Bij het ontwerp van veel CNC-draai roestvrijstalen onderdelen zijn veel van de ontwerpideeën van de ontwerper afgeleid van hoe de behoeften van de projecttoepassingsscenario's kunnen worden bereikt? Vanwege de hoge materiaal- en verwerkingskosten van CNC-draai roestvrijstalen onderdelen, hebben we voldaan aan de vereisten van de ontwerper in het CNC-draaiproductieproces. Onder deze premisse zijn er verschillende processen om uit te kiezen. In het geval van het garanderen van dezelfde kwaliteit, zijn de productiekosten compleet anders. Aan het begin van een CNC-draai roestvrijstalen onderdelenproject regelen we meestal dat onze procesingenieurs DMF analyseren, evalueren en vrijgeven aan ontwerpers ter referentie en optimalisatie in dit stadium, zodat het project soepel kan starten en waarde kan creëren voor het merk van de klant.
Hieronder nemen we CNC-draaionderdelen van roestvrij staal die reclame maken voor spijkers als voorbeeld. We hopen ontwerpers hiermee een referentiepunt te bieden bij het ontwerpen van vergelijkbare onderdelen, zodat de verwerking van CNC-draaionderdelen waarde kan creëren voor klanten en de markt.
Introductie
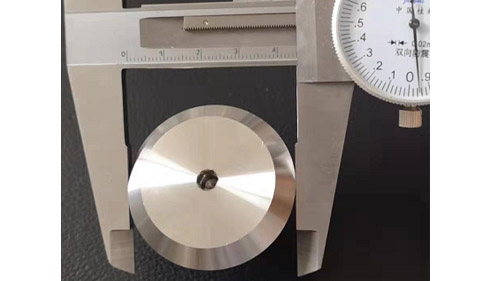
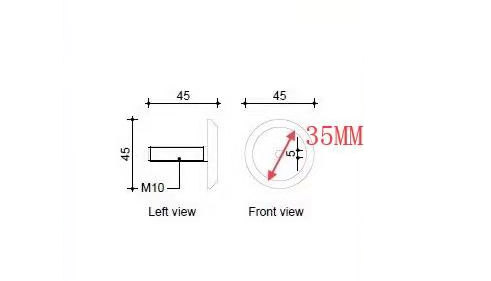
Dit is een project voor een gordijngevel voor een commercieel gebouw van hoge kwaliteit in Europa. De klant stuurde ons het DFM-evaluatieproces en ontdekte dat het glas moet worden vastgezet met deze 45MM CNC-draaiende 316 roestvrijstalen onderdelen. Voor dergelijke onderdelen met vergelijkbare vormen overwegen we over het algemeen om rechtstreeks staven met dezelfde buitendiameter te kopen voor CNC-draaien. Als de materiaalkosten volgens dit proces erg hoog zijn, maken we materiaalkosten van 3 USD.
Wanneer een dergelijke grote staaf wordt verwerkt met M10-schroefdraden, zal de verwerkingstijd erg lang zijn en zullen de verwerkingskosten meer dan 2 Amerikaanse dollars bedragen. Vanwege het gebruik van SUS303 roestvrij staal in de monsterfase, ondervond de klant ook ernstige corrosie. Om de bovenstaande problemen op te lossen, zullen we de volgende 5 stappen uitvoeren.
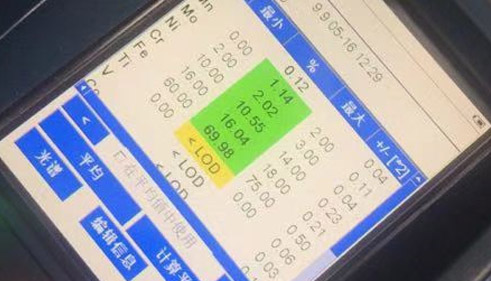
1. Bij het selecteren van materialen raden we klanten aan om SUS316 roestvrij staal te gebruiken. We hebben het materiaal aan het begin getest om te verifiëren of de samenstelling van het materiaal voldoet aan de ASTM-normen.
|
Elementnaam en chemische samenstelling (%)
|
|
Materiaal
|
C |
Mn |
Si |
P |
S |
Ni |
Mo |
Cr |
|
SUS316
|
≦ 0.08 |
≦ 2.0 |
≦ 1.0 |
≦ 0.045 |
≦ 0.03 |
10.0-14.0 |
2.0-3.0 |
16.0-18.0 |

2. Voordat we begonnen met het produceren van CNC-draaiende roestvrijstalen onderdelen, kozen we aanvankelijk voor koud smeden. Het SUS316S roestvrijstalen materiaal wordt verwerkt tot een blanco die vergelijkbaar is met het onderdeel, en vervolgens wordt het blanco verwerkt door CNC-draaien. Tijdens het evaluatieproces ontdekten we dat de CNC-draaiende roestvrijstalen onderdelen van de klant een buitendiameter van 45 mm nodig hebben. De kosten voor het gebruik van mallen om mallen te produceren zijn erg hoog, de verwerkingstijd is lang en er is helemaal geen kostenvoordeel. Onze ingenieurs ontkenden deze verwerkingsmethode onmiddellijk. Het voordeel van dit proces is voor kopermaterialen, roestvrijstalen materialen en grote structuren. Omdat na het smeden veel grondstoffen kunnen worden bespaard, het aantal materialen kan worden verminderd en de verwerkingstijd in het proces aanzienlijk kan worden verkort, zijn veel CNC-gedraaide roestvrijstalen onderdelen geschikt voor dit proces. Met CNC-numerieke besturingsdraaibanken en CNC-bewerking kan het de kosten van onderdelen aanzienlijk verlagen en de verwerkingsefficiëntie verbeteren.

3. Volgens de structuur van dit CNC-draaiende roestvrijstalen onderdeel reclamenagel en de vereisten van de ontwerper, hebben we een ander procesplan vrijgegeven, waarbij we roestvrijstalen plaatmateriaal gebruikten om het sterke deel van de dop uit te ponsen en vervolgens M10 interne zeshoekige standaardschroeven gebruikten om het roestvrij staal in de plaat te verankeren en met M10-schroeven vast te klinken, hebben de CNC-draaiende roestvrijstalen onderdelen een goed algemeen koppel. In dit proces moeten we erop letten of de zeshoekige dop voldoet aan de standaardspecificaties, om te voorkomen dat klanten deze verkeerd en slecht installeren en om de verticaliteit van het vlak van de M10-schroef en de reclamenagelkop te garanderen.

4. Om CNC-gedraaide roestvrijstalen onderdelen met een hoog koppel te maken en de structuur betrouwbaarder te maken, hebben we de lasmethode toegepast. De geklonken CNC-gedraaide roestvrijstalen onderdelen worden direct aan de kop en schroeven gelast. We hebben groeven ontworpen bij de soldeerpunten om het soldeer precies goed te maken. Vul de groeven en bereid je voor op vervolgwerkzaamheden. Let op: het soldeer moet dezelfde samenstelling hebben als SUS316.

5. Gebruik een CNC-draaibank om het buitenoppervlak van CNC-draaiende roestvrijstalen onderdelen te bewerken, draaien om de in het ontwerp gereserveerde maat te verwijderen en CNC-draaiende roestvrijstalen onderdelen die voldoen aan de tekeningmaat en oppervlaktetextuur van de klant worden perfect verwerkt. Nadat de productie is voltooid, worden de zoutsproeitest, de koppelmaat en het uiterlijk 100% getest. Het goede nieuws is dat ons opbrengstpercentage meer dan 98% kan bereiken, wat nogmaals de haalbaarheid van dit proces bewijst en klanten direct 50% van de kosten bespaart. Klanten zijn hier zeer tevreden over en bedanken ons voor onze inspanningen. Dit is het beste rendement voor ons.
Samengevat
Op basis van het bovenstaande proces en de daadwerkelijke verificatie is dit proces een volwassen CNC-draaibankonderdelenverwerkingsproces, dat de productie- en verwerkingsefficiëntie van CNC-draaiende roestvrijstalen onderdelen aanzienlijk verbetert en ook waarde creëert voor de kosten van de klant. Daaronder is een voorbeeld van CNC-draaiende roestvrijstalen onderdelen. In veel toepassingsgebieden zijn er veel CNC-draaiende roestvrijstalen onderdelen die dicht bij deze structuur liggen. Het ontwerp hoeft alleen koper, roestvrij staal en titaniummaterialen te zijn, omdat de kenmerken van dit materiaal de hoge kosten van grondstoffen zijn. En de langzame verwerkingstijd en andere omstandigheden, kunnen we de toepassing van de bovenstaande verschillende processen evalueren en overwegen om samen te werken met de verwerkingstoepassingen van CNC-draaibankonderdelen en CNC-bewerkingsonderdelen. Tegelijkertijd kan aluminiumlegering ook worden gebruikt voor specifieke structuren. Er is geen manier om ze allemaal op te sommen, welkom Elke ontwerper stelt u meer vragen.
Maak CNC draaibankbewerking efficiënter! SHENZHEN VMT METAL PRODUCT CO., LIMITED is een professioneel CNC-bewerkingsbedrijf, wij kunnen gratis evaluatie- en ontwerpoplossingen bieden! U bent van harte welkom om al uw vragen te stellen, en wij helpen u graag!








 + 86 15099911516
+ 86 15099911516




 Lees meer
Lees meer

