Czy masz problem z wyborem właściwego procesu obróbki dla swojego projektu części? Czy mylące terminy, takie jak „frezowanie czołowe”, „frezowanie konturowe” lub „części frezowane CNC” sprawiają, że zastanawiasz się nad swoimi decyzjami projektowymi? Nie jesteś sam — technologia frezowania to szeroka i często źle rozumiana dziedzina. Jednak niezrozumienie typów operacji frezowania może prowadzić do wzrostu kosztów, słabego wykończenia powierzchni i dłuższego czasu realizacji.
Oto rozwiązanie: Ten kompleksowy przewodnik szczegółowo omawia wszystko, co musisz wiedzieć o operacjach frezowania, od sposobu działania frezarek CNC, przez różnice między poszczególnymi metodami, po wybór odpowiedniego procesu dla Twojej firmy. niestandardowe frezowanie CNC projekt. Dzięki łatwym do zrozumienia wyjaśnieniom i praktycznym porównaniom zyskasz jasność potrzebną do podejmowania pewnych, świadomych wyborów.
Przyjrzyjmy się kluczowym elementom frezowania — od ustawień maszyny po usuwanie materiału — dzięki czemu możesz osiągnąć wyższą wydajność, dokładniejsze tolerancje i lepszą jakość frezowanych CNC części.
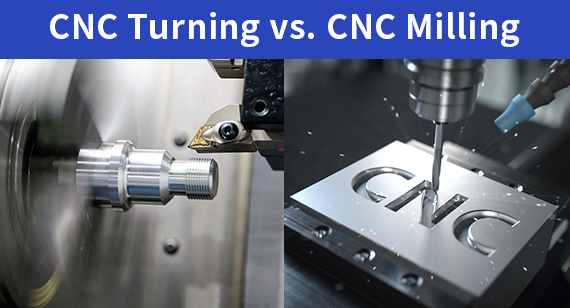
Operacje frezowania wykorzystują obrotowe narzędzia tnące do usuwania materiału z nieruchomego przedmiotu obrabianego. Istnieje wiele rodzajów operacji frezowania — takich jak frezowanie czołowe, rowkowe, czołowe i zębate — każdy zaprojektowany w celu uzyskania określonych kształtów, wymiarów i wykończeń. Frezowanie CNC zwiększa precyzję i wydajność poprzez automatyzację tych operacji za pomocą maszyn sterowanych komputerowo.
Zanim zagłębimy się w 18 typów operacji frezowania i w to, jak każda z nich wspiera różne cele projektowe i produkcyjne, zacznijmy od podstaw — czym właściwie jest operacja frezowania i jak działa frezowanie CNC od środka?
Czym jest operacja frezowania?
Operacja frezowania to proces produkcyjny subtraktywny, który obejmuje użycie obrotowych frezów do usuwania materiału z przedmiotu obrabianego. Jest to jedna z najpowszechniej stosowanych technologii obróbki w takich branżach jak przemysł lotniczy, motoryzacyjny, elektroniczny i produkcja urządzeń medycznych. Proces ten polega na podawaniu przedmiotu obrabianego do obracającego się narzędzia tnącego, które systematycznie usuwa materiał, aby uzyskać pożądany kształt.
Frezowanie jest znane ze swojej wszechstronności. Może obsługiwać wszystko, od prostych płaskich powierzchni po złożone kontury 3D. Operacje obejmują od szybkiego usuwania dużych ilości materiału (obróbka zgrubna) po precyzyjne wykańczanie (finish). Dzięki temu jest to podstawa zarówno w prototypowaniu, jak i produkcji masowej.
W nowoczesnych warunkach technologia frezowania CNC jest preferowana ze względu na automatyzację, powtarzalność i ścisłą kontrolę tolerancji. W przeciwieństwie do frezowania ręcznego, frezowanie CNC pozwala inżynierom i operatorom maszyn programować ścieżki narzędzi i parametry cyfrowo, zmniejszając interwencję operatora i zwiększając niezawodność procesu.

Jak działa frezowanie CNC?
Frezowanie CNC automatyzuje tradycyjny proces frezowania poprzez połączenie programowania oprogramowania, komponentów mechanicznych i systemów elektrycznych. Proces rozpoczyna się od cyfrowego modelu 3D części, który jest konwertowany na kod G — polecenia, które mówią frezarce CNC, jak poruszać narzędziami tnącymi.
Oto jak kluczowe elementy współdziałają ze sobą podczas frezowania:
- Interfejs maszyny: Panel sterowania, do którego operator wgrywa kod, ustawia współrzędne i uruchamia operacje.
- Wrzeciono: Napędzana silnikiem część obrotowa, która trzyma i obraca narzędzie tnące.
- Łóżko lub stół: Powierzchnia utrzymująca przedmiot obrabiany na miejscu podczas cięcia.
- Kolumna: Pionowa konstrukcja wsporcza, w której umieszczono wrzeciono i silnik.
- siodło: Umieszczony między łóżkiem a stołem, umożliwia ruch w wielu kierunkach.
- Altanka: Wał poziomy służący do podtrzymywania frezów o dużej średnicy.
- Narzędzia tnące: Specjalistyczne narzędzia wykonane z węglika spiekanego lub stali szybkotnącej HSS, które różnią się w zależności od materiału i pożądanego cięcia.
Każda oś ruchu (X, Y, Z) jest sterowana cyfrowo, co umożliwia frezowi zbliżanie się do przedmiotu obrabianego z dużą precyzją pod wieloma kątami.
18 Operacji Frezowania: Zrozumienie Najczęstszych Typów
Operacje frezowania nie są uniwersalne. W rzeczywistości istnieje co najmniej 18 typów operacji frezowania, z których każdy jest przeznaczony do różnych geometrii, wykończeń powierzchni, tolerancji i celów produkcyjnych. Niezależnie od tego, czy zgrubnie obrabiasz blok aluminium, czy wykańczasz precyzyjny rowek w hartowanej części stalowej, zrozumienie mocnych i słabych stron każdej metody ma kluczowe znaczenie dla osiągnięcia optymalnych rezultatów w przypadku niestandardowego frezowania CNC.
Przyjrzyjmy się bliżej każdej operacji frezowania ze względu na funkcję, zalety, wady i typowe zastosowania.
Frezowanie twarzy
Frezowanie czołowe jest powszechną operacją frezowania, w której działanie skrawające występuje głównie w narożnikach końcowych frezu. Narzędzie jest zamontowane tak, że jego oś jest prostopadła do powierzchni przedmiotu obrabianego. Ta metoda jest idealna do tworzenia płaskich powierzchni i jest stosowana zarówno do obróbki zgrubnej, jak i wykańczającej. W większości Usługi frezowania CNCFrezowanie czołowe jest jednym z pierwszych kroków stosowanych w celu wyrównania materiału przed przejściem do bardziej szczegółowej obróbki.
Frezy czołowe mają zazwyczaj wiele krawędzi skrawających i są często wyposażone w wymienne płytki. Narzędzia te działają z dużą prędkością i mogą być programowane do bardzo ciasnych tolerancji przy użyciu technologii frezowania CNC. Kierunek posuwu jest zazwyczaj poziomy, podczas gdy narzędzie obraca się pionowo.

Zalety
- Gładkie wykończenie powierzchni: Dzięki ścinającemu działaniu frezu, frezowanie czołowe zapewnia doskonałe wykończenie, zwłaszcza w przypadku dużych, płaskich powierzchni.
- Wysoka wydajność: Szybko usuwa materiał i doskonale nadaje się do produkcji wielkoseryjnej.
- Idealny do kwadratowania części: Doskonale nadaje się do przygotowania przedmiotu obrabianego przed dalszymi operacjami frezowania.
- Możliwość dostosowania do wielu materiałów: Dobrze sprawdza się w przypadku metali takich jak aluminium, stal i stal nierdzewna, powszechnie spotykanych w częściach frezowanych CNC.
Wady frezowania czołowego
- Zużycie narzędzia: Narzędzia do frezowania czołowego ulegają znacznemu zużyciu, szczególnie podczas operacji z dużą prędkością lub obróbki twardszych materiałów. Krawędzie tnące mogą z czasem ulegać degradacji, co wymaga regularnej wymiany narzędzi lub ponownego ostrzenia.
- Ograniczona głębokość cięcia: Chociaż frezowanie czołowe jest wydajne w przypadku dużych płaskich powierzchni, nie jest idealne do głębokich cięć. W przypadku głębszych cięć bardziej specjalistyczne operacje, takie jak frezowanie rowków, mogą być bardziej odpowiednie.
- Pobór mocy: Frezowanie czołowe wymaga znacznej mocy maszyny, zwłaszcza w przypadku dużych elementów obrabianych lub twardych materiałów. Może to prowadzić do wyższych kosztów energii.
- Zniekształcenie powierzchni: W niektórych przypadkach siły skrawania występujące podczas frezowania czołowego mogą powodować odkształcenie lub ugięcie materiału obrabianego, zwłaszcza w przypadku materiałów cienkich lub elastycznych.
- Wykończenie powierzchni: Chociaż frezowanie czołowe zapewnia dobre wykończenie powierzchni, może nie dorównywać jakości uzyskiwanej w innych procesach, takich jak szlifowanie lub frezowanie walcowe, dających bardzo gładkie i drobne wykończenia.
- Złożoność skomplikowanych kształtów: Frezowanie czołowe jest idealne do płaskich powierzchni, jednak nie jest najlepszym wyborem przy tworzeniu skomplikowanych kształtów geometrycznych lub elementów o wąskiej tolerancji, w przypadku których inne operacje frezowania byłyby skuteczniejsze.
Ograniczenia te należy wziąć pod uwagę przy podejmowaniu decyzji, czy frezowanie czołowe jest najlepszą operacją w przypadku danego projektu, w zależności od rodzaju materiału, wymagań obróbkowych i dostępnych zasobów.
Zastosowania
Produkcja narzędzi i matryc: Stosowane w celu wykonania idealnie płaskich podstaw matryc lub form.
- Automobilowy: Obróbka skrawaniem powierzchni styku głowicy cylindrów.
- Lotnictwo: Wykończenie elementów konstrukcyjnych z aluminium i tytanu.
- Frezowanie CNC na zamówienie: Podstawowy proces w prototypowaniu i seriach produkcyjnych, służący do wyrównywania powierzchni przed obróbką elementów.
- Produkcja ogólna: Stosowany w wielu gałęziach przemysłu do przygotowywania powierzchni do montażu lub wykańczania.
Daj mi znać, czy chcesz wykonać frezowanie rowków lub inną operację!
Frezowanie rowków
Frezowanie rowków to rodzaj operacji frezowania, w której obrotowy frez jest używany do usuwania materiału wzdłuż długości rowka lub wyżłobienia w przedmiocie obrabianym. Frez wchodzi w materiał pod określonym kątem, zazwyczaj prostopadle do powierzchni przedmiotu obrabianego. Operacja ta jest powszechnie stosowana do tworzenia rowków, wyżłobień lub rowków klinowych w częściach.

Zalety:
- Wszechstronność: Frezowanie rowkowe można stosować do wykonywania szerokiej gamy rowków i rowków, dzięki czemu sprawdza się w wielu gałęziach przemysłu i zastosowaniach.
- Dokładne wymiary: Zastosowanie frezarki CNC gwarantuje, że frezowanie rowków może zapewnić dokładne wymiary i wąskie tolerancje, zwłaszcza gdy wymagane są pasowania lub rowki wpustowe.
- Gładkie wykończenie powierzchni: Przy prawidłowym wykonaniu frezowanie rowków pozwala na uzyskanie gładkiej powierzchni, zwłaszcza gdy stosuje się precyzyjne frezy i optymalne prędkości.
- Usuwanie materiału: Frezowanie rowków to skuteczna metoda usuwania dużych ilości materiału, szczególnie w przypadku głębokich rowków lub szerokich rowków wpustowych, umożliwiająca efektywne kształtowanie przedmiotu obrabianego.
- Wysoka elastyczność: Frezowanie rowków można wykonywać zarówno w przypadku prostych, jak i złożonych geometrii, co zapewnia elastyczność pod względem projektowania.
Niedogodności:
- Zużycie narzędzia: Podobnie jak w przypadku większości operacji frezowania, narzędzia do frezowania rowków zużywają się z czasem, zwłaszcza podczas cięcia twardszych materiałów. Może to zwiększyć koszty konserwacji i częstotliwość wymiany narzędzi.
- Pobór mocy: Frezowanie rowków może wymagać większego nakładu mocy, szczególnie podczas cięcia głębokich lub szerokich rowków. Może to prowadzić do wyższych kosztów energii i potencjalnego obciążenia maszyny.
- Ograniczone do płytkich cięć: Chociaż frezowanie rowków jest skuteczną metodą wykonywania płytkich rowków, uzyskanie głębokich rowków z dużą precyzją może być trudne i wymagać dodatkowych operacji.
- Siły cięcia: Siły skrawania występujące podczas frezowania rowków mogą czasami powodować ugięcia lub odkształcenia przedmiotu obrabianego, zwłaszcza przy obróbce miękkich materiałów lub cienkich części.
- Wykończenie powierzchni: Osiągnięcie pożądanego wykończenia powierzchni może być trudne, zwłaszcza gdy wymiary lub głębokość szczeliny są duże. Dodatkowe operacje wykończeniowe mogą być konieczne w celu poprawy jakości powierzchni.
Aplikacje:
- Otwory wpustowe i szczeliny na klucze: Stosowane powszechnie w zespołach mechanicznych, gdzie wały i koła zębate wymagają rowków klinowych w celu zapewnienia bezpiecznego montażu.
- Gniazda na łożyska lub tuleje: Tworzenie rowków do mocowania łożysk, tulei lub innych części cylindrycznych.
- Rowki pod uszczelki: Obróbka rowków w celu zamocowania uszczelek w zastosowaniach z cieczami lub układach mechanicznych.
- Części dopasowane na zamówienie: Często stosowany do części wymagających określonego dopasowania wymiarowego, np. w zastosowaniach motoryzacyjnych i lotniczych.
- Łączenie komponentów: Frezowanie rowkowe jest kluczowe przy produkcji elementów, które muszą ze sobą współgrać, aby zachować integralność strukturalną.
Frezowanie rowków jest istotną operacją w różnych procesach obróbki skrawaniem, szczególnie w zastosowaniach wymagających dokładnego formowania rowków i żłobień w metalu, tworzywach sztucznych lub materiałach kompozytowych.
Frezowanie końcowe
Frezowanie trzpieniowe to proces obróbki polegający na użyciu obrotowego frezu, zwanego frezem trzpieniowym, w celu usunięcia materiału z przedmiotu obrabianego. Frez zazwyczaj porusza się pionowo w materiale, obracając się w ruchu okrężnym. Krawędzie tnące narzędzia znajdują się po bokach i na końcu frezu, co umożliwia cięcie w kierunku osiowym i promieniowym. Frezowanie trzpieniowe jest powszechnie stosowane do wytwarzania płaskich powierzchni, rowków, szczelin i złożonych kształtów 3D na przedmiocie obrabianym.

Zalety:
- Wszechstronność: Frezowanie czołowe może być stosowane w szerokim zakresie operacji, w tym frezowanie czołowe, rowkowanie, profilowanie i konturowanie. Może obsługiwać zarówno operacje zgrubne, jak i wykańczające.
- Wysoka precyzja: Dzięki zastosowaniu technologii CNC frezowanie czołowe może osiągnąć bardzo wysoką precyzję i wąskie tolerancje, co czyni je idealnym rozwiązaniem w przypadku skomplikowanych i skomplikowanych geometrii.
- Możliwość głębokiego cięcia: W odróżnieniu od innych metod frezowania, frezowanie czołowe umożliwia głębokie cięcie materiału, co jest niezbędne przy tworzeniu głębokich kieszeni lub rowków.
- Dobre wykończenie powierzchni: Przy zastosowaniu odpowiednich prędkości i posuwów frezowanie czołowe pozwala uzyskać gładką powierzchnię części, zwłaszcza gdy wymagane są operacje wykańczające.
- Skuteczne w konturowaniu 3D: Frezy trzpieniowe, a w szczególności frezy trzpieniowe kuliste, doskonale nadają się do wycinania kształtów i konturów 3D, co sprawia, że są popularne w przemyśle formowania wtryskowego i lotniczym.
Niedogodności:
- Zużycie narzędzia: Frezy trzpieniowe mogą ulegać znacznemu zużyciu, szczególnie podczas intensywnego usuwania materiału. Może to zwiększyć koszty ze względu na konieczność częstej wymiany narzędzi lub ostrzenia.
- Ograniczona głębokość cięcia: Głębokość skrawania w frezowaniu czołowym może być ograniczona przez sztywność maszyny, narzędzia i przedmiotu obrabianego. Do głębszych cięć często konieczne są specjalistyczne narzędzia lub wielokrotne przejścia.
- Wytwarzanie ciepła: Frezowanie końcowe generuje ciepło podczas procesu cięcia, zwłaszcza podczas obróbki twardszych materiałów. Bez odpowiedniego chłodzenia lub smarowania nadmierne ciepło może prowadzić do zużycia narzędzia i odkształcenia materiału.
- Złożone narzędzia: Aby uzyskać optymalną wydajność, w zależności od materiału i operacji, konieczne może być zastosowanie różnych typów frezów trzpieniowych, co sprawia, że wybór i konserwacja narzędzi stają się bardziej złożone.
- Problemy z usuwaniem wiórów: W przypadku niektórych operacji, zwłaszcza przy obróbce głębokich lub wąskich elementów, usuwanie wiórów może okazać się trudne, co może prowadzić do zatkania się narzędzia lub uszkodzenia obrabianego przedmiotu.
Aplikacje:
- Rowkowanie i nacinanie: Frezowanie trzpieniowe jest często stosowane do wykonywania rowków, rowków i wpustów, szczególnie w zespołach mechanicznych wymagających specyficznego dopasowania.
- Wykończenie powierzchni: Frezy trzpieniowe idealnie nadają się do wykańczania płaskich powierzchni i uzyskiwania gładkich wykończeń elementów, szczególnie w przypadku obróbki precyzyjnej.
- Złożone geometrie: Jest powszechnie stosowany do obróbki skomplikowanych kształtów, konturów i powierzchni 3D, zwłaszcza w przemyśle lotniczym i w produkcji form.
- Kieszenie i wiercenie: Frezowanie trzpieniowe można stosować do tworzenia kieszeni i otworów, szczególnie w częściach wymagających skomplikowanych cech wewnętrznych.
- Produkcja precyzyjnych części: Jest szeroko stosowany w produkcji elementów wymagających dużej dokładności wymiarowej i ścisłych tolerancji, np. w przemyśle motoryzacyjnym, elektronicznym i medycznym.
Frezowanie końcowe jest jedną z najbardziej wszechstronnych i szeroko stosowanych operacji obróbki, odpowiednią do szerokiej gamy materiałów i zastosowań. Jej precyzja i adaptacyjność sprawiają, że jest to niezbędna operacja w wielu branżach wymagających obróbki wysokiej jakości.
Frezowanie gwintów
Frezowanie gwintów to proces obróbki skrawaniem, który polega na wycinaniu gwintów na powierzchni przedmiotu obrabianego za pomocą obrotowego frezu wieloostrzowego. W przeciwieństwie do gwintowania, które wykorzystuje jednopunktowe narzędzie tnące, frezowanie gwintów wykorzystuje ruch śrubowy narzędzia do tworzenia gwintów. Proces ten umożliwia wytwarzanie gwintów wewnętrznych i zewnętrznych i może być stosowany do różnych materiałów, w tym metali, tworzyw sztucznych i materiałów kompozytowych. Frezowanie gwintów jest idealne do precyzyjnego gwintowania, szczególnie w przypadku dużych lub głębokich gwintów, w których gwintowanie może być nieefektywne lub trudne.

Zalety:
- Wysoka precyzja: Frezowanie gwintów pozwala na wykonywanie niezwykle dokładnych i precyzyjnych gwintów o wąskich tolerancjach, co jest niezbędne w zastosowaniach wymagających dokładnego dopasowania, np. w podzespołach lotniczych lub samochodowych.
- Elastyczność: W przeciwieństwie do gwintowania, które jest ograniczone do określonych rozmiarów i konfiguracji gwintów, frezowanie gwintów można stosować do obróbki gwintów o różnych rozmiarach, zarówno wewnętrznych, jak i zewnętrznych, a także do obróbki wielu form gwintów.
- Nie ma potrzeby stosowania otworów ślepych: Frezowanie gwintów można stosować do wykonywania gwintów w głębokich otworach lub otworach nieprzelotowych bez ryzyka złamania narzędzia, co może mieć miejsce podczas gwintowania, zwłaszcza gdy głębokość otworu przekracza długość gwintu.
- Dłuższa żywotność narzędzia: Zastosowanie wielu krawędzi skrawających podczas frezowania gwintów wydłuża żywotność narzędzia w porównaniu do gwintowania, w którym stosuje się krawędź skrawającą o jednym punkcie, która zużywa się szybciej.
- Mniejsze tworzenie się wiórów: Ciągły ruch skrawania podczas frezowania gwintów zmniejsza ryzyko zatykania wiórów, co jest powszechne w przypadku gwintowania. Dzięki temu jest to szczególnie przydatne podczas pracy z materiałami, które wytwarzają długie, nitkowate wióry.
Niedogodności:
- Złożona konfiguracja: Frezowanie gwintów wymaga precyzyjnej konfiguracji, w tym wyboru narzędzi, programowania i kalibracji maszyny. Może nie być tak szybkie ani proste jak gwintowanie, szczególnie w przypadku prostych zadań związanych z cięciem gwintów.
- Wyższy koszt: Frezowanie gwintów może być droższe w porównaniu do gwintowania, ze względu na specjalistyczne narzędzia, konfigurację maszyny i wydłużone czasy cyklu. Najlepiej nadaje się do zastosowań o wysokiej precyzji lub wysokiej wartości.
- Koszty oprzyrządowania: Narzędzia wymagane do frezowania gwintów są zazwyczaj droższe niż gwintowniki, zwłaszcza w przypadku większych i bardziej złożonych gwintów, co może zwiększyć koszty produkcji.
- Wolniejszy czas cyklu: Frezowanie gwintów zajmuje zazwyczaj więcej czasu niż gwintowanie, ponieważ narzędzie musi wykonać wiele przejść, aby uzyskać pożądaną głębokość i kształt gwintu. Może to sprawić, że będzie mniej wydajne w przypadku produkcji seryjnej prostych gwintów.
- Wymagani wykwalifikowani operatorzy: Proces ten wymaga wykwalifikowanych operatorów i zaawansowanej wiedzy z zakresu programowania CNC, aby zagwarantować prawidłowe generowanie ścieżki narzędzia, co może zwiększyć ogólne koszty pracy.
Aplikacje:
- Przemysł lotniczy i motoryzacyjny: Frezowanie gwintów jest powszechnie stosowane w przypadku precyzyjnych elementów gwintowanych w przemyśle lotniczym i motoryzacyjnym, gdzie dokładność i wytrzymałość mają kluczowe znaczenie dla wydajności.
- Urządzenia medyczne: W przypadku produkcji wyrobów medycznych i implantów wymagających drobnych gwintów, frezowanie gwintów zapewnia uzyskanie wysokiej jakości, precyzyjnych gwintów spełniających rygorystyczne normy.
- Narzędzia i osprzęt: Frezowanie gwintów służy do wykonywania wysokiej jakości gwintów w narzędziach i przyrządach montażowych. Zapewnia to prawidłowy montaż części i zachowanie ich integralności podczas użytkowania.
- Olej i gaz: W przypadku elementów gwintowanych stosowanych w środowiskach narażonych na duże obciążenia, takich jak urządzenia wiertnicze, frezowanie gwintów zapewnia, że gwinty wytrzymują ekstremalne ciśnienia i trudne warunki.
- Maszyny precyzyjne: Frezowanie gwintów jest często stosowane w operacjach obróbki precyzyjnej, w których wymagane jest wykonanie małych lub głębokich otworów gwintowanych w przypadku skomplikowanych lub wymagających wysokiej precyzji części.
Frezowanie gwintów oferuje wszechstronną, wysoce precyzyjną metodę produkcji gwintów, szczególnie w przypadku głębokich lub skomplikowanych zastosowań, w których gwintowanie może nie być skuteczne. Jednak jego złożoność i wyższy koszt sprawiają, że jest on bardziej odpowiedni do specjalistycznych lub wartościowych prac niż do produkcji gwintów na dużą skalę i prostych.
Frezowanie barkowe
Frezowanie barkowe to proces obróbki polegający na wycinaniu rowków i barków w przedmiocie obrabianym za pomocą obrotowego frezu. Narzędzie tnące w frezowaniu barkowym jest zazwyczaj montowane pod kątem prostopadłym do powierzchni materiału, co umożliwia tworzenie płaskich, pionowych ścianek lub stopni na przedmiocie obrabianym. Często jest ono używane do tworzenia barków o zdefiniowanych krawędziach, które są kluczowe dla wyrównania części w procesach montażu. Frezowanie barkowe jest powszechnie wykonywane za pomocą frezu czołowego lub frezu walcowo-czołowego, w zależności od geometrii przedmiotu obrabianego i wymaganego wykończenia powierzchni.
Zalety:
- Wszechstronne cięcie: Frezowanie barkowe jest bardzo wszechstronne i umożliwia produkcję szerokiej gamy cech, w tym płaskich powierzchni, rowków i barków. Może również ciąć wiele szerokości i głębokości w jednym przejściu.
- Wysoka wydajność usuwania materiału: Ta metoda oferuje wydajne usuwanie materiału, co czyni ją idealną do zastosowań, w których znaczny zapas musi zostać szybko usunięty. Zapewnia szybsze prędkości cięcia w porównaniu z innymi operacjami, takimi jak frezowanie rowków.
- Precyzja: Przy użyciu odpowiednich narzędzi i ustawień frezowanie barkowe zapewnia precyzyjne, dokładne cięcia. Jest to szczególnie ważne w przypadku zastosowań wymagających ścisłych tolerancji, takich jak przemysł lotniczy lub motoryzacyjny.
- Zmniejszone zużycie narzędzi: Narzędzia do frezowania kątowego często zużywają się w mniejszym stopniu niż inne rodzaje frezów, ponieważ posiadają wiele krawędzi skrawających pracujących w tandemie, co pomaga równomiernie rozłożyć obciążenie podczas obróbki.
- Ulepszone wykończenie powierzchni: Frezowanie kątowe może zapewnić gładkie i równomierne wykończenie powierzchni, szczególnie przy użyciu płytek węglikowych i technik obróbki z dużą prędkością. Dzięki temu nadaje się do części, w których wykończenie powierzchni ma kluczowe znaczenie.
Niedogodności:
- Złożona konfiguracja: Ustawienie prawidłowego wyrównania i pozycjonowania dla frezowania kątowego może być bardziej skomplikowane w porównaniu do innych operacji frezowania. Do uzyskania optymalnych rezultatów wymagane jest precyzyjne mocowanie przedmiotu obrabianego i programowanie ścieżki narzędzia.
- Możliwość ugięcia narzędzia: Jeżeli narzędzie nie jest sztywno zamocowane lub warunki skrawania nie są zoptymalizowane, frezowanie kątowe może prowadzić do ugięcia narzędzia, co z kolei może skutkować niedokładnymi cięciami lub słabą jakością wykończenia powierzchni.
- Ograniczone do płytkich głębokości: Podczas gdy frezowanie barkowe może tworzyć płaskie lub schodkowe barki, jego głębokość skrawania może być ograniczona w porównaniu z innymi metodami frezowania. W przypadku głębszych cięć mogą być potrzebne dodatkowe przejścia lub inne procesy obróbki.
- Zwiększone zużycie narzędzi: Chociaż frezowanie kątowe jest wydajne, frez może ulec znacznemu zużyciu z powodu siły skrawania zaangażowanej w tworzenie pionowych ścianek. Wymaga to wymiany narzędzi w regularnych odstępach czasu, szczególnie podczas produkcji wielkoseryjnej.
- Ograniczenia maszyny: Niektóre frezarki mogą mieć ograniczony zasięg lub pojemność pionową, co może ograniczyć rozmiar ramion, które można frezować. W przypadku większych części mogą być wymagane specjalne przyrządy lub narzędzia.
Aplikacje:
- Produkcja samochodów: Frezowanie walcowo-czołowe jest często stosowane do wykonywania rowków klinowych i szczelin w elementach silnika, podwoziu i innych częściach samochodowych, które wymagają precyzyjnych kołnierzy lub rowków do montażu.
- Komponenty lotnicze: W zastosowaniach lotniczych frezowanie kątowe jest wykorzystywane do tworzenia elementów konstrukcyjnych, które muszą spełniać ścisłe tolerancje, łącznie z podporami i mocowaniami różnych komponentów.
- Narzędzia i osprzęt: Proces ten jest powszechnie stosowany przy produkcji niestandardowych narzędzi i oprzyrządowania, gdzie precyzyjne dopasowanie części ze stopniowanymi lub rowkowanymi ramionami ma kluczowe znaczenie dla właściwego ustawienia zespołów.
- Wyposażenie medyczne: Frezowanie kątowe odgrywa ważną rolę w produkcji wyrobów medycznych, takich jak narzędzia chirurgiczne i implanty, gdzie wysoka precyzja i gładkie wykończenie mają kluczowe znaczenie zarówno dla funkcjonalności, jak i bezpieczeństwa.
- Elektroniki użytkowej: Małe, precyzyjne części stosowane w elektronice często wymagają frezowania kątowego w celu uzyskania niezbędnego wyrównania i dopasowania; dotyczy to również złączy i elementów obudów urządzeń.
Frezowanie barków to wszechstronny i precyzyjny proces obróbki, który idealnie nadaje się do tworzenia określonych cech geometrycznych, takich jak barki, rowki i sekcje schodkowe. Oferuje wysokie wskaźniki usuwania materiału i doskonałe wykończenie powierzchni, ale wymaga starannego ustawienia i narzędzi, aby zminimalizować ugięcie i uzyskać dokładne wyniki. Jego zastosowania są powszechne w takich branżach, jak motoryzacja, lotnictwo, medycyna i narzędzia.
Frezowanie boczne
Frezowanie boczne to operacja obróbki polegająca na cięciu przedmiotu obrabianego bokiem obracającego się frezu, zazwyczaj frezu trzpieniowego lub czołowego. Narzędzie tnące jest ustawione prostopadle do powierzchni przedmiotu obrabianego, a cięcie wykonuje powierzchnia boczna frezu, a nie jego koniec. Dzięki temu frezowanie boczne może tworzyć takie cechy, jak rowki, szczeliny i płaskie powierzchnie bokami przedmiotu obrabianego. Operację można wykonać przy użyciu poziomych lub pionowych frezarek, w zależności od maszyny i geometrii części. Frezowanie boczne jest powszechnie stosowane do cięcia głębokich, wąskich szczelin lub szerokich powierzchni wymagających precyzji.

Zalety:
- Wszechstronne zastosowanie narzędzia: Frezowanie boczne jest bardzo wszechstronne, ponieważ umożliwia stosowanie różnych narzędzi skrawających, w tym frezów walcowo-czołowych, frezów czołowych i narzędzi specjalnych, co pozwala na wykonywanie różnych rodzajów cięć.
- Wysoka wydajność usuwania materiału: Dzięki działaniu tnącemu bocznej części narzędzia, frezowanie boczne pozwala na szybsze usuwanie materiału w porównaniu z innymi operacjami frezowania, szczególnie w przypadku większych części, które wymagają usunięcia znacznej ilości materiału.
- Gładkie wykończenie powierzchni: Frezowanie boczne może wytwarzać gładkie, płaskie powierzchnie, gdy stosuje się właściwą prędkość posuwu i narzędzie tnące. Jest to niezbędne w przypadku części wymagających ścisłych tolerancji i gładkich wykończeń, takich jak komponenty w przemyśle lotniczym i motoryzacyjnym.
- Precyzyjne cięcie: Jeśli jest wykonywane prawidłowo, frezowanie boczne oferuje wysoką precyzję, co czyni je idealnym do tworzenia części o dokładnych wymiarach i ciasnych dopasowaniach. Jest powszechnie stosowane do cięcia rowków, szczelin i stopni z wysoką dokładnością.
- Możliwość obróbki skomplikowanych elementów: Frezowanie boczne jest skuteczną metodą obróbki skomplikowanych detali, w tym wykonywania wewnętrznych rowków, wpustów i rowków, które mogłyby być trudne do uzyskania przy użyciu innych metod frezowania.
Niedogodności:
- Ugięcie narzędzia: Siły skrawania występujące podczas frezowania bocznego mogą prowadzić do ugięcia narzędzia, zwłaszcza podczas cięcia głębokich lub długich rowków. Może to wpłynąć na dokładność cięć i obniżyć jakość wykończenia powierzchni.
- Ograniczona głębokość cięcia: Podczas gdy frezowanie boczne jest skuteczne w tworzeniu wąskich szczelin i rowków, jego głębokość cięcia jest ograniczona w porównaniu z innymi operacjami, takimi jak frezowanie czołowe. Do głębszych cięć mogą być wymagane wielokrotne przejścia, co wydłuża czas cyklu.
- Złożona konfiguracja: Przygotowanie operacji frezowania bocznego może być bardziej skomplikowane w porównaniu z innymi rodzajami frezowania. Upewnienie się, że przedmiot obrabiany jest prawidłowo wyrównany z narzędziem i że używane jest właściwe narzędzie, wymaga precyzji.
- Zwiększone zużycie narzędzi: Frezowanie boczne może powodować większe zużycie narzędzia w porównaniu z innymi operacjami frezowania ze względu na działanie cięcia bocznego i siły w nim występujące. Wymaga to regularnej wymiany narzędzi, szczególnie podczas produkcji wielkoseryjnej.
- Wymaga maszyn o wysokiej precyzji: Aby osiągnąć pożądaną jakość i wykończenie podczas frezowania bocznego, wymagane są maszyny o wysokiej sztywności i precyzji. Maszyny o niższej precyzji mogą powodować mniej dokładne cięcia i słabą jakość powierzchni.
Aplikacje:
- Produkcja lotnicza: Frezowanie boczne jest stosowane w celu wykonywania precyzyjnych rowków, żłobień i płaskich powierzchni w podzespołach lotniczych, takich jak części silników, elementy konstrukcyjne i ramy, gdzie dokładność i gładkie wykończenie mają kluczowe znaczenie.
- Przemysł samochodowy: W sektorze motoryzacyjnym frezowanie boczne stosuje się do wytwarzania części, takich jak elementy skrzyni biegów, bloki silników i części podwozia, które wymagają ścisłych tolerancji i wysokiej precyzji.
- Produkcja wyrobów medycznych: Frezowanie boczne odgrywa kluczową rolę w produkcji podzespołów medycznych, takich jak narzędzia chirurgiczne, implanty i obudowy, które wymagają gładkich powierzchni i precyzyjnych cech dla zapewnienia właściwej funkcjonalności i bezpieczeństwa.
- Narzędzia i osprzęt: Operację tę stosuje się często przy produkcji niestandardowych narzędzi i osprzętu, gdzie konieczne jest wykonanie precyzyjnych kształtów geometrycznych, na przykład rowków lub sekcji schodkowych, w celu dopasowania ich do konkretnych części podczas montażu.
- Produkcja elektroniki: Frezowanie boczne jest stosowane w przemyśle elektronicznym do produkcji elementów z wąskimi szczelinami i rowkami, takich jak złącza, obudowy i uchwyty stosowane w urządzeniach elektronicznych.
Frezowanie boczne to wszechstronna i skuteczna operacja obróbki, która umożliwia precyzyjne cięcia i tworzenie złożonych cech. Oferuje szereg korzyści, takich jak wysokie wskaźniki usuwania materiału, gładkie wykończenia powierzchni i możliwość obróbki trudno dostępnych miejsc. Wiąże się jednak z wyzwaniami, takimi jak zużycie narzędzi i złożoność konfiguracji, którymi należy zarządzać, aby uzyskać optymalne wyniki.
Frezowanie konturowe
Frezowanie konturowe to operacja obróbki stosowana do wycinania skomplikowanych krzywych lub nieregularnych kształtów wzdłuż powierzchni przedmiotu obrabianego. Proces ten polega na użyciu obracającego się narzędzia tnącego do podążania za konturami przedmiotu obrabianego, co pozwala na uzyskanie gładkich, precyzyjnych profili. Frezowanie konturowe można wykonać przy użyciu frezarek CNC, które zapewniają wysoką precyzję wymaganą w takich operacjach. Frez podąża określoną ścieżką określoną przez projekt części, często używaną do tworzenia szczegółowych kształtów zewnętrznych i wewnętrznych, takich jak kontury, krzywe lub złożone profile, których nie można łatwo osiągnąć innymi metodami frezowania. Proces ten jest bardzo korzystny w przypadku tworzenia części projektowanych na zamówienie w branżach wymagających szczegółowych kształtów i gładkich wykończeń.
Zalety:
- Precyzja i szczegółowość: Frezowanie konturowe zapewnia wysoką precyzję i możliwość tworzenia bardzo szczegółowych, złożonych kształtów na obrabianym przedmiocie. Dzięki temu jest idealne dla takich branż jak przemysł lotniczy i motoryzacyjny, gdzie dokładne specyfikacje i ścisłe tolerancje są kluczowe.
- Gładkie wykończenie powierzchni: Możliwość użycia różnych typów narzędzi tnących pozwala na uzyskanie doskonałych wykończeń powierzchni, dzięki czemu frezowanie konturowe jest idealne dla części wymagających gładkich, drobnych powierzchni. Sterowana CNC natura operacji zapewnia, że kontury są cięte z wysokim stopniem gładkości.
- Elastyczność w projektowaniu: Frezowanie konturowe jest bardzo wszechstronne i może obsługiwać części o różnej złożoności geometrycznej. Niezależnie od tego, czy część obejmuje proste krzywe, czy bardziej skomplikowane wzory, frezowanie konturowe może dostosować się do konkretnych potrzeb projektu.
- Zmniejszone straty materiału: Dzięki podążaniu za konturami obrabianego przedmiotu, frezowanie konturowe minimalizuje straty materiału w porównaniu z innymi procesami obróbki. Pozwala operatorowi na efektywne wykorzystanie materiału przy jednoczesnym zachowaniu precyzji kształtu części.
- Zwiększona dokładność: Dzięki maszynom CNC frezowanie konturowe pozwala na uzyskanie tych samych kształtów z dużą dokładnością, gwarantując tym samym, że części spełniają precyzyjne specyfikacje techniczne w wielu cyklach produkcji.
Niedogodności:
- Zużycie narzędzia: Podobnie jak w przypadku wielu procesów frezowania, zużycie narzędzia może być znaczącą wadą frezowania konturowego. Obracający się frez może być bardziej zużyty podczas cięcia złożonych geometrii lub podczas dłuższego użytkowania, co prowadzi do zmniejszenia wydajności cięcia i konieczności częstej wymiany narzędzia.
- Dłuższe cykle czasowe: Ponieważ frezowanie konturowe często obejmuje cięcie skomplikowanych, zakrzywionych ścieżek, czas cyklu obróbki może być dłuższy niż w przypadku tradycyjnych operacji frezowania, zwłaszcza jeśli część ma skomplikowane wzory. Może to zwiększyć całkowity czas produkcji i koszty.
- Złożona konfiguracja: Złożoność operacji frezowania konturowego oznacza, że czas konfiguracji jest zazwyczaj dłuższy. Maszyna musi być dokładnie zaprogramowana, aby podążać za dokładnymi konturami przedmiotu obrabianego, a ten proces konfiguracji może być czasochłonny.
- Wymagani wykwalifikowani operatorzy: Ponieważ frezowanie konturowe obejmuje skomplikowane ścieżki obróbki, wymaga wysoko wykwalifikowanych operatorów znających programowanie CNC i określone parametry cięcia konturowego. Niedoświadczony operator może powodować błędy, które wpływają na jakość części.
- Ograniczone rodzaje materiałów: Chociaż frezowanie konturowe można stosować do wielu materiałów, proces ten jest powszechniejszy w przypadku miękkich metali i tworzyw sztucznych. Twardsze materiały mogą wymagać specjalistycznych narzędzi i regulacji, a nadmierne ciepło generowane podczas frezowania może mieć wpływ na właściwości przedmiotu obrabianego.
Aplikacje:
- Lotnictwo: Frezowanie konturowe jest stosowane do wytwarzania skomplikowanych części samolotów, takich jak elementy skrzydeł, łopatki turbin i elementy konstrukcyjne wymagające wysokiej precyzji i gładkiej powierzchni.
- Automobilowy: Podzespoły samochodowe, takie jak części silnika, wahacze zawieszenia i specjalnie zaprojektowane panele nadwozia, często wymagają frezowania konturowego w celu uzyskania skomplikowanych wzorów i skomplikowanych krzywizn.
- Urządzenia medyczne: Części urządzeń medycznych, takich jak narzędzia chirurgiczne, implanty i protezy, często są wytwarzane metodą frezowania konturowego w celu spełnienia rygorystycznych wymagań dotyczących precyzji i wykończenia powierzchni.
- Narzędzia i osprzęt: Frezowanie konturowe jest często stosowane do tworzenia niestandardowych narzędzi i oprzyrządowania do montażu złożonych części w środowiskach produkcyjnych. Narzędzia te muszą dokładnie pasować do linii montażowych lub pewnie trzymać części podczas innych procesów produkcyjnych.
- Elektroniki użytkowej: W produkcji elektroniki użytkowej, np. smartfonów i laptopów, frezowanie konturowe stosuje się w przypadku części takich, jak obudowy, złącza i elementy wewnętrzne, które wymagają skomplikowanych kształtów i wysokiej jakości powierzchni.
Frezowanie konturowe to wysoce efektywna i wszechstronna operacja obróbki, która zapewnia wyjątkową precyzję i elastyczność w tworzeniu złożonych kształtów i profili. Podczas gdy oferuje korzyści, takie jak mniejsze marnotrawstwo materiału, gładkie wykończenia i wysoką dokładność, wiąże się również z wyzwaniami, takimi jak dłuższe czasy cykli, zużycie narzędzi i potrzeba wykwalifikowanych operatorów. Pomimo tych wyzwań, frezowanie konturowe pozostaje niezbędnym procesem w branżach wymagających niestandardowych, wysoce precyzyjnych części.
Piłowanie
Piłowanie to proces obróbki skrawaniem stosowany do cięcia materiałów za pomocą zębatego ostrza lub piły. Ta operacja obejmuje użycie ostrza piły, które porusza się w ruchu ciągłym lub oscylacyjnym, aby usunąć materiał z przedmiotu obrabianego. Piłowanie jest zazwyczaj stosowane do cięcia dużych części na łatwe do opanowania rozmiary lub tworzenia określonych kształtów. Jest to jedna z najpowszechniejszych i najbardziej wszechstronnych metod cięcia, odpowiednia do szerokiej gamy materiałów, w tym metali, tworzyw sztucznych, drewna i materiałów kompozytowych. Podczas gdy piłowanie jest często postrzegane jako wstępny proces w produkcji części, odgrywa ono zasadniczą rolę w kształtowaniu i wymiarowaniu materiałów przed poddaniem ich dalszym procesom obróbki, takim jak frezowanie lub toczenie.
Zalety:
- Opłacalny: Piłowanie jest jedną z najbardziej ekonomicznych metod cięcia, szczególnie w przypadku dużych objętości lub cięcia materiałów masowych. Wymaga minimalnej inwestycji w narzędzia i sprzęt i nadaje się do cięcia różnych materiałów bez znacznych kosztów.
- Prosty i szybki: Operacja jest stosunkowo prosta w konfiguracji i wykonaniu, co czyni ją szybką i wydajną. To prosty proces, który może szybko produkować części o wymaganym rozmiarze, pomagając zaoszczędzić czas przetwarzania.
- Wszechstronność: Piłowanie może być stosowane do szerokiej gamy materiałów, w tym metali, tworzyw sztucznych i materiałów kompozytowych, co czyni je wszechstronnym procesem dla różnych gałęzi przemysłu. Różne rodzaje brzeszczotów pił mogą być używane do uzyskania różnych charakterystyk cięcia.
- Minimalne straty materiałowe: W przeciwieństwie do innych metod cięcia, piłowanie generuje stosunkowo niewielkie straty materiału. Cięcie odbywa się w linii prostej, co zmniejsza ryzyko nadmiernej utraty materiału w porównaniu z procesami takimi jak szlifowanie lub frezowanie.
- Zdolność adaptacji: Cięcie może być wykonywane na różną skalę, od pił ręcznych do mniejszych prac po duże piły przemysłowe używane do produkcji wielkoseryjnej. Jest również przystosowane do poziomych i pionowych orientacji cięcia.
Niedogodności:
- Ograniczona precyzja: Chociaż piłowanie jest dobre do zgrubnego cięcia i wymiarowania materiałów, zazwyczaj nie zapewnia poziomu precyzji wymaganego do skomplikowanych, drobnych szczegółów. Części mogą wymagać dodatkowej obróbki, aby spełnić węższe tolerancje.
- Wykończenie powierzchni: Powierzchnia po cięciu jest zazwyczaj szorstka, co może wymagać dalszych procesów wykańczających, takich jak szlifowanie lub polerowanie, w celu poprawy wyglądu i gładkości cięcia.
- Zużycie narzędzia: Brzeszczoty, zwłaszcza podczas cięcia twardszych materiałów, zużywają się z czasem. Prowadzi to do konieczności regularnej konserwacji lub wymiany ostrzy w celu utrzymania wydajności cięcia.
- Wytwarzanie ciepła: Cięcie generuje ciepło, gdy ostrze styka się z materiałem, co może mieć wpływ na właściwości materiału lub powodować niedokładności wymiarowe. Może również przyspieszyć zużycie ostrza.
- Ograniczona złożoność: Piłowanie jest stosowane głównie do prostych cięć prostoliniowych. Nie nadaje się do tworzenia skomplikowanych kształtów lub skomplikowanych detali, które wymagają innych specjalistycznych procesów obróbki, takich jak frezowanie lub toczenie.
Aplikacje:
- Cięcie metalu: Piłowanie jest szeroko stosowane w obróbce metali do cięcia dużych arkuszy metalu, prętów, rur i materiałów konstrukcyjnych na mniejsze, łatwiejsze w obsłudze rozmiary. Jest to niezbędna operacja w takich branżach jak budownictwo, produkcja i budowa statków.
- Obróbka drewna: W przemyśle stolarskim piły są szeroko stosowane do cięcia drewna, sklejki i innych materiałów drewnopochodnych na precyzyjne rozmiary i kształty. Piłowanie jest podstawą w produkcji mebli, budownictwie i stolarstwie.
- Cięcie plastiku: Piłowanie jest powszechnie stosowane w branżach, w których części plastikowe muszą być cięte na określone wymiary. Jest stosowane w produkcji komponentów do części samochodowych, obudów elektronicznych i innych produktów konsumenckich.
- Lotnictwo: W produkcji lotniczej i kosmicznej piłowanie stosuje się do cięcia dużych arkuszy metalu i stopów tytanu na części, które następnie poddaje się dalszej obróbce za pomocą innych metod obróbki, takich jak frezowanie i toczenie.
- Roboty budowlane i konstrukcyjne: Cięcie jest nieodłącznym elementem branży budowlanej, gdzie duże belki, rury i inne materiały muszą być cięte na mniejsze odcinki w celu umożliwienia montażu i instalacji.
Piłowanie pozostaje istotnym i opłacalnym procesem obróbki, szeroko stosowanym do cięcia materiałów do podstawowych kształtów lub rozmiarów. Chociaż może nie zapewniać takiej samej precyzji ani wykończenia powierzchni jak inne operacje obróbki, zapewnia praktyczne, szybkie i ekonomiczne rozwiązanie do zgrubnego cięcia i kalibrowania materiałów w różnych branżach.
Frezowanie CAM
Frezowanie CAM (Computer-Aided Manufacturing) odnosi się do procesu używania oprogramowania komputerowego do kontrolowania ruchów frezarki w celu precyzyjnej obróbki części lub produktu. Wykorzystuje model CAD (Computer-Aided Design) do generowania ścieżek narzędzi, które są następnie tłumaczone na instrukcje dla frezarki CNC (Computer Numerical Control). Oprogramowanie optymalizuje proces obróbki, umożliwiając dokładniejszą, wydajniejszą i zautomatyzowaną produkcję złożonych części. Frezowanie CAM jest zazwyczaj stosowane w branżach wymagających wysoce precyzyjnej, zautomatyzowanej produkcji części i jest szczególnie korzystne w produkcji skomplikowanych projektów o ciasnych tolerancjach.

Zalety:
- Precyzja i dokładność: Frezowanie CAM umożliwia wysoce dokładną i precyzyjną obróbkę, zapewniając, że części są wytwarzane zgodnie z dokładnymi specyfikacjami i tolerancjami. Eliminuje błąd ludzki, co prowadzi do niezmiennie wysokiej jakości wyników.
- Zwiększona wydajność: Dzięki automatyzacji procesu frezowania frezowanie CAM skraca czas potrzebny do produkcji części, ponieważ eliminuje potrzebę ręcznej konfiguracji i regulacji. Oprogramowanie umożliwia szybsze i bardziej wydajne operacje, optymalizując czas obróbki.
- Złożone geometrie: Frezowanie CAM może obsługiwać złożone geometrie i skomplikowane projekty, których ręczne wykonanie byłoby trudne lub czasochłonne. Możliwość tworzenia szczegółowych ścieżek narzędzi przez oprogramowanie pozwala na łatwą produkcję skomplikowanych komponentów.
- Powtarzalność: Dzięki frezowaniu CAM proces można powtarzać konsekwentnie, co czyni go idealnym do produkcji wielkoseryjnej. Po skonfigurowaniu programu części można produkować z tą samą dokładnością i specyfikacjami w wielu cyklach.
- Elastyczność: Oprogramowanie do frezowania CAM można łatwo dostosować do różnych obrabiarek i procesów produkcyjnych. Można go używać do szerokiej gamy materiałów, od metali i tworzyw sztucznych po materiały kompozytowe, oferując wszechstronność w produkcji.
Niedogodności:
- Koszt początkowej konfiguracji: Koszty konfiguracji frezowania CAM mogą być wysokie, ponieważ wymagają inwestycji w specjalistyczne oprogramowanie i szkolenia operatorów. Podczas gdy koszty są rekompensowane przez wzrost wydajności i precyzji, początkowa inwestycja może być barierą dla mniejszych firm.
- Zależność od oprogramowania: Ponieważ frezowanie CAM opiera się w dużej mierze na oprogramowaniu, wszelkie błędy w pliku projektu lub awaria oprogramowania mogą prowadzić do wad w produkcie końcowym. Zapewnienie dokładności oprogramowania i modeli CAD jest kluczowe.
- Złożoność: Obsługa frezarek CAM wymaga specjalistycznej wiedzy i przeszkolenia, co może zwiększyć koszty pracy i czas szkolenia operatorów. Podczas gdy oprogramowanie upraszcza wiele aspektów procesu, zrozumienie niuansów systemów CAM jest niezbędne.
- Ograniczenia materiałowe: Chociaż frezowanie CAM jest bardzo wszechstronne, może nie być odpowiednie dla wszystkich rodzajów materiałów. Niektóre materiały mogą wymagać określonych modyfikacji procesu frezowania lub mogą nie być tak łatwe w obróbce jak inne.
- Kompatybilność maszyny: Nie wszystkie frezarki są kompatybilne z systemami CAM. Starsze lub mniej zaawansowane maszyny mogą nie być w stanie w pełni wykorzystać technologii frezowania CAM, co ogranicza jej skuteczność w niektórych warsztatach.
Aplikacje:
- Przemysł lotniczy: Frezowanie CAM jest szeroko stosowane w przemyśle lotniczym do produkcji bardzo skomplikowanych i złożonych części, takich jak łopatki turbin, wsporniki i elementy konstrukcyjne. Potrzeba precyzji i wydajności sprawia, że frezowanie CAM jest niezbędnym procesem w tej dziedzinie.
- Przemysł samochodowy: W produkcji motoryzacyjnej frezowanie CAM jest stosowane do produkcji części o ścisłych tolerancjach, w tym komponentów silnika, części przekładni i narzędzi niestandardowych. Pomaga również w prototypowaniu i testowaniu komponentów pod kątem wydajności.
- Produkcja urządzeń medycznych: Branża medyczna opiera się na frezowaniu CAM, aby tworzyć precyzyjne komponenty do urządzeń, takich jak implanty, instrumenty chirurgiczne i sprzęt diagnostyczny. Możliwość wytwarzania małych, szczegółowych części z wysoką dokładnością jest kluczowa w produkcji urządzeń medycznych.
- Produkcja narzędzi i matryc: Frezowanie CAM jest powszechnie stosowane do tworzenia narzędzi, matryc i form w przemyśle narzędziowym. Pomaga produkować niezbędne komponenty do produkcji form wtryskowych, matryc tłoczących i innych krytycznych narzędzi dla linii produkcyjnych.
- Produkcja elektroniki: Frezowanie CAM jest stosowane do tworzenia skomplikowanych części urządzeń elektronicznych, w tym obudów, złączy i płytek drukowanych. Potrzeba precyzji w przemyśle elektronicznym sprawia, że frezowanie CAM jest metodą docelową do produkcji komponentów elektronicznych.
- Części niestandardowe i prototypy: Frezowanie CAM jest wysoce skuteczne w produkcji niestandardowych części i prototypów, szczególnie w branżach, w których wymagane są unikalne i złożone komponenty. Możliwość szybkiego projektowania i modyfikowania części sprawia, że oprogramowanie jest idealne do szybkiego prototypowania i produkcji małych partii.
Podsumowując, frezowanie CAM to zaawansowany proces produkcyjny, który znacznie zwiększa wydajność, precyzję i elastyczność w produkcji złożonych części. Chociaż wymaga inwestycji w technologię i wykwalifikowanych operatorów, jego zalety, szczególnie w branżach wymagających wysokiej precyzji, sprawiają, że jest to niezbędne narzędzie w nowoczesnej produkcji.
Frezowanie kół zębatych
Frezowanie kół zębatych to proces obróbki skrawaniem stosowany do tworzenia kół zębatych o określonych profilach, takich jak koła zębate walcowe, koła zębate śrubowe, koła zębate stożkowe i koła zębate ślimakowe. Polega on na użyciu obrotowego frezu, zazwyczaj specjalistycznego frezu do kół zębatych, w celu stopniowego usuwania materiału z obrabianego przedmiotu, kształtując go w pożądany kształt koła zębatego. Proces ten można wykonać przy użyciu różnych frezarek, ale najczęściej wykonuje się go przy użyciu maszyny CNC (Computer Numerical Control) wyposażonej w niezbędne narzędzia i oprogramowanie do frezowania kół zębatych. Frezowanie kół zębatych to wszechstronna metoda wytwarzania zarówno małych, jak i dużych ilości kół zębatych i jest niezbędne w produkcji komponentów wymagających precyzyjnych zębów i profili.
Zalety:
- Wysoka precyzja: Frezowanie kół zębatych umożliwia produkcję kół zębatych o wysokiej dokładności wymiarowej, zapewniając precyzyjne cięcie zębów, aby spełnić rygorystyczne tolerancje. Jest to krytyczne w przypadku zastosowań wymagających niezawodnej pracy kół zębatych.
- Wszechstronność: Frezowanie kół zębatych nadaje się do szerokiej gamy kół zębatych, w tym tych o złożonych profilach, takich jak koła zębate śrubowe i stożkowe. Jest elastyczne pod względem zarówno rozmiaru, jak i rodzaju kół zębatych, które można wytwarzać.
- Prędkość: W porównaniu z innymi metodami produkcji kół zębatych, takimi jak frezowanie lub kształtowanie kół zębatych, frezowanie kół zębatych może być szybsze, szczególnie w przypadku mniejszych ilości lub produkcji kół zębatych na zamówienie. Frezowanie kół zębatych CNC umożliwia wydajną produkcję przy minimalnym czasie konfiguracji.
- Możliwość dostosowania: Frezowanie kół zębatych umożliwia tworzenie niestandardowych kół zębatych o określonych specyfikacjach. Dzięki temu jest to idealne rozwiązanie dla branż, w których standardowe koła zębate nie spełniają wymagań, np. w przemyśle lotniczym lub motoryzacyjnym.
- Ulepszone wykończenie powierzchni: Operacje frezowania mogą zapewnić gładkie wykończenie powierzchni, zmniejszając potrzebę dalszych procesów wykańczających. Jest to szczególnie korzystne w zastosowaniach, w których koła zębate są narażone na działanie dużych prędkości lub wymagają minimalnego tarcia.
Niedogodności:
- Ograniczone w przypadku dużych ilości: Chociaż frezowanie kół zębatych jest metodą efektywną w przypadku małych i średnich partii, to jednak może być mniej opłacalne niż inne metody, takie jak frezowanie obwiedniowe, przy produkcji dużych ilości kół zębatych ze względu na wyższe koszty narzędzi i wolniejszą szybkość usuwania materiału.
- Zużycie narzędzia: Narzędzia do frezowania kół zębatych, w szczególności frezy, mogą z czasem ulegać znacznemu zużyciu z powodu naprężeń występujących podczas cięcia zębów. Regularna konserwacja i wymiana narzędzi mogą zwiększyć koszty operacyjne.
- Złożona konfiguracja: Przygotowanie frezarki CNC do frezowania kół zębatych może być czasochłonne, wymaga precyzyjnej kalibracji i konfiguracji maszyny, ścieżek narzędzi i parametrów skrawania w celu zapewnienia dokładności.
- Ograniczone dla bardzo dużych przekładni: Chociaż frezowanie kół zębatych jest skuteczne w przypadku szerokiego zakresu rozmiarów kół zębatych, jest mniej wydajne w przypadku bardzo dużych kół zębatych. Inne metody, takie jak frezowanie kół zębatych, mogą być lepiej dostosowane do kół zębatych o dużej objętości lub większych.
- Ograniczenia materiałowe: Frezowanie kół zębatych jest bardziej odpowiednie dla niektórych materiałów, takich jak stal, aluminium i stal nierdzewna. Materiały, które są szczególnie twarde lub ścierne, mogą wymagać specjalistycznych narzędzi i dodatkowej ostrożności podczas procesu frezowania.
Aplikacje:
- Przemysł samochodowy: Frezowanie kół zębatych jest szeroko stosowane do produkcji kół zębatych samochodowych, w tym tych stosowanych w skrzyniach biegów, przekładniach różnicowych i innych elementach układu napędowego. Precyzja wymagana w zastosowaniach motoryzacyjnych sprawia, że frezowanie kół zębatych jest idealnym wyborem.
- Przemysł lotniczy: Przemysł lotniczy i kosmiczny opiera się na frezowaniu kół zębatych w celu produkcji kół zębatych do silników samolotów, podwozi i systemów sterowania. Koła zębate muszą spełniać surowe normy wydajności i bezpieczeństwa, co sprawia, że dokładność i niezawodność procesu frezowania są krytyczne.
- Maszyny przemysłowe: Frezowanie kół zębatych jest powszechnie stosowane do tworzenia kół zębatych do różnych maszyn przemysłowych, w tym przenośników, pomp i sprężarek. Koła zębate muszą wytrzymywać duże obciążenia i stałą pracę, co sprawia, że trwałość i precyzja są kluczowymi czynnikami.
- Wytwarzanie energii: Przekładnie stosowane w turbinach i generatorach w przemyśle energetycznym są często produkowane przy użyciu frezowania. Precyzja profilu zębów i wytrzymałość tych przekładni ma zasadnicze znaczenie dla wydajnej pracy elektrowni.
- Robotyka: W branży robotyki frezowanie kół zębatych jest wykorzystywane do tworzenia niestandardowych kół zębatych do ramion robotów, siłowników i innych ruchomych części. Wysoki poziom precyzji i personalizacji pozwala na tworzenie kół zębatych, które są idealnie dostosowane do konkretnych funkcji robotycznych.
- Przemysł morski: Frezowanie kół zębatych jest również stosowane w produkcji kół zębatych do zastosowań morskich, takich jak systemy napędowe statków i maszyny podwodne. Koła zębate muszą być trwałe, odporne na korozję i zdolne do wytrzymywania dużych naprężeń w środowisku morskim.
- Wojsko i obrona: Przemysł obronny wykorzystuje frezowanie kół zębatych do produkcji krytycznych komponentów w pojazdach wojskowych, systemach uzbrojenia i sprzęcie komunikacyjnym. Koła zębate muszą działać niezawodnie w trudnych warunkach i spełniać rygorystyczne specyfikacje.
Podsumowując, frezowanie kół zębatych jest niezwykle wszechstronnym i precyzyjnym procesem obróbki, który odgrywa kluczową rolę w produkcji kół zębatych w różnych branżach. Chociaż może mieć pewne ograniczenia, szczególnie w przypadku produkcji wielkoseryjnej, jego zdolność do produkcji niestandardowych, wysokiej jakości kół zębatych sprawia, że jest to cenny proces w przypadku specjalistycznych zastosowań wymagających precyzji i niezawodności.
Frezowanie kątowe lub skośne
Frezowanie kątowe lub ukośne odnosi się do procesu frezowania przedmiotu obrabianego pod kątem innym niż 90 stopni do powierzchni. W tej operacji narzędzie tnące jest ustawione pod kątem do powierzchni materiału, a cięcie jest wykonywane pod kątem ukośnym. Kąt może się wahać od małego ostrego kąta do większych, bardziej wyraźnych kątów w zależności od konkretnego zastosowania. Ten typ frezowania jest zwykle stosowany, gdy na przedmiocie obrabianym wymagany jest określony kąt, taki jak faza lub stożek.
Frezowanie kątowe jest powszechnie wykonywane przy użyciu frezarki, która ma możliwość dostosowania narzędzia i ustawienia przedmiotu obrabianego do pożądanego kąta. Frezem używanym w tej operacji może być frez trzpieniowy lub specjalne narzędzie przeznaczone do cięcia kątowego. Frezowanie kątowe jest często stosowane w połączeniu z innymi procesami frezowania w celu uzyskania pożądanej geometrii przedmiotu obrabianego.
Zalety:
- Umiejętność cięcia pod kątem: Jedną z głównych zalet frezowania kątowego jest jego zdolność do wydajnego wytwarzania precyzyjnych kątów na obrabianym przedmiocie. Jest to przydatne przy tworzeniu określonych kształtów lub stożkowych powierzchni, których nie można uzyskać za pomocą standardowego frezowania 90-stopniowego.
- Ulepszone wykończenie powierzchni: Ponieważ narzędzie jest ustawione pod kątem, działanie tnące ma tendencję do bycia bardziej stopniowym, co zmniejsza prawdopodobieństwo śladów narzędzia i poprawia wykończenie powierzchni. Jest to szczególnie korzystne podczas pracy z materiałami, które wymagają gładkich wykończeń ze względów funkcjonalnych lub estetycznych.
- Wszechstronność: Frezowanie kątowe umożliwia tworzenie szerokiej gamy geometrii, od prostych faz do złożonych powierzchni kątowych, co czyni je wszechstronną operacją w różnych branżach. Może być stosowane do produkcji części o bardziej skomplikowanych profilach.
- Zwiększona trwałość narzędzia: Skośne działanie tnące ogólnie zmniejsza zużycie narzędzia w porównaniu do tradycyjnych operacji frezowania. Ponieważ obciążenie tnące jest rozłożone bardziej równomiernie na narzędziu, może to przyczynić się do wydłużenia żywotności narzędzia, szczególnie w przypadku miękkich materiałów.
Niedogodności:
- Złożona konfiguracja: Frezowanie kątowe często wymaga więcej czasu i wysiłku, aby prawidłowo ustawić narzędzie i przedmiot obrabiany pod odpowiednim kątem. Ustawienia maszyny muszą być dokładnie wyregulowane, aby zapewnić uzyskanie pożądanego kąta.
- Ograniczone do określonych zastosowań: Chociaż frezowanie kątowe jest wysoce skuteczne w przypadku niektórych typów obrabianych przedmiotów, nie nadaje się do wszystkich zadań obróbkowych. Jest ono stosowane głównie w zastosowaniach, w których wymagane są powierzchnie lub cechy kątowe, co w niektórych przypadkach ogranicza jego wszechstronność.
- Zużycie narzędzia: Chociaż frezowanie kątowe może zmniejszyć zużycie narzędzia w porównaniu do frezowania tradycyjnego, może ono nadal prowadzić do przedwczesnej awarii narzędzia, jeśli nie jest odpowiednio zarządzane. Cięcie pod kątem może zwiększyć naprężenie narzędzia, szczególnie jeśli materiał jest twardy lub ścierny.
- Obawy dotyczące precyzji: Osiągnięcie wysokiej precyzji przy frezowaniu kątowym może być trudne, zwłaszcza w przypadku bardzo ostrych lub płytkich kątów. Wymaga to starannej kontroli maszyny, narzędzia tnącego i pozycjonowania przedmiotu obrabianego w celu zapewnienia dokładności.
Aplikacje:
- Fazowanie i zwężanie: Frezowanie kątowe jest powszechnie stosowane w zastosowaniach, w których przedmiot obrabiany wymaga fazowanej krawędzi lub stożkowej cechy. Te zastosowania są często spotykane w branżach takich jak motoryzacja i lotnictwo, gdzie precyzyjna geometria ma kluczowe znaczenie.
- Tworzenie narzędzi: Frezowanie kątowe jest często stosowane w procesach wytwarzania narzędzi, zwłaszcza przy kształtowaniu krawędzi narzędzi skrawających. Możliwość tworzenia precyzyjnych kątów jest niezbędna przy produkcji narzędzi takich jak wiertła, rozwiertaki i frezy trzpieniowe.
- Przemysł samochodowy: W przemyśle motoryzacyjnym frezowanie kątowe jest stosowane do produkcji części, takich jak koła zębate, wały i obudowy, które wymagają określonych kątów do dopasowania i montażu. Jest również stosowane do obróbki rowków klinowych, wielowypustów i innych elementów, które wymagają cięć kątowych.
- Komponenty lotnicze: Przemysł lotniczy często wymaga części, które obejmują złożone geometrie i powierzchnie kątowe. Frezowanie kątowe jest stosowane w celu uzyskania tych cech w komponentach, takich jak łopatki turbin, płatowce i części silników.
- Wojsko i obrona: Frezowanie kątowe jest stosowane w przemyśle zbrojeniowym i obronnym do wytwarzania części do broni, pojazdów i innego sprzętu obronnego, które muszą spełniać surowe normy konstrukcyjne i wydajnościowe, obejmujące cięcia pod kątem i powierzchnie stożkowe.
- Projekty mebli i architektury: W meblarstwie i zastosowaniach architektonicznych frezowanie kątowe jest wykorzystywane do tworzenia ozdobnych krawędzi, skomplikowanych kształtów i elementów konstrukcyjnych, które wymagają określonych kątów ze względów estetycznych lub funkcjonalnych.
- Urządzenia medyczne: Frezowanie kątowe jest stosowane do tworzenia precyzyjnych cięć w produkcji urządzeń medycznych, szczególnie tych wymagających specjalistycznych powierzchni kątowych do montażu lub funkcji. Obejmuje to komponenty do instrumentów chirurgicznych i narzędzi diagnostycznych.
Podsumowując, frezowanie kątowe lub skośne jest wszechstronnym procesem obróbki, który umożliwia tworzenie części o kątowych cechach i określonych geometriach. Chociaż oferuje kilka zalet pod względem wykończenia powierzchni i trwałości narzędzia, ma jednak ograniczenia, takie jak konieczność dokładnego ustawienia i specjalistycznych narzędzi. Jego zastosowania obejmują różne branże, w tym motoryzacyjną, lotniczą, wojskową i produkcję urządzeń medycznych, co czyni go niezbędnym procesem w wielu dziedzinach inżynierii.
Frezowanie profilu
Frezowanie profilowe to rodzaj operacji frezowania, w której kontur przedmiotu obrabianego jest kształtowany do określonego profilu lub konturu. Proces ten jest często używany do tworzenia cech, takich jak rowki, krawędzie, a nawet bardziej złożone kształty, które wymagają określonego konturu. Frez podąża ścieżką konturu, zwykle kierowany przez geometrię przedmiotu obrabianego. Jest to szczególnie przydatne w zastosowaniach wymagających precyzji szczegółowych profili.
Zalety:
- Precyzja: Frezowanie profilowe umożliwia precyzyjne tworzenie złożonych kształtów i szczegółowych konturów. Jest to niezbędne w przypadku zastosowań wymagających wysokiej tolerancji i dokładnych cech geometrycznych.
- Wszechstronność: Proces ten umożliwia produkcję szerokiej gamy kształtów, od prostych profili linii prostych do skomplikowanych krzywych i geometrii. Jest wystarczająco wszechstronny, aby poradzić sobie zarówno z płytkimi, jak i głębokimi profilami.
- Wybór narzędzi: Do frezowania profilowego można stosować różne narzędzia, takie jak frezy walcowo-czołowe lub frezy kuliste, w zależności od stopnia złożoności profilu, co umożliwia szeroki zakres zastosowań.
- Wykończenie powierzchni: Frezowanie profilowe pozwala uzyskać gładką i czystą powierzchnię, co ma kluczowe znaczenie w branżach, w których wymagane są części o wyrafinowanym wyglądzie lub funkcjonalności, np. w sektorze motoryzacyjnym i lotniczym.
Niedogodności:
- Złożona konfiguracja: Ustawienie maszyny do wykonywania frezowania profilowego może być skomplikowane, szczególnie w przypadku skomplikowanych profili. Wymagana precyzja oznacza, że konfiguracja i regulacja maszyny muszą być dokładne.
- Dłuższe cykle czasowe: Frezowanie profilowe może często trwać dłużej niż inne prostsze operacje frezowania ze względu na poziom szczegółowości. Może to wydłużyć czas produkcji i zmniejszyć ogólną wydajność w przypadku dużych partii zadań.
- Zużycie narzędzia: W zależności od frezowanego materiału i złożoności profilu, narzędzie tnące może być bardziej narażone na zużycie. Może to wymagać częstszych wymian narzędzi i zwiększać koszty eksploatacji.
Aplikacje:
- Komponenty samochodowe: Frezowanie profilowe służy do tworzenia skomplikowanych kształtów na częściach samochodowych, takich jak panele nadwozia, podzespoły silnika i elementy konstrukcyjne.
- Przemysł lotniczy: W sektorze lotniczo-kosmicznym stosuje się frezowanie profilowe do produkcji skomplikowanych części, np. łopatek turbin, elementów skrzydeł i innych precyzyjnych części lotniczych.
- Urządzenia medyczne: W przemyśle medycznym frezowanie profilowe stosuje się w celu tworzenia elementów narzędzi chirurgicznych i implantów wymagających określonych profili.
- Tworzenie narzędzi: Frezowanie profilowe stosuje się również przy produkcji narzędzi o złożonych profilach, które muszą być precyzyjne w zastosowaniach funkcjonalnych.
Frezowanie poprzeczne
Frezowanie poprzeczne polega na użyciu narzędzia tnącego, które przesuwa się po powierzchni materiału pod kątem prostopadłym do długości przedmiotu obrabianego. Ten rodzaj frezowania jest powszechnie stosowany do wycinania rowków lub szczelin na powierzchni, często w celu przygotowania materiałów do dalszej obróbki lub oddzielenia sekcji materiału. Frezowanie poprzeczne jest zazwyczaj wykonywane przy użyciu poziomej frezarki lub pionowej maszyny z odpowiednim frezem.
Zalety:
- Prostota: Frezowanie poprzeczne to stosunkowo prosty proces, który jest łatwy do skonfigurowania i wykonania. Wymaga mniej regulacji w porównaniu do bardziej złożonych operacji frezowania.
- Usuwanie materiału: Jest bardzo skuteczny w szybkim usuwaniu materiału z przedmiotu obrabianego. Frezowanie poprzeczne może wydajnie tworzyć rowki i szczeliny do różnych zastosowań.
- Wszechstronność: Można go stosować do różnych materiałów, w tym metali i tworzyw sztucznych, dzięki czemu jest wszechstronnym wyborem w przypadku wielu procesów produkcyjnych.
Niedogodności:
- Ograniczone do prostych cięć: Frezowanie poprzeczne nie jest idealne do bardzo skomplikowanych lub szczegółowych prac. Bardziej nadaje się do tworzenia podstawowych rowków lub szczelin.
- Wykończenie powierzchni: Wykończenie powierzchni może nie być tak gładkie jak w przypadku innych, bardziej wyrafinowanych technik frezowania, szczególnie gdy wymagana jest wysoka precyzja.
- Zużycie narzędzia: Z biegiem czasu narzędzie używane przy frezowaniu poprzecznym może ulec zużyciu, zwłaszcza jeśli jest używane do cięcia twardszych materiałów, co może wiązać się z większymi kosztami konserwacji narzędzia.
Aplikacje:
- Cięcie szczelinowe: Często używane do tworzenia szczelin i rowków ułatwiających montaż, np. w celu łączenia części lub wykonywania kanałów na kable w obudowach elektrycznych.
- Separacja części: W produkcji frezowanie poprzeczne może być stosowane do oddzielania sekcji większego elementu obrabianego, szczególnie przy obróbce blachy.
- Obróbka drewna: Stosowany w obróbce drewna do wycinania rowków w meblach lub elementach dekoracyjnych.
Grupa Frezowanie
Frezowanie grupowe odnosi się do procesu, w którym wiele narzędzi frezarskich pracuje jednocześnie, aby ciąć różne części przedmiotu obrabianego. Narzędzia tnące są rozmieszczone razem na maszynie, aby działały w tym samym czasie, co umożliwia szybsze usuwanie materiału i jednoczesne przetwarzanie wielu cech na części. Proces ten jest zwykle wykonywany na maszynie zdolnej do trzymania wielu narzędzi, takiej jak frezarka wielowrzecionowa.
Zalety:
- Zwiększona produktywność: Frezowanie grupowe umożliwia jednoczesną obróbkę kilku elementów, co znacznie skraca całkowity czas potrzebny na obróbkę części.
- Opłacalny: Dzięki zmniejszeniu liczby etapów obróbki frezowanie grupowe może być bardziej opłacalne, zwłaszcza w przypadku produkcji wielkoseryjnej.
- Poprawiona wydajność: Jednoczesna praca wielu narzędzi oznacza większą wydajność procesu obróbki i krótszy czas przestoju pomiędzy wymianami narzędzi i regulacjami ustawień.
Niedogodności:
- Złożona konfiguracja: Przygotowanie operacji frezowania grupowego może być bardziej skomplikowane w porównaniu do frezowania przy użyciu pojedynczego narzędzia, ponieważ narzędzia muszą być precyzyjnie wyrównane i skoordynowane.
- Ograniczona elastyczność: Konfiguracja narzędzi w konfiguracji frezowania grupowego jest stała, co może ograniczać jej zastosowanie w przypadku części o bardzo zmiennych cechach.
- Zwiększone zużycie narzędzi: Jednoczesne stosowanie wielu narzędzi może prowadzić do szybszego zużycia narzędzi skrawających, zwłaszcza jeśli obrabiany materiał jest szczególnie twardy lub ścierny.
Aplikacje:
- Produkcja masowa: Frezowanie grupowe jest idealne dla branż, które wymagają produkcji dużych ilości części o podobnych lub identycznych cechach. Jest powszechnie stosowane w przemyśle motoryzacyjnym i lotniczym.
- Produkcja złożonych części: Gdy konieczne jest jednoczesne wykonanie obróbki wielu elementów w części, można zastosować frezowanie grupowe w celu wytworzenia złożonych komponentów o wielu elementach w jednym cyklu.
- Prototypowanie: Frezowanie grupowe stosuje się również w szybkim prototypowaniu, gdzie konieczna jest szybka i wydajna obróbka części testowych.
Te operacje frezowania oferują różne rozwiązania w zależności od wymaganej precyzji, szybkości i złożoności przedmiotu obrabianego. Wybór właściwego rodzaju operacji frezowania wymaga zrozumienia materiału, pożądanego rezultatu i wymagań produkcyjnych.
Frezowanie płaskie lub proste
Frezowanie płaskie lub frezowanie na płasko to podstawowa operacja frezowania, w której narzędzie tnące porusza się liniowo wzdłuż poziomej powierzchni, aby usunąć materiał z przedmiotu obrabianego. Przedmiot obrabiany jest zazwyczaj montowany na płaskim lub poziomym stole maszynowym, a narzędzie tnie wzdłuż płaskiej powierzchni w jednym przejściu lub wielu przejściach. Ta operacja jest często stosowana do obróbki ogólnego przeznaczenia i nadaje się do zadań takich jak frezowanie czołowe i wykańczanie powierzchni.
Zalety:
- Prosta konfiguracja: Przygotowanie do frezowania płaskiego jest stosunkowo proste, ponieważ wymaga jedynie zamocowania obrabianego przedmiotu na stole roboczym i podstawowego ustawienia.
- Efektywne usuwanie materiału: Frezowanie płaskie umożliwia wydajne usuwanie materiału z dużych, płaskich powierzchni, dzięki czemu idealnie nadaje się do usuwania materiałów masowych.
- Wszechstronność: Można ją stosować do szerokiej gamy materiałów, w tym metali i tworzyw sztucznych, dzięki czemu jest wszechstronnym wyborem dla różnych gałęzi przemysłu.
Niedogodności:
- Ograniczone do powierzchni płaskich: Ten rodzaj frezowania nadaje się wyłącznie do obróbki powierzchni płaskich, co ogranicza jego zastosowanie w przypadku części wymagających skomplikowanej geometrii.
- Zużycie narzędzia: Z biegiem czasu narzędzia tnące mogą się zużywać wskutek ciągłego użytkowania, co może zwiększyć koszty konserwacji i wymiany narzędzi.
- Niższa precyzja: W przypadku części wymagających wykończenia o wysokiej precyzji, frezowanie zwykłe może nie zapewnić poziomu dokładności, jaki mogą zapewnić bardziej zaawansowane operacje frezowania.
Aplikacje:
- Produkcja dużych płyt: Używane powszechnie do produkcji dużych płaskich elementów, takich jak płyty, blachy i elementy konstrukcyjne.
- Wykończenie powierzchni: Stosowany w celu uzyskania gładkiej powierzchni płaskich elementów, szczególnie w przemyśle motoryzacyjnym i ogólnym.
- Usuwanie materiałów masowych: Frezowanie płaskie jest idealne do szybkiego usuwania dużych ilości materiału, gdy wysoka precyzja nie jest wymagana.
Frezowanie rowków T
Frezowanie rowków teowych to rodzaj operacji frezowania stosowany do tworzenia rowków w kształcie litery T w obrabianym przedmiocie. Jest to osiągane za pomocą frezu do rowków teowych, który ma unikalny kształt umożliwiający frezowanie charakterystycznego kształtu „T” wymaganego do konkretnych zastosowań. Ten rodzaj frezowania jest często stosowany do tworzenia rowków dla osprzętu, elementów złącznych lub systemów szynowych w maszynach i urządzeniach do mocowania przedmiotów obrabianych.

Zalety:
- Precyzyjne formowanie szczelin: Frezowanie rowków teowych umożliwia wykonywanie precyzyjnych i dokładnie uformowanych rowków teowych, które są niezbędne do bezpiecznego mocowania i montażu w różnych zastosowaniach przemysłowych.
- Większa elastyczność obróbki: Można go stosować do różnych materiałów i obsługuje różnorodne rozmiary i konfiguracje gniazd.
- Trwałość: Frezy do rowków w kształcie litery T zaprojektowano z myślą o trwałości i możliwości obróbki twardych materiałów, co gwarantuje długoterminową wydajność w środowiskach produkcyjnych.
Niedogodności:
- Koszty oprzyrządowania: Frezy do rowków teowych mogą być droższe od standardowych frezów, co może zwiększyć początkowy koszt konfiguracji.
- Sprzęt specjalistyczny: Nie wszystkie frezarki nadają się do frezowania rowków teowych, dlatego wymagają specjalistycznych maszyn i narzędzi.
- Zużycie czasu: Ze względu na złożoność procesu tworzenia kształtu T, proces ten może trwać dłużej niż prostsze operacje frezowania, co ma wpływ na szybkość produkcji.
Aplikacje:
- Osprzęt maszynowy i uchwyty robocze: Rowki teowe są powszechnie stosowane w stołach roboczych i przyrządach obróbczych do przytrzymywania i zabezpieczania części podczas obróbki.
- Systemy kolejowe: Frezowanie rowków teowych jest stosowane przy produkcji szyn do systemów regulowanych, takich jak systemy przenośników lub linie montażowe.
- Elementy konstrukcyjne: Rowki teowe są nieodłącznym elementem produkcji elementów konstrukcyjnych, w których konieczne jest solidne połączenie wielu części.
Frezowanie krzywkowe
Frezowanie krzywkowe polega na użyciu obracającej się krzywki do napędzania ruchu narzędzia frezującego wzdłuż powierzchni przedmiotu obrabianego. Ta operacja jest zwykle stosowana do tworzenia profili krzywek, takich jak te stosowane w układach rozrządu silnika. Frezowanie krzywkowe może tworzyć złożone krzywe lub krzywki, które podążają określoną ścieżką narzuconą przez konstrukcję krzywki, co czyni je idealnym rozwiązaniem do zastosowań, w których wymagany jest precyzyjny, powtarzalny ruch.
Zalety:
- Precyzja: Frezowanie krzywek charakteryzuje się wysoką precyzją i umożliwia wytwarzanie bardzo dokładnych profili, zwłaszcza w przypadku elementów takich, jak krzywki i koła zębate.
- Konsystencja: Zapewnia spójne i powtarzalne wyniki, co jest kluczowe w przypadku masowej produkcji części, która musi spełniać ścisłe specyfikacje.
- Złożone kształty: Frezowanie krzywkowe jest idealne do tworzenia skomplikowanych kształtów i profili, które trudno byłoby uzyskać standardowymi metodami frezowania.
Niedogodności:
- Złożona konfiguracja: Przygotowanie do frezowania krzywkowego jest bardziej skomplikowane niż w przypadku podstawowych operacji frezowania, ponieważ wymaga precyzyjnego ustawienia i kalibracji krzywki oraz narzędzi skrawających.
- Wyższy koszt: Ze względu na konieczność stosowania specjalistycznych narzędzi i sprzętu, frezowanie krzywkowe może być droższe niż inne rodzaje operacji frezowania.
- Czasochłonne: W przypadku części o skomplikowanych lub złożonych profilach krzywek proces obróbki może trwać dłużej, co ma wpływ na szybkość produkcji.
Aplikacje:
- Komponenty samochodowe: Frezowanie krzywek jest często stosowane do tworzenia profili wałków rozrządu w przemyśle motoryzacyjnym, gdzie precyzyjny czas rozrządu ma kluczowe znaczenie dla wydajności silnika.
- Sprzęt przemysłowy: Stosuje się go przy produkcji sprzętu wymagającego specyficznych profili ruchu, np. w prasach, dźwigniach i układach jezdnych.
- Koła zębate i zębatki: Frezowanie krzywkowe jest również wykorzystywane do tworzenia kół zębatych i zębatek, które dla zapewnienia płynnej pracy wymagają określonego kształtu zębów.
Te operacje frezowania, każda z własnymi zaletami i ograniczeniami, są stosowane w różnych branżach w zależności od wymaganej precyzji, rodzaju materiału i wolumenu produkcji. Wybierając odpowiednią operację frezowania, producenci mogą zoptymalizować swoje procesy produkcyjne, osiągnąć pożądane specyfikacje części i obniżyć ogólne koszty produkcji.
Operacje frezowania oparte na mechanizmach frezowania
Frezowanie to proces obróbki, w którym używa się obrotowych narzędzi skrawających do usuwania materiału z przedmiotu obrabianego. W zależności od mechanizmu frezowania, operacje mogą się znacznie różnić pod względem szybkości, precyzji i wydajności usuwania materiału. Istnieje kilka rodzajów operacji frezowania opartych na różnych mechanizmach, w tym frezowanie ręczne, frezowanie CNC i frezowanie w górę/w dół. Każdy z tych mechanizmów ma swój własny zestaw zalet, ograniczeń i zastosowań, dzięki czemu nadają się do konkretnych projektów.
Ręczne frezowanie
Frezowanie ręczne obejmuje użycie tradycyjnej frezarki, w której operator ręcznie kontroluje ruch przedmiotu obrabianego i narzędzia tnącego. Ten typ frezowania zazwyczaj wykorzystuje mechanizm korbowy do przesuwania stołu i frezu, oferując operatorom bezpośrednią kontrolę nad operacją.
Zalety:
- Niskie koszty konfiguracji: Frezarki ręczne są z reguły tańsze w zakupie i konfiguracji w porównaniu do maszyn CNC.
- Elastyczność: Operatorzy mają pełną kontrolę nad operacją, co pozwala na elastyczne wprowadzanie zmian w trakcie obróbki.
- Prostota: Idealne rozwiązanie do produkcji małych partii, obróbki prototypów lub projektów jednorazowych, w których nie są wymagane skomplikowane ustawienia ani szybka automatyzacja.
Niedogodności:
- Pracochłonne: Ręczna obsługa wymaga więcej czasu i wysiłku, co obniża wydajność produkcji, zwłaszcza w przypadku większych partii.
- Ograniczona precyzja: Precyzja w dużej mierze zależy od umiejętności operatora, co może prowadzić do różnic w jakości części.
- Niższe prędkości: Maszyny ręczne są wolniejsze od automatycznych maszyn CNC, przez co mniej nadają się do produkcji masowej.
Aplikacje:
- Idealne do prototypowania, produkcji małoseryjnej lub zastosowań, które nie wymagają wyjątkowo wysokiej precyzji.
- Używane powszechnie w placówkach edukacyjnych lub mniejszych warsztatach do produkcji elementów takich jak wsporniki, obudowy i osprzęt.
Frezowanie CNC
Frezowanie CNC (Computer Numerical Control) wykorzystuje program komputerowy do sterowania ruchem narzędzia frezarki i obrabianego przedmiotu. Frezowanie CNC jest wysoce zautomatyzowane i oferuje większą precyzję, elastyczność i szybkość w porównaniu z frezowaniem ręcznym. Zastosowanie sterowania cyfrowego zapewnia wysoką powtarzalność i złożone geometrie części, które trudno byłoby osiągnąć ręcznie.

Zalety:
- Wysoka precyzja i dokładność: Frezowanie CNC zapewnia wyższy stopień precyzji, co jest niezbędne przy wykonywaniu skomplikowanych wzorów i zachowaniu ścisłych tolerancji.
- Automatyka: Maszyny CNC mogą pracować w trybie ciągłym przy minimalnej ingerencji człowieka, co przekłada się na wyższą wydajność i powtarzalność.
- Złożone geometrie: Umożliwia wykonywanie skomplikowanych cięć, kątów i kształtów, których nie można osiągnąć efektywnie za pomocą frezowania ręcznego.
Niedogodności:
- Wysokie koszty konfiguracji i eksploatacji: Maszyny CNC są droższe, zarówno pod względem początkowego kosztu zakupu, jak i konieczności zatrudnienia wykwalifikowanych operatorów i ciągłej konserwacji.
- Czas programowania: Mimo że maszyny są zautomatyzowane, zaprogramowanie skomplikowanych zadań może wymagać dużo czasu i wiedzy.
Aplikacje:
- Idealne do produkcji wielkoseryjnej, precyzyjnego wytwarzania i skomplikowanych projektów.
- Stosowane w takich gałęziach przemysłu jak motoryzacja, lotnictwo i kosmonautyka, produkcja urządzeń medycznych oraz obróbka mechaniczna skomplikowanych części i komponentów o wysokiej precyzji.
Frezowanie w górę i w dół
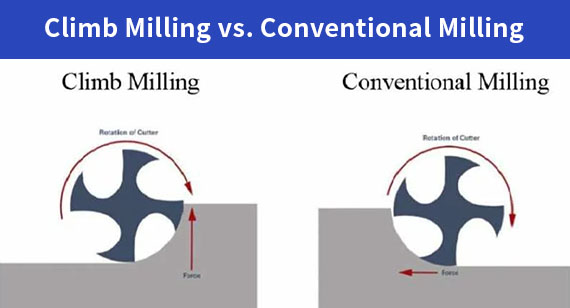
W operacjach frezowania kierunek narzędzia skrawającego względem przedmiotu obrabianego może znacząco wpłynąć na wykończenie powierzchni, szybkość usuwania materiału i zużycie narzędzia. Istnieją dwa główne typy mechanizmów skrawania: frezowanie w górę i frezowanie w dół. Oba mają wyraźne zalety i są odpowiednie do konkretnych zastosowań.
Frezowanie przeciwbieżne:
W przypadku frezowania w górę narzędzie tnące obraca się w kierunku przeciwnym do kierunku posuwu przedmiotu obrabianego. Krawędzie tnące unoszą materiał z powierzchni, tworząc mały wiór, który stopniowo staje się większy.

Zalety:
- Zapewnia gładszą powierzchnię obrabianego przedmiotu.
- Pomaga zmniejszyć zużycie narzędzi dzięki stopniowemu usuwaniu materiału.
Niedogodności:
- Trudniejsze do kontrolowania, szczególnie w przypadku materiałów podatnych na odpychanie przez narzędzie tnące.
- Może powodować większe ugięcie narzędzia podczas obróbki twardych materiałów.
Aplikacje:
- Używane powszechnie w zastosowaniach, w których wymagane jest gładkie wykończenie powierzchni, np. przy wykańczaniu cięć lub lekkiej obróbce miękkich materiałów.
Frezowanie współbieżne:
Podczas frezowania współbieżnego narzędzie skrawające obraca się w tym samym kierunku, co kierunek posuwu przedmiotu obrabianego, powodując, że krawędzie skrawające popychają materiał w dół, w stronę stołu maszyny.

Zalety:
- Zapewnia lepsze wykończenie górnej powierzchni przedmiotu obrabianego, ponieważ narzędzie przesuwa materiał ku dołowi.
- Minimalizuje ryzyko rozdarcia lub odpryskiwania materiału, szczególnie w przypadku materiałów cienkich i kruchych.
Niedogodności:
- Zwiększa zużycie narzędzia, ponieważ materiał jest wciskany bezpośrednio do frezu, co powoduje większe siły i potencjalne przegrzanie.
- Mniej skuteczne usuwanie wiórów z obszaru cięcia, co może prowadzić do wyższych temperatur narzędzia i potencjalnie zwiększonego jego zużycia.
Aplikacje:
- Idealne do operacji, w których wymagana jest czysta, precyzyjna powierzchnia, zwłaszcza w przypadku delikatnych elementów obrabianych lub materiałów bardziej wrażliwych na działanie siły, jak tworzywa sztuczne czy kompozyty.
Podsumowanie
Każda operacja frezowania, czy to ręczna, czy oparta na CNC, ma wyraźne zalety i ograniczenia, które czynią ją odpowiednią do różnych typów projektów. Wybór odpowiedniego typu operacji frezowania zależy od takich czynników, jak materiał, złożoność części, precyzja i wolumen produkcji. Rozumiejąc te różnice, producenci mogą optymalizować swoje procesy pod kątem wydajności, opłacalności i wysokiej jakości wyników. Niezależnie od tego, czy wybierają tradycyjne metody, takie jak toczenie i frezowanie, czy niestandardowe opcje, takie jak EDM i obróbka laserowa, zrozumienie tych procesów pomaga podejmować świadome decyzje dotyczące udanych projektów obróbki.
Poniżej znajduje się przejrzyste porównanie frezowania odwrotnego i frezowania do przodu przedstawione w formie tabeli, aby podkreślić różnice:
kryteria
|
Frezowanie odwrotne
|
Frezowanie do przodu
|
| Kierunek cięcia |
Narzędzie tnące obraca się w kierunku przeciwnym do kierunku posuwu. |
Narzędzie tnące obraca się w tym samym kierunku co posuw. |
| Usuwanie materiału |
Wióry usuwa się z materiału stopniowo, zaczynając od powierzchni. |
Wióry usuwa się w większych porcjach, zaczynając od głębszej części materiału. |
| Wykończenie powierzchni |
Rezultatem jest chropowata powierzchnia. |
Zapewnia gładsze wykończenie powierzchni. |
| Zużycie narzędzi |
Zwiększa zużycie narzędzia ze względu na nagłe zetknięcie z materiałem. |
Mniejsze zużycie narzędzia, ponieważ frez wchodzi stopniowo. |
| Odchylenie maszyny |
Powoduje większe ugięcie maszyny ze względu na siłę wywieraną na nóż. |
Mniejsze odchylenie maszyny, ponieważ frez jest angażowany bardziej równomiernie. |
| Kierunek podawania |
Materiał podawany jest w kierunku przeciwnym do kierunku obrotów noża. |
Materiał podawany jest w tym samym kierunku, w którym obraca się frez. |
| Zastosowania |
Nadaje się do wykończeniowych cięć lub cięcia miękkich materiałów. |
Lepiej nadaje się do cięć wstępnych i twardszych materiałów. |
| Siły tnące |
Większe siły skrawania, mogące powodować drgania narzędzia. |
Niższe siły skrawania, redukujące drgania. |
| Usuwanie wiórów |
Wióry są odsuwane od obszaru cięcia, ale mogą się łatwiej zapychać. |
Wióry są łatwiej odsuwane od przedmiotu obrabianego. |
| Zastosowanie w frezarkach |
Stosowane głównie do obróbki wykańczającej i materiałów, które można łatwo ciąć. |
Używane powszechnie do obróbki zgrubnej, gdzie konieczne jest szybkie usuwanie materiału. |
Tabela ta zawiera szczegółowe porównanie frezowania wstecznego i współbieżnego, umożliwiając zrozumienie, która metoda będzie najbardziej odpowiednia do konkretnych potrzeb obróbki, biorąc pod uwagę materiał, siły skrawania, wymagania dotyczące wykończenia powierzchni i inne czynniki.
Porównanie frezowania konwencjonalnego i frezowania z frezowaniem wgłębnym
Poniżej przedstawiono przejrzyste porównanie frezowania konwencjonalnego i frezowania z frezowaniem współbieżnym w formacie strukturalnym:
kryteria
|
Frezowanie konwencjonalne
|
Frezowanie wgłębne
|
| Przygotowanie powierzchni |
Wykończenie powierzchni może być bardziej szorstkie, ponieważ siły skrawania działają w sposób, który może powodować powstawanie bardziej nierównej powierzchni. |
Zapewnia czystszą i gładszą powierzchnię dzięki sile tnącej popychającej narzędzie w dół. |
| Zużycie narzędzi |
Zwiększone zużycie narzędzia, ponieważ siła skrawania jest skierowana ku górze, co powoduje większe obciążenie narzędzia. |
Mniejsze zużycie narzędzia, ponieważ siła skrawania jest skierowana w dół, co zmniejsza nacisk na narzędzie. |
| Usuwanie materiału |
Usuwanie materiału odbywa się poprzez ruch narzędzia w kierunku przeciwnym do kierunku posuwu, co może skutkować większymi siłami skrawania i grubszym usuwaniem materiału. |
Usuwanie materiału odbywa się płynniej, gdyż narzędzie porusza się w tym samym kierunku co posuw, co przekłada się na mniejsze siły skrawania. |
| Materiał
|
Nadaje się do twardszych materiałów wymagających bardziej kontrolowanego usuwania. |
Lepiej nadaje się do miękkich materiałów lub gdy pożądane jest gładsze wykończenie. |
Frezowanie konwencjonalne i frezowanie z dołem mają różne zalety w zależności od wymagań obróbki. Frezowanie konwencjonalne jest idealne do zastosowań, w których materiał musi być usuwany bardziej agresywnie, podczas gdy frezowanie z dołem jest lepsze w przypadku gładszych wykończeń i materiałów, które można ciąć z mniejszą siłą.
Jak wybrać odpowiednią operację frezowania?
Wybierając odpowiednią operację frezowania dla projektu, należy wziąć pod uwagę kilka czynników, aby zapewnić optymalne rezultaty. Czynniki te obejmują rodzaj materiału, wykończenie powierzchni i wymaganą wartość chropowatości. Rozłóżmy te czynniki na czynniki, aby pomóc w podjęciu świadomej decyzji, która operacja frezowania najlepiej odpowiada Twoim potrzebom.
Rodzaj materiału
Rodzaj materiału jest krytycznym czynnikiem decydującym o tym, jaką operację frezowania wybrać. Na przykład twardsze materiały, takie jak tytan i stal nierdzewna, mogą wymagać innych narzędzi tnących i operacji w porównaniu do materiałów miękkich, takich jak aluminium. Każda operacja frezowania ma swój własny zestaw parametrów, które będą lepiej działać z określonymi materiałami.

Wykończenie powierzchni
Wykończenie powierzchni jest istotne przy podejmowaniu decyzji o operacji frezowania. Gładsze wykończenie powierzchni może być wymagane ze względów estetycznych lub funkcjonalnych, np. w przypadku komponentów lotniczych lub medycznych. Niektóre operacje frezowania, takie jak frezowanie czołowe, zapewnią gładsze wykończenie niż inne, takie jak frezowanie rowkowe, które zazwyczaj pozostawia bardziej szorstką powierzchnię.

Frezowanie twarzy
Wartość chropowatości Ra (μm): Frezowanie czołowe jest zazwyczaj stosowane do obróbki płaskich powierzchni lub usuwania materiału z dużych powierzchni. Wartość Ra dla frezowania czołowego może wynosić od 1 do 3 μm w przypadku wykończeń drobnych, w zależności od narzędzia i warunków skrawania.
Frezowanie końcowe
Wartość chropowatości Ra (μm): Frezowanie czołowe może być stosowane do wykonywania cięć wzdłuż długości części, zazwyczaj tworząc szczeliny lub kieszenie. Operacja ta może zapewnić wykończenie powierzchni o wartości Ra wynoszącej około 1 do 2 μm.
Frezowanie rowków
Wartość chropowatości Ra (μm): Frezowanie rowkowe jest często stosowane do wycinania rowków lub kanałów. Ta operacja może mieć wykończenie powierzchni około 1 do 5 μm, w zależności od rozmiaru narzędzia, prędkości i szybkości posuwu.
Frezowanie gwintów
Wartość chropowatości Ra (μm): Frezowanie gwintów jest powszechnie stosowane do produkcji gwintów wewnętrznych i zewnętrznych. Chropowatość powierzchni może się różnić w zależności od skoku i głębokości gwintów, ale zazwyczaj mieści się w zakresie od 2 do 4 μm w przypadku większości zastosowań.
Frezowanie kół zębatych
Wartość chropowatości Ra (μm): Frezowanie kół zębatych jest stosowane do cięcia kół zębatych, zębatek lub innych elementów zębatych. Wymagane wykończenie powierzchni zwykle mieści się w zakresie od 2 do 6 μm, aby zapewnić skuteczną pracę, w zależności od precyzji wymaganej dla zębów koła zębatego.
Biorąc pod uwagę rodzaj materiału, wykończenie powierzchni i współczynnik chropowatości Ra, producenci mogą określić najlepszą operację frezowania, która pozwoli wydajnie i ekonomicznie uzyskać wymaganą jakość produktu.
Poniżej znajduje się tabela podsumowująca różne operacje frezowania, ich wartości chropowatości Ra oraz ich związek z rodzajami materiałów i wykończeniami powierzchni:
Operacja frezowania
|
Wartość chropowatości Ra (μm)
|
Rodzaj materiału
|
Wykończenie powierzchni
|
Zastosowania
|
| Frezowanie twarzy |
1 - 3 μm |
aluminium, stal nierdzewna, stal |
koniec |
Stosowane do obróbki płaskich powierzchni, usuwanie materiału z dużych powierzchni. |
| Frezowanie końcowe |
1 - 2 μm |
Różne materiały (aluminium, stal, tytan) |
Drobny do średniego |
Idealne do wykonywania cięć wzdłużnych, np. szczelin lub kieszeni. |
| Frezowanie rowków |
1 - 5 μm |
aluminium, stal nierdzewna, stal |
Średnio-szorstki |
Stosowane do wycinania rowków, kanałów i szczelin. |
| Frezowanie gwintów |
2 - 4 μm |
Stal, stal nierdzewna |
Drobny do średniego |
Wykonuje gwinty wewnętrzne i zewnętrzne, z większą precyzją profili gwintów. |
| Frezowanie kół zębatych |
2 - 6 μm |
Stal, aluminium, stal nierdzewna |
Średnio-szorstki |
Tnie koła zębate, zębatki i inne elementy zębate. |
| Wiercenie |
1 - 5 μm |
Stal, aluminium, plastik |
Szorstki do średniego |
Stosowane do wykonywania otworów okrągłych, zazwyczaj przy użyciu obrotowego wiertła. |
| Przemiał |
0.1 - 1 μm |
Stal, Stal nierdzewna, Ceramika |
Bardzo dobrze |
Stosowany do wykańczania i polerowania powierzchni, zapewnia wysoki poziom precyzji. |
| Piłowanie |
3 - 10 μm |
Aluminium, Stal, Mosiądz |
Szorstki |
Przecina materiały w celu nadania im odpowiedniego kształtu, zazwyczaj za pomocą brzeszczotu. |
| przeszywane |
0.5 - 2 μm |
Stal, żeliwo |
Drobny do średniego |
Wycina skomplikowane kształty lub rowki wpustowe w części za pomocą przeciągacza. |
| Planowanie |
1 - 5 μm |
Stal, aluminium |
Średnio-szorstki |
Usuwa duże ilości materiału, tworząc gładką i płaską powierzchnię. |
Tabela ta umożliwia szybkie porównanie powszechnie stosowanych operacji frezowania pod kątem wykończenia powierzchni (wartość Ra), kompatybilności materiałów i konkretnych zastosowań.
Złożoność geometryczna
Przy wyborze właściwej operacji frezowania złożoność geometrii odgrywa kluczową rolę. Proste geometrie, takie jak płaskie powierzchnie i podstawowe rowki, można skutecznie obsługiwać za pomocą tradycyjnych operacji frezowania, takich jak frezowanie czołowe i frezowanie czołowe. Jednak bardziej skomplikowane kształty, takie jak te o ciasnych promieniach lub złożonych konturach, mogą wymagać specjalistycznych operacji, takich jak frezowanie konturowe lub frezowanie 3D. Zdolność maszyny i narzędzi do obsługi złożonych geometrii bez uszczerbku dla dokładności jest niezbędna do osiągnięcia pożądanego rezultatu projektu.
Wymagania dotyczące tolerancji
Operacje frezowania często wiążą się z wysoką precyzją. Im bardziej rygorystyczne wymagania dotyczące tolerancji, tym bardziej szczegółowy staje się wybór operacji. W przypadku części wymagających ścisłych tolerancji odpowiednie są precyzyjne operacje frezowania, takie jak mikrofrezowanie, frezowanie CNC lub szlifowanie. Metody te zapewniają lepszą kontrolę nad wymiarami końcowymi, zapewniając, że komponenty spełniają wymagane specyfikacje. W przypadkach, gdy dopuszczalne są luźne tolerancje, można zastosować prostsze operacje, takie jak tradycyjne frezowanie lub piłowanie.
Rozważanie parametrów i ustawień maszyny
Ustawienia i możliwości frezarki będą miały wpływ na jakość i wydajność operacji. Parametry takie jak prędkość posuwu, prędkość skrawania, typ narzędzia i głębokość skrawania muszą być zoptymalizowane w oparciu o materiał, rodzaj operacji i pożądany wynik. Obrabiarki o większej precyzji i zaawansowanych funkcjach (takie jak maszyny CNC) umożliwiają wykonywanie bardziej skomplikowanych i złożonych operacji. Zrozumienie parametrów maszyny pomaga operatorom optymalizować ich ustawienia pod kątem wydajności i wysokiej jakości wyników.
Wielkość produkcji
Ilość części potrzebnych do projektu to kolejny krytyczny czynnik przy wyborze właściwej operacji frezowania. W przypadku produkcji na dużą skalę, zautomatyzowane frezowanie CNC lub operacje obróbki z dużą prędkością są bardziej wydajne i opłacalne. Procesy te oferują powtarzalność i wysoką wydajność w przypadku produkcji masowej. Z drugiej strony, części o małej objętości lub niestandardowe mogą skorzystać z operacji ręcznych lub na mniejszą skalę, które mogą być bardziej elastyczne i opłacalne, gdy potrzeba mniej jednostek.
Wybór właściwego narzędzia do różnych operacji frezowania
Wybór narzędzi zależy od obrabianego materiału, rodzaju operacji i pożądanego rezultatu. Do obróbki zgrubnej używa się większych, bardziej wytrzymałych narzędzi skrawających, natomiast do precyzyjnych i wykańczających operacji potrzebne są drobniejsze, mniejsze narzędzia. Na przykład narzędzia węglikowe są zazwyczaj używane do twardszych materiałów, natomiast narzędzia ze stali szybkotnącej są często wystarczające do materiałów miękkich. Wybór odpowiedniego narzędzia zapewnia wysoką wydajność, trwałość i minimalne zużycie narzędzia, co prowadzi do lepszych ogólnych rezultatów obróbki.
Rozważania kosztów
Koszt jest zawsze głównym czynnikiem przy wyborze właściwej operacji frezowania. Operacje precyzyjne lub wymagające wysokiej jakości wykończeń mogą mieć wyższe koszty konfiguracji i narzędzi, ale zapewniają lepsze rezultaty. W przypadku większych wolumenów produkcji zautomatyzowana obróbka CNC może obniżyć koszty pracy i zwiększyć przepustowość, czyniąc ją bardziej opłacalną pomimo wyższej początkowej inwestycji. Z kolei prostsze operacje, takie jak frezowanie ręczne, mogą być bardziej ekonomiczne w przypadku małych serii, ale mogą im brakować precyzji i powtarzalności procesów zautomatyzowanych.
Dostępne obrabiarki i technologie
Dostępny sprzęt w warsztacie będzie również miał wpływ na wybór operacji frezowania. Zaawansowane maszyny CNC z możliwościami wieloosiowymi oferują większą elastyczność i precyzję, umożliwiając złożone operacje, takie jak frezowanie 5-osiowe lub obróbka wielomateriałowa. Z kolei starszy lub mniej zaawansowany sprzęt może ograniczać rodzaje operacji, które można skutecznie wykonywać. Dostępność narzędzi maszynowych i technologii determinuje zdolność do wydajnego spełniania zarówno specyfikacji projektowych, jak i harmonogramów produkcji.
Dostępność i kompatybilność narzędzi
Dostępność narzędzi i kompatybilność z frezarką są również istotnymi czynnikami w procesie podejmowania decyzji. Różne maszyny wymagają różnych typów i rozmiarów narzędzi. Na przykład maszyny CNC mogą wymagać określonych typów narzędzi skrawających, uchwytów narzędziowych i adapterów, które nie są kompatybilne z frezarkami ręcznymi. Dostępność odpowiednich narzędzi wpływa również na czas realizacji i koszt produkcji, ponieważ pozyskiwanie specjalistycznych narzędzi może opóźnić projekt i zwiększyć całkowity koszt.
Poziom umiejętności operatora
Poziom umiejętności operatora to kolejny czynnik brany pod uwagę przy wyborze odpowiedniej operacji frezowania. Obróbka CNC wymaga wykwalifikowanych operatorów, którzy są biegli w programowaniu i ustawianiu maszyny. Z drugiej strony, ręczne frezarki mogą być obsługiwane przez osoby mniej doświadczone, chociaż może to oznaczać poświęcenie pewnej precyzji i wydajności. Wysoko wykwalifikowani operatorzy mogą również optymalizować ustawienia, aby osiągnąć lepsze rezultaty i obsługiwać bardziej złożone zadania, co sprawia, że ich doświadczenie jest ważnym czynnikiem przy wyborze odpowiedniej operacji.
Wymagania bezpieczeństwa
Bezpieczeństwo jest najważniejsze we wszystkich procesach produkcyjnych. Operacje frezowania, które obejmują narzędzia obrotowe o dużej prędkości lub tnące, mogą stwarzać zagrożenia, takie jak latające odłamki, ostre krawędzie lub gromadzenie się ciepła. Funkcje bezpieczeństwa, takie jak osłony maszyn, wyłączniki awaryjne i odpowiednie ustawienia narzędzi, pomagają zminimalizować te zagrożenia. Operacja musi być zgodna z przepisami bezpieczeństwa, aby chronić operatorów i zminimalizować ryzyko obrażeń lub wypadków. Zapewnienie, że odpowiednia operacja frezowania jest wybierana na podstawie wymogów bezpieczeństwa, pomaga zapobiegać wypadkom i promuje bezpieczniejsze środowisko pracy.
Zastosowania operacji frezowania
Operacje frezowania są stosowane w szerokim zakresie branż i zastosowań. Na przykład w przemyśle motoryzacyjnym frezowanie jest wykorzystywane do produkcji elementów silnika, przekładni i części podwozia. W przemyśle lotniczym precyzyjne frezowanie jest kluczowe dla produkcji elementów samolotów wymagających wysokiego poziomu dokładności. Branże medyczne polegają na frezowaniu w celu wytwarzania skomplikowanych urządzeń medycznych i implantów, podczas gdy sektor elektroniczny wykorzystuje frezowanie do produkcji elementów, takich jak obudowy i złącza. Wybór właściwej operacji frezowania zapewnia właściwą równowagę między wydajnością, kosztami i precyzją dla konkretnego zastosowania.
Podsumowując, wybór właściwej operacji frezowania zależy od kilku czynników, w tym rodzaju materiału, wymaganych tolerancji, wolumenu produkcji, kosztów i bezpieczeństwa. Zrozumienie tych rozważań pozwala producentom wybrać optymalną operację dla swoich potrzeb, zapewniając wysokiej jakości wyniki przy jednoczesnym spełnieniu ograniczeń czasowych i kosztowych.
Podsumowanie: Operacja frezowania: zrozumienie procesu, typu, schematu i zastosowania
Frezowanie jest krytyczną operacją obróbki skrawaniem, która polega na usuwaniu materiału z przedmiotu obrabianego za pomocą obrotowych frezów. Odgrywa istotną rolę w różnych gałęziach przemysłu ze względu na swoją wszechstronność i precyzję. Frezarki CNC są powszechnie stosowane ze względu na ich zdolność do automatyzacji procesu frezowania, zwiększając wydajność i redukując błędy ludzkie.
Istnieje kilka rodzajów operacji frezowania, w tym frezowanie czołowe, frezowanie rowków, frezowanie czołowe i inne, z których każdy ma swój unikalny zestaw zalet, wad i zastosowań. Na przykład frezowanie czołowe jest idealne do dużych, płaskich powierzchni, podczas gdy frezowanie rowków jest używane do wycinania wąskich rowków lub rowków. Frezowanie czołowe jest skuteczne w wykonywaniu precyzyjnych cięć, podczas gdy frezowanie gwintów jest używane do produkcji otworów gwintowanych.
Wybierając odpowiednią operację frezowania, należy wziąć pod uwagę takie czynniki, jak rodzaj materiału, wymagania dotyczące wykończenia powierzchni, dostępność narzędzi i parametry maszyny. Obróbka CNC zapewnia wysoką precyzję i powtarzalność, dzięki czemu nadaje się do produkcji złożonych części w dużych ilościach, podczas gdy frezowanie ręczne może być idealne w przypadku mniejszych serii i niestandardowych elementów.
Proces frezowania obejmuje również różne mechanizmy, takie jak frezowanie w górę i w dół, z których każdy wpływa na jakość powierzchni, usuwanie materiału i zużycie narzędzia w inny sposób. Operatorzy muszą wybrać odpowiednią metodę frezowania w oparciu o pożądany wynik, materiał i złożoność obrabianej części.
Ponadto, nietradycyjne techniki frezowania, takie jak obróbka laserowa i strumieniem wody, oferują wyjątkowe zalety dla konkretnych zastosowań, które wymagają wysokiej precyzji, minimalnego wpływu termicznego lub możliwości cięcia twardych materiałów. Zrozumienie tych metod jest niezbędne do wyboru najbardziej odpowiedniego procesu w oparciu o potrzeby projektu.
Ostatecznie operacje frezowania są niezbędne w produkcji części o wysokiej precyzji, różnorodnych kształtach i złożonych geometriach. Dzięki odpowiedniej kombinacji typu frezowania, maszyny i narzędzi producenci mogą optymalizować procesy produkcyjne i dostarczać wysokiej jakości wyniki.

Często zadawane pytania dotyczące operacji frezowania
Jakie są podstawowe rodzaje frezarek?
Podstawowe typy frezarek to frezarki pionowe, poziome i CNC (komputerowe sterowanie numeryczne). Frezarki pionowe mają wrzeciono zorientowane pionowo, podczas gdy frezarki poziome mają wrzeciono ustawione poziomo. Frezarki CNC są zautomatyzowane i sterowane za pomocą programowania komputerowego, co umożliwia wysoką precyzję i powtarzalność.
Która operacja frezowania zapewnia najwyższą precyzję?
Frezowanie czołowe i frezowanie rowków należą do operacji frezowania, które oferują najwyższą precyzję. Metody te zapewniają ścisłe tolerancje i są wykorzystywane do wykonywania skomplikowanych, szczegółowych cięć na małych częściach lub precyzyjnych komponentach.
Który rodzaj frezowania jest najdroższy?
Frezowanie kół zębatych jest zazwyczaj jedną z najdroższych operacji frezarskich ze względu na konieczność stosowania specjalistycznych narzędzi i skomplikowanej konfiguracji w celu uzyskania kół zębatych o wysokiej dokładności i wykończeniu powierzchni.
Który rodzaj operacji frezowania jest najbardziej opłacalny? Frezowanie czołowe jest ogólnie najbardziej opłacalną operacją frezowania do produkcji dużych płaskich powierzchni. Ta metoda jest szeroko stosowana w produkcji masowej ze względu na swoją prostotę i skuteczność w szybkim usuwaniu materiału z dużych powierzchni.
Jaka jest najczęstsza operacja frezowania?
Frezowanie czołowe jest najczęstszą operacją frezowania, ponieważ jest stosowane do produkcji płaskich powierzchni na przedmiotach obrabianych. Jest wszechstronne i skuteczne w wielu branżach, takich jak motoryzacja, lotnictwo i produkcja.
Jaka technologia frezowania jest najpopularniejsza?
Technologia frezowania CNC jest najpopularniejszą technologią frezowania. Frezarki CNC są zautomatyzowane, sterowane za pomocą programów komputerowych i oferują wysoką precyzję, powtarzalność i wydajność w produkcji złożonych części.
Jaka operacja frezowania jest najdokładniejsza?
Frezowanie końcowe jest zazwyczaj najdokładniejszą operacją frezowania. Jest używane do produkcji złożonych kształtów, konturów i precyzyjnych cech w zastosowaniach o wysokiej dokładności, takich jak urządzenia medyczne, części lotnicze i komponenty elektroniczne.
Jaka jest najtańsza operacja frezowania?
Frezowanie czołowe jest jedną z najbardziej opłacalnych operacji frezowania, ponieważ jest szybkie i nadaje się do produkcji masowej. Jest powszechnie stosowane do tworzenia płaskich powierzchni i jest wydajne w przypadku produkcji wielkoseryjnej.
Jaka operacja frezowania jest najdroższa?
Frezowanie kół zębatych jest często jedną z najdroższych operacji ze względu na złożoność procesu obróbki kół zębatych, konieczność stosowania specjalistycznych narzędzi i precyzję wymaganą przy produkcji kół zębatych do zastosowań wymagających wysokiej wydajności.
Jaka jest najstarsza technologia mielenia przemysłowego?
Ręczne frezarki należą do najstarszych technologii frezowania. Maszyny te są używane od początku XIX wieku, a chociaż nowoczesne maszyny CNC zastąpiły wiele operacji ręcznych, ręczne frezowanie pozostaje cenne w przypadku produkcji niestandardowej i niskoseryjnej.
Jakie są trzy podstawowe formy procesów mielenia?
Trzy podstawowe formy procesów frezowania to frezowanie czołowe, frezowanie płytkowe i frezowanie czołowe. Obejmują one szereg operacji, od tworzenia płaskich powierzchni po cięcie szczegółowych cech i kształtów.
Jaki proces mielenia jest najlepszy?
„Najlepszy” proces frezowania zależy od konkretnych wymagań projektu. Frezowanie CNC jest często uważane za najlepsze do produkcji złożonych, wysoce precyzyjnych części o ciasnych tolerancjach. W przypadku dużych wykończeń powierzchni najlepszym wyborem może być frezowanie czołowe.
Czym jest operacja frezowania konturowego?
Frezowanie konturowe polega na cięciu wzdłuż konturu lub obwodu przedmiotu obrabianego. Jest często używane do tworzenia zakrzywionych kształtów lub szczegółowych powierzchni i jest powszechnie stosowane w produkcji form i ścieżek narzędzi.
Jakie są 7 operacji tokarskich?
Siedem typowych operacji tokarskich to toczenie, rozwiercanie, wiercenie, obróbka powierzchni czołowych, radełkowanie, rozdzielanie i gwintowanie. Operacje te są wykorzystywane do kształtowania i wykańczania części cylindrycznych lub sferycznych.
Jakie są cztery procesy obróbki skrawaniem?
Cztery główne procesy obróbki to cięcie, szlifowanie, frezowanie i toczenie. Każdy proces jest używany do usuwania materiału i uzyskiwania określonych kształtów lub cech.
Jakie są sześć podstawowych maszyn?
Sześć podstawowych maszyn do obróbki to tokarka, frezarka, szlifierka, wiertarka, kształtownik i piła. Maszyny te są używane do różnych operacji, takich jak cięcie, kształtowanie, szlifowanie i wiercenie części w celu spełnienia określonych wymagań.


 472 | Opublikowano przez VMT w dniu 08 kwietnia 2025 r. | Czas czytania: około 8 minut
472 | Opublikowano przez VMT w dniu 08 kwietnia 2025 r. | Czas czytania: około 8 minut 





 +86 15099911516
+86 15099911516


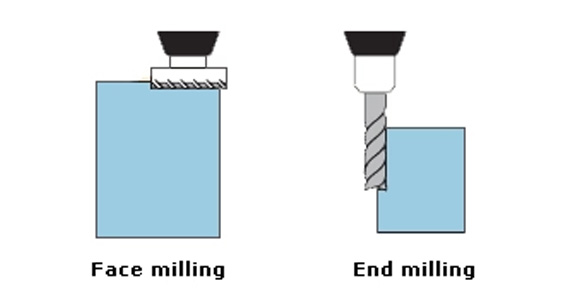
 Przeczytaj więcej
Przeczytaj więcej