15 лет работы в Китае на заводе по изготовлению деталей с ЧПУ на заказ

Привет, я VMT Сэм!
Имея 25-летний опыт обработки на станках с ЧПУ, мы стремимся помогать клиентам решать 10000 XNUMX сложных задач по обработке деталей, внося свой вклад в улучшение жизни с помощью интеллектуального производства. Свяжитесь с нами сейчас
 214 | Опубликовано VMT 25 октября 2021 г.
214 | Опубликовано VMT 25 октября 2021 г.





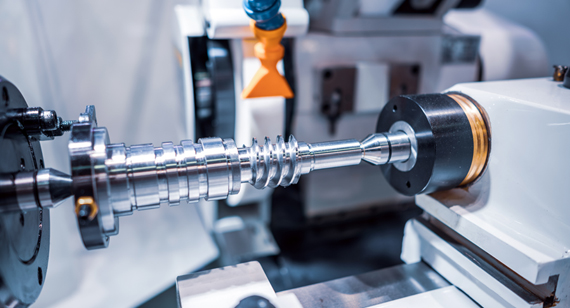
The Обработка оптических деталей на станках с ЧПУ делится на горячую обработку, холодную обработку и специальную обработку. Термическая обработка в настоящее время в основном используется для подготовки и обработки оптических деталей в двух основных типах: традиционная (классическая) технология обработки и технология механической обработки, а мелкие и средние партии в основном основаны на традиционной технологии обработки.

Особенности процесса обработки оптических деталей на станках с ЧПУ
Основные характеристики традиционного процесса: применение холодной обработки заключается в использовании свободных абразивов или фиксированных абразивов для распиловки, грубой шлифовки, тонкой шлифовки, полировки и центрирования кромок. В ходе операции канифольно-битумный клей в основном используется для склеивания верхней пластины.
Сначала оптические детали грубо и тонко шлифуются наждаком, а затем оптические детали полируются полировальной формой на основе канифоли и полировочного порошка (в основном оксида церия).
Однако традиционное ремесло имеет большой объем ручных операций и множество процедур, а к операторам предъявляются высокие технические требования. Для точности станков зажимы инструментов и абразивные инструменты не столь требовательны, и они подходят для многовариантных, мелкосерийных и крупномасштабных процессов обработки.

Процесс обработки на станке с ЧПУ оптические детали
1. Черновая обработка. Включает выбор соответствующего материала блока в соответствии с чертежом оптических деталей, резку и выравнивание, разделение, резиновые полосы, сферонизацию и сферонизацию. Поверхность отрыва выполняется в виде единой детали.
2. Грубая шлифовка. Сделайте так, чтобы шероховатость поверхности и сферический радиус соответствовали требованиям тонкой шлифовки. В традиционном процессе грубая шлифовка выполняется одной деталью. Как правило, на заводах, использующих традиционные методы обработки, цех грубой шлифовки часто включает в себя обработку заготовок.
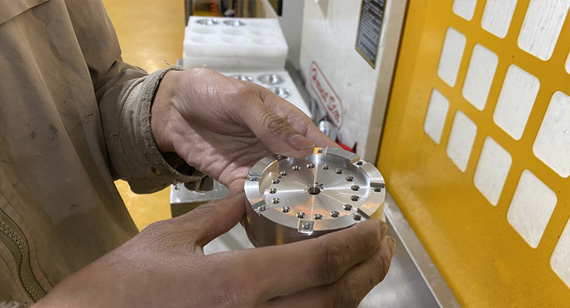
3. Монтажная пластина: После грубой шлифовки, после очистки, заготовки линз объединяются в пластину с одинаковым радиусом. То есть, разбросанные линзы фиксируются на сферической клеевой пленке с помощью клея-склеивания. Следует отметить, что обработанная поверхность каждой заготовки линзы должна находиться на сферической поверхности одинакового радиуса при формировании диска.
4. Процесс тонкой шлифовки и полировки. При обработке первой поверхности, как правило, нет необходимости разбирать диск во время процесса тонкой шлифовки к полировке, то есть один диск за раз. В работе сначала используйте три-четыре слоя стальной дроби с последовательно более мелкими размерами зерна, чтобы отшлифовать обработанную поверхность до требуемой шероховатости поверхности для полировки, а затем очистите и отполируйте. Полировка выполняется с помощью полировальной формы с определенным радиусом и полировальным порошком. После обработки одной стороны нанесите защитную пленку, переверните ее и снова положите на пластину. Тонкая шлифовка и полировка второй поверхности.
5. Процесс центрирования и окантовки. Во время обработки линз оптическая ось и ось позиционирования будут отклоняться (так называемый эксцентриситет). Задача центрирования и окантовки состоит в том, чтобы устранить эксцентриситет и сделать радиальный размер боковой цилиндрической поверхности соответствующим требованиям сборки. Традиционная окантовка часто выполняется на оптическом центрирующем окантовочном станке.
6. В процессе нанесения покрытия линзы с требованиями к пропусканию света на поверхности должны быть покрыты антибликовым покрытием. Сферическое зеркало должно быть покрыто отражающей пленкой. Некоторые должны быть покрыты другими свойствами пленки, что определяется конструкцией в соответствии с требованиями использования.
7. Процесс склеивания. Линзы, требующие высокого качества изображения, часто склеиваются несколькими линзами. Склеивание следует производить после нанесения покрытия.

 +86 15099911516
+86 15099911516


 Читать далее
Читать далее