15 лет работы в Китае на заводе по изготовлению деталей с ЧПУ на заказ

Привет, я VMT Сэм!
Имея 25-летний опыт обработки на станках с ЧПУ, мы стремимся помогать клиентам решать 10000 XNUMX сложных задач по обработке деталей, внося свой вклад в улучшение жизни с помощью интеллектуального производства. Свяжитесь с нами сейчас
 1026 | Опубликовано VMT 02 декабря 2024 г. | Время чтения: около 10 минут
1026 | Опубликовано VMT 02 декабря 2024 г. | Время чтения: около 10 минут





В мире обработки на станках с ЧПУ создание точных и функциональных отверстий является критически важным аспектом, который может создать или разрушить качество детали. Однако инженеры и производители часто сталкиваются с проблемой выбора правильного типа отверстия для своего конкретного применения, что приводит к неэффективности проектирования и производственным проблемам. Эта путаница не только затрудняет производственный процесс, но и влияет на производительность и долговечность конечного продукта. К счастью, понимание различных типов отверстий для обработки на станках с ЧПУ и их применения может оптимизировать производство, улучшить функциональность детали и сократить расходы.
Различные типы отверстий в обработке на станках с ЧПУ, такие как сквозные отверстия, глухие отверстия, резьбовые отверстия и цековки, играют важную роль в производстве деталей. Выбор подходящего типа отверстия обеспечивает оптимальную производительность детали, эффективность производства и экономическую эффективность в Обработка с ЧПУ.
Чтобы полностью понять, как типы отверстий влияют на обработку с ЧПУ и производство деталей, необходимо углубиться в специфику каждой функции отверстия, их процессы обработки и применения. В этом всеобъемлющем руководстве будут рассмотрены 28 типов инженерных отверстий, их характеристики и то, как выбрать правильный тип для вашего индивидуального проекта обработки с ЧПУ.

В обработке отверстие относится к любой цилиндрической полости, созданной в заготовке с использованием различных режущих инструментов и процессов. Отверстия являются основополагающими элементами в механическом проектировании и производстве, выполняя множество функций, таких как размещение крепежей, обеспечение потока жидкости или снижение веса. Характеристики этих отверстий, включая их форму, размер, глубину, местоположение, допуск, отделку поверхности и дополнительные характеристики, такие как фаски, имеют решающее значение для определения функциональности и технологичности детали.

Особенности отверстия
При проектировании отверстий в деталях, обрабатываемых с помощью ЧПУ, необходимо учитывать несколько особенностей, чтобы гарантировать, что отверстие соответствует предполагаемой функции и может быть изготовлено эффективно. Основные особенности отверстий включают:
Отверстия являются основополагающими элементами в производстве деталей, выполняя различные функции, такие как крепление, выравнивание, поток жидкости и снижение веса. В обработке на станках с ЧПУ понимание различных типов отверстий необходимо инженерам и машинистам для производства деталей, которые соответствуют определенным требованиям к конструкции и функциональным целям. Ниже мы рассмотрим каждый из 28 типов инженерных отверстий, предоставив подробные сведения об их определениях, стандартах, процессах обработки и практическом применении.
1. Простое отверстие
Простое отверстие — это самая базовая форма отверстия в обработке — цилиндрическая полость с одинаковым диаметром по всей глубине. Она не включает в себя никаких дополнительных элементов, таких как резьба, зенковка или цековка. Простые отверстия просты в изготовлении и часто используются в приложениях, где сложные элементы не нужны.

Соответствие и маркировка
Технология обработки и тип машины
Заполнитель
Простые отверстия повсеместно используются в производстве деталей из-за их простоты и легкости производства. Они служат различным целям, включая:
Сквозное отверстие — это тип отверстия, которое полностью проходит через материал, соединяя одну поверхность с противоположной поверхностью. В отличие от глухих отверстий, сквозные отверстия не имеют дна внутри материала и позволяют предметам или веществам полностью проходить сквозь него.

Соответствие и маркировка
Технология обработки и тип машины
Заполнитель
Сквозные отверстия необходимы в различных производственных сценариях:
Глухое отверстие — это отверстие, которое не проходит полностью через материал; оно останавливается на определенной глубине внутри заготовки. Дно глухого отверстия может быть плоским, угловым или закругленным, в зависимости от требований конструкции.

Соответствие и маркировка
Соответствие: Глухие отверстия требуют точного контроля глубины с соблюдением допусков, указанных в таких стандартах, как ISO 2768 для общих допусков или конкретных проектных спецификаций.
Маркировка: На чертежах указывается диаметр и глубина, часто с использованием символа глубины (⊥) (например, Ø12 мм ⊥ глубина 30 мм).
Технология обработки и тип машины
Заполнитель
Глухие отверстия используются в различных приложениях, где проникновение через весь материал нежелательно:
4. Коническое отверстие
Коническое отверстие — это отверстие, диаметр которого постепенно уменьшается (или увеличивается) по глубине, образуя коническую форму. Конусность может быть задана углом или соотношением между изменением диаметра и глубиной.
Соответствие и маркировка
Технология обработки и тип машины
Заполнитель
Конические отверстия необходимы в случаях, когда требуется надежная самоблокирующаяся посадка:
Резьбовые отверстия — это отверстия с внутренней резьбой, позволяющие вставлять резьбовые крепежные элементы, такие как винты или болты, непосредственно в материал без необходимости использования гайки с противоположной стороны.

Соответствие и маркировка
Технология обработки и тип машины
Заполнитель
Резьбовые отверстия широко распространены практически во всех отраслях промышленности благодаря своему удобству и надежности:
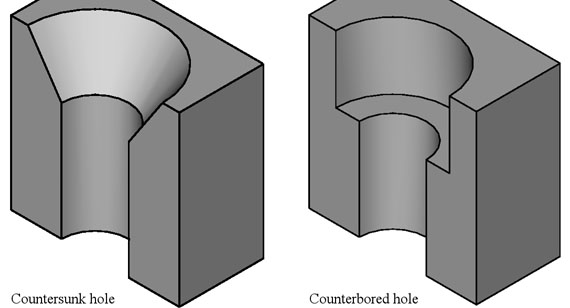
6. Цековка
Цековка — это увеличенное цилиндрическое углубление с плоским дном в устье отверстия, позволяющее головке винта или болта с внутренним шестигранником располагаться заподлицо с поверхностью материала или ниже ее.
Соответствие и маркировка
Технология обработки и тип машины
Заполнитель
Зенковки имеют решающее значение в случаях, когда требуются гладкие поверхности:

7. Отверстие с зенковкой
Отверстие с зенковкой представляет собой коническое расширение в начале отверстия, предназначенное для размещения головки потайного винта таким образом, чтобы она располагалась заподлицо с поверхностью или ниже ее.
Соответствие и маркировка
Технология обработки и тип машины
Заполнитель
Отверстия с зенковкой широко используются для:
8. Отверстие обратного сверления
Обратное сверление подразумевает сверление с противоположной стороны частично просверленного отверстия для удаления излишков материала или устранения заглушек в многослойных печатных платах (ПП).
Соответствие и маркировка
Технология обработки и тип машины
Заполнитель
Отверстия с обратным сверлением в основном используются в:
9. Точечное отверстие
Отверстие под цековку представляет собой неглубокую выемку с плоским дном вокруг отверстия, обеспечивающую гладкую и ровную поверхность для равномерной посадки головки болта или шайбы.
Соответствие и маркировка
Технология обработки и тип машины
Заполнитель
Отверстия под цековку используются в следующих случаях:
10. Прерывистые отверстия
Прерывистые отверстия — это отверстия, которые пересекаются с другим отверстием или полостью, что приводит к разрыву траектории отверстия. Это может создавать проблемы при обработке из-за различных условий резания.
Соответствие и маркировка
Технология обработки и тип машины
Заполнитель
Прерывистые отверстия встречаются в:
11. Резьбовые отверстия с зазором
Резьбовые отверстия с зазором представляют собой отверстия без резьбы, через которые проходит резьбовой крепеж без зацепления с резьбой, обычно используемые вместе с резьбовым отверстием на сопрягаемой детали.
Соответствие и маркировка
Технология обработки и тип машины
Заполнитель
Используется в процессах сборки, где:
12. Рассверленные отверстия
Развернутые отверстия — это отверстия, обработанные до точного диаметра и гладкой поверхности с помощью развертки после первоначального сверления.
Соответствие и маркировка
Технология обработки и тип машины
Заполнитель
Необходимо, когда:
13. Поперечные отверстия
Перекрестные отверстия — это два или более отверстий, пересекающихся в общей точке или на участке своего пути, образуя крестообразную внутреннюю полость.
Соответствие и маркировка
Технология обработки и тип машины
Заполнитель
Распространено в:
14. Ступенчатые отверстия
Ступенчатые отверстия имеют два или более диаметра по глубине, что создает «ступенчатый» профиль внутри отверстия.
Соответствие и маркировка
Технология обработки и тип машины
Заполнитель
Эксплуатация:
15. Сверление отверстий под ружье
Отверстия, полученные сверлением пушечным сверлом, представляют собой глубокие отверстия небольшого диаметра, созданные с использованием специализированных методов сверления пушечным сверлом, которые позволяют получать точные, прямые отверстия с высоким отношением длины к диаметру.
Соответствие и маркировка
Технология обработки и тип машины
Заполнитель
Необходим в:
16. Вентиляционные отверстия.
Вентиляционное отверстие — это отверстие, предназначенное для выхода воздуха или газов из компонента или их проникновения в него, предотвращая повышение давления или образование вакуума.
Соответствие и маркировка
Технология обработки и тип машины
Заполнитель
Используется в:
17. Направляющие отверстия
Направляющее отверстие — это точно расположенное отверстие, используемое для направления инструментов или компонентов в процессе сборки или обработки.
Соответствие и маркировка
Технология обработки и тип машины
Заполнитель
Критически важно в:
18. Отверстия для винтов
Отверстие под винт — это отверстие, специально предназначенное для винта, которое может быть с резьбой или без нее в зависимости от области применения.
Соответствие и маркировка
Технология обработки и тип машины
Заполнитель
Распространено во всех узлах, требующих крепления винтами.
19. Отверстие для булавки
Отверстие для штифта вмещает штифт, используемый для выравнивания, крепления или вращения. Точность диаметра и расположения имеет важное значение.
Соответствие и маркировка
Технология обработки и тип машины
Заполнитель
Используется в:
20. Отверстие для ключа
Отверстие для ключа — это паз или канавка в отверстии, предназначенная для размещения ключа, предотвращающая вращение между соединенными частями.
Соответствие и маркировка
Технология обработки и тип машины
Заполнитель
Необходим в:
21. Полированное отверстие
Полированное отверстие имеет улучшенную чистоту поверхности, достигаемую за счет процессов полировки, что снижает трение и улучшает характеристики потока.
Соответствие и маркировка
Технология обработки и тип машины
Заполнитель
Используется в:
22. Микроотверстие
Микроотверстие — это чрезвычайно маленькое отверстие, обычно менее 1 мм в диаметре, требующее специальных методов обработки.

Соответствие и маркировка
Технология обработки и тип машины
Заполнитель
Нашел в:
23. Масляная яма
Масляное отверстие обеспечивает поступление смазки к внутренним компонентам, что необходимо для снижения трения и износа.
Соответствие и маркировка
Технология обработки и тип машины
Заполнитель
Используется в:
24. Отверстие для выталкивающего штифта
Отверстие для выталкивателя предназначено для установки выталкивателя в процессе формования, что позволяет выталкивать детали из форм.
Соответствие и маркировка
Технология обработки и тип машины
Заполнитель
Необходим в:
25. Низкотемпературные пустоты
Низкотемпературные пустоты — это отверстия или полости, создаваемые при низких температурах для предотвращения деформации материала, часто с использованием криогенных процессов.
Соответствие и маркировка
Технология обработки и типы машин
Заполнитель
Используется в:
Заключение
Понимание различных типов отверстий в обработке на станках с ЧПУ имеет жизненно важное значение для проектирования и производства деталей, которые соответствуют определенным функциональным требованиям. Каждый тип отверстий служит уникальной цели и требует определенных процессов обработки и оборудования. Выбирая соответствующие типы отверстий и применяя правильные методы обработки, производители могут оптимизировать производительность деталей, сократить расходы и повысить эффективность производства. Независимо от того, имеете ли вы дело с простыми отверстиями или со сложной геометрией, например, с замочными отверстиями и микроотверстиями, знание этих типов инженерных отверстий имеет важное значение в области обработки на станках с ЧПУ.
| Тип отверстия |
Цель |
Форма |
| Простое отверстие |
Базовый проход или снижение веса |
Цилиндрический |
| Через отверстие |
Позволяет пропускать компоненты или крепежные элементы |
Цилиндрический |
| Глухое отверстие |
Позволяет размещать компоненты без полного проникновения |
Цилиндрический |
| Коническое отверстие |
Надежно фиксирует конические компоненты |
конический |
| Резьбовое отверстие |
Принимает резьбовые крепежи |
Цилиндрический с резьбой |
| Цековка |
Утапливает головки болтов для создания ровной поверхности |
Цилиндрический с плоским дном |
| Зенковка |
Утапливает головки винтов с наклонными поверхностями |
конический |
| Отверстие обратного сверления | Удаляет излишки материала с печатных плат |
Цилиндрический |
| Отверстие для точечного удара |
Обеспечивает ровную поверхность для сидения на неровных поверхностях |
Неглубокий цилиндрический |
| Прерванная дыра |
Пересекается с другими отверстиями или объектами |
Комплекс |
| Резьбовое отверстие |
Внутренняя резьба для крепежа |
Цилиндрический с резьбой |
| Резьбовое отверстие с зазором |
Позволяет свободно проходить резьбовым соединениям |
Цилиндрический |
| Расширенное отверстие |
Точная посадка и гладкая отделка |
Гладкий цилиндрический |
| Перекрывающееся отверстие |
Два частично перекрывающихся отверстия |
Комбинированные цилиндры |
| крест отверстие |
Пересекающиеся отверстия для сложных путей |
Пересекающиеся цилиндры |
| Ступенчатое отверстие |
Различные диаметры по глубине |
Цилиндрические ступени |
| Отверстие для сверления пистолетом |
Глубокие отверстия малого диаметра |
Длинный цилиндрический |
| Вентиляционное отверстие |
Обеспечивает поток воздуха или газа |
Различные формы |
| Направляющее отверстие | Направляет инструменты или компоненты во время сборки |
Прецизионный цилиндрический |
| Отверстие для винта |
Предназначен для винтов, может быть с резьбой или без нее. |
Цилиндрический |
| Отверстие для штифта |
Позволяет устанавливать штифты выравнивания или крепления |
Цилиндр с жестким допуском |
| Ключевое отверстие |
Ключи от домов, предотвращающие вращение |
Слот или канавка |
| Полированное отверстие |
Улучшенная отделка поверхности для снижения трения |
Гладкий цилиндрический |
| микроотверстие |
Очень маленькие отверстия для специального использования |
Микромасштабный цилиндрический |
| Отверстие для масла |
Обеспечивает смазку внутренних компонентов. |
Маленький цилиндрический |
| Отверстие для выталкивающего штифта |
Размещение выталкивающих штифтов в формах |
Прецизионный цилиндрический |
| Низкотемпературная пустота |
Создано с использованием криогенных процессов |
Различные формы |
Изготовление отверстий является фундаментальным аспектом обработки с ЧПУ, включающим различные процессы, адаптированные к определенным типам отверстий, материалам и требованиям к точности. Выбор подходящего метода обеспечивает эффективность, точность и экономичность производства.
Фрезерные
Фрезерование с ЧПУ использует вращающиеся режущие инструменты для удаления материала, что позволяет создавать отверстия сложной геометрии, выходящие за рамки простых цилиндрических форм. Этот процесс идеально подходит для создания пазов, карманов и отверстий со сложными профилями. Фрезерные станки также могут выполнять такие операции, как расточка и зенковка в рамках одной установки.
Сверление с ЧПУ
Сверление с ЧПУ использует специализированные сверла для создания точных, прямых отверстий. Подходит для создания простых отверстий, таких как сквозные отверстия, глухие отверстия и резьбовые отверстия. Сверлильные станки с ЧПУ обеспечивают высокую повторяемость и могут справляться с крупносерийным производством с постоянным качеством.

Электроэрозионное бурение
Электроэрозионная обработка (EDM) использует электрические искры для эрозии материала, что делает ее эффективной для твердых или проводящих материалов. EDM идеально подходит для создания микроотверстий, глубоких отверстий или отверстий сложной формы, которые трудно обрабатывать традиционными методами. Обычно используется в аэрокосмической, медицинской и инструментальной промышленности.

Нарезание резьбы с ЧПУ
Нарезание резьбы с ЧПУ подразумевает нарезание внутренней резьбы в предварительно просверленных отверстиях с помощью метчика. Этот автоматизированный процесс обеспечивает точность и единообразие для нескольких деталей. Резьбонарезные станки с ЧПУ могут обрабатывать различные размеры и типы резьбы, что делает их незаменимыми для изготовления резьбовых отверстий в таких компонентах, как детали двигателей, машины и электроника.

Выбор подходящего типа отверстия имеет решающее значение для достижения желаемой функциональности и технологичности детали. Такие факторы, как назначение отверстия, размер, материал, глубина и метод производства, должны учитываться для обеспечения оптимальной производительности и экономической эффективности.
Рассмотрите конечное использование или цель
Понимание роли отверстия в сборке или изделии имеет первостепенное значение. Для крепежных применений могут потребоваться резьбовые отверстия, зенковки или зенковки. Если отверстие служит проходом для жидкостей или газов, гладкость и постоянство диаметра становятся критически важными.
Определите размер и форму
Требуемые размеры и геометрия влияют на процесс обработки и необходимые инструменты. Сложные формы могут потребовать фрезерования с ЧПУ, в то время как стандартные цилиндрические отверстия можно эффективно изготавливать путем сверления. Допуски и требования к чистоте поверхности также играют важную роль при выборе инструмента.
Тип материала
Различные материалы имеют разную обрабатываемость. Металлы могут потребовать специальных режущих инструментов и стратегий охлаждения, в то время как пластики могут потребовать более низких скоростей резки, чтобы предотвратить плавление. Понимание свойств материала помогает в выборе правильных параметров обработки и инструментов.
Глубина отверстия
Глубина влияет на выбор метода сверления и конструкции инструмента. Глубокие отверстия могут потребовать специальных методов, таких как сверление ружейным сверлом, чтобы обеспечить прямолинейность и предотвратить отклонение инструмента. Глухие отверстия требуют точного контроля глубины, чтобы избежать полного проникновения в материал.
Напряжение питания
Определенные процессы обработки отверстий, такие как сверление EDM или лазерная резка, требуют определенных источников питания и оборудования. Оценка доступности и пригодности этих ресурсов имеет важное значение при планировании производственного процесса.
Выбор материала существенно влияет на процесс сверления. Каждый тип материала представляет уникальные проблемы, которые необходимо решать с помощью соответствующих инструментов, скоростей резания, подач и методов для достижения высококачественных отверстий.

Металлы и сплавы
Особые соображения
Инструменты
Скорость
Лента
пластики

Особые соображения
Инструменты
Скорость
Лента
композиты
Особые соображения
Инструменты
Скорость
Лента
Дерево
Особые соображения
Инструменты
Скорость
Лента
| Материалы |
Особые соображения |
Инструменты |
Скорость |
Лента |
| Металлы и сплавы |
Охлаждение для предотвращения перегрева. Выбор сверла по твёрдости. Наклёп в ферросплавах. |
Сверла из быстрорежущей стали (HSS) или кобальта, сверла с твердосплавными напайками для твердых сплавов. |
От низкого до среднего |
Средняя |
| пластики |
Избегайте плавления под воздействием тепла. Используйте острые инструменты с низким коэффициентом трения. Избегайте перетягивания заготовки во избежание образования трещин. |
Специальные сверла для акрила или пластика, сверла с острым концом для точности. |
Высокий и сокращает время контакта |
От низкого до среднего |
| композиты |
Минимизируйте расслоение, используя подложку. Избегайте приложения чрезмерных усилий. |
Сверла с алмазным или твердосплавным покрытием. Используйте сверла с многослойным покрытием. |
От низкого до среднего |
Средняя |
| Дерево |
Предотвращайте расщепление, поддерживая выходную сторону. Учитывайте направление волокон. Используйте острые инструменты, чтобы избежать ожогов. |
Предотвращайте расщепление, поддерживая выходную сторону. Учитывайте направление волокон. Используйте острые инструменты, чтобы избежать ожогов. |
От среднего до высокого |
Средняя |
Точность в изготовлении отверстий достигается за счет правильной посадки, размеров и допусков. Эти элементы гарантируют, что детали будут правильно собираться, функционировать по назначению и соответствовать стандартам качества.

Что такое посадки инженерных отверстий?
Инженерные посадки отверстий описывают взаимосвязь между отверстием и сопрягаемой деталью (например, валом или крепежом). Посадки классифицируются на:
Такие стандарты, как ISO и ANSI, содержат рекомендации по таким посадкам, обеспечивая единообразие в производстве.
Что такое инженерные размеры отверстий?
Определение размеров подразумевает указание точных размеров отверстия, включая диаметр, глубину и местоположение. Точное определение размеров необходимо для:
Что такое допуски на технические отверстия?
Допуски определяют допустимый диапазон отклонений размеров отверстия из-за производственных процессов. Они имеют решающее значение для:
Выбор правильных инструментов для сверления имеет решающее значение для достижения желаемого качества и эффективности отверстий. Инструменты различаются в зависимости от материала, типа отверстия и объема производства.
Бормашина
Базовый станок для создания отверстий, от простых сверлильных станков до современных сверлильных станков с ЧПУ. Подходит для стандартных операций сверления с простыми требованиями.
Фрезерный станок с ЧПУ
Обеспечивает универсальность для сверления, нарезания резьбы, развертывания и фрезерования. Идеально подходит для сложных деталей, требующих многократных операций и высокой точности.
Инструмент для нарезания резьбы
Используется для нарезания внутренней резьбы в отверстии. Нарезание резьбы может выполняться вручную или на станках с ЧПУ, оснащенных возможностями нарезания резьбы.
Развертка
Прецизионный инструмент, используемый для обработки отверстий до точного размера с гладкой поверхностью. Развертывание повышает точность отверстий и качество поверхности после сверления.
Лазерная режущая машина
Использует сфокусированный лазерный луч для сверления отверстий, особенно эффективен для небольших или сложных отверстий в тонких материалах. Обеспечивает высокую точность и чистые края.
Выбор дриЗаполнение инструмента влияет на качество отверстий, срок службы инструмента и эффективность производства. Факторы, которые следует учитывать, включают твердость материала, характеристики отверстий, объем производства и требования к точности.
1. Оцените твердость материала
Более твердые материалы требуют более прочных инструментов, таких как твердосплавные или алмазные сверла. Более мягкие материалы можно сверлить стандартными инструментами HSS. Материал инструмента и покрытие должны соответствовать материалу заготовки для оптимизации производительности.
2. Понять характеристики отверстий
Учитывайте диаметр, глубину и требуемую чистоту поверхности. Для глубоких отверстий могут потребоваться специальные сверла, например, ружейные, а для небольших диаметров используются микросверла.
3. Рассмотрите объем производства
Крупносерийное производство может оправдать инвестиции в передовые инструменты с более длительным сроком службы и более высокой производительностью. Для мелкосерийных или прототипных работ может быть достаточно экономически эффективных стандартных инструментов.
4. Требования к точности
Жесткие допуски требуют высококачественных инструментов с точной геометрией. Развертки или прецизионные расточные инструменты могут потребоваться для достижения требуемой точности и чистоты поверхности.
На качество отверстий влияет множество факторов, включая состояние инструмента, свойства материала, устойчивость станка, параметры резки и навыки оператора. Понимание этих факторов помогает оптимизировать процесс сверления.
Состояние инструмента
Острые, хорошо обслуживаемые инструменты производят более чистые отверстия с точными размерами. Тупые или поврежденные инструменты могут привести к слишком большим отверстиям, плохой обработке поверхности и повышенному выделению тепла.
Свойства материала
Материалы по-разному реагируют на сверление. Пластичные материалы могут вызывать заворачивание стружки, а хрупкие материалы рискуют растрескиваться. Регулировка скорости резания и подачи в соответствии со свойствами материала имеет важное значение.
Стабильность машины
Вибрация или недостаточная жесткость станка могут привести к несоосности отверстий и плохой обработке поверхности. Обеспечение правильной настройки и обслуживания станка повышает точность сверления.
Скорости резания и подачи
Оптимизация скоростей и подач на основе инструмента и материала продлевает срок службы инструмента и улучшает качество отверстий. Слишком высокие скорости могут привести к перегреву, а слишком низкие — к плохому формированию стружки.
Охлаждающая жидкость и смазка
Использование соответствующих охлаждающих жидкостей снижает нагрев и трение, предотвращает износ инструмента и улучшает качество обработки поверхности. Выбор охлаждающей жидкости зависит от материала и операции сверления.
Геометрия инструмента
Угол вершины сверла, конструкция канавки и общая геометрия влияют на эффективность резания и эвакуацию стружки. Выбор правильной геометрии инструмента для применения повышает производительность.
Последовательность клевания
Реализация циклов сверления с выводом сверла помогает в глубоком сверлении отверстий, периодически отводя сверло для удаления стружки и снижения нагрева. Это предотвращает поломку инструмента и улучшает прямолинейность отверстия.
Навыки оператора
Опытные операторы могут оперативно корректировать параметры, выявлять проблемы на ранних стадиях и обеспечивать соблюдение передовых методов, что существенно влияет на общее качество пробуренных отверстий.
Понимая эти аспекты изготовления отверстий при обработке на станках с ЧПУ, производители могут оптимизировать свои процессы для эффективного производства высококачественных деталей. Выбор правильного типа отверстия, инструментов и параметров обработки имеет важное значение для успешного производства деталей в индивидуальных услугах по обработке на станках с ЧПУ.
В сфере механического проектирования и производства отверстия играют ключевую роль в функциональности и сборке деталей. Они служат различным целям: от размещения крепежей и облегчения потока жидкости до снижения веса и обеспечения функций выравнивания. Однако проектирование и выбор подходящих типов отверстий — нетривиальная задача. Для этого требуется глубокое понимание принципов проектирования, свойств материалов, процессов обработки и предполагаемого применения детали. Принятие обоснованных решений в этой области может существенно повлиять на производительность, технологичность и экономическую эффективность конечного продукта.
Инженеры и проектировщики часто сталкиваются с трудностями при выборе правильных типов отверстий из-за множества факторов, которые необходимо учитывать, таких как выбор материала, требования к допускам, ограничения обработки и функциональные требования. Ошибка в этом процессе может привести к увеличению производственных затрат, нарушению целостности детали или даже к отказу продукта.
Агитация: Без всестороннего понимания этих соображений риск столкнуться с такими проблемами, как неправильная посадка, ослабленные конструкции, чрезмерный износ или неэффективность производства, резко возрастает. Это не только влияет на качество продукта, но и может привести к дорогостоящим переделкам и задержкам производства.
Углубляясь в инженерные соображения, необходимые при проектировании и выборе типов отверстий, специалисты могут делать обоснованный выбор, который повышает производительность продукта, обеспечивает технологичность и оптимизирует затраты. В этой статье рассматриваются критические факторы, такие как выбор материала, допуск и точность, глубина отверстия, отделка поверхности и многое другое, предоставляя подробное руководство, которое поможет инженерам ориентироваться в этом сложном аспекте проектирования.
Выбор материала
Выбор материала является основополагающим фактором в инженерном проектировании, особенно когда речь идет о процессах изготовления отверстий в деталях, обрабатываемых на станках с ЧПУ. Выбор материала влияет не только на механические свойства и функциональность детали, но и на методы обработки, выбор инструмента и общую технологичность. Понимание характеристик материала необходимо для проектирования отверстий, которые соответствуют требованиям производительности, обеспечивая при этом эффективное и экономичное производство.
Твёрдость и пластичность
Твердость относится к сопротивлению материала деформации или вдавливанию. Материалы с высокой твердостью, такие как закаленные стали или некоторые сплавы, представляют трудности при обработке из-за повышенного износа инструмента и необходимости использования специализированных режущих инструментов. При проектировании отверстий в твердых материалах инженеры должны учитывать:
Пластичность — это способность материала деформироваться под действием растягивающего напряжения, часто характеризующаяся его способностью растягиваться в проволоку. Пластичные материалы, такие как алюминий или мягкая сталь, обычно легче поддаются обработке, но могут вызывать проблемы, такие как образование стружки и упрочнение. Соображения включают:
Тепловые свойства
Материалы по-разному реагируют на тепло, выделяемое во время обработки, что влияет на размерную стабильность и целостность поверхности. Тепловые соображения включают:
Химическая реактивность
Химическая реактивность влияет на выбор материала, особенно когда деталь будет подвергаться воздействию коррозионных сред или когда определенные обрабатывающие жидкости могут реагировать с материалом. Соображения включают:
Благодаря глубокому пониманию свойств материала инженеры могут предвидеть потенциальные проблемы при проектировании и обработке отверстий. Это предвидение позволяет выбирать соответствующие процессы обработки, инструменты и корректировки конструкции, чтобы гарантировать, что отверстия будут функционировать так, как задумано, а производственный процесс будет эффективным и экономичным.
Допуск и точность
Допуск и точность являются критическими факторами при проектировании и изготовлении отверстий в деталях, обрабатываемых на станках с ЧПУ. Допуски определяют допустимые отклонения в размерах детали, гарантируя, что компоненты будут правильно подходить друг другу и функционировать так, как задумано. Точность относится к последовательности и правильности процесса обработки при достижении этих размеров. Неправильное управление этими факторами может привести к проблемам сборки, проблемам производительности и увеличению производственных затрат.
Точность инструмента
Точность режущих инструментов, используемых при изготовлении отверстий, напрямую влияет на достижимые допуски. Соображения включают:
Настройка обработки
Настройка процесса обработки существенно влияет на точность и повторяемость изготовления отверстий. Ключевые аспекты включают:
Измерение и проверка
Точные методы измерения и проверки подтверждают, что отверстия соответствуют указанным допускам, и выявляют отклонения на ранних этапах процесса. Стратегии включают:
Понимание и контроль допуска и точности при проектировании и изготовлении отверстий имеют важное значение для получения функциональных и надежных деталей. Это требует целостного подхода, который охватывает выбор инструмента, методы обработки и строгие протоколы проверки. Отдавая приоритет этим аспектам, инженеры и производители могут гарантировать, что отверстия производятся в соответствии с требуемыми спецификациями, что приводит к успешной сборке и удовлетворенности клиентов.
Определение подходящего допуска для отверстия является критическим аспектом инженерного проектирования. Допуск определяет допустимые пределы отклонений в размерах отверстия, обеспечивая надлежащую посадку, функционирование и технологичность. Установка слишком жесткого допуска может увеличить производственные затраты и сроки выполнения заказа, в то время как слишком свободный допуск может привести к низкой производительности или сбоям сборки. Сбалансированный подход учитывает свойства материала, процессы обработки, состояние инструмента, точность станка и особые требования приложения.
Свойства материала
Характеристики материала влияют на достижимые допуски при изготовлении отверстий. Соображения включают:
Процесс обработки
Выбранный процесс обработки влияет на точность и повторяемость изготовления отверстий. Факторы, которые следует учитывать:
Состояние инструмента
Производительность инструмента напрямую влияет на размеры отверстий. Необходимо учитывать:
Точность машины
Возможности обрабатывающего оборудования устанавливают пределы достижимых допусков. Факторы включают:
Диаметр отверстия
Размер отверстия влияет на решения по допускам. Большие отверстия могут потребовать иных соображений по сравнению с меньшими из-за отклонения инструмента, скорости съема материала и динамики обработки.
Стандартизация и взаимозаменяемость
Типы посадок и допуски
Деформация материала
Систематически оценивая эти факторы, инженеры могут определить соответствующие допуски отверстий, которые уравновешивают функциональность, технологичность и стоимость. Сотрудничество с производственными группами и рассмотрение возможностей реального процесса гарантирует, что указанные допуски достижимы и практичны.
Глубина отверстия
Глубина отверстия является важнейшим фактором при проектировании и изготовлении отверстий, влияющим на выбор инструмента, стратегии обработки и общую функциональность детали. Глубокие отверстия представляют уникальные проблемы, такие как отклонение инструмента, эвакуация стружки и управление теплом. Понимание этих факторов позволяет инженерам проектировать отверстия, которые соответствуют функциональным требованиям, обеспечивая при этом эффективные и надежные производственные процессы.
Доступность и очистка инструментов
Глубина отверстия влияет на способность инструментов достигать и точно обрабатывать нужные размеры. Соображения включают:
Толщина материала
Толщина материала относительно глубины отверстия влияет на стратегию обработки:
Терморегулирование и эвакуация стружки
Сверление глубоких отверстий приводит к образованию тепла и накоплению стружки внутри отверстия, что может повлиять на срок службы инструмента и качество отверстия. Стратегии решения этих проблем включают:
Тщательно продумывая глубину отверстия на этапе проектирования, инженеры могут выбрать соответствующие инструменты и методы обработки для эффективного производства высококачественных отверстий. Сотрудничество со специалистами по производству гарантирует, что выбранные стратегии соответствуют возможностям имеющегося оборудования и процессов.
Отделка поверхности относится к текстуре и гладкости обработанной поверхности, включая отверстия. Она влияет не только на эстетический вид, но и на функциональные характеристики детали, влияя на такие факторы, как трение, износ, уплотнительные свойства и усталостная долговечность. Достижение желаемой отделки поверхности требует тщательного рассмотрения свойств материала, методов обработки и выбора инструмента.
Функциональность системы
Обработка поверхности отверстия может существенно повлиять на его функциональные характеристики:
Совместимость материалов
Различные материалы по-разному реагируют на процессы обработки, что влияет на достигаемое качество поверхности:
Технологии производства
Выбор подходящих методов обработки имеет решающее значение для достижения желаемого качества поверхности:
Выбор инструмента и геометрия: Использование инструментов с правильной геометрией, остротой и покрытиями повышает качество поверхности. Например, полированные канавки и режущие кромки уменьшают шероховатость поверхности.
Параметры резки: Оптимизация скоростей, подач и глубины резания минимизирует следы инструмента и неровности поверхности. Более медленные скорости и более тонкие подачи часто улучшают качество поверхности.
Завершающие операции: Вторичные процессы, такие как развертывание, хонингование или притирка, могут улучшить качество поверхности отверстий по сравнению с тем, чего можно достичь только сверлением.
Контроль вибрации: Снижение вибрации машины за счет правильного крепления и обслуживания предотвращает появление дефектов поверхности, вызванных вибрацией.
Интегрируя соображения по отделке поверхности в проектирование и планирование производства, инженеры гарантируют, что отверстия соответствуют как функциональным, так и эстетическим требованиям. Сотрудничество между проектными и производственными группами облегчает выбор соответствующих материалов, инструментов и процессов для достижения желаемых результатов.
Доступность инструмента
Доступность инструмента является критическим фактором при проектировании и изготовлении отверстий в деталях, обрабатываемых с помощью ЧПУ. Это относится к способности режущих инструментов достигать и обрабатывать желаемые элементы без препятствий или помех. Плохая доступность может привести к трудностям обработки, увеличению затрат и компромиссам в конструкции. Решение проблемы доступности инструмента требует вдумчивого рассмотрения размеров инструмента, возможностей станка и геометрии детали.
Длина и диаметр инструмента
Для эффективной обработки важен выбор инструментов соответствующих размеров:
Стратегии оптимизации размеров инструмента включают:
Настройка машины
Конфигурация и возможности доступа к ударному инструменту станка с ЧПУ:
Сложная геометрия
Детали со сложной формой или внутренними особенностями представляют собой особые проблемы:
Решение проблемы доступности инструмента на этапе проектирования позволяет обеспечить эффективное производство и снижает риск дорогостоящих переделок или изменений в конструкции. Сотрудничество с инженерами-технологами и учет возможностей имеющегося оборудования гарантируют, что спроектированные отверстия могут быть изготовлены эффективно.
Расстояние от края
Расстояние до края относится к расстоянию между отверстием и краем материала или другими элементами. Правильное расстояние до края имеет решающее значение для поддержания структурной целостности детали, обеспечения распределения нагрузки и соблюдения стандартных инженерных практик. Недостаточное расстояние до края может привести к разрушению материала, в то время как чрезмерное расстояние может привести к ненужному использованию материала или ограничениям конструкции.
Материальная целостность
Близость отверстий к краю детали влияет на ее прочность и подверженность разрушению:
Распределение нагрузки
Правильное расстояние до кромки способствует эффективному распределению нагрузки в узлах:
Стандартные практики
Соблюдение установленных инженерных стандартов и практик обеспечивает последовательность и надежность:
Тщательно оценивая расстояние до кромки в конструкции отверстия, инженеры повышают структурную целостность и производительность детали. Сотрудничество со структурными аналитиками и соблюдение стандартов гарантируют, что конструкции соответствуют как функциональным требованиям, так и ожиданиям отрасли.
Эвакуация стружки
Удаление стружки — это процесс удаления металлической стружки или мусора, образующихся во время операций обработки, таких как сверление или фрезерование отверстий. Эффективное удаление стружки необходимо для поддержания срока службы инструмента, обеспечения качества обработки поверхности и достижения эксплуатационной эффективности. Неправильное управление стружкой может привести к поломке инструмента, повреждению заготовок и увеличению производственных затрат.
Срок службы инструмента
Правильный отвод стружки напрямую влияет на срок службы режущих инструментов:
Чистота поверхности
На качество обработки поверхности отверстия влияет эвакуация стружки:
Операционная эффективность
Эффективное удаление стружки способствует более плавной и быстрой обработке:
Стратегии по улучшению эвакуации стружки включают в себя:
Уделяя первостепенное внимание эвакуации стружки в процессе обработки, производители могут добиться более высокой производительности инструмента, более качественных отверстий и более эффективных производственных циклов.
Допуски с накоплением
Сложенные допуски относятся к накоплению размерных вариаций, которые возникают при сборке нескольких компонентов или элементов вместе. При изготовлении отверстий сложенные допуски могут существенно влиять на общую посадку и функционирование сборки. Понимание и управление этими допусками имеет важное значение для предотвращения таких проблем, как несоосность, помехи или чрезмерный зазор в конечном продукте.
Определение допусков с накоплением
Сложенные допуски возникают, когда индивидуальные допуски отдельных элементов или деталей складываются, потенциально превышая допустимые пределы:
Влияние на дизайн
Сложенные допуски влияют на различные аспекты проектирования и сборки:
Методы измерения
Точное измерение и контроль допусков помогают управлять эффектами штабелирования:
Проактивно решая проблемы с накоплением допусков в процессе проектирования и производства, инженеры могут предотвратить проблемы сборки и гарантировать, что конечный продукт соответствует требованиям к производительности. Сотрудничество между группами проектирования, производства и обеспечения качества способствует эффективному управлению допусками.
Устойчивость к коррозии и износу
Коррозия и износостойкость являются важными факторами при проектировании и выборе материала для отверстий в деталях, обрабатываемых на станках с ЧПУ. Эти факторы влияют на долговечность, надежность и безопасность компонента, особенно в сложных условиях или в приложениях, связанных с механическими нагрузками и воздействием коррозионных агентов.
Выбор материала
Выбор правильного материала — это первая линия защиты от коррозии и износа:
Чистота поверхности
Состояние поверхности отверстия влияет на его подверженность коррозии и износу:
Оптимизация дизайна
Продуманная конструкция может снизить риски коррозии и износа:
Интегрируя соображения коррозионной и износостойкой стойкости в выбор материала, обработку поверхности и проектирование, инженеры повышают долговечность и надежность обработанных деталей. Этот проактивный подход способствует снижению затрат на техническое обслуживание, увеличению срока службы продукта и повышению производительности в предполагаемом применении.
Точное измерение диаметра отверстия необходимо для обеспечения соответствия обработанных деталей проектным спецификациям и правильной работы. Точные методы измерения позволяют контролировать качество, облегчают сборку и поддерживают соответствие отраслевым стандартам. Для измерения диаметра отверстия доступны различные инструменты и технологии, каждый из которых подходит для определенных применений и уровней точности.
Штангенциркули и микрометры
Штангенциркули и микрометры — это распространенные ручные измерительные приборы, используемые для быстрых и точных измерений:
При использовании штангенциркулей и микрометров следует учитывать следующее:

Координатно-измерительные машины (КИМ)
КИМ — это современные измерительные системы, обеспечивающие высокоточные и автоматизированные измерения:
Преимущества использования КИМ включают в себя:
")
Лазерное сканирование и зонды
Передовые технологии, такие как лазерное сканирование и оптические зонды, предлагают решения для бесконтактных измерений:
Учитыватьэрации включают в себя:

Выбирая соответствующие измерительные инструменты и методы на основе размера отверстия, требований к точности и материала, инженеры и специалисты по контролю качества могут точно оценить размеры отверстия. Это гарантирует, что детали соответствуют проектным спецификациям, функционируют по назначению и способствуют общему качеству продукта.
Характеристики отверстий, включая размеры, допуски, качество поверхности и требования к материалам, оказывают глубокое влияние на производственный процесс. Они влияют на выбор инструмента, стратегии обработки, время производства, стоимость и качество. Понимание этих эффектов позволяет инженерам и производителям оптимизировать процессы, сбалансировать производительность с эффективностью и достичь целей проекта.
Влияние на выбор инструмента и износ
1. Совместимость инструментов
2. Износ инструмента
Влияние на стоимость
1. Использование материалов
2. Время цикла
1. Жесткие допуски
2. Целостность поверхности

Тщательно изучив, как спецификации отверстий влияют на производственный процесс, инженеры и производители могут принимать обоснованные решения, которые оптимизируют эффективность, контролируют затраты и обеспечивают качество. Сотрудничество между проектными и производственными группами облегчает согласование спецификаций и практических производственных возможностей.
Изготовление отверстий является основополагающим аспектом обработки на станках с ЧПУ и производства деталей. Однако несколько распространенных ошибок могут ухудшить качество отверстий, привести к неэффективности производства или вызвать отказы деталей. Распознавание и избежание этих ловушек повышает качество продукции, снижает затраты и повышает общую эффективность производства.
Неадекватное удаление заусенцев
Игнорирование круглости отверстия
Неправильные допуски
Неправильный выбор инструмента
Игнорирование износа инструмента
Игнорирование свойств материала
Зная эти распространенные ошибки и применяя профилактические меры, производители могут усовершенствовать процессы изготовления отверстий, что приведет к получению более качественных и эффективных деталей.
производственные циклы.
Достижения в области технологий постоянно совершенствуют процессы изготовления отверстий, предлагая улучшенную точность, эффективность и возможности. Использование этих инноваций позволяет производителям решать сложные задачи, сокращать расходы и сохранять конкурентоспособность. Некоторые из последних разработок в области технологий изготовления отверстий включают лазерное сверление, ультразвуковую обработку, передовую обработку с ЧПУ, криогенное сверление, электрохимическую обработку (ECM) и 3D-печать шаблонов и приспособлений.
Лазерное сверление
Технологии: Использует сфокусированные лазерные лучи для абляции материала и создания отверстий с высокой точностью и минимальным механическим напряжением.
Преимущества:
Области применения: Микроэлектроника, компоненты для аэрокосмической отрасли, медицинские приборы.
Ультразвуковая обработка
Технологии: Использует высокочастотные вибрации в сочетании с абразивной суспензией для разрушения материала и образования отверстий.
Преимущества:
Области применения: Современная обработка керамики, прецизионные компоненты.
Улучшения:
Влияние:

Криогенное бурение
Технологии: Использует жидкий азот или другие криогены для охлаждения зоны резания во время сверления.
Преимущества:
Области применения: Аэрокосмические материалы, труднообрабатываемые сплавы.
Электрохимическая обработка (ЭХО)
Технологии: Удаляет материал путем анодного растворения с использованием электрического тока и раствора электролита.
Преимущества:
Области применения: Лопатки турбин, медицинские имплантаты.
3D-печать шаблонов и приспособлений
Технологии: Аддитивное производство позволяет создавать индивидуальные шаблоны, направляющие и приспособления, облегчающие процессы изготовления отверстий.
Преимущества:
Области применения: Сложные узлы, мелкосерийное производство.
Использование этих достижений позволяет производителям расширять свои возможности, повышать качество и решать сложные задачи по изготовлению отверстий в деталях, обрабатываемых на станках с ЧПУ. Осведомленность о новых технологиях способствует постоянному совершенствованию и инновациям в этой области.
Понимание различных типов отверстий в обработке на станках с ЧПУ необходимо для проектирования функциональных, экономически эффективных и технологичных деталей. Тщательно продумывая особенности отверстий, процессы обработки и требования к применению, инженеры и производители могут оптимизировать свои конструкции для повышения производительности и эффективности. Работаете ли вы с индивидуальными услугами обработки на станках с ЧПУ или производите прототипы, выбор правильного типа отверстия является критически важным шагом в успешном производстве деталей.
Проектирование и выбор типов отверстий в CNC-обработка включает в себя сложное взаимодействие инженерных соображений, включая выбор материала, допуск и точность, глубину отверстия, чистоту поверхности, доступность инструмента и т. д. Благодаря тщательному пониманию этих факторов инженеры и производители могут создавать детали, которые отвечают функциональным требованиям, являются экономически эффективными в производстве и поддерживают высокие стандарты качества.
Достижения в технологии изготовления отверстий открывают новые возможности для повышения эффективности, точности и возможностей. Внедрение этих инноваций и избегание распространенных ошибок гарантирует, что производственный процесс останется конкурентоспособным и будет реагировать на меняющиеся требования отрасли.
Независимо от того, занимаетесь ли вы индивидуальной обработкой на станках с ЧПУ, Обработка прототипа с ЧПУ, или крупномасштабного производства, для успеха необходимо уделять особое внимание конструкции отверстий и производственным факторам. Используя идеи, представленные в этой статье, специалисты в этой области могут принимать обоснованные решения, которые оптимизируют производительность и способствуют совершенству в производстве деталей.

Какие существуют типы отверстий для болтов?
Отверстия для болтов можно разделить на несколько типов, включая отверстия с зазором (позволяющие проходить болтам без нарезания резьбы), резьбовые отверстия (содержащие внутреннюю резьбу), зенкованные отверстия (с плоским дном для утопления головок болтов) и зенкованные отверстия (с коническим расширением для установки головок винтов заподлицо).
Каково практическое правило для диаметра отверстия и расстояния до кромки?
Общее правило заключается в том, что минимальное расстояние до края должно быть не менее двух диаметров отверстия. Это обеспечивает достаточную прочность материала вокруг отверстия, чтобы предотвратить растрескивание или разрушение под нагрузкой.
Как определить диаметр и допуск отверстия под зазор?
Диаметры отверстий с зазором обычно немного больше диаметра болта или винта, следуя стандартизированным таблицам, например, предоставленным ISO или ANSI. Допуск зависит от желаемой посадки (свободная, нормальная или плотная) и конкретных требований к применению.
Как определить отверстия на инженерных чертежах?
Отверстия обозначены на инженерных чертежах с использованием стандартизированных символов и обозначений, включая диаметр (символ Ø), глубину, информацию о резьбе и специальные характеристики, такие как зенковки или цековки. Подробные размеры и аннотации обеспечивают четкие спецификации для производства.
Каковы различные типы схем расположения отверстий?
Схемы отверстий относятся к расположению отверстий на детали и могут включать линейные схемы, круговые схемы, сетки или пользовательские схемы. Эти схемы используются для функциональных целей, таких как крепление, вентиляция или эстетика.
Что такое слепые отверстия в производстве?
Глухие отверстия — это отверстия, которые не проходят полностью через материал. Они имеют определенную глубину и используются, когда проникновение через всю заготовку нежелательно, например, для резьбовых отверстий или при сохранении герметичной поверхности с одной стороны.
Что такое инструментальные отверстия?
Инструментальные отверстия используются в процессе производства для облегчения выравнивания, фиксации или сборки. Они служат опорными точками или точками крепления инструментов и часто не являются частью функциональных особенностей конечного продукта.
Каков инженерный термин для обозначения отверстия?
В инженерии отверстие часто называют «отверстием», когда подчеркивают его внутреннюю цилиндрическую форму, или «проемом», когда рассматривают отверстия в целом. Конкретные термины, такие как «просверленное отверстие», «резьбовое отверстие» или «рассверленное отверстие», обеспечивают дополнительный контекст.
Какие существуют типы инструментов для резки отверстий?
Инструменты для резки отверстий включают сверла (спиральные сверла, перовые сверла), развертки, метчики (для резьбы), зенковки, зенковки, расточные оправки и специализированные инструменты, такие как ружейные сверла или кольцевые пилы. Выбор зависит от типа отверстия, размера, материала и требований к точности.
В данной статье рассматриваются эти распространенные вопросы и дается подробный анализ инженерных соображений при проектировании и выборе отверстий. Она призвана помочь специалистам принимать обоснованные решения, повышающие качество и эффективность изготовления деталей на станках с ЧПУ.

 +86 15099911516
+86 15099911516


 Читать далее
Читать далее