15年間のワンストップ中国カスタムCNC加工部品工場

こんにちは、VMT Samです!
25 年にわたる CNC 加工の経験を活かし、当社はインテリジェントな製造を通じてより良い生活の実現に貢献するため、お客様が 10000 もの複雑な部品加工の課題を克服できるよう支援することに全力で取り組んでいます。 今すぐお問い合わせください
 186 | 11年2021月XNUMX日にVMTによって公開
186 | 11年2021月XNUMX日にVMTによって公開





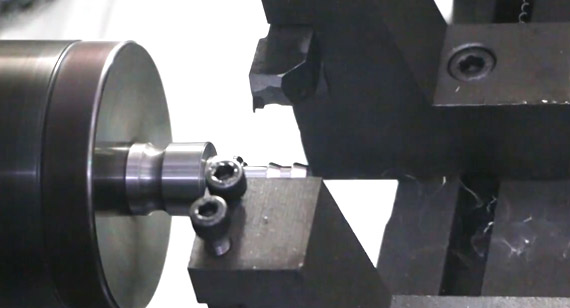
以前、アルミCNC加工と変形の対策についてご紹介しました。今日は、VMTカスタム金属部品加工会社について見ていきます。アルミ部品の変形を抑える技術とは?

1. 加工代が大きい部品の場合、アルミ部品のCNC加工時に放熱状態を良くするために、熱の集中を避ける必要があります。加工中は対称加工をお勧めします。たとえば、厚さ90mmの材料を60mmに加工する必要があります。片側をきれいにしたら、すぐにもう片側をフライス加工し、最終サイズを一度にCNC加工すると、平坦度は5mmに達することがあります。対称加工に繰り返し送りを使用する場合は、各側を最終サイズまで0.3回加工します。平坦度がXNUMXmmに達するようにします。
2.切削順序に注意してください。荒加工は加工効率の向上を重視し、単位時間あたりの除去率を追求します。一般的には、逆の順序、つまりブランクを取り出すのに最も速く、最も短い時間を採用します。材料の表面は基本的に精密加工に必要な幾何学的輪郭を形成し、精密加工は表面の品質を重視します。 高精度CNC加工アルミ部品の旋削加工ダウンミリングの使用をお勧めします。ダウンミリング中、カッター歯の切削厚さは最大鋳造からゼロになり、加工硬度も大幅に低下し、部品の変形度も低下します。
3. 基板上に複数のキャビティがある場合、加工配置に XNUMX キャビティ XNUMX キャビティ加工法を使用することはお勧めできません。不均一な力により部品が変形しやすくなります。多層加工では、各層を可能な限りすべてのキャビティに同時に加工し、次に次の層を加工して部品が均一な力を受けるようにし、変形の可能性を減らします。
4. CNC 加工旋盤加工されたアルミ薄肉部品は、加工中にクランプにより変形します。精密 CNC 加工でも避けられません。部品の変形を最小限に抑えるために、精密加工が最終サイズに達する前に圧縮部分を緩めることができます。部品が自然に元の状態に戻り、新しく加工されたワークピースに合わせてわずかに圧縮します。理想的な加工効果を得るには、手の感覚が必要です。要約すると、クランプ力の作用点は表面より上に支えるのが最適であり、クランプ力は部品の良好な剛性の方向に作用する必要があります。部品が緩んでいない場合は、クランプ力をできるだけ小さくする必要があります。
5.切削量を変更して切削力と切削熱を低減します。切削量のXNUMXつの要素のうち、後切削量は切削力に大きな影響を与えます。加工代が大きすぎると、XNUMXパスの切削力が大きすぎて、部品が変形するだけでなく、工作機械のスピンドルの剛性に影響を与え、工具の耐久性が低下します。後退量を減らすと生産効率が大幅に低下すると想定されますが、CNC加工によるアルミ部品の旋削加工では高速フライス加工が採用されています。この問題は克服できます。後掴み量を減らしながら、それに応じて送り速度を上げ、設備速度を上げ、切削力を減らし、同時に加工効率を確保するだけで済みます。
6. 秦空洞のある部品を加工する場合、空洞を加工するときにフライスカッターがドリルのように部品に直接挿入されないようにしてください。フライスカッターのチップ容量が不十分になったり、チップの排出が悪くなったり、過熱、膨張、工具の崩壊、工具の破損などが発生します。まずフライスカッターと同じサイズか、XNUMX つ大きいサイズのドリルを使用して穴あけを行い、その後フライスカッターでフライス加工するか、ソフトウェアを使用して回転加工プログラムを生成します。
次のプロジェクトを開始する準備はできましたか?
見積もり
 +86 15099911516
+86 15099911516



無料見積もり依頼
ご質問やお見積り依頼がありましたら、メッセージをお送りください。できるだけ早くご返信いたします。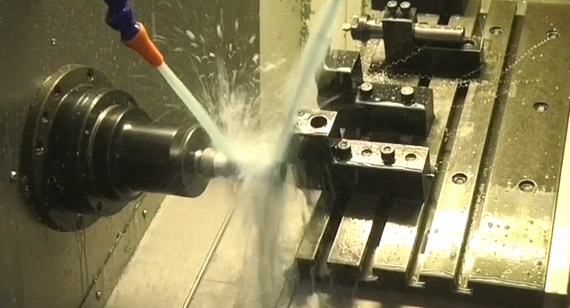
 続きを読む
続きを読む