15 Jahre One-Stop-Fabrik für kundenspezifische CNC-Bearbeitungsteile in China
Start / Ressourcen / Blog /

Hallo, ich bin VMT Sam!
Mit 25 Jahren Erfahrung in der CNC-Bearbeitung unterstützen wir unsere Kunden dabei, 10000 komplexe Herausforderungen bei der Teileverarbeitung zu meistern und so durch intelligente Fertigung zu einem besseren Leben beizutragen. Kontaktieren Sie uns
 186 | Veröffentlicht von VMT am 11. Juni 2021
186 | Veröffentlicht von VMT am 11. Juni 2021





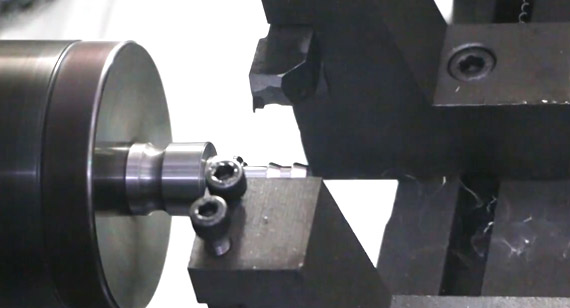
Zuvor haben wir die Maßnahmen zur CNC-Bearbeitung und Verformung von Aluminium besprochen. Heute werde ich einen Blick auf die Firma VMT werfen, die kundenspezifische Metallteile bearbeitet. Welche Techniken gibt es, um die Verformung von Aluminiumteilen zu reduzieren?

1. Bei Teilen mit großer Bearbeitungszugabe sollte eine Wärmekonzentration vermieden werden, um bessere Wärmeableitungsbedingungen während der CNC-Bearbeitung von Aluminiumteilen zu gewährleisten. Während der Bearbeitung wird eine symmetrische Bearbeitung empfohlen. Beispielsweise muss ein 90 mm dickes Stück Material auf 60 mm bearbeitet werden. Wenn eine Seite gereinigt wird, wird die andere Seite sofort gefräst und die endgültige Größe wird in einem Schritt CNC-bearbeitet, und die Ebenheit kann 5 mm erreichen. Wenn für die symmetrische Bearbeitung wiederholte Zuführung verwendet wird, wird jede Seite zweimal bis zur endgültigen Größe bearbeitet. Stellen Sie sicher, dass die Ebenheit 0.3 mm erreicht.
2. Achten Sie auf die Schnittreihenfolge. Bei der Grobbearbeitung steht die Verbesserung der Verarbeitungseffizienz im Vordergrund und die Abtragsrate pro Zeiteinheit wird angestrebt. Im Allgemeinen wird die umgekehrte Reihenfolge angewendet, d. h. die schnellste Zeit zum Herausnehmen der Rohlinge und die kürzeste Zeit. Die Oberfläche des Materials bildet im Wesentlichen die geometrische Kontur, die für die Präzisionsbearbeitung erforderlich ist, und die Präzisionsbearbeitung betont die Qualität von Hochpräzise CNC-bearbeitete Bearbeitung von Aluminiumteilen. Es wird empfohlen, Gleichlauffräsen zu verwenden, da beim Gleichlauffräsen die Schnittdicke der Fräserzähne vom größten Gussteil auf Null geht, der Grad der Bearbeitungshärte ebenfalls stark reduziert wird und der Grad der Verformung der Teile reduziert wird;
3. Wenn die Platine mehrere Hohlräume aufweist, ist es nicht ratsam, für die Bearbeitungsanordnung die Ein-Hohlraum-Bearbeitungsmethode zu verwenden. Dies führt leicht dazu, dass die Teile aufgrund ungleichmäßiger Kraft verformt werden. Bei der Mehrschichtverarbeitung wird jede Schicht so weit wie möglich gleichzeitig bis zu allen Hohlräumen bearbeitet, und dann wird die nächste Schicht bearbeitet, damit die Teile eine gleichmäßige Kraft erhalten und die Wahrscheinlichkeit einer Verformung verringert wird.
4. CNC-bearbeitete Drehteile aus Aluminium mit dünnen Wänden verformen sich aufgrund der Klemmung während der Bearbeitung. Auch präzise CNC-Bearbeitung ist unvermeidlich. Um die Verformung des Teils zu minimieren, kann das komprimierte Teil gelockert werden, bevor die Präzisionsbearbeitung die endgültige Größe erreicht. Lassen Sie die Teile auf natürliche Weise in ihren ursprünglichen Zustand zurückkehren und komprimieren Sie sie dann entsprechend den neu bearbeiteten Werkstücken leicht. Dies erfordert Handgefühl, um den idealen Bearbeitungseffekt zu erzielen. Zusammenfassend lässt sich sagen, dass der Angriffspunkt der Klemmkraft am besten über der Oberfläche liegt und die Klemmkraft in Richtung einer guten Steifigkeit des Teils wirken sollte. Wenn die Teile nicht locker sind, sollte die Klemmkraft so gering wie möglich sein.
5. Reduzieren Sie Schnittkraft und Schnittwärme, indem Sie die Schnittmenge ändern. Von den drei Elementen des Schnittvolumens hat das Nachschnittvolumen einen großen Einfluss auf die Schnittkraft. Wenn die Bearbeitungszugabe zu groß ist, ist die Schnittkraft eines Durchgangs zu groß, was nicht nur die Teile verformt, sondern auch die Steifigkeit der Werkzeugspindel beeinträchtigt und die Haltbarkeit des Werkzeugs verringert. Es wird angenommen, dass eine Reduzierung der Rückzugsmenge die Produktionseffizienz erheblich verringert, aber bei der CNC-Bearbeitung von Aluminiumdrehteilen wird Hochgeschwindigkeitsfräsen verwendet. Dieses Problem kann überwunden werden. Während die Rückgriffsmenge reduziert wird, ist es nur erforderlich, die Vorschubgeschwindigkeit entsprechend zu erhöhen, die Gerätegeschwindigkeit zu erhöhen, die Schnittkraft zu reduzieren und gleichzeitig die Verarbeitungseffizienz sicherzustellen;
6. Versuchen Sie beim Bearbeiten von Teilen mit Qin-Hohlräumen, den Fräser beim Bearbeiten der Hohlräume nicht wie einen Bohrer direkt in das Teil einzuführen, da dies zu einer unzureichenden Spankapazität des Fräsers, schlechter Spanabfuhr, Überhitzung, Ausdehnung, Werkzeugkollaps und Werkzeugbruch usw. führen kann. Verwenden Sie zum Bohren zuerst einen Bohrer der gleichen Größe wie der Fräser oder eine Nummer größer und fräsen Sie dann mit einem Fräser oder generieren Sie mithilfe einer Software ein rotierendes Bearbeitungsprogramm.

 +86 15099911516
+86 15099911516


 Weiterlesen
Weiterlesen