Fábrica integral de piezas de mecanizado CNC personalizadas en China desde hace 15 años

¡Hola! ¡Soy VMT Sam!
Con 25 años de experiencia en mecanizado CNC, estamos comprometidos a ayudar a los clientes a superar 10000 desafíos complejos de procesamiento de piezas, todo para contribuir a una vida mejor a través de la fabricación inteligente. Contáctenos ahora
 186 | Publicado por VMT el 11 de junio de 2021
186 | Publicado por VMT el 11 de junio de 2021





Antes de eso, compartimos las medidas para el mecanizado y la deformación de aluminio con CNC. Hoy, echaré un vistazo a la empresa de mecanizado de piezas de metal personalizadas VMT. ¿Cuáles son las técnicas para reducir la deformación de las piezas de aluminio?

1. Para piezas con una gran tolerancia de mecanizado, para tener mejores condiciones de disipación de calor durante el mecanizado CNC de piezas de aluminio torneadas, se debe evitar la concentración de calor. Se recomienda un procesamiento simétrico durante el procesamiento. Por ejemplo, una pieza de material con un espesor de 90 mm debe procesarse a 60 mm. Si se limpia un lado, el otro lado se fresa inmediatamente y el tamaño final se mecaniza con CNC de una sola vez, y la planitud puede alcanzar los 5 mm. Si se utiliza una alimentación repetida para el mecanizado simétrico, cada lado se procesa dos veces hasta el tamaño final. Asegúrese de que la planitud alcance los 0.3 mm;
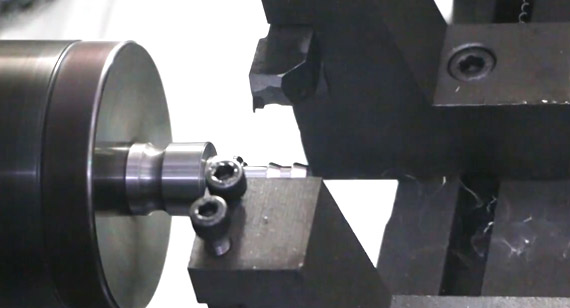
2. Preste atención a la secuencia de corte. El mecanizado de desbaste enfatiza la mejora de la eficiencia de procesamiento y busca la tasa de eliminación por unidad de tiempo. Generalmente, se adopta el orden inverso, es decir, el tiempo más rápido para sacar las piezas en bruto y el tiempo más corto. La superficie del material forma básicamente el contorno geométrico requerido para el mecanizado de precisión, y el mecanizado de precisión enfatiza la calidad de Mecanizado CNC de alta precisión para torneado de piezas de aluminioSe recomienda utilizar fresado descendente, porque el espesor de corte de los dientes de la fresa es desde la fundición más grande hasta cero durante el fresado descendente, el grado de dureza de mecanizado también se reduce en gran medida y el grado de deformación de las piezas se reduce;
3. Si hay varias cavidades en la placa, no es recomendable utilizar el método de mecanizado de una sola cavidad para la disposición del procesamiento. Esto provocará fácilmente que las piezas se deformen debido a la fuerza desigual. En el procesamiento de múltiples capas, cada capa se mecaniza en todas las cavidades al mismo tiempo tanto como sea posible, y luego se procesa la siguiente capa para hacer que las piezas reciban una fuerza uniforme y reducir la probabilidad de deformación;
4. El mecanizado CNC de piezas de aluminio de paredes delgadas que se tornean se deforman debido a la sujeción durante el procesamiento. Incluso el mecanizado CNC de precisión es inevitable. Para minimizar la deformación de la pieza, la pieza comprimida se puede aflojar antes de que el mecanizado de precisión alcance el tamaño final. Deje que las piezas vuelvan a su estado original de forma natural y luego comprímalas ligeramente de acuerdo con las piezas de trabajo recién procesadas. Esto requiere tacto manual para obtener el efecto de procesamiento ideal. En resumen, el punto de acción de la fuerza de sujeción se apoya mejor por encima de la superficie, y la fuerza de sujeción debe actuar en la dirección de una buena rigidez de la pieza. Cuando las piezas no están sueltas, la fuerza de sujeción debe ser lo más pequeña posible;
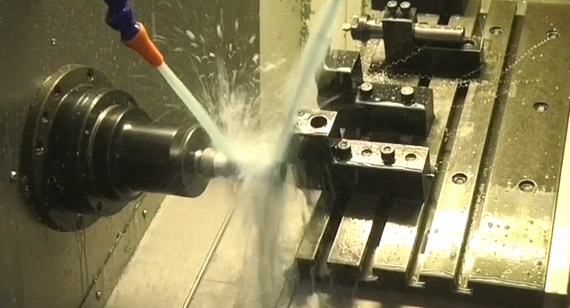
5. Reducir la fuerza de corte y el calor de corte modificando la cantidad de corte. Entre los tres elementos del volumen de corte, el volumen posterior al corte tiene una gran influencia en la fuerza de corte. Si la tolerancia de mecanizado es demasiado grande, la fuerza de corte de una pasada es demasiado grande, lo que no solo deformará las piezas, sino que también afectará la rigidez del husillo de la máquina herramienta y reducirá la durabilidad de la herramienta. Se supone que reducir la cantidad de retroceso reducirá significativamente la eficiencia de producción, pero el fresado de alta velocidad se utiliza en el mecanizado CNC de piezas de aluminio torneadas. Este problema se puede superar. Al tiempo que se reduce la cantidad de agarre hacia atrás, solo es necesario aumentar la velocidad de avance en consecuencia, aumentar la velocidad del equipo, reducir la fuerza de corte y, al mismo tiempo, garantizar la eficiencia de procesamiento;
6. Al mecanizar piezas con cavidad Qin, trate de no dejar que la fresa inserte directamente la pieza como un taladro al mecanizar la cavidad, lo que provocará una capacidad de viruta insuficiente de la fresa, mala evacuación de la viruta, sobrecalentamiento, expansión, colapso de la herramienta y rotura de la herramienta, etc., primero use una broca del mismo tamaño que la fresa o un tamaño más grande para perforar, y luego frese con una fresa, o use un software para generar un programa de procesamiento rotatorio;

 +86 15099911516
+86 15099911516


 Leer más
Leer más