15 lat kompleksowa fabryka w Chinach produkująca niestandardowe części do obróbki CNC
Strona Główna / Zasoby / Blog /

Cześć, nazywam się VMT Sam!
Mając 25-letnie doświadczenie w obróbce CNC, pomagamy klientom pokonać 10000 XNUMX złożonych wyzwań związanych z obróbką części, aby przyczynić się do lepszego życia dzięki inteligentnej produkcji. Skontaktuj się z nami
 186 | Opublikowano przez VMT w dniu 11 czerwca 2021 r.
186 | Opublikowano przez VMT w dniu 11 czerwca 2021 r.





Wcześniej dzieliliśmy się środkami do obróbki CNC aluminium i deformacji. Dzisiaj przyjrzę się firmie VMT zajmującej się obróbką niestandardowych części metalowych. Jakie są techniki zmniejszania deformacji części aluminiowych?

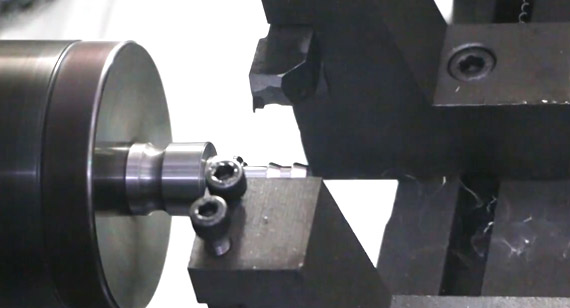
1. W przypadku części z dużym naddatkiem na obróbkę, aby uzyskać lepsze warunki odprowadzania ciepła podczas obróbki CNC toczenia części aluminiowych, należy unikać koncentracji ciepła. Zaleca się obróbkę symetryczną podczas obróbki. Na przykład kawałek materiału o grubości 90 mm należy przetworzyć do 60 mm. Jeśli jedna strona zostanie oczyszczona, druga strona zostanie natychmiast wyfrezowana, a ostateczny rozmiar zostanie poddany obróbce CNC jednorazowo, a płaskość może osiągnąć 5 mm. Jeśli do obróbki symetrycznej zostanie użyte wielokrotne podawanie, każda strona zostanie poddana obróbce dwukrotnie do ostatecznego rozmiaru. Upewnij się, że płaskość osiągnie 0.3 mm;
2. Zwróć uwagę na kolejność cięcia. Obróbka zgrubna kładzie nacisk na poprawę wydajności obróbki i dąży do szybkości usuwania na jednostkę czasu. Zazwyczaj przyjmuje się odwrotną kolejność, tj. najszybszy czas usuwania półfabrykatów i najkrótszy czas. Powierzchnia materiału zasadniczo tworzy kontur geometryczny wymagany do precyzyjnej obróbki, a precyzyjna obróbka kładzie nacisk na jakość wysoka precyzja obróbki CNC toczenie części aluminiowychZaleca się stosowanie frezowania w dół, ponieważ podczas frezowania w dół grubość skrawania zębów frezu wynosi od największego odlewu do zera, stopień twardości obróbki jest również znacznie zmniejszony, a stopień odkształcenia części jest zmniejszony;
3. Jeśli na płycie znajduje się wiele gniazd, nie zaleca się stosowania metody obróbki jednogniazdowej jednogniazdowej do rozmieszczenia obróbki. To łatwo spowoduje odkształcenie części z powodu nierównomiernej siły. W obróbce wielowarstwowej każda warstwa jest obrabiana do wszystkich gniazd w tym samym czasie, tak bardzo jak to możliwe, a następnie następna warstwa jest przetwarzana, aby części otrzymywały równomierną siłę i zmniejszały prawdopodobieństwo odkształcenia;
4. Obróbka CNC toczenie cienkościennych części aluminiowych odkształca się z powodu zaciskania podczas obróbki. Nawet precyzyjna obróbka CNC jest nieunikniona. Aby zminimalizować odkształcenie części, ściśniętą część można poluzować, zanim precyzyjna obróbka osiągnie ostateczny rozmiar. Pozwól częściom powrócić do ich pierwotnego stanu w sposób naturalny, a następnie lekko je ściśnij zgodnie z nowo przetworzonymi przedmiotami obrabianymi. Wymaga to wyczucia dłoni, aby uzyskać idealny efekt obróbki. Podsumowując, punkt działania siły zacisku jest najlepiej podparty nad powierzchnią, a siła zacisku powinna działać w kierunku dobrej sztywności części. Gdy części nie są luźne, siła zacisku powinna być tak mała, jak to możliwe;
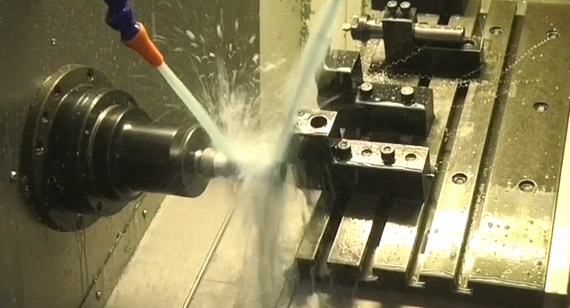
5. Zmniejsz siłę cięcia i ciepło cięcia, zmieniając ilość cięcia. Spośród trzech elementów objętości cięcia, objętość po cięciu ma duży wpływ na siłę cięcia. Jeśli naddatek na obróbkę jest zbyt duży, siła cięcia jednego przejścia jest zbyt duża, co nie tylko odkształci części, ale również wpłynie na sztywność wrzeciona obrabiarki i zmniejszy trwałość narzędzia. Zakłada się, że zmniejszenie ilości wycofania znacznie zmniejszy wydajność produkcji, ale frezowanie wysokoobrotowe jest stosowane w obróbce CNC toczenia części aluminiowych. Ten problem można przezwyciężyć. Podczas zmniejszania ilości chwytania z tyłu, konieczne jest jedynie odpowiednie zwiększenie prędkości posuwu, zwiększenie prędkości urządzenia, zmniejszenie siły cięcia i jednocześnie zapewnienie wydajności obróbki;
6. Podczas obróbki części z wnęką Qin, staraj się nie wprowadzać frezu bezpośrednio do części jak wiertło podczas obróbki wnęki, ponieważ może to spowodować niewystarczającą pojemność wióra frezu, słabą ewakuację wiórów, przegrzanie, rozszerzenie, załamanie się narzędzia i jego pęknięcie itp. Najpierw użyj wiertła o takim samym rozmiarze jak frez lub o jeden rozmiar większego do wiercenia, a następnie frezuj frezem lub użyj oprogramowania do wygenerowania obrotowego programu obróbki;

 +86 15099911516
+86 15099911516


 Przeczytaj więcej
Przeczytaj więcej