15 лет работы в Китае на заводе по изготовлению деталей с ЧПУ на заказ

Привет, я VMT Сэм!
Имея 25-летний опыт обработки на станках с ЧПУ, мы стремимся помогать клиентам решать 10000 XNUMX сложных задач по обработке деталей, внося свой вклад в улучшение жизни с помощью интеллектуального производства. Свяжитесь с нами сейчас
 1322 | Опубликовано VMT 29 декабря 2022 г.
1322 | Опубликовано VMT 29 декабря 2022 г.





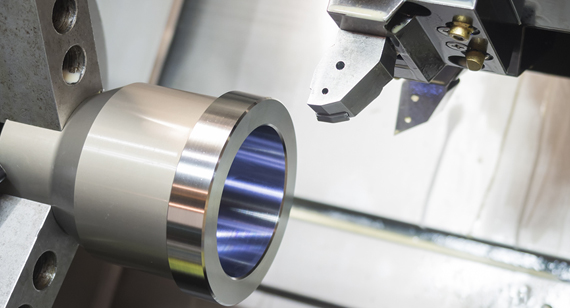
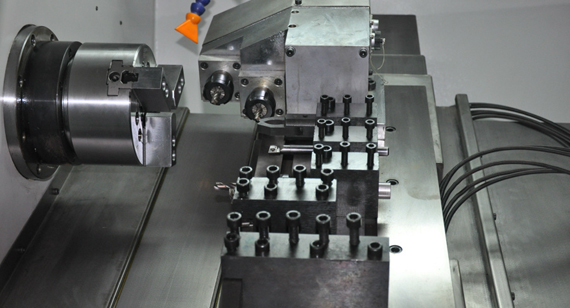
Токарный станок с ЧПУ является одним из наиболее широко используемых станков с ЧПУ. Он в основном используется для обработки симметричных вращающихся деталей, таких как детали вала, внутренние и внешние цилиндрические поверхности дисковых деталей, внутренние и внешние конические поверхности с произвольными углами конуса, сложные внутренние и внешние криволинейные поверхности вращения, а также цилиндрические и конические резьбы.
Существуют различные процессы даже для самых распространенных профилей токарной обработки, и в некоторых системах ЧПУ эти параметры процесса охватываются тремя категориями: «поперечная токарная обработка», «продольная токарная обработка (также известная как «возвратно-поступательная токарная обработка»)» и «резка канавок». Давайте разберемся вместе с классами ниже.

Боковой поворот
Особенности поперечного точения:
• При поперечном повороте направление движения Токарный инструмент с ЧПУ параллельна оси вращения заготовки.
• Если это главный шпиндель, инструмент движется справа налево; если у станка есть вспомогательный шпиндель, инструмент движется слева направо.
• Поперечная токарная обработка может использоваться для обработки наружных и внутренних отверстий. Однако при обработке внутреннего отверстия сначала необходимо предварительно просверлить нижнее отверстие.
• Помимо обработки наружных окружностей, возможна также обработка торцевых поверхностей.

Продольное точение, проточка и отрезка
Продольные токарные операции (также известные как «возвратно-поступательные резы») для боковых и торцевых поверхностей:
• При продольном точении боковой поверхности заготовки направление подачи токарного резца перпендикулярно оси вращения заготовки.
• При продольной обработке торца заготовки направление подачи токарного резца параллельно оси заготовки.
• Продольно-токарный инструмент имеет три режущие кромки, благодаря чему процесс съема материала в радиальном и осевом направлениях происходит максимально непрерывно (поскольку число быстрых ходов сведено к минимуму).
• Ножи для прорезки канавок и ножи для продольной резки различаются по форме лезвия и форме корпуса.

Особенности обработки канавок на боковых и торцевых поверхностях:
• Обработка канавок выполняется только в направлении подачи.
• Процесс обработки боковых канавок осуществляется перпендикулярно направлению оси вращения.
• Процесс обработки торцевых канавок параллелен оси вращения.
• Инструменты для прорезки канавок могут выдерживать только силы, приложенные перпендикулярно оси инструмента.
• Процесс проточки канавок в основном используется для создания канавок. Обычно (но не всегда) обрабатываемая канавка имеет такую же ширину, как и инструмент для проточки канавок.

Особенности процесса резки:
• В конце Процесс обработки с ЧПУзаготовка отрезается отрезным ножом.
• Цикл отрезки состоит из «вспомогательной стадии» и собственно процесса отрезки. Вспомогательное врезание обеспечивает лучшую эвакуацию стружки.
• Отрезка требует подачи инструмента за пределы центра вращения заготовки.
• Часто бывает необходимо снизить скорость вращения шпинделя перед отрезкой, чтобы лучше контролировать вращающуюся деталь, подлежащую отрезке.

Исследование случая Токарный станок с ЧПУ с Sinumerlk Operate
Как показано на следующих трех рисунках, невозможно использовать только один процесс резки для завершения обработки этой части ручки, поскольку инструмент не будет обрабатывать должным образом или будет мешать, когда достигнет положения, обозначенного оранжевым кругом на рисунке.
Процесс нарезания пазов:

Процесс продольной токарной обработки:

Боковое вращение (или «возвратно-поступательное вращение»):

Поэтому нам необходимо объединить два процесса поперечного и продольного точения, чтобы получить эффект моделирования, показанный ниже:

ПРИМЕЧАНИЕ: Проточка канавок и возвратно-поступательное точение являются дополнительными функциями системы 828D PPU240. Номер опции (расширенные технологические функции): 6FC5800-0AP58-0YB0
Суммировать
Боковой поворот:
+ Возможны большие подачи, т.е. большее поперечное сечение стружки
+ Возможны более высокие скорости подачи при черновой обработке
+ идеальная эвакуация стружки
- Не все контуры можно обточить вбок с помощью ограниченного количества инструментов, при обработке на станках с ЧПУ может потребоваться больше смен инструмента.
Продольное точение:
+ Устраняет пустые ходы резки
+ Сокращение операций по смене инструмента
+ высокая гибкость в применении
- Из-за ограничений инструмента не все контуры могут быть обработаны
- Иногда удаление стружки не идеально (стружка может застрять)
Когда какой процесс использовать?
Обычно используется продольная токарная обработка: например, для глубоких пазов и деталей с угловыми структурами 90° обработка таких структур может быть выполнена только этим процессом.
Поперечное точение обычно применяется для обтекаемых контурных конструкций с закругленными переходами.

 +86 15099911516
+86 15099911516



 Читать далее
Читать далее