في تصميم العديد من أجزاء الفولاذ المقاوم للصدأ المخرطة باستخدام الحاسب الآلي، تستمد العديد من أفكار تصميم المصمم من كيفية تحقيق احتياجات سيناريوهات تطبيق المشروع؟ نظرًا لتكاليف المواد والمعالجة العالية لأجزاء الفولاذ المقاوم للصدأ المخرطة باستخدام الحاسب الآلي، فقد استوفينا متطلبات المصمم في عملية تصنيع الخراطة باستخدام الحاسب الآلي. بموجب هذه الفرضية، هناك مجموعة متنوعة من العمليات للاختيار من بينها. في حالة ضمان نفس الجودة، تكون تكلفة الإنتاج مختلفة تمامًا. في بداية مشروع أجزاء الفولاذ المقاوم للصدأ المخرطة باستخدام الحاسب الآلي، نرتب عادةً لمهندسي العمليات لدينا لتحليل وتقييم وإطلاق DMF للمصممين للرجوع إليها وتحسينها في هذه المرحلة، بحيث يمكن أن يبدأ المشروع بسلاسة ويخلق قيمة لعلامة العميل التجارية.
فيما يلي نأخذ مسامير الإعلان عن أجزاء الفولاذ المقاوم للصدأ المصنعة باستخدام الحاسب الآلي كمثال، على أمل تزويد المصممين بمرجع عند تصميم أجزاء مماثلة بحيث يمكن لمعالجة أجزاء مخرطة الحاسب الآلي أن تخلق قيمة للعملاء والسوق.
المقدمة
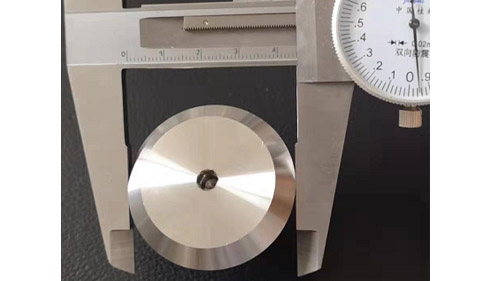
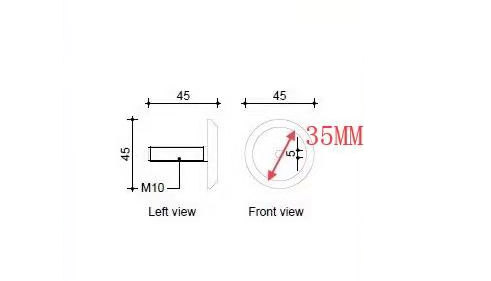
هذا مشروع حائط ستارة لمبنى تجاري راقي في أوروبا. أرسل لنا العميل عملية تقييم DFM ووجد أنه يجب إحكام الزجاج باستخدام أجزاء الفولاذ المقاوم للصدأ 45 مقاس 316 مم هذه. بالنسبة لهذه الأجزاء ذات الأشكال المتشابهة، فإننا نفكر عمومًا في شراء قضبان بنفس القطر الخارجي مباشرةً للخراطة باستخدام CNC. إذا كانت تكلفة المواد مرتفعة جدًا وفقًا لهذه العملية، فسوف نتحمل تكلفة مواد قدرها 3 دولارات أمريكية.
عند معالجة مثل هذا الشريط الكبير الحجم بخيوط M10، سيكون وقت المعالجة طويلاً للغاية، وستتجاوز تكلفة المعالجة 2 دولار أمريكي. وبسبب استخدام الفولاذ المقاوم للصدأ SUS303 في مرحلة العينة، عانى العميل أيضًا من التآكل الشديد. من أجل حل المشكلات المذكورة أعلاه، سننفذ الخطوات الخمس التالية.
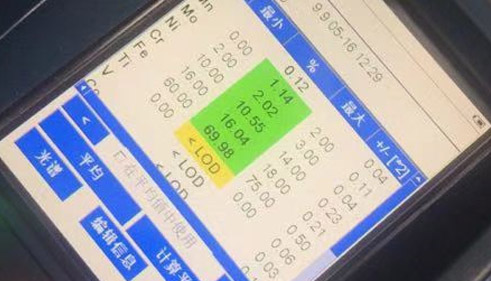
1. عند اختيار المواد، نوصي العملاء باستخدام الفولاذ المقاوم للصدأ SUS316. قمنا باختبار المواد في البداية للتأكد من أن تركيب المواد يتوافق مع معايير ASTM.
|
اسم العنصر والتركيب الكيميائي (%)
|
|
الخامة
|
C |
Mn |
Si |
P |
S |
Ni |
Mo |
Cr |
|
SUS316
|
≦ 0.08 |
≦ 2.0 |
≦ 1.0 |
≦ 0.045 |
≦ 0.03 |
10.0-14.0 |
2.0-3.0 |
16.0-18.0 |

2. قبل البدء في إنتاج أجزاء الفولاذ المقاوم للصدأ المخرطة باستخدام الحاسب الآلي، اخترنا في البداية التشكيل البارد. تتم معالجة مادة الفولاذ المقاوم للصدأ SUS316S في قطعة فارغة مماثلة للجزء، ثم تتم معالجة القطعة الفارغة عن طريق التشكيل باستخدام الحاسب الآلي. أثناء عملية التقييم، وجدنا أن أجزاء الفولاذ المقاوم للصدأ المخرطة باستخدام الحاسب الآلي الخاصة بالعميل تتطلب قطرًا خارجيًا يبلغ 45 مم. تكلفة استخدام القوالب لإنتاج القوالب عالية جدًا، ووقت المعالجة طويل، ولا توجد ميزة تكلفة على الإطلاق. رفض مهندسونا على الفور طريقة المعالجة هذه. تكمن ميزة هذه العملية في المواد النحاسية ومواد الفولاذ المقاوم للصدأ والهياكل الكبيرة. لأنه بعد التشكيل يمكن توفير الكثير من المواد الخام، وتقليل عدد المواد، وتقليل وقت المعالجة بشكل كبير في العملية، فإن العديد من أجزاء الفولاذ المقاوم للصدأ المخرطة باستخدام الحاسب الآلي مناسبة لهذه العملية. مع مخرطة التحكم العددي باستخدام الحاسب الآلي والتصنيع باستخدام الحاسب الآلي، يمكن تقليل تكلفة الأجزاء بشكل كبير وتحسين كفاءة المعالجة.

3. وفقًا لهيكل مسمار الإعلان عن جزء الفولاذ المقاوم للصدأ هذا ومتطلبات المصمم، أصدرنا خطة عملية أخرى، باستخدام مادة لوحة الفولاذ المقاوم للصدأ لثقب الجزء القوي من الغطاء، ثم استخدام مسامير قياسية سداسية داخلية M10 للتضمين في الفولاذ المقاوم للصدأ في اللوحة، ومسامير M10، تتمتع أجزاء الفولاذ المقاوم للصدأ الدوارة CNC بعزم دوران جيد بشكل عام. في هذه العملية، يجب أن ننتبه إلى ما إذا كان المقبس السداسي يلبي المواصفات القياسية، لمنع العملاء من التثبيت بشكل غير صحيح وسيئ، ولضمان عمودية مستوى المسمار M10 ورأس مسمار الإعلان.

4. من أجل تصنيع أجزاء الفولاذ المقاوم للصدأ ذات الدوران العالي باستخدام الحاسب الآلي وجعل الهيكل أكثر موثوقية، فقد اعتمدنا طريقة اللحام. يتم لحام أجزاء الفولاذ المقاوم للصدأ ذات البرشام باستخدام الحاسب الآلي مباشرة بالرأس والبراغي. لقد صممنا أخاديد عند وصلات اللحام لجعل اللحام مناسبًا تمامًا. املأ الأخاديد واستعد للعمل اللاحق. يرجى ملاحظة أن اللحام يجب أن يكون له نفس تركيبة SUS316.

5. استخدم مخرطة CNC لمعالجة السطح الخارجي لأجزاء الفولاذ المقاوم للصدأ المحولة باستخدام CNC، والتحويل لإزالة الحجم المحجوز في التصميم، ويتم معالجة أجزاء الفولاذ المقاوم للصدأ المحولة باستخدام CNC التي تلبي حجم رسم العميل وملمس السطح بشكل مثالي. بعد اكتمال الإنتاج، يتم اختبار اختبار رش الملح وحجم عزم الدوران والمظهر بنسبة 100%. والخبر السار هو أن معدل العائد لدينا يمكن أن يصل إلى أكثر من 98%، مما يثبت مرة أخرى جدوى هذه العملية ويوفر للعملاء بشكل مباشر 50% من التكلفة. العملاء راضون جدًا عن هذا ويشكروننا على جهودنا. هذا هو أفضل عائد لنا.
في ملخص
بناءً على العملية المذكورة أعلاه والتحقق الفعلي، فإن هذه العملية هي عملية معالجة أجزاء مخرطة CNC ناضجة، مما يحسن بشكل كبير من كفاءة إنتاج ومعالجة أجزاء الفولاذ المقاوم للصدأ المخرطة CNC، كما يخلق قيمة لتكلفة العميل. من بينها مثال على أجزاء الفولاذ المقاوم للصدأ المخرطة CNC. في العديد من مجالات التطبيق، يوجد العديد من أجزاء الفولاذ المقاوم للصدأ المخرطة CNC القريبة من هذا الهيكل. يحتاج تصميمها فقط إلى مواد النحاس والفولاذ المقاوم للصدأ والتيتانيوم، لأن خصائص هذه المادة هي التكلفة العالية للمواد الخام. ووقت المعالجة البطيء والظروف الأخرى، يمكننا تقييم والتفكير في تطبيق العمليات العديدة المذكورة أعلاه للتعاون مع تطبيقات معالجة أجزاء مخرطة CNC وأجزاء الآلات CNC. في الوقت نفسه، يمكن أيضًا استخدام سبائك الألومنيوم لهياكل محددة. لا توجد طريقة لإدراجها جميعًا، نرحب بكل مصمم يقترح عليك المزيد من الاستفسارات.
اجعل معالجة مخرطة CNC أكثر كفاءة! SHENZHEN VMT METAL PRODUCT CO., LIMITED هي شركة متخصصة في خدمات تحويل الآلات CNC، يمكننا تقديم حلول تقييم وتصميم مجانية! نرحب بك لطرح جميع الأسئلة، وسنساعدك!








 +86 15099911516
+86 15099911516





 اقراء المزيد
اقراء المزيد
