Usine de pièces d'usinage CNC personnalisées en Chine depuis 15 ans
Accueil / Ressources / Blog /

Salut, je suis VMT Sam !
Avec 25 ans d'expérience dans l'usinage CNC, nous nous engageons à aider nos clients à surmonter 10000 XNUMX défis complexes de traitement de pièces, le tout pour contribuer à une vie meilleure grâce à une fabrication intelligente. Contactez-nous maintenant
 186 | Publié par VMT le 11 juin 2021
186 | Publié par VMT le 11 juin 2021





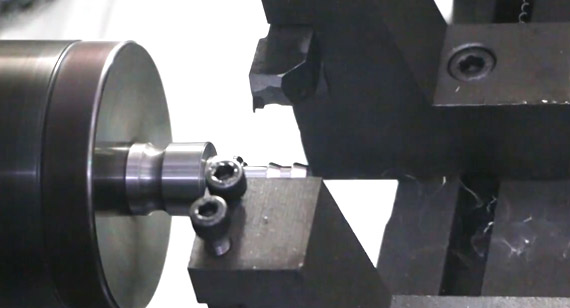
Avant cela, nous avons partagé les mesures d'usinage et de déformation de l'aluminium par commande numérique par ordinateur. Aujourd'hui, je vais jeter un œil à la société d'usinage de pièces métalliques personnalisées VMT. Quelles sont les techniques permettant de réduire la déformation des pièces en aluminium ?

1. Pour les pièces avec une grande surépaisseur d'usinage, afin d'avoir de meilleures conditions de dissipation de chaleur lors de l'usinage CNC de pièces en aluminium, la concentration de chaleur doit être évitée. Un usinage symétrique est recommandé pendant l'usinage. Par exemple, une pièce de matériau d'une épaisseur de 90 mm doit être usinée à 60 mm. Si un côté est nettoyé, l'autre côté est immédiatement fraisé et la taille finale est usinée CNC en une seule fois, et la planéité peut atteindre 5 mm. Si une alimentation répétée est utilisée pour l'usinage symétrique, chaque côté est traité deux fois jusqu'à la taille finale. Assurez-vous que la planéité atteint 0.3 mm ;
2. Faites attention à la séquence de coupe. L'usinage grossier met l'accent sur l'amélioration de l'efficacité du traitement et vise le taux d'enlèvement par unité de temps. En général, l'ordre inverse est adopté, c'est-à-dire le temps le plus rapide pour retirer les ébauches et le temps le plus court. La surface du matériau forme essentiellement le contour géométrique requis pour l'usinage de précision, et l'usinage de précision met l'accent sur la qualité de Usinage CNC de haute précision, tournage de pièces en aluminiumIl est recommandé d'utiliser le fraisage vers le bas, car l'épaisseur de coupe des dents de la fraise passe de la plus grande pièce moulée à zéro pendant le fraisage vers le bas, le degré de dureté de l'usinage est également considérablement réduit et le degré de déformation des pièces est réduit ;
3. S'il y a plusieurs cavités sur la carte, il n'est pas conseillé d'utiliser la méthode d'usinage à une cavité pour l'agencement du traitement. Cela entraînera facilement une déformation des pièces en raison d'une force inégale. Dans le traitement multicouche, chaque couche est usinée dans toutes les cavités en même temps autant que possible, puis la couche suivante est traitée pour que les pièces reçoivent une force uniforme et réduisent la probabilité de déformation ;
4. Les pièces en aluminium à parois minces usinées par usinage CNC se déforment en raison du serrage pendant le traitement. Même l'usinage CNC de précision est inévitable. Afin de minimiser la déformation de la pièce, la pièce comprimée peut être desserrée avant que l'usinage de précision n'atteigne la taille finale. Laissez les pièces revenir naturellement à leur état d'origine, puis comprimez-les légèrement en fonction des pièces nouvellement traitées. Cela nécessite une sensation de main pour obtenir l'effet de traitement idéal. En résumé, le point d'action de la force de serrage est mieux soutenu au-dessus de la surface, et la force de serrage doit agir dans le sens d'une bonne rigidité de la pièce. Lorsque les pièces ne sont pas desserrées, la force de serrage doit être aussi faible que possible ;
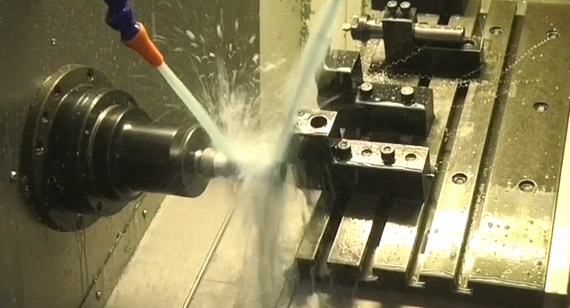
5. Réduisez la force de coupe et la chaleur de coupe en modifiant la quantité de coupe. Parmi les trois éléments du volume de coupe, le volume après coupe a une grande influence sur la force de coupe. Si la surépaisseur d'usinage est trop importante, la force de coupe d'un passage est trop importante, ce qui non seulement déformera les pièces, mais affectera également la rigidité de la broche de la machine-outil et réduira la durabilité de l'outil. On suppose que la réduction de la quantité de retrait réduira considérablement l'efficacité de la production, mais le fraisage à grande vitesse est utilisé dans l'usinage CNC pour le tournage de pièces en aluminium. Ce problème peut être surmonté. Tout en réduisant la quantité de retrait, il suffit d'augmenter la vitesse d'avance en conséquence, d'augmenter la vitesse de l'équipement, de réduire la force de coupe et en même temps d'assurer l'efficacité du traitement ;
6. Lors de l'usinage de pièces avec cavité Qin, essayez de ne pas laisser la fraise insérer directement la pièce comme une perceuse lors de l'usinage de la cavité, ce qui entraînera une capacité de copeaux insuffisante de la fraise, une mauvaise évacuation des copeaux, une surchauffe, une expansion, un effondrement de l'outil et une rupture de l'outil, etc. , Utilisez d'abord un foret de la même taille que la fraise ou d'une taille plus grande pour percer, puis fraisez avec une fraise, ou utilisez un logiciel pour générer un programme de traitement rotatif ;

 +86 15099911516
+86 15099911516


 En savoir plus
En savoir plus