15 عامًا من الخبرة في تصنيع أجزاء الآلات CNC المخصصة في الصين
الصفحة الرئيسية / ممارستنا / المدونة /

مرحبًا أنا VMT سام!
بفضل خبرتنا الممتدة لـ 25 عامًا في تصنيع الآلات ذات التحكم الرقمي، فإننا ملتزمون بمساعدة العملاء في التغلب على 10000 تحدي معقد في معالجة الأجزاء، وكل ذلك للمساهمة في حياة أفضل من خلال التصنيع الذكي. تواصل معنا الآن
 186 | تم نشره بواسطة VMT في 11 يونيو 2021
186 | تم نشره بواسطة VMT في 11 يونيو 2021





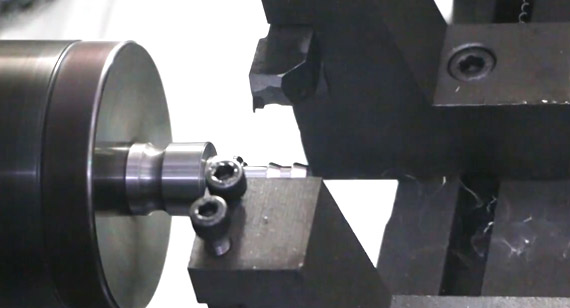
قبل ذلك، شاركنا في إجراءات تصنيع وتشكيل الألومنيوم باستخدام الحاسب الآلي. اليوم، سألقي نظرة على شركة تصنيع الأجزاء المعدنية المخصصة VMT. ما هي التقنيات المستخدمة للحد من تشوه الأجزاء المصنوعة من الألومنيوم؟

1. بالنسبة للأجزاء ذات بدل التشغيل الكبير، من أجل الحصول على ظروف تبديد حرارة أفضل أثناء تشغيل الآلات ذات التحكم الرقمي بالحاسوب لتحويل أجزاء الألومنيوم، يجب تجنب تركيز الحرارة. يوصى بالمعالجة المتماثلة أثناء المعالجة. على سبيل المثال، يجب معالجة قطعة من مادة بسمك 90 مم إلى 60 مم. إذا تم تنظيف جانب واحد، يتم طحن الجانب الآخر على الفور، ويتم تشغيل الحجم النهائي باستخدام التحكم الرقمي بالحاسوب في وقت واحد، ويمكن أن يصل التسطيح إلى 5 مم. إذا تم استخدام التغذية المتكررة للتشغيل المتماثل، تتم معالجة كل جانب مرتين إلى الحجم النهائي. تأكد من أن التسطيح يصل إلى 0.3 مم؛
2. انتبه إلى تسلسل القطع. تؤكد المعالجة الخشنة على تحسين كفاءة المعالجة وتسعى إلى معدل الإزالة لكل وحدة زمنية. بشكل عام، يتم اعتماد الترتيب العكسي، أي أسرع وقت لإخراج الفراغات وأقصر وقت. يشكل سطح المادة بشكل أساسي المحيط الهندسي المطلوب للمعالجة الدقيقة، وتؤكد المعالجة الدقيقة على جودة تصنيع أجزاء الألومنيوم باستخدام الحاسب الآلي عالي الدقة. يوصى باستخدام الطحن السفلي، لأن سمك قطع أسنان القاطع يتراوح من أكبر صب إلى الصفر أثناء الطحن السفلي، كما يتم تقليل درجة صلابة التصنيع بشكل كبير، ويتم تقليل درجة تشوه الأجزاء؛
3. إذا كان هناك تجاويف متعددة على اللوحة، فلا يُنصح باستخدام طريقة المعالجة بتجويف واحد لتجويف واحد لترتيب المعالجة. سيؤدي هذا بسهولة إلى تشوه الأجزاء بسبب القوة غير المتساوية. في المعالجة متعددة الطبقات، يتم تشغيل كل طبقة على جميع التجاويف في نفس الوقت قدر الإمكان، ثم تتم معالجة الطبقة التالية لجعل الأجزاء تتلقى قوة موحدة وتقليل احتمالية التشوه؛
4. تشوه أجزاء الألومنيوم الرقيقة الجدار نتيجة للضغط أثناء المعالجة باستخدام الآلات الآلية ذات التحكم الرقمي. وحتى المعالجة الآلية الدقيقة أمر لا مفر منه. ومن أجل تقليل تشوه الجزء، يمكن فك الجزء المضغوط قبل أن يصل التصنيع الدقيق إلى الحجم النهائي. دع الأجزاء تعود إلى حالتها الأصلية بشكل طبيعي، ثم اضغط عليها قليلاً وفقًا لقطع العمل التي تمت معالجتها حديثًا. وهذا يتطلب الشعور باليد للحصول على تأثير المعالجة المثالي. باختصار، يتم دعم نقطة عمل قوة الضغط بشكل أفضل فوق السطح، ويجب أن تعمل قوة الضغط في اتجاه الصلابة الجيدة للجزء. عندما لا تكون الأجزاء فضفاضة، يجب أن تكون قوة الضغط صغيرة قدر الإمكان؛
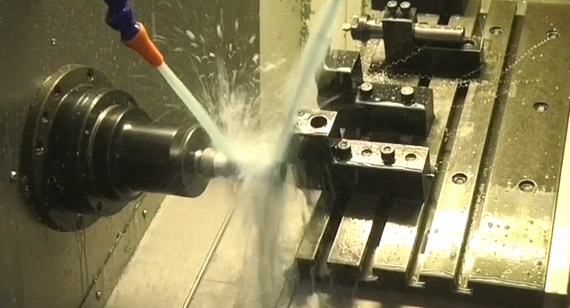
5. تقليل قوة القطع وحرارة القطع عن طريق تغيير كمية القطع. من بين العناصر الثلاثة لحجم القطع، فإن حجم ما بعد القطع له تأثير كبير على قوة القطع. إذا كان بدل التصنيع كبيرًا جدًا، فإن قوة القطع لمرور واحد كبيرة جدًا، مما لن يؤدي إلى تشويه الأجزاء فحسب، بل يؤثر أيضًا على صلابة مغزل أداة الماكينة ويقلل من متانة الأداة. من المفترض أن تقليل كمية التراجع سيقلل بشكل كبير من كفاءة الإنتاج، ولكن يتم استخدام الطحن عالي السرعة في تصنيع الآلات ذات التحكم الرقمي باستخدام الحاسب الآلي لتحويل أجزاء الألومنيوم. يمكن التغلب على هذه المشكلة. أثناء تقليل كمية الالتقاط للخلف، من الضروري فقط زيادة معدل التغذية وفقًا لذلك، وزيادة سرعة المعدات، وتقليل قوة القطع، وفي نفس الوقت ضمان كفاءة المعالجة؛
6. عند تشغيل الأجزاء باستخدام تجويف تشين، حاول ألا تدع قاطع الطحن يدخل الجزء مباشرة مثل المثقاب عند تشغيل التجويف، مما سيؤدي إلى عدم كفاية سعة الرقاقة لقاطع الطحن، وإخلاء الرقاقة بشكل سيئ، والسخونة الزائدة، والتمدد، وانهيار الأداة وكسر الأداة، وما إلى ذلك، استخدم أولاً مثقابًا بنفس حجم قاطع الطحن أو حجم أكبر للحفر، ثم قم بالطحن باستخدام قاطع الطحن، أو استخدم برنامجًا لإنشاء برنامج معالجة دوار؛

 +86 15099911516
+86 15099911516


 اقراء المزيد
اقراء المزيد