15 anni di fabbrica di parti di lavorazione CNC personalizzate in Cina

Ciao, sono VMT Sam!
Con 25 anni di esperienza nella lavorazione CNC, ci impegniamo ad aiutare i clienti a superare 10000 complesse sfide di lavorazione dei pezzi, contribuendo a una vita migliore attraverso una produzione intelligente. Contattaci subito
 186 | Pubblicato da VMT il 11 giugno 2021
186 | Pubblicato da VMT il 11 giugno 2021





Prima di ciò, abbiamo condiviso le misure per la lavorazione CNC e la deformazione dell'alluminio. Oggi, darò un'occhiata alla società di lavorazione di parti metalliche personalizzate VMT. Quali sono le tecniche per ridurre la deformazione delle parti in alluminio?

1. Per le parti con un'ampia tolleranza di lavorazione, per avere migliori condizioni di dissipazione del calore durante la tornitura di parti in alluminio lavorate a CNC, si dovrebbe evitare la concentrazione di calore. Si consiglia una lavorazione simmetrica durante la lavorazione. Ad esempio, un pezzo di materiale con uno spessore di 90 mm deve essere lavorato a 60 mm. Se un lato viene ripulito, l'altro lato viene fresato immediatamente e la dimensione finale viene lavorata a CNC in una volta e la planarità può raggiungere i 5 mm. Se si utilizza un'alimentazione ripetuta per la lavorazione simmetrica, ogni lato viene lavorato due volte fino alla dimensione finale. Assicurarsi che la planarità raggiunga 0.3 mm;
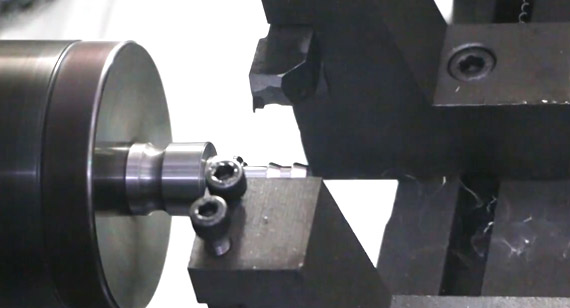
2. Prestare attenzione alla sequenza di taglio. La lavorazione grossolana enfatizza il miglioramento dell'efficienza di lavorazione e persegue il tasso di rimozione per unità di tempo. Generalmente, si adotta l'ordine inverso, ovvero il tempo più rapido per estrarre i pezzi grezzi e il tempo più breve. La superficie del materiale forma fondamentalmente il contorno geometrico richiesto per la lavorazione di precisione e la lavorazione di precisione enfatizza la qualità di tornitura di parti in alluminio lavorate a CNC ad alta precisioneSi consiglia di utilizzare la fresatura verso il basso, poiché lo spessore di taglio dei denti della fresa va dalla fusione più grande a zero durante la fresatura verso il basso, anche il grado di durezza della lavorazione è notevolmente ridotto e il grado di deformazione delle parti è ridotto;
3. Se sulla scheda sono presenti più cavità, non è consigliabile utilizzare il metodo di lavorazione a una cavità per la disposizione di lavorazione. Ciò causerà facilmente la deformazione delle parti a causa della forza non uniforme. Nella lavorazione multistrato, ogni strato viene lavorato a tutte le cavità contemporaneamente il più possibile, quindi viene lavorato lo strato successivo per far sì che le parti ricevano una forza uniforme e ridurre la probabilità di deformazione;
4. Lavorazione CNC tornitura di parti in alluminio a parete sottile si deformano a causa del serraggio durante la lavorazione. Anche la lavorazione CNC di precisione è inevitabile. Per ridurre al minimo la deformazione della parte, la parte compressa può essere allentata prima che la lavorazione di precisione raggiunga la dimensione finale. Lasciare che le parti tornino al loro stato originale in modo naturale, quindi comprimerle leggermente in base ai pezzi appena lavorati. Ciò richiede sensibilità manuale per ottenere l'effetto di lavorazione ideale. In sintesi, il punto di azione della forza di serraggio è meglio supportato sopra la superficie e la forza di serraggio dovrebbe agire nella direzione di una buona rigidità della parte. Quando le parti non sono allentate, la forza di serraggio dovrebbe essere la più piccola possibile;
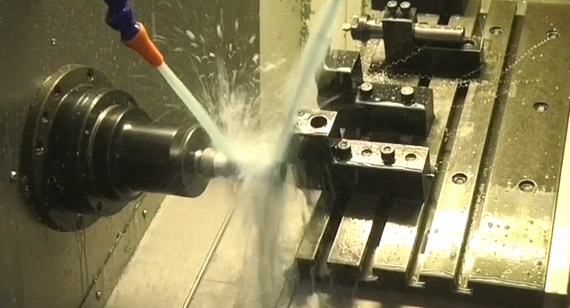
5. Ridurre la forza di taglio e il calore di taglio modificando la quantità di taglio. Tra i tre elementi del volume di taglio, il volume post-taglio ha una grande influenza sulla forza di taglio. Se la tolleranza di lavorazione è troppo grande, la forza di taglio di una passata è troppo grande, il che non solo deformerà le parti, ma influenzerà anche la rigidità del mandrino della macchina utensile e ridurrà la durata dell'utensile. Si presume che la riduzione della quantità di ritiro ridurrà significativamente l'efficienza di produzione, ma la fresatura ad alta velocità viene utilizzata nella tornitura di parti in alluminio lavorate a CNC. Questo problema può essere superato. Mentre si riduce la quantità di presa posteriore, è solo necessario aumentare di conseguenza la velocità di avanzamento, aumentare la velocità dell'attrezzatura, ridurre la forza di taglio e allo stesso tempo garantire l'efficienza di lavorazione;
6. Quando si lavorano parti con cavità Qin, cercare di non lasciare che la fresa inserisca direttamente la parte come un trapano durante la lavorazione della cavità, il che causerà una capacità di truciolo insufficiente della fresa, una scarsa evacuazione del truciolo, surriscaldamento, espansione, collasso dell'utensile e rottura dell'utensile, ecc. Utilizzare prima un trapano delle stesse dimensioni della fresa o di una dimensione più grande per forare, quindi fresare con una fresa o utilizzare un software per generare un programma di elaborazione rotante;

 +86 15099911516
+86 15099911516


 Leggi di più
Leggi di più