15 lat kompleksowa fabryka w Chinach produkująca niestandardowe części do obróbki CNC
Strona Główna / Zasoby / Blog /

Cześć, nazywam się VMT Sam!
Mając 25-letnie doświadczenie w obróbce CNC, pomagamy klientom pokonać 10000 XNUMX złożonych wyzwań związanych z obróbką części, aby przyczynić się do lepszego życia dzięki inteligentnej produkcji. Skontaktuj się z nami
 10600 | Opublikowano przez VMT dnia 30 września 2021 r.
10600 | Opublikowano przez VMT dnia 30 września 2021 r.





Wprowadzenie
W świecie precyzyjnej obróbki CNC norma ISO 2768 jest kluczowym standardem tolerancji wymiarowych. Ten kompleksowy przewodnik zagłębi się w zawiłości normy ISO 2768, jej znaczenie w obróbce CNC.
Precyzyjna obróbka CNC jest wysoce zaawansowanym procesem produkcyjnym, który wykorzystuje maszyny sterowane numerycznie (CNC) do produkcji precyzyjnych i skomplikowanych komponentów. W tym artykule zbadamy znaczenie tabeli tolerancji wymiarowej ISO 2768 w precyzyjnych częściach obrabianych CNC.
Najważniejszą rzeczą w projektowaniu i produkcji każdego wysokiej jakości część obrabiana CNC to tolerancja. Jak wyjaśnić wartość tolerancji konkretnej części obrabianej CNC? Jest to nierozerwalnie związane z pomocą międzynarodowych norm ISO. W tym artykule wykorzystamy Norma ISO 2768 i tabelę tolerancji ISO 2768, która pomoże Ci zdobyć odpowiednią wiedzę.
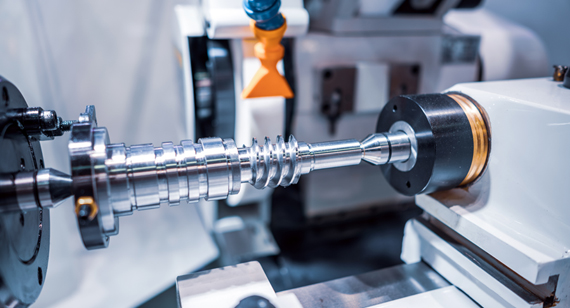
Co to jest precyzyjna obróbka CNC?
Precyzyjna obróbka CNC to technika produkcyjna, która wykorzystuje maszyny sterowane komputerowo do usuwania materiału z przedmiotu obrabianego, co skutkuje tworzeniem złożonych i dokładnych komponentów. Proces ten obejmuje użycie różnych narzędzi, takich jak frezarki, tokarki i szlifierki, z których wszystkie są sterowane przez wstępnie zaprogramowane oprogramowanie komputerowe w celu uzyskania precyzyjnych i skomplikowanych projektów.
Czym jest norma tolerancji ISO 2768?
Norma tolerancji ISO 2768 jest międzynarodową normą tolerancji określoną przez Międzynarodową Organizację Normalizacyjną ISO. Jest ona głównie podzielona na jedną i dwie części. Międzynarodowa norma ISO2768-1 została opracowana przez Komitet Techniczny ISO/TC3 „Limits and Coordination”. ISO 2768-Part One (First Edition) i ISO 2768-Part Two (1989 Edition) zastępują ISO 2768 (1973 Edition).
Zawiera wskazówki dotyczące ogólnych tolerancji wymiarów liniowych i kątowych, dla których nie ma indywidualnych wskazań tolerancji. Zawiera ramy do określania dopuszczalnych odchyleń w wymiarach i geometrii obrabianych części, zapewniając ich funkcjonalność i zmienność.
Znaczenie wykresu tolerancji wymiarowej ISO 2768
W precyzyjnej obróbce CNC tolerancja wymiarowa odgrywa kluczową rolę w zapewnieniu dokładności i funkcjonalności obrabianych części. ISO 2768 to międzynarodowa norma, która zawiera wytyczne dotyczące ogólnych tolerancji wymiarów liniowych i kątowych bez indywidualnych wskazań tolerancji. Norma ta pomaga producentom zachować spójność wymiarów obrabianych części, zapewniając kompatybilność i zmienność.
Kluczowe elementy normy ISO 2768
Norma ISO 2768 obejmuje kilka kluczowych elementów, które definiują jej zastosowanie i użytkowanie. Elementy te obejmują podstawowe tolerancje, odchylenia i chropowatość powierzchni, które łącznie pomagają w ustaleniu dopuszczalnych granic odchyleń dla obrabianych części.
Rodzaje tolerancji wymiarowych
Norma ISO 2768 definiuje różne typy tolerancji wymiarowych, takie jak ogólne tolerancje wymiarów liniowych i kątowych, tolerancje kształtu i tolerancje orientacji. Każdy typ służy określonemu celowi w określaniu dopuszczalnych odchyleń w rozmiarze, kształcie i orientacji obrabianych elementów.
Interpretacja kodów tolerancji ISO 2768
Norma ISO 2768 stosuje szereg kodów tolerancji, które reprezentują różne poziomy precyzji tolerancji. Kody te zapewniają znormalizowany system określania tolerancji, ułatwiając jasną komunikację między projektantami, producentami i inspektorami.
Znaczenie normy ISO 2768 w obróbce CNC
Norma ISO 2768 odgrywa kluczową rolę w obróbce CNC, zapewniając spójną i dokładną produkcję obrabianych części. Przestrzegając określonych tolerancji, maszyny CNC mogą osiągnąć pożądaną precyzję, funkcjonalność i kompatybilność komponentów.
Korzyści ze stosowania tolerancji wymiarowych ISO 2768
Wykorzystanie tolerancji wymiarowych ISO 2768 oferuje producentom i użytkownikom końcowym szereg korzyści. Te zalety obejmują lepszą zamienność, lepszą kontrolę jakości, niższe koszty produkcji i zwiększoną wydajność procesów obróbki CNC.
Zrozumienie tolerancji wymiarowej
Tolerancja wymiarowa odnosi się do dopuszczalnej zmienności rozmiaru i geometrii obrabianej części. Określa dopuszczalną różnicę między żądanymi wymiarami a rzeczywistymi wymiarami komponentu. Norma ISO 2768 zapewnia zakres tolerancji oparty na rozmiarze i złożoności części, umożliwiając producentom kontrolowanie jakości i precyzji produktu końcowego.
Norma ISO2768 składa się z następujących części pod nagłówkiem „Tolerancja ogólna”:
Część 1: Tolerancje wymiarów liniowych i kątowych bez tolerancji, podzielone na 4 poziomy (wysoka dokładność f średnia m zgrubna c bardzo zgrubna v)
Część 2: Tolerancje geometryczne elementów bez tolerancji dzielą się na 3 różne stopnie tolerancji kształtu i położenia (H, K, L)

Co oznaczają litery w oznaczeniach ISO 2768-mK, ISO 2768-fH itd.?
Jest to norma tolerancji realizowana przez stopień m w pierwszej części i K w drugiej części. Zazwyczaj jest ona implementowana przez poziom m określony w ISO 2768-1 i poziom tolerancji K określony w ISO 2768-2. To samo dotyczy ISO 2768–fH, ISO 2768–ck, ISO 2768–vL itd.
Jak wybrać normę tolerancji?
W odniesieniu do tego problemu możesz określić poziom tolerancji, którego potrzebujesz, w oparciu o swoje potrzeby obróbki i możliwości produkcyjne producenta. Zazwyczaj ISO 2768-fH jest idealnym wyborem dla Obróbka CNC.
Zakres ISO 2768-1 (ogólne tolerancje wymiarów liniowych i kątowych)
Pasuje do następujących rozmiarów:
a) Wymiary liniowe (takie jak wymiary zewnętrzne, wymiary wewnętrzne, długość kroku, średnica, promień, odległość, promień zewnętrzny i wysokość fazy podwinięcia);
b) Wymiary kątowe, w tym wymiary kątowe, które nie są zwykle wskazywane, takie jak kąty proste (90°). Chyba że odwołują się do ISO 2768-2 lub kąta zunifikowanego wielokąta;
c) Wymiary liniowe i kątowe uzyskiwane w wyniku obróbki zmontowanych części.
Nie dotyczy następujących rozmiarów:
a) Odnieść się do wymiarów liniowych i kątowych objętych innymi ogólnymi normami tolerancji;
b) Wymiary pomocnicze podano w nawiasach;
c) Teoretycznie dokładny rozmiar pokazany w prostokątnej ramce.
Zakres tolerancji ISO 2768-2 (tolerancja geometryczna elementów bez tolerancji)
Pasuje do następujących rozmiarów:
a) Wymiary liniowe (takie jak wymiary zewnętrzne, wymiary wewnętrzne, wymiary stopnia, średnica, promień, odległość, promień zaokrąglenia i wysokość fazy).
b) Wymiary kątowe, w tym wymiary kątowe, dla których zwykle nie podaje się wartości kątów, takie jak kąty proste (90) (z wyjątkiem kątów określonych w drugiej części normy ISO 2768) lub równe kąty wielokątne.
c) Wymiary liniowe i kątowe zespołu obrabianego.
Nie dotyczy następujących rozmiarów:
a) Wymiary liniowe i kątowe innych ogólne części obrabiane CNC standardowa tolerancja piasku
b) Rozmiar odniesienia w nawiasach
c) Teoretyczny poprawny rozmiar ramki prostokątnej
Korzyści ze stosowania tolerancji wymiarowych ISO 2768
Wykorzystanie tolerancji wymiarowych ISO 2768 oferuje producentom i użytkownikom końcowym szereg korzyści. Te zalety obejmują lepszą zamienność, lepszą kontrolę jakości, niższe koszty produkcji i zwiększoną wydajność procesów obróbki CNC.
Czynniki wpływające na wybór tolerancji
Przy wyborze tolerancji zgodnie z normą ISO 2768, w grę wchodzi kilka czynników, takich jak funkcja i cel komponentu, możliwości produkcyjne, właściwości materiału i wymagania klienta. Staranne rozważenie tych czynników zapewnia odpowiedni wybór tolerancji dla danego zastosowania.
Praktyczne zastosowania normy ISO 2768 w obróbce CNC
Norma ISO 2768 znajduje praktyczne zastosowanie w różnych branżach, w których precyzyjna obróbka jest niezbędna. Zastosowania te obejmują sektory takie jak motoryzacja, lotnictwo, elektronika, urządzenia medyczne i wiele innych. Norma ISO 2768 umożliwia producentom wytwarzanie wysokiej jakości komponentów, które spełniają pożądane specyfikacje i wymagania dotyczące wydajności.
Wyzwania i ograniczenia normy ISO 2768
Podczas gdy norma ISO 2768 zapewnia ujednolicone ramy dla tolerancji wymiarowych, stawia również pewne wyzwania i ograniczenia. Należą do nich potrzeba jasnej komunikacji, złożoność interpretacji kodów tolerancji i uwzględnienie dodatkowych czynników, takich jak skurcz materiału i warunki środowiskowe.
Tabela norm tolerancji ISO2768-2
Tabela 1 — Wymiary liniowe
| Dopuszczalne odchyłki w mm dla zakresów w długościach nominalnych | Oznaczenie klasy tolerancji (opis) | |||
| f (w porządku) | m (średnio zaawansowany) | c (gruby) | v (bardzo gruby) | |
| 0.5 3 do XNUMX XNUMX | ± 0.05 | ± 0.10 | ± 0.2 | - |
| powyżej 3 do 6 | ± 0.05 | ± 0.10 | ± 0.3 | ± 0.50 |
| powyżej 6 do 30 | ± 0.10 | ± 0.20 | ± 0.50 | ± 1.00 |
| powyżej 30 do 120 | ± 0.15 | ± 0.30 | ± 0.80 | ± 1.50 |
| powyżej 120 do 400 | ± 0.20 | ± 0.50 | ± 1.20 | ± 2.50 |
| powyżej 400 do 1000 | ± 0.30 | ± 0.80 | ± 2.00 | ± 4.00 |
| powyżej 1000 do 2000 | ± 0.50 | ± 1.20 | ± 3.00 | ± 6.00 |
| powyżej 2000 do 4000 | - | ± 2.00 | ± 4.00 | ± 8.00 |
Tabela 2 — promienie zewnętrzne i wysokości fazowania
| Oznaczenie klasy tolerancji (opis) | ||||
| Dopuszczalne odchyłki w mm dla zakresów w długościach nominalnych | f (w porządku) | m (średnio zaawansowany) | c (gruby) | v (bardzo gruby) |
| 0.5 3 do XNUMX XNUMX | ± 0.2 | ± 0.2 | ± 0.4 | ± 0.4 |
| powyżej 3 do 6 | ± 0.5 | ± 0.5 | ± 0.1 | ± 0.1 |
| powyżej 6 do 30 | ± 1.0 | ± 1.0 | ± 2.0 | ± 2.0 |
Tabela 3 – Wymiary kątowe
| Dopuszczalne odchyłki w mm dla zakresów w długościach nominalnych | Oznaczenie klasy tolerancji (opis) | |||
| f (w porządku) | m (średnio zaawansowany) | c (gruby) | v (bardzo gruby) | |
| do 10 | ± 1º | ± 1º | ±1°30′ | ± 3º |
| powyżej 10 do 50 | ±0°30′ | ±0°30′ | ± 1º | ± 2º |
| powyżej 50 do 120 | ±0°20′ | ±0°20′ | ±0°30′ | ± 1º |
| powyżej 120 do 400 | ±0°10′ | ±0°10′ | ±0°15′ | ±0°30′ |
| ponad 400 | ±0°5′ | ±0°5′ | ±0°10′ | ±0°20′ |
#2 Ogólne tolerancje ISO 2768-2
Tabela 4 – Ogólne tolerancje prostoliniowości i płaskości
| Zakresy długości nominalnych w mm | Klasa tolerancji | ||
| H | K | L | |
| do 10 | 0.02 | 0.05 | 0.1 |
| powyżej 10 do 30 | 0.05 | 0.1 | 0.2 |
| powyżej 30 do 100 | 0.1 | 0.2 | 0.4 |
| powyżej 100 do 300 | 0.2 | 0.4 | 0.8 |
| powyżej 300 do 1000 | 0.3 | 0.6 | 1.2 |
| powyżej 1000 do 3000 | 0.4 | 0.8 | 1.6 |
Tabela 5 — Ogólne tolerancje prostopadłości
| Zakresy długości nominalnych w mm | Klasa tolerancji | ||
| H | K | L | |
| do 100 | 0.2 | 0.4 | 0.6 |
| powyżej 100 do 300 | 0.3 | 0.6 | 1.0 |
| powyżej 300 do 1000 | 0.5 | 0.8 | 1.5 |
| powyżej 1000 do 3000 | 0.5 | 1.0 | 2.0 |
Tabela 6 — Ogólne tolerancje dotyczące symetrii
| Zakresy długości nominalnych w mm | Klasa tolerancji | ||
| H | K | L | |
| do 100 | 0.5 | 0.6 | 0.6 |
| powyżej 100 do 300 | 0.5 | 0.6 | 1.0 |
| powyżej 300 do 1000 | 0.5 | 0.8 | 1.5 |
| powyżej 1000 do 3000 | 0.5 | 1.0 | 2.0 |
Tabela 7 – Ogólne tolerancje bicia kołowego
| Zakresy długości nominalnych w mm | Klasa tolerancji | ||
| H | K | L | |
| 0.1 | 0.2 | 0.5 | |

 +86 15099911516
+86 15099911516



 Przeczytaj więcej
Przeczytaj więcej