15 jaar one-stop China op maat gemaakte CNC-bewerkingsonderdelenfabriek
Home / Informatiebronnen / Blog /

Hallo, ik ben VMT Sam!
Met 25 jaar ervaring in CNC-bewerking willen wij onze klanten helpen bij het overwinnen van 10000 complexe uitdagingen op het gebied van onderdeelbewerking. Dit alles om bij te dragen aan een beter leven door middel van intelligente productie. Neem nu contact op
 186 | Gepubliceerd door VMT op 11 jun 2021
186 | Gepubliceerd door VMT op 11 jun 2021





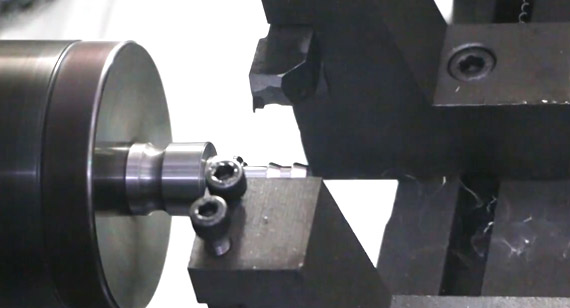
Daarvoor deelden we de maatregelen voor aluminium CNC-bewerking en vervorming. Vandaag zal ik kijken naar VMT custom metal parts machining company. Wat zijn de technieken om de vervorming van aluminium onderdelen te verminderen?

1. Voor onderdelen met een grote bewerkingstoeslag moet warmteconcentratie worden vermeden om betere warmteafvoeromstandigheden te hebben tijdens CNC-gefreesde bewerking van aluminium onderdelen. Symmetrische bewerking wordt aanbevolen tijdens de bewerking. Bijvoorbeeld, een stuk materiaal met een dikte van 90 mm moet worden bewerkt tot 60 mm. Als de ene kant wordt schoongemaakt, wordt de andere kant onmiddellijk gefreesd en wordt de uiteindelijke maat in één keer CNC-gefreesd en kan de vlakheid 5 mm bereiken. Als herhaalde invoer wordt gebruikt voor symmetrische bewerking, wordt elke kant twee keer bewerkt tot de uiteindelijke maat. Zorg ervoor dat de vlakheid 0.3 mm bereikt;
2. Let op de snijvolgorde. Ruwe bewerking benadrukt de verbetering van de verwerkingsefficiëntie en streeft naar de verwijderingssnelheid per tijdseenheid. Over het algemeen wordt de omgekeerde volgorde gehanteerd, dat wil zeggen de snelste tijd om de blanco's eruit te halen en de kortste tijd. Het oppervlak van het materiaal vormt in principe de geometrische contour die nodig is voor precisiebewerking, en precisiebewerking benadrukt de kwaliteit van CNC-bewerkte bewerking van aluminium onderdelen met hoge precisie. Het wordt aanbevolen om neerwaarts frezen te gebruiken, omdat de snijdikte van de freestanden van de grootste gieting tot nul is tijdens neerwaarts frezen, de mate van bewerkingshardheid ook sterk wordt verminderd en de mate van vervorming van de onderdelen wordt verminderd;
3. Als er meerdere holtes op het bord zitten, is het niet raadzaam om de één-holte-één-holte-bewerkingsmethode te gebruiken voor de verwerkingsregeling. Dit zal er gemakkelijk voor zorgen dat de onderdelen vervormd raken door ongelijke kracht. Bij meerlaagse verwerking wordt elke laag zoveel mogelijk tegelijkertijd bewerkt in alle holtes, en vervolgens wordt de volgende laag bewerkt om de onderdelen een gelijkmatige kracht te laten ontvangen en de kans op vervorming te verkleinen;
4. CNC-bewerkte bewerkingen draaien aluminium dunwandige onderdelen vervormen door klemmen tijdens de verwerking. Zelfs precisie CNC-bewerking is onvermijdelijk. Om de vervorming van het onderdeel te minimaliseren, kan het samengedrukte onderdeel worden losgemaakt voordat de precisiebewerking de uiteindelijke grootte bereikt. Laat de onderdelen op natuurlijke wijze terugkeren naar hun oorspronkelijke staat en comprimeer ze vervolgens lichtjes volgens de nieuw bewerkte werkstukken. Dit vereist handgevoel om het ideale verwerkingseffect te verkrijgen. Samenvattend, het werkpunt van de klemkracht wordt het beste ondersteund boven het oppervlak en de klemkracht moet in de richting van een goede stijfheid van het onderdeel werken. Wanneer de onderdelen niet los zitten, moet de klemkracht zo klein mogelijk zijn;
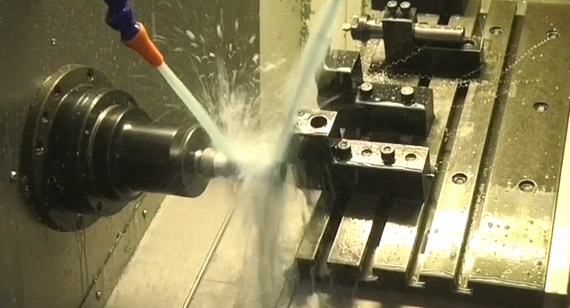
5. Verminder de snijkracht en snijwarmte door de snijhoeveelheid te veranderen. Van de drie elementen van het snijvolume heeft het post-snijvolume een grote invloed op de snijkracht. Als de bewerkingstoeslag te groot is, is de snijkracht van één doorgang te groot, wat niet alleen de onderdelen zal vervormen, maar ook de stijfheid van de spindel van de machine zal beïnvloeden en de duurzaamheid van het gereedschap zal verminderen. Er wordt aangenomen dat het verminderen van de hoeveelheid terugtrekking de productie-efficiëntie aanzienlijk zal verminderen, maar hogesnelheidsfrezen wordt gebruikt bij CNC-gefreesde bewerking van aluminium onderdelen. Dit probleem kan worden overwonnen. Terwijl de hoeveelheid teruggrijpen wordt verminderd, is het alleen nodig om de invoersnelheid dienovereenkomstig te verhogen, de snelheid van de apparatuur te verhogen, de snijkracht te verminderen en tegelijkertijd de verwerkingsefficiëntie te garanderen;
6. Probeer bij het bewerken van onderdelen met een Qin-holte te voorkomen dat de frees het onderdeel rechtstreeks inbrengt zoals een boor bij het bewerken van de holte, omdat dit leidt tot onvoldoende spaancapaciteit van de frees, slechte spaanafvoer, oververhitting, uitzetting, instorting van het gereedschap en breuk van het gereedschap, enz. Gebruik eerst een boor van dezelfde grootte als de frees of een maat groter om te boren en frees vervolgens met een frees of gebruik software om een roterend verwerkingsprogramma te genereren;

 + 86 15099911516
+ 86 15099911516


 Lees meer
Lees meer