dużych elementów obrabianych
Frezowanie czołowe jest idealne do dużych elementów obrabianych ze względu na możliwość wydajnej obróbki rozległych płaskich powierzchni. Niezależnie od tego, czy chodzi o obróbkę dużych płyt metalowych, bloków silników samochodowych czy części przemysłowych, frezowanie czołowe może z łatwością obsłużyć ciężkie elementy obrabiane, które wymagają płaskich powierzchni do dalszej obróbki lub montażu.
4. Wysokiej jakości wykończenie powierzchni
Ponieważ frezowanie czołowe wykorzystuje narzędzia tnące, które zapewniają stabilne, spójne działanie tnące, zapewnia wysokiej jakości wykończenie powierzchni. To sprawia, że jest to doskonały wybór dla części wymagających obróbki końcowej lub montażu, takich jak te w obróbce prototypów CNC.
5. Niskie siły skrawania
Operacja frezowania czołowego generuje mniejsze siły skrawania w porównaniu do innych procesów frezowania, co pomaga w przedłużeniu żywotności narzędzia. Mniejsze siły zmniejszają również naprężenia maszyny i przedmiotu obrabianego, poprawiając ogólną stabilność procesu i zmniejszając ryzyko ugięcia lub złamania narzędzia.
6. Elastyczna głębokość cięcia
Głębokość skrawania w frezowaniu czołowym można regulować w zależności od rodzaju materiału i geometrii części, co czyni go wszechstronnym procesem. Niezależnie od tego, czy jest to lekkie wykańczanie, czy ciężkie zgrubne, głębokość można łatwo dostosować do wykonywanej operacji, oferując elastyczność w obróbce różnych elementów obrabianych.
Chociaż frezowanie czołowe oferuje wiele zalet, wiąże się również z pewnymi ograniczeniami. Te wady mogą mieć wpływ na to, czy frezowanie czołowe jest najbardziej odpowiednim procesem dla konkretnego projektu. Przyjrzyjmy się wadom frezowania czołowego.
1. Ograniczone do powierzchni płaskich
Jednym z głównych ograniczeń frezowania czołowego jest to, że najlepiej nadaje się do płaskich powierzchni. Nie można go skutecznie stosować do obróbki złożonych geometrii, konturów lub cech wewnętrznych, co czyni go mniej wszechstronnym niż inne operacje frezowania, takie jak frezowanie czołowe. Jeśli trzeba obrabiać wewnętrzne kieszenie lub kształty, frezowanie czołowe może nie być idealnym wyborem.
2. Wymaga dużych maszyn
Frezowanie czołowe zazwyczaj wymaga większych frezarek zdolnych do obsługi rozmiaru frezu i przedmiotu obrabianego. Może to zwiększyć koszt sprzętu i może nie być odpowiedni dla mniejszych maszyn lub części. W niektórych przypadkach może to ograniczyć elastyczność i zwiększyć koszty operacyjne.
3. Wysokie koszty narzędzi
Frezy czołowe są zazwyczaj droższe od innych rodzajów narzędzi frezarskich ze względu na ich rozmiar i konstrukcję. Ponadto, ponieważ frezy czołowe często mają wiele wkładek lub krawędzi skrawających, mogą zużywać się szybciej, co z czasem powoduje wyższe koszty narzędzi. Może to zwiększyć koszty produkcji, szczególnie w przypadku małych serii.
4. Nie nadaje się do skomplikowanych geometrii
Jak wspomniano wcześniej, frezowanie czołowe jest przeznaczone głównie do płaskich powierzchni i nie może być łatwo obrabiane w przypadku skomplikowanych cech lub skomplikowanych geometrii. W przypadku części wymagających wewnętrznych cech lub konturów zazwyczaj wymagane są inne procesy, takie jak frezowanie czołowe lub frezowanie rowków. Ogranicza to zastosowania frezowania czołowego w niektórych branżach i zadaniach obróbczych.
Podsumowując, frezowanie czołowe jest potężnym i wydajnym narzędziem do obróbki płaskich powierzchni z wysoką precyzją i szybkością usuwania materiału. Jest szeroko stosowane w takich branżach jak lotnictwo, motoryzacja i ciężki sprzęt. Jednak jego ograniczenia, w tym niezdolność do obróbki skomplikowanych geometrii i potrzeba większych maszyn, należy wziąć pod uwagę przy podejmowaniu decyzji, czy użyć frezowania czołowego w kolejnym projekcie.
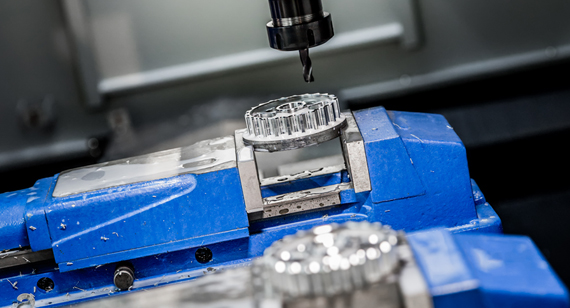
Frezowanie czołowe to proces obróbki polegający na użyciu obrotowego frezu do usuwania materiału z przedmiotu obrabianego. W przeciwieństwie do frezowania czołowego, w którym skrawanie odbywa się głównie wzdłuż powierzchni przedmiotu obrabianego, frezowanie czołowe umożliwia obróbkę wewnętrznych cech, złożonych geometrii i powierzchni pionowych. Narzędzie skrawające, znane jako frez czołowy, może ciąć wzdłuż końca, jak również boków, co czyni je idealnym do precyzyjnych operacji frezowania, w tym rowkowania, kieszeniowania i konturowania. Ta wszechstronność sprawia, że frezowanie czołowe jest szeroko stosowane w usługach frezowania CNC do produkcji niestandardowych frezowanych CNC części i prototypów.
Frezy trzpieniowe występują w różnych kształtach, rozmiarach i materiałach, co czyni je odpowiednimi do różnych typów operacji frezowania. Ich zdolność do cięcia we wszystkich kierunkach, w tym w pionie, sprawia, że są idealne do obróbki złożonych części o skomplikowanych cechach wewnętrznych i zewnętrznych. Proces frezowania trzpieniowego może być stosowany w takich branżach jak przemysł lotniczy, motoryzacyjny, elektroniczny i produkcja form, gdzie wysoka precyzja i elastyczność są kluczowymi wymaganiami.

Frezowanie końcowe wykorzystuje specjalistyczne narzędzia skrawające przeznaczone do konkretnych zadań. Poniżej przedstawiono typy frezów końcowych typowo stosowanych w obróbce CNC:
Frezy trzpieniowe występują w szerokiej gamie typów, każdy zaprojektowany do różnych zastosowań. Zrozumienie funkcji każdego z nich może pomóc Ci wybrać odpowiednie narzędzie do Twojego konkretnego projektu, niezależnie od tego, czy zajmujesz się obróbką prototypów CNC, niestandardowym frezowaniem CNC czy produkcją na dużą skalę.
1. Frezy walcowo-czołowe (do ogólnego frezowania czołowego)
Frezy walcowo-czołowe są najpopularniejszym rodzajem frezów walcowo-czołowych stosowanych w ogólnych operacjach frezowania. Frezy te mają płaskie krawędzie tnące i są zazwyczaj używane do płaskich cięć dna, rowkowania i profilowania. Są wszechstronne i mogą być używane zarówno do obróbki zgrubnej, jak i wykańczającej. Frezy walcowo-czołowe są idealne do zadań, w których wymagana jest precyzja i płaskie powierzchnie, i są powszechnie używane do ogólnej obróbki części frezowanych CNC.
2. Frezy trzpieniowe do rowków wpustowych (do wycinania rowków wpustowych)
Frezy czołowe do rowków wpustowych są zaprojektowane specjalnie do wycinania rowków wpustowych, czyli szczelin służących do umieszczania kluczy w zespołach maszyn. Frezy te zazwyczaj charakteryzują się długą, wąską konstrukcją, która umożliwia precyzyjne wycinanie rowków wpustowych. Frezy do rowków wpustowych są krytyczne w zastosowaniach, w których części muszą pasować do wałów i kół zębatych, np. w sprzęcie samochodowym lub przemysłowym.
3. Frezy kuliste (do cięcia powierzchni konturowych w formach)
Frezy kuliste charakteryzują się zaokrągloną krawędzią tnącą i są idealne do frezowania 3D lub obróbki skomplikowanych powierzchni o konturach. Frezy te są powszechnie stosowane w produkcji form, gdzie wymagane są skomplikowane kształty i gładkie wykończenia. Promień frezu kulistego sprawia, że doskonale nadaje się on do cięcia powierzchni zakrzywionych lub geometrii sferycznych.
4. Frezy walcowo-czołowe zgrubne (usuwają dużo materiału, ale pozostawiają szorstką powierzchnię)
Frezy zgrubne są przeznaczone do szybkiego usuwania dużych ilości materiału. Pozostawiają szorstką powierzchnię, co jest idealne, gdy celem jest zmniejszenie objętości materiału przed użyciem narzędzia wykańczającego w celu uzyskania gładszego cięcia. Te frezy mają zazwyczaj grube zęby i większą pojemność usuwania wiórów.
5. Frezy walcowo-czołowe (do cięcia narożników promieniowych)
Frezy promieniowe mają zaokrąglone rogi, co czyni je idealnymi do cięcia zaokrąglonych krawędzi. Ta funkcja pomaga podczas obróbki części wymagających zaokrąglonych rogów lub wyokrągleń, takich jak w przypadku niektórych komponentów do maszyn lotniczych, samochodowych i przemysłowych. Frezy te umożliwiają również płynniejsze cięcia, zmniejszając zużycie narzędzi i poprawiając ogólne wykończenie powierzchni.
6. Frezy walcowo-czołowe zgrubne i wykańczające (usuwają dużą ilość materiału na raz i pozostawiają gładką powierzchnię)
Te frezy trzpieniowe łączą funkcje obróbki zgrubnej i wykańczającej w jednym narzędziu. Są zaprojektowane tak, aby usuwać znaczną ilość materiału, pozostawiając jednocześnie gładkie wykończenie. Frezy te są szczególnie przydatne w przypadku projektów, które wymagają zarówno wysokiej szybkości usuwania materiału, jak i drobnych wykończeń powierzchni, pomagając skrócić czas produkcji i koszty narzędzi.
7. Frezarki wiertnicze (do wiercenia, ustalania, pogłębiania i fazowania)
Frezy wiertarskie to wielofunkcyjne frezy trzpieniowe, które można stosować do wiercenia, lokalizowania, pogłębiania i fazowania. Są niezbędne do zadań wymagających wielu funkcji w jednym narzędziu, takich jak tworzenie otworów, powierzchni kątowych lub fazowanych krawędzi, co zmniejsza potrzebę zmiany narzędzia podczas obróbki.
8. Frezy stożkowe (do cięcia form)
Frezy stożkowe mają kształt stożkowy, który umożliwia tworzenie stożkowych cech lub cięć pod kątem. Frezy te są powszechnie stosowane w produkcji form, gdzie często potrzebne są elementy pod kątem. Frezy stożkowe są wszechstronne i mogą wykonywać zarówno drobne, jak i zgrubne cięcia, w zależności od geometrii narzędzia i parametrów ustawionych dla procesu obróbki.
Proces frezowania czołowego zwykle rozpoczyna się od bezpiecznego zamocowania przedmiotu obrabianego na stole lub przyrządzie. Po ustawieniu przedmiotu obrabianego frez czołowy jest instalowany we wrzecionie maszyny. Następnie maszyna przesuwa przedmiot obrabiany do obracającego się frezu, który usuwa materiał podczas cięcia wzdłuż krawędzi lub powierzchni przedmiotu obrabianego.
Narzędzie do frezowania końcowego jest w stanie ciąć w wielu kierunkach, zarówno poziomo, jak i pionowo, co pozwala na tworzenie rowków, kieszeni, konturów i złożonych kształtów. Proces ten można wykonywać w różnych materiałach, w tym metalach, tworzywach sztucznych i kompozytach, i może obejmować zakres prędkości skrawania, posuwów i głębokości, aby osiągnąć pożądane rezultaty.
Etapy procesu frezowania czołowego:
Frezy trzpieniowe są używane ze względu na ich wszechstronność i zdolność do wykonywania różnych operacji za pomocą jednego narzędzia. Mogą obrabiać powierzchnie pionowe, cechy wewnętrzne i złożone kształty, których inne narzędzia, takie jak frezy czołowe, nie są w stanie obsłużyć. Ponadto frezy trzpieniowe zapewniają wysoki poziom precyzji, dzięki czemu doskonale nadają się do skomplikowanych części wymagających dokładności. Są idealne do obróbki części wymagających ścisłych tolerancji, złożonych geometrii lub wysokiej jakości wykończeń.
Użyj frezu walcowo-czołowego, gdy:
Frezy trzpieniowe są używane w szerokim zakresie branż i zastosowań ze względu na ich zdolność do obróbki skomplikowanych części z wysoką precyzją. Niektóre kluczowe zastosowania obejmują:
Frezy trzpieniowe są niezastąpione w usługach frezowania CNC, niestandardowego frezowania CNC i obróbki prototypów CNC, oferując precyzję i wszechstronność w produkcji komponentów w różnych gałęziach przemysłu.
Frezowanie końcowe, ze swoją wszechstronnością, precyzją i możliwością obsługi złożonych zadań, jest niezbędną operacją w nowoczesnej obróbce CNC. Niezależnie od tego, czy pracujesz nad niestandardowymi projektami frezowania CNC,
prototypowanie nowych części, zrozumienie szerokiej gamy dostępnych frezów trzpieniowych i ich konkretnych zastosowań zapewni sukces Twoich operacji obróbczych.
Zalety i wady frezowania czołowego
Frezowanie trzpieniowe to niezwykle wszechstronny i szeroko stosowany proces obróbki, zwłaszcza w Obróbka CNC. Zapewnia kilka kluczowych korzyści, które czynią go opcją do tworzenia złożonych, precyzyjnych i szczegółowych części. Jednak, jak każdy proces obróbki, frezowanie czołowe ma również pewne ograniczenia. Zrozumienie zarówno zalet, jak i wad frezowania czołowego jest kluczowe dla wyboru właściwego procesu frezowania dla Twojego projektu.
Zalety frezów trzpieniowych
Frezy trzpieniowe oferują liczne zalety, zwłaszcza jeśli chodzi o obróbkę skomplikowanych części z wysoką precyzją. Te zalety sprawiają, że są idealne do usług frezowania CNC i niestandardowych projektów frezowania CNC, które wymagają dokładnych i skomplikowanych cięć.
1. Precyzja i dokładność
Frezy trzpieniowe są specjalnie zaprojektowane, aby zapewnić wysoką precyzję i ścisłe tolerancje. Dzięki temu doskonale nadają się do zastosowań, w których dokładne pomiary są krytyczne. Możliwość obróbki wewnętrznych cech, ostrych krawędzi i złożonych geometrii z wysoką dokładnością jest jednym z głównych powodów, dla których frezowanie trzpieniowe jest stosowane w takich branżach jak przemysł lotniczy, motoryzacyjny i produkcja urządzeń medycznych. Części frezowane CNC, które wymagają drobnego wykończenia powierzchni i minimalnych odchyleń od specyfikacji projektowych, w dużym stopniu korzystają z precyzji oferowanej przez frezy trzpieniowe.
2. Zdolność do przetwarzania złożonych geometrii
Frezy trzpieniowe są szczególnie przydatne do cięcia skomplikowanych geometrii, które mogą obejmować skomplikowane kieszenie, szczeliny lub powierzchnie konturowe. Dzięki temu doskonale nadają się do zadań takich jak produkcja form, narzędzi i produkcja części o szczegółowych cechach wewnętrznych, takich jak komponenty silnika i łopatki turbiny. Niezależnie od tego, czy musisz ciąć ostre narożniki wewnętrzne, czy wytwarzać głębokie, wąskie szczeliny, frezy trzpieniowe poradzą sobie z tymi trudnościami z łatwością.
3. Przetwarzanie funkcji wewnętrznych
W przeciwieństwie do frezowania czołowego, które działa głównie na powierzchni przedmiotu obrabianego, frezy trzpieniowe są wystarczająco wszechstronne, aby ciąć wewnętrzne elementy, takie jak kieszenie, otwory i szczeliny. Dzięki temu są nieocenione w usługach frezowania CNC, w których wymagane jest tworzenie głębokich wewnętrznych cięć lub obróbka wydrążonych sekcji. Są szeroko stosowane w branżach, w których konieczna jest obróbka wewnętrznych wnęk, takich jak produkcja implantów medycznych, komponentów lotniczych i elektroniki użytkowej.
4. Elastyczność operacyjna
Frezy trzpieniowe oferują elastyczność operacyjną, co oznacza, że można ich używać do szerokiej gamy operacji frezowania. Mogą ciąć w wielu kierunkach, zarówno osiowo, jak i promieniowo, co pozwala im pracować na częściach 3D, powierzchniach pionowych i złożonych kształtach. Ta elastyczność jest jednym z powodów, dla których frezy trzpieniowe są powszechnie używane zarówno do operacji zgrubnych, jak i wykańczających, co czyni je narzędziem do wielu zastosowań frezowania CNC.
5. Wszechstronność
Frezy trzpieniowe występują w wielu kształtach i rozmiarach, dzięki czemu nadają się do wielu zadań. Mogą być używane do ogólnego frezowania, rowkowania, profilowania, wiercenia, a nawet fazowania. Ich wielofunkcyjne możliwości zmniejszają potrzebę stosowania wielu narzędzi, dzięki czemu są opłacalne i oszczędzają czas zarówno w produkcji małych partii, jak i produkcji na większą skalę. Dla producentów ta wszechstronność pomaga usprawnić procesy i zmniejszyć liczbę zmian narzędzi.
6. Nadaje się do powierzchni pionowych
Frezy trzpieniowe są bardzo skuteczne podczas obróbki powierzchni pionowych, niezależnie od tego, czy znajdują się one z boku części, czy w kieszeni. Ich zdolność do cięcia wzdłuż osi poziomej i pionowej sprawia, że są niezbędnym narzędziem do tworzenia precyzyjnych, pionowych elementów, takich jak ściany lub otwory, w złożonych częściach. Jest to szczególnie przydatne w branżach, które wymagają szczegółowej i precyzyjnej pracy, takich jak motoryzacja i elektronika.
7. Ekonomiczne rozwiązanie dla małych partii
W przypadku mniejszych serii produkcyjnych lub niestandardowych projektów frezowania CNC frezy trzpieniowe mogą być ekonomicznym rozwiązaniem. W przeciwieństwie do innych procesów, które mogą wymagać drogich narzędzi lub konfiguracji, frezowanie trzpieniowe jest idealne do prototypowania lub produkcji niskoseryjnej. Jest to bardziej ekonomiczny wybór w przypadku niestandardowych części i przetwarzania prototypów CNC, gdzie objętość pracy może nie uzasadniać stosowania innych, droższych metod.
Wady frezów trzpieniowych
Chociaż frezowanie czołowe oferuje liczne korzyści, wiąże się z kilkoma wyzwaniami i ograniczeniami. Zrozumienie tych wad jest kluczowe dla określenia, kiedy i jak skutecznie używać frezowania czołowego w swoim projekcie.
1. Ugięcie narzędzia
Jedną z głównych wad frezowania czołowego jest ugięcie narzędzia, zwłaszcza podczas frezowania dużych, ciężkich części lub głębszego wcinania się w materiał. Ponieważ narzędzie ugina się pod wpływem sił skrawania, powstałe cięcia mogą stać się mniej dokładne. Jest to szczególnie problematyczne w przypadku obróbki precyzyjnej, w której wymagane są ścisłe tolerancje. Aby temu zaradzić, konieczna jest staranna kontrola prędkości skrawania, posuwów i geometrii narzędzia.
2. Większe zużycie krawędzi tnących
Frezy trzpieniowe zużywają się bardziej na krawędziach skrawających w porównaniu z innymi narzędziami skrawającymi. Zużycie może być przyspieszone podczas obróbki twardszych materiałów, co może prowadzić do krótszej żywotności narzędzia. Jest to ważna kwestia w przypadku obróbki wielkoseryjnej, gdzie koszty narzędzi mogą szybko wzrosnąć. Regularne monitorowanie i konserwacja narzędzi są konieczne, aby zapewnić wysokiej jakości wyniki i uniknąć nieoczekiwanych awarii narzędzi.
3. Wolniejsze tempo usuwania materiału
W porównaniu do operacji zgrubnych lub innych technik frezowania, frezowanie czołowe może mieć wolniejsze tempo usuwania materiału. Działanie skrawające narzędzia jest mniej agresywne niż w przypadku innych metod, co może skutkować dłuższym czasem obróbki w przypadku usuwania dużych lub masowych materiałów. Może to być wadą w projektach, w których czas i wydajność mają kluczowe znaczenie. Jednak użycie odpowiednich frezów czołowych do obróbki zgrubnej i dostosowanie ustawień maszyny może pomóc złagodzić ten problem.
4. Większe siły skrawania
Frezowanie końcowe może generować większe siły skrawania, szczególnie gdy narzędzie pracuje przy głębszych cięciach lub wysokich prędkościach posuwu. Siły te mogą prowadzić do ugięcia narzędzia i obniżenia jakości wykończenia powierzchni. Zarządzanie parametrami skrawania, takimi jak prędkość obrotowa wrzeciona i prędkość posuwu, ma kluczowe znaczenie dla zapobiegania nadmiernym siłom, które mogłyby zagrozić jakości części i trwałości narzędzia.
5. Słabe rezultaty w przypadku dużych powierzchni
Frezy trzpieniowe nie są idealne do obróbki dużych powierzchni, ponieważ są zaprojektowane głównie do cięcia mniejszych, bardziej szczegółowych sekcji. Podczas frezowania dużych płaskich powierzchni frezy trzpieniowe mogą pozostawiać niepożądane ślady narzędzi i nie zapewniać gładkiego wykończenia, jakie zapewniają frezy czołowe. Może to być problematyczne w przypadku projektów, w których wymagane jest wysokiej jakości wykończenie powierzchni na dużym obszarze.
6. Trudności z długimi i cienkimi rysami twarzy
Podczas obróbki długich i cienkich elementów frezy trzpieniowe mogą mieć problemy z ugięciem narzędzia i mogą nie być w stanie uzyskać dokładnych wyników. Elastyczność długiego narzędzia może prowadzić do niepożądanego zginania, utrudniając osiągnięcie niezbędnej precyzji w przypadku delikatnych geometrii. W takich przypadkach bardziej odpowiednie może być użycie innych narzędzi lub zastosowanie strategii minimalizujących ugięcie.
Podsumowanie
Podsumowując, frezowanie czołowe jest wysoce efektywnym procesem obróbki, który oferuje precyzję, wszechstronność i możliwość obsługi złożonych geometrii. Jest szczególnie przydatny w usługach frezowania CNC, frezowaniu CNC na zamówienie i obróbce prototypów CNC w zastosowaniach wymagających wysokiej dokładności i obróbki wewnętrznych cech. Wiąże się jednak również z wyzwaniami, w tym ugięciem narzędzia, większymi siłami skrawania i wolniejszymi prędkościami usuwania materiału. Rozumiejąc zarówno zalety, jak i wady, producenci mogą wybrać odpowiedni proces frezowania w oparciu o konkretne potrzeby swojego projektu.
Wybierając między frezowaniem czołowym a frezowaniem czołowym, ważne jest zrozumienie, jak działa każdy proces i co oferuje pod względem wydajności, wyboru narzędzi i zastosowań. Obie są wszechstronnymi technikami stosowanymi w usługach frezowania CNC i niestandardowym frezowaniu CNC, ale nadają się do różnych zadań. Poniżej przedstawiono cztery kluczowe różnice, które należy wziąć pod uwagę przy podejmowaniu decyzji, który proces jest najlepszy dla Twoich konkretnych potrzeb produkcyjnych.

1. Kierunek cięcia i użycie narzędzia
Frezowanie czołowe:
W przypadku frezowania czołowego krawędzie narzędzia skrawającego są ustawione prostopadle do powierzchni przedmiotu obrabianego, a główne działanie skrawające odbywa się na powierzchni narzędzia. Narzędzie obraca się na powierzchni przedmiotu obrabianego, a siły skrawające są rozłożone na powierzchni frezu. Ten typ frezowania jest zazwyczaj stosowany do cięcia płaskich powierzchni lub niewielkich głębokości.
Frezowanie końcowe:
Frezowanie czołowe z kolei wykorzystuje narzędzie z krawędzią skrawającą zarówno na powierzchni czołowej, jak i na bokach narzędzia. Narzędzie jest zorientowane równolegle do powierzchni przedmiotu obrabianego, co umożliwia cięcie zarówno w kierunku pionowym, jak i poziomym. Dzięki temu frezy czołowe mogą wykonywać bardziej skomplikowane cięcia, takie jak wewnętrzne szczeliny lub kieszenie, a także obrabiać złożone kształty lub powierzchnie konturowe, które wymagają precyzyjnych cięć wewnętrznych.
2. Wykończenie powierzchni
Frezowanie czołowe:
Wykończenie powierzchni uzyskane za pomocą frezowania czołowego jest zazwyczaj gładkie i spójne na płaskich powierzchniach, szczególnie przy użyciu właściwego narzędzia i parametrów cięcia. Jest to wysoce skuteczne w produkcji równych, płaskich powierzchni, gdzie nacisk kładzie się na precyzję powierzchni. Jednak frezowanie czołowe może czasami pozostawiać ślady narzędzia na dużych płaskich powierzchniach, jeśli narzędzie nie jest ostre lub prędkość posuwu jest zbyt wysoka.
Frezowanie końcowe:
Frezowanie końcowe często zapewnia dokładne wykończenie powierzchni, zwłaszcza gdy jest stosowane do wykańczania cięć po operacjach obróbki zgrubnej. Frezy końcowe mogą być stosowane zarówno do obróbki zgrubnej, jak i wykańczającej, a są szczególnie przydatne do obróbki powierzchni pionowych lub złożonych elementów wymagających drobnych szczegółów. Ponieważ frezy końcowe mogą wchodzić w kontakt z materiałem pod wieloma kątami, zazwyczaj zapewniają wykończenie wyższej jakości w przypadku bardziej skomplikowanych i szczegółowych części.
3. Zastosowania i przydatność do różnych materiałów
Frezowanie czołowe:
Frezowanie czołowe jest idealne do zastosowań, które obejmują usuwanie materiału z płaskiej powierzchni lub tworzenie szerokich, płytkich cięć. Jest powszechnie stosowane do przygotowania powierzchni w takich branżach jak przemysł lotniczy, motoryzacyjny i produkcja ciężkiego sprzętu. Frezowanie czołowe nadaje się również do części wykonanych z miękkich do średnio twardych materiałów, ponieważ może obsługiwać wysokie prędkości usuwania materiału przy niższych siłach skrawania. Nie nadaje się jednak do skomplikowanych cech wewnętrznych lub głębokich kieszeni.
Frezowanie końcowe:
Frezowanie czołowe jest lepiej dostosowane do bardziej skomplikowanych zadań, takich jak cięcie wewnętrznych cech, kieszeni lub szczelin w części. Może być również używane do cięcia profilowego i tworzenia złożonych geometrii. Dzięki temu frezowanie czołowe jest najlepszym wyborem do zastosowań w produkcji form, narzędzi i obróbce szczegółowych wewnętrznych komponentów. Frezy czołowe są często używane do twardszych materiałów, takich jak stal nierdzewna lub tytan, ze względu na ich zdolność do wykonywania bardziej precyzyjnych cięć z większą wszechstronnością w ruchu narzędzia.
4. Typy narzędzi i geometrie
Frezowanie czołowe:
Frezowanie czołowe wykorzystuje frezy o większej średnicy, takie jak frezy muszlowe i płytki indeksowane, które mają krawędzie tnące wokół obwodu narzędzia. Te narzędzia są zazwyczaj używane do płytkich cięć na płaskich powierzchniach i są zaprojektowane tak, aby osiągać wysokie wskaźniki usuwania materiału. Geometria frezów czołowych jest na ogół zoptymalizowana do cięcia płaskich powierzchni i szerokich obszarów, co czyni je idealnymi do ogólnego przygotowania i wykańczania powierzchni.
Frezowanie końcowe:
Frezy trzpieniowe występują w szerokiej gamie kształtów i rozmiarów, w tym frezy kuliste, frezy kwadratowe, frezy promieniowe i frezy stożkowe. Narzędzia te umożliwiają różnorodne działania skrawające, takie jak obróbka zgrubna, wykańczająca i profilowanie. Frezy trzpieniowe mogą być używane do obróbki geometrii wewnętrznych, głębokich rowków i złożonych konturów, zapewniając znacznie większą elastyczność w wyborze narzędzi w porównaniu z frezowaniem czołowym.
Łączenie frezowania czołowego i frezowania czołowego
W wielu projektach obróbki CNC frezowanie czołowe i frezowanie czołowe współpracują ze sobą, aby wytworzyć produkt końcowy. Na przykład w przypadku obróbki prototypów CNC lub niestandardowych zadań frezowania CNC frezowanie czołowe może być stosowane do początkowych cięć zgrubnych w celu utworzenia płaskiej, równej powierzchni, podczas gdy frezowanie czołowe przejmuje cięcie wewnętrzne, wykonywanie kieszeni i szczegółowe profile. Uzupełniający się charakter tych dwóch procesów frezowania pozwala producentom optymalizować zarówno wydajność, jak i precyzję.
Prototypowanie i produkcja niestandardowych części przy użyciu frezów czołowych i trzpieniowych
W przypadku niestandardowych projektów frezowania CNC i prototypowania połączenie frezowania czołowego i frezowania czołowego może radykalnie poprawić szybkość i jakość produkcji części. Frezy czołowe są zazwyczaj używane do przygotowywania większych, płaskich powierzchni, podczas gdy frezy czołowe wchodzą do gry w celu wykonania bardziej precyzyjnej i szczegółowej pracy, takiej jak tworzenie wewnętrznych cech, złożonych geometrii i cięć o ciasnej tolerancji. Wykorzystując oba narzędzia, producenci mogą osiągnąć lepsze wyniki w przypadku złożonych części i prototypów o wielu cechach.
Podsumowanie
Zrozumienie różnic między frezowaniem czołowym a frezowaniem czołowym jest kluczowe dla wybrania właściwego procesu dla Twojego projektu. Frezowanie czołowe doskonale sprawdza się w tworzeniu płaskich powierzchni i obróbce większych elementów obrabianych, podczas gdy frezowanie czołowe oferuje precyzję, wszechstronność i możliwość pracy nad złożonymi cechami wewnętrznymi. Poprzez strategiczne stosowanie obu technik w tandemie producenci mogą usprawnić operacje i dostarczać wysokiej jakości frezowane CNC części dla szerokiej gamy branż i zastosowań.
Zarówno frezowanie czołowe, jak i frezowanie czołowe są kluczowymi procesami w różnych branżach, zapewniając niezbędne możliwości obróbki dla precyzji, trwałości i wydajności. Te techniki frezowania pomagają producentom tworzyć złożone części o skomplikowanych wzorach, ścisłych tolerancjach i wykończeniach powierzchni odpowiednich do wymagających zastosowań. Poniżej badamy, w jaki sposób frezowanie czołowe i frezowanie czołowe są stosowane w różnych branżach.
| Branże |
Zastosowania |
Dlaczego frezowanie czołowe |
| Przemysł lotniczy |
Sekcje skrzydeł samolotów |
Tworzy precyzyjne i gładkie powierzchnie, co jest ważne w przypadku części wykorzystywanych w przemyśle lotniczym |
| Branża motoryzacyjna |
Obróbka mechaniczna części silników i głowic cylindrów |
Jest to wydajna i wszechstronna technika, która pozwala uzyskać wysokiej jakości, gładkie powierzchnie nawet w przypadku dużych elementów. |
| Ciężki sprzęt i maszyny |
Wyrównywanie nierównych powierzchni, np. podstaw maszyn i elementów konstrukcyjnych. |
Przygotowuje powierzchnię do dalszej obróbki i zapewnia, że części będą miały gładkie wykończenie i precyzyjne wymiary |
| Tworzenie narzędzi i matryc |
Produkcja form Prototypowanie i produkcja matryc |
Umożliwia tworzenie skomplikowanych kształtów, tworzenie gładkich powierzchni poprzez równomierne usuwanie materiałów oraz pracę na różnych powierzchniach i materiałach. |
| Wytwarzanie energii i mocy |
Narzędzia projektowe Cięcie energii Modelowanie |
Jest energooszczędnyi może wykorzystywać różne narzędzia skrawające, w tym frezy walcowo-czołowe, frezy walcowo-czołowe lub frezy tarczowe. |
Zastosowania frezowania czołowego w różnych gałęziach przemysłu
Przemysł lotniczy
Aplikacje:
Frezowanie czołowe jest powszechnie stosowane w przemyśle lotniczym do przygotowywania dużych, płaskich powierzchni, takich jak panele skrzydeł samolotów, sekcje kadłuba i elementy podwozia. Części te często wymagają ścisłych tolerancji i materiałów o wysokiej wytrzymałości, co sprawia, że frezowanie czołowe jest idealnym wyborem w celu zapewnienia płaskości i integralności powierzchni.
Dlaczego frezowanie czołowe:
Możliwość wydajnego frezowania czołowego dużych elementów obrabianych przy jednoczesnym zachowaniu wysokiej szybkości usuwania materiału sprawia, że jest ono niezbędne w zastosowaniach lotniczych. Ponadto frezowanie czołowe zapewnia gładkie powierzchnie, które są kluczowe dla wydajności i bezpieczeństwa komponentów lotniczych.
Aplikacje:
W przemyśle motoryzacyjnym frezowanie czołowe jest stosowane do obróbki bloków silnika, głowic cylindrów, elementów podwozia i wsporników. Jest również stosowane w produkcji dużych, płaskich powierzchni, takich jak części silnika, ramy i obudowy przekładni. Sektor motoryzacyjny często wymaga obróbki części metalowych o określonych wymaganiach dotyczących wykończenia powierzchni w celu zapewnienia wydajności i trwałości.
Dlaczego frezowanie czołowe:
Frezowanie czołowe jest idealne do tych zastosowań ze względu na możliwość zapewnienia wysokiej szybkości usuwania materiału i uzyskania precyzyjnych płaskich powierzchni. W przemyśle motoryzacyjnym, gdzie efektywność kosztowa i wysokie wolumeny produkcji mają kluczowe znaczenie, frezowanie czołowe pomaga skrócić czasy cykli i poprawić wydajność obróbki.
Ciężki sprzęt i maszyny
Aplikacje:
Ciężki sprzęt, w tym koparki, dźwigi i sprzęt górniczy, wymaga frezowania czołowego w celu obróbki dużych, płaskich powierzchni elementów konstrukcyjnych, takich jak ramy, jednostki mieszkalne i bloki silników. Proces ten zapewnia wysokiej jakości wykończenie powierzchni i płaskość krytycznych części nośnych.
Dlaczego frezowanie czołowe:
Trwałość i wytrzymałość podzespołów ciężkich maszyn są bezpośrednio związane z jakością przygotowania powierzchni. Frezowanie czołowe może szybko usuwać materiał z dużych elementów obrabianych, zapewniając precyzyjną płaskość potrzebną do dalszej obróbki i zoptymalizowaną wydajność w warunkach dużego naprężenia.
Produkcja narzędzi i form
Aplikacje:
W produkcji narzędzi i form frezowanie czołowe jest stosowane do obróbki wnęk form, płyt narzędziowych i dużych powierzchni matryc. Proces ten jest niezbędny do produkcji precyzyjnych form o płaskich powierzchniach i gładkich powierzchniach, które są krytyczne dla formowania wtryskowego, odlewania i innych operacji o wysokiej precyzji.
Dlaczego frezowanie czołowe:
Frezowanie czołowe zapewnia wysoką precyzję płaskości i gładkie wykończenie powierzchni, które są niezbędne do produkcji wysokiej jakości form i narzędzi. Możliwość pracy z dużymi blokami metalu lub innymi twardymi materiałami sprawia, że frezowanie czołowe jest idealnym wyborem do tego zastosowania.
Wytwarzanie energii i mocy
Aplikacje:
W sektorach energetyki i wytwarzania energii frezowanie czołowe jest stosowane do obróbki dużych elementów turbin, obudów generatorów i paneli wymienników ciepła. Części te wymagają wysokiej wytrzymałości, odporności na zużycie i precyzyjnych wymiarów, aby działać skutecznie w środowiskach o wysokim ciśnieniu i wysokiej temperaturze.
Dlaczego frezowanie czołowe:
Frezowanie czołowe umożliwia szybkie usuwanie materiału z dużych, sztywnych części, co jest niezwykle istotne w branży energetycznej, w której do długotrwałej pracy podzespołów w ekstremalnych warunkach wymagana jest duża szybkość usuwania materiału i niezawodna wydajność.
Zastosowania frezowania czołowego w różnych gałęziach przemysłu
| Branże |
Zastosowania |
Dlaczego frezowanie końcowe |
| Przemysł lotniczy |
Elementy samolotu, takie jak części konstrukcyjne, łopatki turbin i silniki |
Frezowanie czołowe jest tutaj istotne ze względu na niezawodność, wydajność i precyzję przy tworzeniu złożonych komponentów |
| Branża motoryzacyjna |
Do wycinania zewnętrznych i wewnętrznych kształtów samochodów Grawerowanie tekstów na częściach samochodowych Tworzenie złożonych części w motoryzacji, takich jak ramy i koła zębate |
Jest to proces obróbki, który tworzy otwory i kształty w przedmiotach obrabianych. Dzięki temu są one przydatne w frezowaniu profili oraz tworzeniu form i prototypów. |
| Produkcja form i matryc |
Tworzenie form i matryc oraz innych narzędzi |
Zastosowanie frezowania czołowego w produkcji form i matryc pomaga w tworzeniu konturów i złożonych kształtów z dokładnością. Jest również wszechstronne i tworzy wysokiej jakości wykończenia |
| Branża elektroniczna |
Grawerowanie, rowkowanie, profilowanie i frezowanie |
Do kształtowania ostatecznej formy różnych komponentów. Jest również użyteczny przy tworzeniu złożonych projektów obudów elektronicznych, płytek PCB itp. |
| Produkcja urządzeń medycznych |
Tworzenie szczegółowych i precyzyjnych komponentów do wyrobów medycznych, takich jak implanty, protezy i instrumenty chirurgiczne |
Przydatne tutaj ze względu na jego znaczenie w tworzeniu skomplikowanych projektów, jak również jego wydajność w produkcji złożonych części. Jest również wszechstronny i może pracować z różnymi materiałami, w tym kompozytami, tworzywami sztucznymi i metalami. |
| Consumer Electronics |
Frezowanie profilowe, grawerowanie, detalowanie, zagłębianie i wiercenie |
Frezowanie końcowe jest tutaj przydatne, ponieważ pomaga w tworzeniu zewnętrznego kształtu części. Dodaje detale do części i tworzy płaskie i gładkie powierzchnie na obrabianym przedmiocie. |
Przemysł lotniczy
Aplikacje:
Frezowanie czołowe jest szeroko stosowane w produkcji lotniczej do produkcji wewnętrznych elementów, takich jak kieszenie, szczeliny i rowki w krytycznych elementach, takich jak łopatki turbin, konstrukcje skrzydeł i części silników. Precyzja wymagana w przypadku tych elementów wymaga użycia narzędzi do frezowania czołowego do skomplikowanej obróbki wewnętrznej.
Dlaczego frezowanie końcowe:
Frezy trzpieniowe są doskonałe do tworzenia złożonych geometrii i cech wewnętrznych, których nie można osiągnąć za pomocą frezowania czołowego. Przemysł lotniczy, który wymaga precyzyjnych, lekkich części, wykorzystuje frezowanie trzpieniowe do wszechstronnej, dokładnej obróbki tych trudnych kształtów.
Aplikacje:
W sektorze motoryzacyjnym frezowanie czołowe jest powszechnie stosowane do obróbki bloków silnika, elementów przekładni, elementów hamulcowych i części skrzyni biegów. Frezy czołowe są używane do obróbki wewnętrznych kieszeni, szczelin i złożonych kształtów, które wymagają wysokiej precyzji i ścisłych tolerancji.
Dlaczego frezowanie czołowe:
Możliwość tworzenia przez frezy końcowe szczegółowych cech wewnętrznych i złożonych kształtów sprawia, że są one niezbędne w produkcji motoryzacyjnej. Proces ten jest szczególnie przydatny, gdy części mają niepłaską geometrię lub wymagają drobnych wykończeń w ciasnych przestrzeniach lub trudno dostępnych obszarach.
Produkcja form
Aplikacje:
Frezowanie czołowe ma kluczowe znaczenie w produkcji form, gdzie stosuje się je do obróbki skomplikowanych gniazd form, kanałów i szczegółowych kształtów geometrycznych w formach do formowania wtryskowego, odlewania ciśnieniowego i formowania rozdmuchowego.
Dlaczego frezowanie czołowe:
Frezy trzpieniowe mogą obrabiać głębokie kieszenie i tworzyć skomplikowane geometrie, które są niezbędne do produkcji form i matryc. Frezowanie trzpieniowe pozwala producentom na produkcję form o szczegółowych cechach wewnętrznych, zapewniając wysokiej jakości powierzchnię i dopasowanie do procesu formowania.
Aplikacje:
W przemyśle elektronicznym frezowanie czołowe jest stosowane do wycinania szczelin, kieszeni i mikrostruktur w komponentach, takich jak płytki drukowane, obudowy złączy i obudowy układów scalonych. Precyzyjne geometrie wymagane w elektronice sprawiają, że frezowanie czołowe jest najlepszym wyborem w tych zastosowaniach.
Dlaczego frezowanie czołowe:
Możliwość frezów trzpieniowych do cięcia złożonych i precyzyjnych cech wewnętrznych w małych lub szczegółowych komponentach sprawia, że są one niezbędne w produkcji elektroniki. Frezowanie trzpieniowe pomaga osiągnąć ciasne tolerancje i wykończenia o wysokiej precyzji niezbędne w przypadku urządzeń elektronicznych wymagających dokładnych wymiarów i jakości powierzchni.
Aplikacje:
Frezowanie końcowe jest stosowane w sektorze produkcji urządzeń medycznych do obróbki implantów medycznych, narzędzi chirurgicznych i części ortopedycznych. Części te często wymagają precyzyjnych cech wewnętrznych i złożonych kształtów, które można uzyskać tylko za pomocą frezowania końcowego.
Dlaczego frezowanie czołowe:
Wszechstronność frezów trzpieniowych pozwala producentom tworzyć precyzyjne części wymagane w urządzeniach medycznych. Od tworzenia małych kanałów w implantach po obróbkę skomplikowanych geometrii, frezowanie trzpieniowe zapewnia bezpieczeństwo i skuteczność w przemyśle medycznym.
Consumer Electronics
Aplikacje:
W elektronice użytkowej frezowanie końcowe jest stosowane do obróbki części, takich jak obudowy telefonów, komponenty laptopów i płytki drukowane. Frezy końcowe są szczególnie przydatne do szczegółowych cięć wewnętrznych, szczelin i małych, skomplikowanych elementów.
Dlaczego frezowanie czołowe:
Precyzja frezowania końcowego pozwala producentom tworzyć złożone cechy wewnętrzne i ciasne geometrie wymagane w elektronice użytkowej. Jest to idealne rozwiązanie do obróbki małych części o ciasnych tolerancjach i złożonych projektach stosowanych w elektronice, takiej jak smartfony i tablety.
Podsumowanie
Zarówno frezowanie czołowe, jak i frezowanie czołowe odgrywają różne role w różnych branżach. Podczas gdy frezowanie czołowe jest stosowane głównie do obróbki dużych, płaskich powierzchni i wysokich szybkości usuwania materiału, frezowanie czołowe doskonale sprawdza się w tworzeniu wewnętrznych cech, złożonych kształtów i skomplikowanych geometrii. Zrozumienie unikalnych korzyści każdego procesu pomaga producentom wybrać odpowiednie narzędzie do odpowiedniego zastosowania, zapewniając najwyższą jakość produkcji dla branż takich jak przemysł lotniczy, motoryzacyjny, elektroniczny i produkcja urządzeń medycznych.
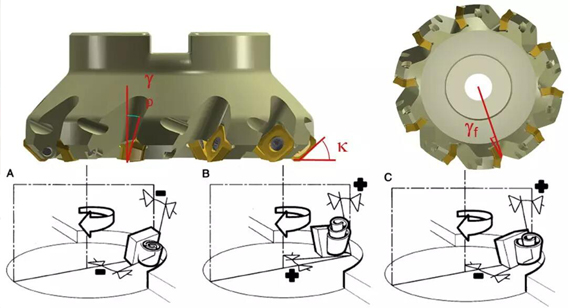
Geometria frezów czołowych i frezów trzpieniowych jest jednym z kluczowych czynników, który odróżnia je pod względem możliwości obróbki i zastosowań. Zrozumienie różnic między nimi jest kluczowe dla wyboru właściwego narzędzia do konkretnych potrzeb obróbki.
Geometria frezów czołowych
Frezy czołowe są zazwyczaj większe, z powierzchnią tnącą prostopadłą do przedmiotu obrabianego. Główne działanie tnące odbywa się na płaskiej powierzchni narzędzia, a krawędzie tnące są rozmieszczone wokół obwodu frezu. Frezy czołowe są zaprojektowane przede wszystkim do płytkich, szerokich cięć, co czyni je idealnymi do usuwania dużych ilości materiału z płaskich powierzchni. Ich duża średnica cięcia pozwala im również pokryć szerszy obszar przedmiotu obrabianego.
Geometria frezów czołowych umożliwia im osiągnięcie wysokiej szybkości usuwania materiału i uzyskanie gładszych wykończeń powierzchni na dużych, płaskich powierzchniach. Są one szczególnie skuteczne w obróbce dużych elementów obrabianych lub płaskich powierzchni.
Geometria frezów trzpieniowych
Frezy trzpieniowe z kolei mają krawędź tnącą biegnącą wzdłuż końcówki narzędzia, jak również wokół boków. Dzięki temu mogą wykonywać operacje skrawania w wielu kierunkach, w tym cięcie pionowe (w obrabianym przedmiocie) i boczne (z boku). Geometria frezów trzpieniowych sprawia, że są one bardzo wszechstronne zarówno do płytkich, jak i głębokich cięć, i mogą być używane do tworzenia wewnętrznych cech, kieszeni, szczelin i złożonych kształtów 3D. Możliwość cięcia bocznego jest jedną z cech definiujących frezy trzpieniowe, co czyni je idealnymi do obróbki pionowych ścian, powierzchni konturowych i precyzyjnych geometrii wewnętrznych.
Podczas gdy frezy czołowe służą głównie do obróbki płaskiej, frezy walcowo-czołowe umożliwiają wykonywanie bardziej złożonych geometrii, zapewniając elastyczność niezbędną do wycinania głębokich kieszeni lub skomplikowanych kształtów w przedmiocie obrabianym.
Zarówno frezowanie czołowe, jak i frezowanie walcowo-czołowe to niezwykle cenne techniki, ale wybór między nimi zależy od kilku czynników, m.in. od konkretnego zadania obróbkowego, materiału i pożądanej geometrii gotowej części.

Wybór właściwego procesu dla Twojego projektu
Wybierając pomiędzy frezowaniem czołowym a frezowaniem walcowo-czołowym, należy wziąć pod uwagę kilka kwestii, które pomogą podjąć decyzję:
Geometria przedmiotu obrabianego:
Współczynnik usuwania materiału (MRR):
Głębokość cięcia:
Wykończenie powierzchni:
Frezowanie czołowe pozwala uzyskać gładszą, lepszej jakości powierzchnię na płaskich powierzchniach, natomiast frezowanie czołowe pozwala uzyskać dokładniejsze wykończenia w przypadku skomplikowanych geometrii lub części wymagających ścisłych tolerancji.
Rozważania nad kosztami i wydajnością
Jeśli chodzi o opłacalność, frezowanie czołowe jest zazwyczaj bardziej ekonomiczne w przypadku usuwania materiału na większych powierzchniach, natomiast frezowanie czołowe może uzasadniać dodatkowe koszty w przypadku skomplikowanych części o wysokiej precyzji.
Kontrast tabeli
| Cecha |
Frezowanie twarzy |
Frezowanie końcowe |
| Orientacja narzędzia |
Prostopadle do powierzchni |
Równolegle do powierzchni |
| Powierzchnia cięcia |
Przede wszystkim peryferie |
Koniec i boki |
| Zastosowanie |
Płaskie powierzchnie |
Złożone kształty i szczeliny |
| Prędkość |
pompatyczność |
Wolniej |
| Precyzja |
Umiarkowany
|
Wysoki |
| Szybkość usuwania materiału |
Wysoki
|
Niski do umiarkowanego |
| Wykończenie powierzchni |
Gładki, płaski |
Szczegółowy, skomplikowany |
Zrozumienie różnic geometrycznych między frezami czołowymi i frezami trzpieniowymi jest niezbędne do wybrania właściwego procesu dla Twojego projektu. Frezowanie czołowe jest bardziej odpowiednie do dużych szybkości usuwania materiału na płaskich powierzchniach, podczas gdy frezowanie trzpieniowe doskonale nadaje się do tworzenia szczegółowych cech i precyzyjnych geometrii wewnętrznych. Wybór między tymi procesami w dużej mierze zależy od rodzaju wytwarzanej części, złożoności cech i pożądanego wykończenia. Oceniając te czynniki i biorąc pod uwagę zarówno koszt, jak i wydajność każdej metody, możesz podjąć świadomą decyzję, który proces frezowania najlepiej odpowiada potrzebom Twojego projektu.

Jaka jest różnica pomiędzy frezem czołowym a frezem trzpieniowym?
Podstawowa różnica między frezem czołowym a frezem palcowym leży w ich geometrii skrawania i zamierzonych zastosowaniach. Frez czołowy ma powierzchnię skrawającą znajdującą się na powierzchni narzędzia, zaprojektowaną głównie do obróbki płaskich powierzchni lub szerokich, płytkich cięć. Natomiast frez czołowy ma krawędzie skrawające zarówno na końcu, jak i po bokach narzędzia, co pozwala mu ciąć zarówno pionowo, jak i bocznie, dzięki czemu idealnie nadaje się do złożonych geometrii i wewnętrznych cech, takich jak kieszenie, szczeliny lub otwory.
Jaka jest różnica pomiędzy frezowaniem czołowym i bocznym?
Frezowanie czołowe polega na cięciu powierzchni przedmiotu obrabianego za pomocą płaskiej powierzchni narzędzia, zazwyczaj usuwając dużą ilość materiału z płaskich powierzchni. Jest to świetne rozwiązanie do tworzenia gładkich wykończeń i płytkich cięć. Z drugiej strony, frezowanie boczne odnosi się do używania krawędzi bocznych frezu (często frezów trzpieniowych) do obróbki pionowych powierzchni lub rowków. Podczas gdy oba procesy obejmują cięcie powierzchni, frezowanie czołowe jest stosowane w szerszych zastosowaniach, a frezowanie boczne jest bardziej specyficzne dla pionowych lub wąskich cech.
Jaka jest różnica pomiędzy frezowaniem czołowym a frezowaniem płytowym?
Frezowanie czołowe i frezowanie płytowe są stosowane do cięcia, ale różnią się pozycjonowaniem narzędzia i możliwościami. Frezowanie czołowe wykorzystuje frez czołowy, gdzie działanie tnące występuje zarówno po bokach, jak i na spodzie narzędzia, dzięki czemu nadaje się do cięć pionowych, złożonych kształtów i cech wewnętrznych. Z drugiej strony frezowanie płytowe obejmuje frez płytowy, który ma większą powierzchnię cięcia i usuwa materiał poprzez cięcie górnej powierzchni przedmiotu obrabianego. Frezowanie płytowe jest powszechnie stosowane do płaskich powierzchni i jest mniej wszechstronne niż frezowanie czołowe.
Czy można frezować czołowo frezem walcowo-czołowym?
Tak, w niektórych przypadkach można użyć frezu czołowego do frezowania czołowego, szczególnie w przypadku operacji na małą skalę lub gdy masz do czynienia ze złożonymi geometriami. Jednak frezy czołowe są zazwyczaj preferowane do wydajnego usuwania materiału na dużych płaskich powierzchniach, ponieważ pokrywają większy obszar i usuwają materiał szybciej. Frezy czołowe, chociaż mogą frezować czołowo, są często wolniejsze w przypadku dużych powierzchni.
Jaka jest różnica pomiędzy frezem a frezem trzpieniowym?
Frez to ogólne określenie dowolnego narzędzia skrawającego używanego we frezarce do usuwania materiału z obrabianego przedmiotu. Frezy trzpieniowe to rodzaj frezu, który może ciąć pionowo i bocznie i jest specjalnie zaprojektowany do precyzyjnych cięć i złożonych geometrii. Chociaż wszystkie frezy trzpieniowe są frezami, nie wszystkie frezy są frezami trzpieniowymi. Istnieją inne typy, takie jak frezy czołowe i frezy płytowe.
Jaka technika frezowania jest najchętniej preferowana?
Preferowana technika frezowania zależy od konkretnego zastosowania i obrabianej części. Frezowanie czołowe jest często najbardziej preferowaną metodą usuwania dużych objętości materiału z płaskich powierzchni. W przypadku precyzyjnej obróbki i złożonych geometrii preferowane jest frezowanie czołowe ze względu na jego wszechstronność i możliwość obróbki zarówno wewnętrznych cech, jak i zewnętrznych profili. Każda technika ma swoje miejsce w obróbce, a wybór zależy od czynników, takich jak rodzaj materiału, geometria i pożądane wykończenie.
Jaka jest różnica pomiędzy frezowaniem płytowym a frezowaniem czołowym?
Frezowanie płytowe wykorzystuje frezarkę płytową do cięcia górnej powierzchni przedmiotu obrabianego za pomocą krawędzi tnących na obwodzie narzędzia, co czyni ją idealną do usuwania materiału z dużych płaskich powierzchni. Z drugiej strony frezowanie czołowe wykorzystuje frez czołowy, w którym krawędzie tnące znajdują się na powierzchni narzędzia, co umożliwia płytkie cięcia i gładsze wykończenie powierzchni. Podczas gdy oba procesy usuwają materiał z płaskich powierzchni, frezowanie czołowe zapewnia ogólnie drobniejsze wykończenie i może wydajniej obsługiwać płytsze cięcia.
Jaki jest najpopularniejszy rodzaj frezowania?
Najbardziej powszechny rodzaj frezowania zależy od zastosowania, ale frezowanie czołowe jest jedną z najczęściej stosowanych operacji frezowania. Jest stosowane do obróbki płaskich powierzchni i osiągania wysokich szybkości usuwania materiału. Jest szeroko stosowane w przemyśle wytwórczym do szerokich, płaskich komponentów. Jednak frezowanie czołowe jest również bardzo powszechne, zwłaszcza gdy części wymagają złożonych geometrii, cięć wewnętrznych lub precyzyjnych cech. Zarówno frezowanie czołowe, jak i frezowanie czołowe są niezbędnymi technikami w procesie frezowania CNC.
Dlaczego frezowanie jest tak drogie?
Frezowanie może być drogie z kilku powodów. Często występują wysokie koszty narzędzi, ponieważ precyzyjne narzędzia, takie jak frezy trzpieniowe i czołowe, mogą być drogie, szczególnie w przypadku materiałów takich jak węglik spiekany. Złożoność procesu obróbki również przyczynia się do kosztów, ponieważ często wymaga wykwalifikowanej siły roboczej, zaawansowanych maszyn i określonych ustawień. Ponadto koszt czasu na konfigurację, zmiany narzędzi i obsługę maszyny również wpływa na całkowity koszt, szczególnie w przypadku pracy z wąskimi tolerancjami lub złożonymi geometriami.
Jaka jest różnica pomiędzy frezowaniem czołowym i obwodowym?
Frezowanie czołowe polega na cięciu powierzchni przedmiotu obrabianego powierzchnią frezu i jest zazwyczaj stosowane do tworzenia płaskich powierzchni. Frezowanie obwodowe (znane również jako frezowanie płytowe) polega na cięciu bokiem narzędzia, zazwyczaj stosowanym do wycinania głębokich rowków, profili lub krawędzi. Podczas gdy obie metody obejmują frezy poziome, frezowanie obwodowe koncentruje się bardziej na cięciach pionowych i cechach, podczas gdy frezowanie czołowe koncentruje się na tworzeniu płytkich cięć i poprawianiu wykończenia powierzchni.

 +86 15099911516
+86 15099911516


 Przeczytaj więcej
Przeczytaj więcej