15 лет работы в Китае на заводе по изготовлению деталей с ЧПУ на заказ

Привет, я VMT Сэм!
Имея 25-летний опыт обработки на станках с ЧПУ, мы стремимся помогать клиентам решать 10000 XNUMX сложных задач по обработке деталей, внося свой вклад в улучшение жизни с помощью интеллектуального производства. Свяжитесь с нами сейчас
 184 | Опубликовано VMT 16 декабря 2021 г.
184 | Опубликовано VMT 16 декабря 2021 г.





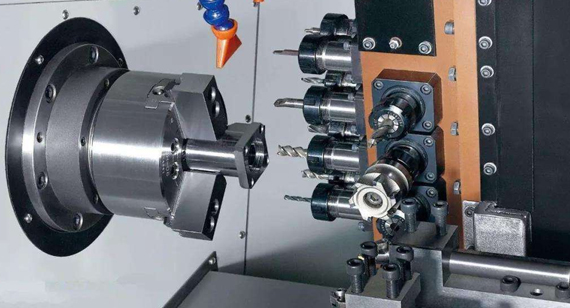
После появления прецизионные токарные детали с ЧПУ и детали коленчатого вала, обработанные на станке с ЧПУ, из-за сложной формы коленчатого вала и более длинного плеча кривошипа, длина выдвижения токарного инструмента должна быть больше. Из-за большой длины вылета токарного инструмента жесткость держателя инструмента легко ухудшается, в сочетании с ударной нагрузкой во время резки, что приводит к низкой жесткости технологической системы и склонности к вибрации и деформации. Поэтому необходимо попытаться улучшить жесткость коленчатого вала и резцов в процессе токарной обработки с ЧПУ.
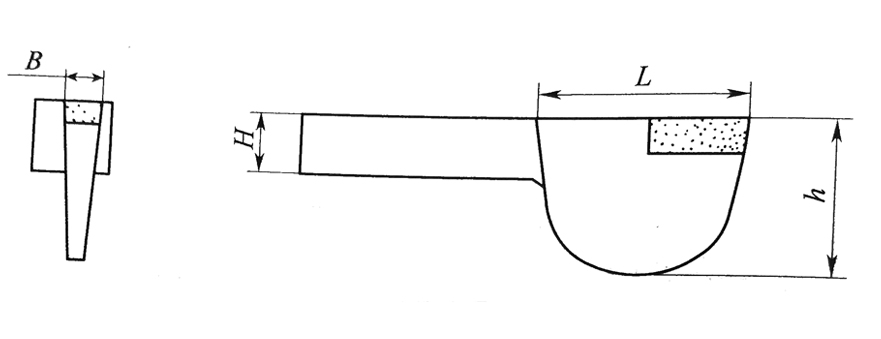
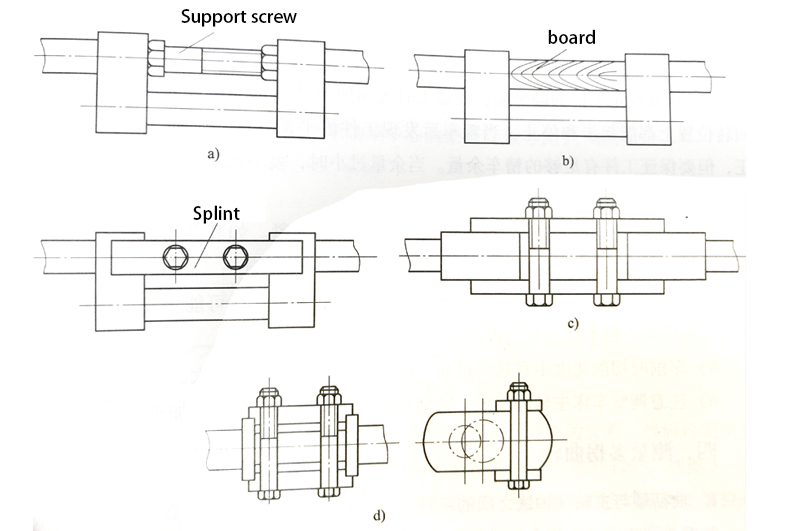
1. Токарный резец в форме горла.
Выступающая часть токарного инструмента имеет форму рыбьего брюха, что не только гарантирует, что кривошип не столкнется с держателем инструмента при вращении кривошипа, но и повышает жесткость выступающей части корпуса инструмента. Высота h рыбьей пасти обычно составляет (0.6~0.8)L, а высота H зажимной части корпуса ножа должна быть как можно больше.
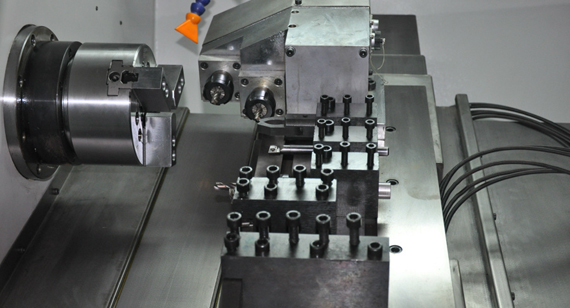
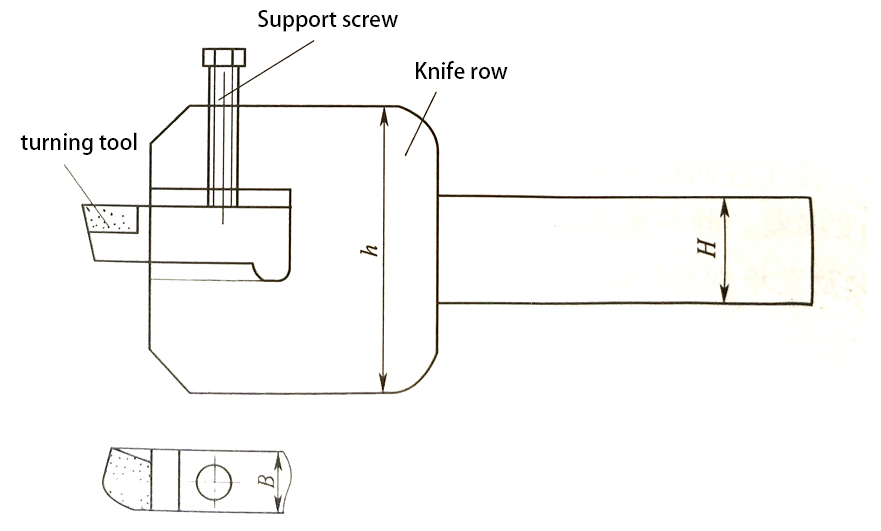
2. Линейный токарный инструмент
Токарный инструмент состоит из высокопрочного резцового ряда и головки инструмента, а головка инструмента закреплена с помощью Винты. Такая конструкция более удобна для заточки и смены инструментов, экономит материал корпуса инструмента, но при точной токарной обработке деталей с ЧПУ, при токарной обработке жестких деталей с ЧПУ, эвакуация стружки не гладкая, и она легко попадает в зазор на переднем конце корпуса инструмента во время резки. Головка инструмента и ряд инструментов. Соблюдение условий обработки неправильное, поэтому она в основном используется для черновой обработки.
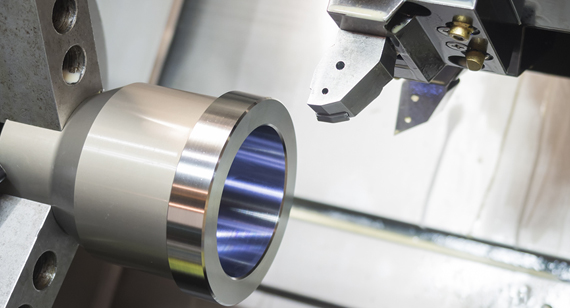
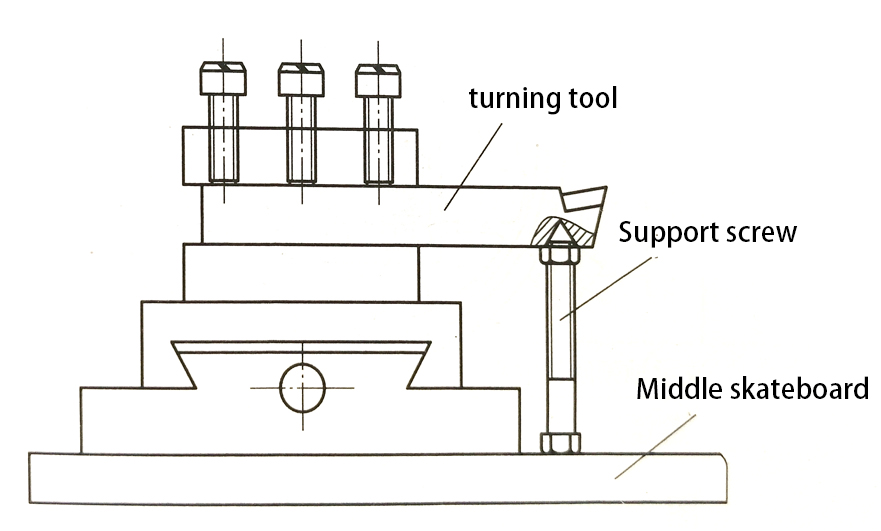
3. Вспомогательная опора для токарного инструмента
Отверстие для винта предварительно обработано в нижней части токарной головки, а винт поддерживается на средней скользящей пластине. Длина опоры регулируется и фиксируется гайкой для повышения жесткости токарного инструмента во время черновой обработки. При использовании этого метода вращение резцедержателя становится неудобным.
4. Вспомогательная опора для токарных инструментов
Отверстие для винта предварительно обработано в нижней части токарной головки, а винт поддерживается на средней скользящей пластине. Длина опоры регулируется и фиксируется гайкой для повышения жесткости токарного инструмента во время черновой обработки. При использовании этого метода вращение резцедержателя становится неудобным.
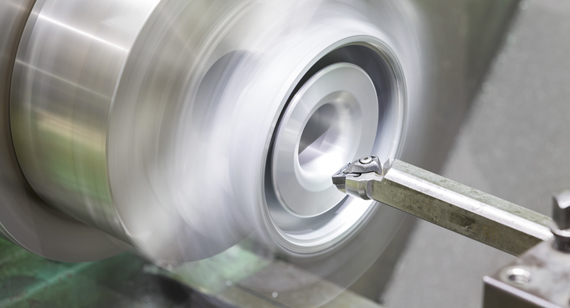
5. При обработке шейки ротора на станке с ЧПУ вал необходимо отрегулировать.
Совместите его с центром вращения шпинделя токарного станка с ЧПУ. Поэтому наиболее важным требованием к процессу в массовом производстве является использование разумных приспособлений и методов зажима для обеспечения точности эксцентриситета.
6. Центральное отверстие и эксцентриковое центральное отверстие на обоих концах используются в качестве ориентира для обработки на станке с ЧПУ.
В настоящее время в соответствии с требованиями к точности самого коленчатого вала, размером партии и конкретными требованиями существующего уровня оборудования для обработки с ЧПУ можно выбирать различные методы обработки с ЧПУ. Например, для основной шейки можно использовать традиционную технологию токарной обработки с ЧПУ и передовую технологию обработки с ЧПУ, такую как токарные станки и высокоскоростное фрезерование с ЧПУ, чтобы повысить эффективность и качество обработки с ЧПУ.
При точной токарной обработке деталей коленчатого вала с ЧПУ, из-за сложной формы коленчатого вала и более длинного плеча кривошипа, длина выдвижения токарного инструмента должна быть больше. Из-за большей длины вылета токарного инструмента, жесткость держателя инструмента, вероятно, ухудшится, а ударная нагрузка во время резки приведет к низкой жесткости технологической системы и склонности к вибрации и деформации. Поэтому необходимо попытаться улучшить коленчатый вал и инструмент во время обработки с ЧПУ. Жесткость.
Черновая и чистовая обработка коренной шейки и торца большого коленчатого вала выполняется на токарном станке. Сначала обрабатываются шейки коленчатого вала вблизи торца, затем валы с этими шейками устанавливаются на ступицу, а затем остальные шейки обрабатываются на станке с ЧПУ. Такая подпоследовательность позволяет исключить деформацию центральной оси. При этом необходимо обработать все поверхности, где ось вращения совпадает с осью главной шейки: торец, контур и скос щеки. Малая шейка коленчатого вала обрабатывается на двухстороннем или центрально-приводном многоинструментальном токарном станке.
Обработанные промежуточные или крайние шейки устанавливаются на поворотный стол или специальный патрон. При этом некоторые или все основные шейки и торцевые поверхности щек, которые не были зажаты, были Токарный станок с ЧПУ.

 +86 15099911516
+86 15099911516


 Читать далее
Читать далее