Haben Sie Schwierigkeiten, das richtige Bearbeitungsverfahren für Ihr Teiledesign zu finden? Verwirrende Begriffe wie „Planfräsen“, „Konturfräsen“ oder „CNC-Frästeile“ lassen Sie Ihre Projektentscheidungen hinterfragen? Damit sind Sie nicht allein – die Frästechnologie ist ein weites Feld und wird oft missverstanden. Unkenntnis der verschiedenen Fräsverfahren kann jedoch zu höheren Kosten, schlechter Oberflächengüte und längeren Lieferzeiten führen.
Hier ist die Lösung: Dieser umfassende Leitfaden erklärt alles, was Sie über Fräsvorgänge wissen müssen, von der Funktionsweise von CNC-Fräsmaschinen über die Unterschiede zwischen den einzelnen Methoden bis hin zur Auswahl des richtigen Verfahrens für Ihre Kundenspezifisches CNC-Fräsen Projekt. Mit leicht verständlichen Erklärungen und praktischen Vergleichen erhalten Sie die Klarheit, die Sie brauchen, um sichere und fundierte Entscheidungen zu treffen.
Lassen Sie uns die wichtigsten Elemente des Fräsens erkunden – von der Maschineneinrichtung bis zum Materialabtrag –, damit Sie eine höhere Effizienz, engere Toleranzen und qualitativ hochwertigere CNC-Frästeile erreichen.
Beim Fräsen werden rotierende Schneidwerkzeuge verwendet, um Material von einem ruhenden Werkstück zu entfernen. Es gibt viele Arten von Fräsverfahren – wie z. B. Plan-, Schlitz-, Stirn- und Zahnradfräsen –, die jeweils auf die Erzielung spezifischer Formen, Abmessungen und Oberflächen ausgelegt sind. CNC-Fräsen verbessert Präzision und Produktivität durch die Automatisierung dieser Vorgänge durch computergesteuerte Maschinen.
Bevor wir uns mit den 18 Arten von Fräsvorgängen befassen und wie jeder einzelne unterschiedliche Design- und Fertigungsziele unterstützt, beginnen wir mit den Grundlagen: Was genau ist ein Fräsvorgang und wie funktioniert CNC-Fräsen im Detail?
Was ist ein Fräsvorgang?
Fräsen ist ein subtraktives Fertigungsverfahren, bei dem rotierende Fräser Material von einem Werkstück entfernen. Es ist eine der am weitesten verbreiteten Bearbeitungstechnologien in Branchen wie der Luft- und Raumfahrt, der Automobilindustrie, der Elektronik und der Medizintechnik. Das Verfahren funktioniert, indem das Werkstück gegen ein rotierendes Schneidwerkzeug geführt wird, das systematisch Material abträgt, um die gewünschte Form zu erzeugen.
Fräsen ist für seine Vielseitigkeit bekannt. Es eignet sich für alles, von einfachen ebenen Flächen bis hin zu komplexen 3D-Konturen. Die Bearbeitungsvorgänge reichen vom schnellen Abtragen großer Materialmengen (Schruppen) bis hin zur präzisen Endbearbeitung (Schlichten). Das macht es zu einem unverzichtbaren Werkzeug sowohl im Prototyping als auch in der Massenproduktion.
In modernen Umgebungen wird CNC-Frästechnologie aufgrund ihrer Automatisierung, Wiederholgenauigkeit und engen Toleranzkontrolle bevorzugt. Im Gegensatz zum manuellen Fräsen ermöglicht CNC-Fräsen Ingenieuren und Maschinisten die digitale Programmierung von Werkzeugwegen und -parametern. Dies reduziert Bedienereingriffe und erhöht die Prozesssicherheit.

Wie funktioniert CNC-Fräsen?
CNC-Fräsen automatisiert den traditionellen Fräsprozess durch eine Kombination aus Softwareprogrammierung, mechanischen Komponenten und elektrischen Systemen. Der Prozess beginnt mit einem digitalen 3D-Modell des Werkstücks, das in G-Code umgewandelt wird – Befehle, die der CNC-Fräsmaschine die Bewegung der Schneidwerkzeuge vorgeben.
So interagieren die wichtigsten Komponenten beim Fräsen:
- Maschinenschnittstelle: Das Bedienfeld, auf dem der Bediener Code hochlädt, Koordinaten einstellt und Vorgänge startet.
- Spindel: Das motorbetriebene rotierende Teil, das das Schneidwerkzeug hält und dreht.
- Bett oder Tisch: Die Oberfläche, die das Werkstück während des Schneidens an Ort und Stelle hält.
- Säule: Die vertikale Stützstruktur, die die Spindel und den Motor beherbergt.
- Sattel: Wird zwischen Bett und Tisch positioniert und ermöglicht Bewegungen in mehrere Richtungen.
- Laube: Eine horizontale Welle zur Unterstützung von Fräsern mit großem Durchmesser.
- Schneidewerkzeuge: Spezialwerkzeuge aus Hartmetall oder HSS, die je nach Material und gewünschtem Schnitt variieren.
Jede Bewegungsachse (X, Y, Z) wird digital gesteuert, sodass der Fräser das Werkstück aus mehreren Winkeln mit hoher Präzision anfahren kann.
18 Fräsvorgänge: Die häufigsten Arten verstehen
Fräsverfahren sind nicht für alle gleich. Tatsächlich gibt es mindestens 18 Arten von Fräsverfahren, die jeweils für unterschiedliche Geometrien, Oberflächenbeschaffenheiten, Toleranzen und Produktionsziele konzipiert sind. Ob Sie einen Aluminiumblock grob bearbeiten oder einen präzisen Schlitz in einem gehärteten Stahlteil fertigstellen – das Verständnis der Stärken und Schwächen der einzelnen Verfahren ist entscheidend für optimale Ergebnisse beim kundenspezifischen CNC-Fräsen.
Lassen Sie uns jeden Fräsvorgang nach Funktion, Vorteilen, Nachteilen und typischen Anwendungen aufschlüsseln.
Planfräsen
Planfräsen ist ein gängiges Fräsverfahren, bei dem die Schneidwirkung hauptsächlich an den Enden des Fräsers erfolgt. Das Werkzeug wird so montiert, dass seine Achse senkrecht zur Werkstückoberfläche steht. Dieses Verfahren eignet sich ideal zum Erzeugen ebener Oberflächen und wird sowohl zum Schruppen als auch zum Schlichten verwendet. In den meisten CNC-Fräsdienste, Planfräsen ist einer der ersten Schritte, um Material zu begradigen, bevor mit detaillierterer Arbeit fortgefahren wird.
Planfräser haben in der Regel mehrere Schneiden und sind oft mit austauschbaren Wendeplatten ausgestattet. Diese Werkzeuge arbeiten mit hoher Geschwindigkeit und können mithilfe der CNC-Frästechnologie auf sehr enge Toleranzen programmiert werden. Die Vorschubrichtung ist typischerweise horizontal, während das Werkzeug vertikal rotiert.

Vorteile
- Glatte Oberflächenbeschaffenheit: Durch die Scherwirkung des Fräsers werden beim Planfräsen hervorragende Oberflächen erzielt, insbesondere bei großen, flachen Oberflächen.
- Hohe Effizienz: Es entfernt Material schnell und eignet sich gut für die Produktion großer Stückzahlen.
- Ideal zum Ausrichten von Teilen: Perfekt zum Vorbereiten eines Werkstücks vor weiteren Fräsvorgängen.
- Anpassbar an mehrere Materialien: Funktioniert gut mit Metallen wie Aluminium, Stahl und Edelstahl, die häufig in CNC-gefrästen Teilen zu finden sind.
Nachteile des Planfräsens
- Werkzeugverschleiß: Planfräswerkzeuge unterliegen einem erheblichen Verschleiß, insbesondere bei Hochgeschwindigkeitsbearbeitungen oder der Bearbeitung härterer Materialien. Die Schneidkanten können sich mit der Zeit abnutzen, sodass ein regelmäßiger Werkzeugwechsel oder ein Nachschärfen erforderlich ist.
- Begrenzte Schnitttiefe: Obwohl Planfräsen für große, ebene Flächen effizient ist, eignet es sich nicht ideal für tiefe Schnitte. Für tiefere Schnitte sind möglicherweise speziellere Verfahren wie das Nutenfräsen besser geeignet.
- Leistungsaufnahme: Das Planfräsen erfordert eine hohe Maschinenleistung, insbesondere bei großen Werkstücken oder zähen Werkstoffen. Dies kann zu höheren Energiekosten führen.
- Oberflächenverzerrung: In einigen Fällen können die beim Planfräsen auftretenden Schnittkräfte zu Materialverzerrungen oder -verbiegungen im Werkstück führen, insbesondere bei dünnen oder flexiblen Materialien.
- Oberflächenfinish: Zwar wird durch Planfräsen eine gute Oberflächenbeschaffenheit erzielt, es kann jedoch sein, dass die Qualität, die durch andere Verfahren wie Schleifen oder Rundfräsen für sehr glatte oder feine Oberflächen erreicht wird, nicht erreicht wird.
- Komplexität für komplizierte Formen: Obwohl es sich ideal für flache Oberflächen eignet, ist Planfräsen nicht die beste Wahl zum Erstellen komplexer geometrischer Formen oder Merkmale mit engen Toleranzen, bei denen andere Fräsvorgänge effektiver wären.
Diese Einschränkungen sollten bei der Entscheidung berücksichtigt werden, ob Planfräsen je nach Materialtyp, Bearbeitungsanforderungen und verfügbaren Ressourcen die beste Vorgehensweise für ein bestimmtes Projekt ist.
Anwendungen
Werkzeug- und Formenbau: Wird verwendet, um perfekt flache Basen auf Matrizen oder Formen zu erstellen.
- Automobil: Bearbeitung der Passflächen des Zylinderkopfs.
- Luft- und Raumfahrt: Veredelung von Strukturteilen aus Aluminium und Titan.
- CNC-Fräsen nach Maß: Ein bewährter Prozess bei der Prototypenentwicklung und in der Produktion zum Nivellieren von Oberflächen vor der Merkmalsbearbeitung.
- Allgemeine Herstellung: Wird branchenübergreifend zur Vorbereitung von Oberflächen für die Montage oder Endbearbeitung verwendet.
Lassen Sie mich wissen, ob Sie als Nächstes mit dem Nutenfräsen oder einem anderen Vorgang fortfahren möchten!
Schlitzfräsen
Nutenfräsen ist eine Fräsmethode, bei der ein rotierender Fräser Material entlang einer Nut oder Rille in einem Werkstück abträgt. Der Fräser greift in einem bestimmten Winkel in das Material ein, typischerweise senkrecht zur Werkstückoberfläche. Dieses Verfahren wird häufig zum Erstellen von Nuten, Rillen oder Passfedern in Werkstücken verwendet.

Vorteile:
- Vielseitigkeit: Das Nutenfräsen kann für eine große Vielfalt an Nuten und Rillen verwendet werden und ist daher für unterschiedliche Branchen und Anwendungen geeignet.
- Präzise Abmessungen: Durch den Einsatz einer CNC-Fräsmaschine wird sichergestellt, dass beim Nutenfräsen genaue Abmessungen und enge Toleranzen erzielt werden können, insbesondere wenn Passungen oder Keilnuten erforderlich sind.
- Glatte Oberfläche: Bei richtiger Ausführung kann durch Nutenfräsen eine glatte Oberflächenbeschaffenheit erzielt werden, insbesondere wenn feine Fräser und optimale Geschwindigkeiten verwendet werden.
- Materialentfernung: Das Nutenfräsen ist eine effektive Methode zum Entfernen großer Materialmengen, insbesondere bei tiefen Nuten oder breiten Keilnuten, und bietet eine effiziente Möglichkeit, einem Werkstück Form zu verleihen.
- Hohe Flexibilität: Das Schlitzfräsen kann sowohl bei einfachen als auch bei komplexen Geometrien durchgeführt werden und bietet Flexibilität hinsichtlich des Designs.
Nachteile:
- Werkzeugverschleiß: Wie bei den meisten Fräsvorgängen verschleißen Nutfräswerkzeuge mit der Zeit, insbesondere beim Schneiden härterer Materialien. Dies kann zu höheren Wartungskosten und einer höheren Werkzeugwechselhäufigkeit führen.
- Leistungsaufnahme: Das Fräsen von Nuten kann einen höheren Leistungsbedarf erfordern, insbesondere beim Fräsen tiefer oder breiter Nuten. Dies kann zu höheren Energiekosten und einer möglichen Belastung der Maschine führen.
- Beschränkt auf flache Schnitte: Während das Fräsen von Schlitzen zum Erstellen flacher Schlitze effektiv ist, kann das Erzielen tiefer Schlitze mit hoher Präzision eine Herausforderung darstellen und zusätzliche Arbeitsschritte erfordern.
- Schnittkräfte: Die Schnittkräfte beim Nutenfräsen können manchmal zu einer Durchbiegung oder Verformung des Werkstücks führen, insbesondere bei der Bearbeitung weicherer Materialien oder dünner Teile.
- Oberflächenfinish: Das Erreichen der gewünschten Oberflächengüte kann schwierig sein, insbesondere bei großen Schlitzabmessungen oder -tiefen. Zur Verbesserung der Oberflächenqualität können zusätzliche Nachbearbeitungsschritte erforderlich sein.
Anwendungen:
- Passfedernuten und Passfederschlitze: Wird häufig in mechanischen Baugruppen verwendet, bei denen Wellen und Zahnräder Keilnuten zur sicheren Montage benötigen.
- Schlitze für Lager oder Buchsen: Erstellen von Schlitzen zur Aufnahme von Lagern, Buchsen oder anderen zylindrischen Teilen.
- Nuten für Dichtungen: Bearbeitung von Nuten zur Aufnahme von Dichtungen in Flüssigkeitsanwendungen oder mechanischen Systemen.
- Maßgefertigte Teile: Wird häufig für Teile verwendet, die spezielle Maßpassungen erfordern, wie etwa in der Automobil- und Luftfahrtindustrie.
- Komponentenverriegelung: Das Fräsen von Schlitzen ist von entscheidender Bedeutung bei der Herstellung von Komponenten, die aus Gründen der strukturellen Integrität ineinandergreifen müssen.
Das Fräsen von Nuten ist ein wesentlicher Vorgang bei verschiedenen Bearbeitungsprozessen, insbesondere bei Anwendungen, bei denen Nuten und Rillen präzise in Metall, Kunststoff oder Verbundwerkstoffe geformt werden müssen.
Schaftfräsen
Schaftfräsen ist ein spanabhebendes Verfahren, bei dem ein rotierender Fräser, ein sogenannter Schaftfräser, Material von einem Werkstück abträgt. Der Fräser bewegt sich typischerweise vertikal in das Material hinein und rotiert dabei kreisförmig. Die Schneidkanten des Werkzeugs befinden sich an den Seiten und am Ende des Fräsers, wodurch sowohl axiale als auch radiale Schnitte möglich sind. Schaftfräsen wird üblicherweise zur Herstellung von ebenen Flächen, Nuten, Schlitzen und komplexen 3D-Formen am Werkstück eingesetzt.

Vorteile:
- Vielseitigkeit: Schaftfräsen eignet sich für eine Vielzahl von Bearbeitungsvorgängen, darunter Planfräsen, Nutfräsen, Profilfräsen und Konturfräsen. Es eignet sich sowohl für Schrupp- als auch für Schlichtbearbeitungen.
- Hohe Präzision: Durch den Einsatz von CNC-Technologie kann beim Schaftfräsen eine sehr hohe Präzision und enge Toleranzen erreicht werden, sodass es sich ideal für komplexe oder komplizierte Geometrien eignet.
- Fähigkeit, tief zu schneiden: Im Gegensatz zu einigen anderen Fräsmethoden ist das Schaftfräsen in der Lage, tief in das Material zu schneiden, was für die Erzeugung tiefer Taschen oder Schlitze unerlässlich ist.
- Gutes Oberflächenfinish: Bei Verwendung der richtigen Geschwindigkeiten und Vorschübe kann das Schaftfräsen eine glatte Oberflächenbeschaffenheit auf Teilen erzeugen, insbesondere wenn Endbearbeitungsvorgänge erforderlich sind.
- Wirksam für 3D-Konturierung: Schaftfräser, insbesondere Kugelkopffräser, eignen sich hervorragend zum Schneiden von 3D-Formen und Konturen und sind daher im Formenbau sowie in der Luft- und Raumfahrtindustrie beliebt.
Nachteile:
- Werkzeugverschleiß: Schaftfräser unterliegen insbesondere bei starkem Materialabtrag einem erheblichen Verschleiß. Dies kann zu höheren Kosten führen, da häufige Werkzeugwechsel oder -schärfungen erforderlich sind.
- Begrenzte Schnitttiefe: Die Schnitttiefe beim Schaftfräsen kann durch die Steifigkeit der Maschine, des Werkzeugs und des Werkstücks begrenzt sein. Für tiefere Schnitte sind oft Spezialwerkzeuge oder mehrere Durchgänge erforderlich.
- Hitzeerzeugung: Beim Schaftfräsen entsteht während des Schneidvorgangs Wärme, insbesondere bei der Bearbeitung härterer Materialien. Ohne ausreichende Kühlung oder Schmierung kann übermäßige Hitze zu Werkzeugverschleiß und Materialverformung führen.
- Komplexe Werkzeuge: Um eine optimale Leistung zu erzielen, können je nach Material und Vorgang unterschiedliche Schaftfräsertypen erforderlich sein, was die Auswahl und Wartung der Werkzeuge komplexer macht.
- Probleme mit der Spanabfuhr: Bei manchen Vorgängen, insbesondere beim Schneiden tiefer oder schmaler Strukturen, kann die Spanabfuhr eine Herausforderung darstellen und möglicherweise zu einer Verstopfung des Werkzeugs oder einer Beschädigung des Werkstücks führen.
Anwendungen:
- Schlitzen und Einstechen: Schaftfräsen wird häufig zum Erstellen von Schlitzen, Nuten und Keilnuten verwendet, insbesondere bei mechanischen Baugruppen, die spezielle Passungen erfordern.
- Oberflächentechnik: Schaftfräser eignen sich ideal zum Bearbeiten ebener Flächen und zum Erzielen glatter Oberflächen an Bauteilen, insbesondere bei der Präzisionsbearbeitung.
- Komplexe Geometrien: Es wird häufig zum Bearbeiten komplexer Formen, Konturen und 3D-Oberflächen verwendet, insbesondere in Branchen wie der Luft- und Raumfahrt und dem Formenbau.
- Taschenfräsen und Bohren: Mit dem Schaftfräsen können Taschen und Löcher erzeugt werden, insbesondere bei Teilen, die komplizierte Innenmerkmale erfordern.
- Fertigung von Präzisionsteilen: Es wird häufig bei der Herstellung von Komponenten verwendet, die eine hohe Maßgenauigkeit und enge Toleranzen erfordern, beispielsweise in der Automobil-, Elektronik- und Medizingeräteindustrie.
Das Schaftfräsen ist eine der vielseitigsten und am weitesten verbreiteten Bearbeitungsmethoden und eignet sich für eine Vielzahl von Materialien und Anwendungen. Seine Präzision und Anpassungsfähigkeit machen es zu einem unverzichtbaren Verfahren in vielen Branchen, die eine hochwertige Bearbeitung erfordern.
Gewindefräsen
Gewindefräsen ist ein spanendes Verfahren zum Schneiden von Gewinden in die Oberfläche eines Werkstücks mit einem rotierenden Mehrzahnfräser. Im Gegensatz zum Gewindeschneiden, bei dem ein einschneidiges Schneidwerkzeug verwendet wird, erzeugt das Gewindefräsen Gewinde durch eine spiralförmige Werkzeugbewegung. Dieses Verfahren ermöglicht die Herstellung von Innen- und Außengewinden und kann auf eine Vielzahl von Materialien angewendet werden, darunter Metalle, Kunststoffe und Verbundwerkstoffe. Gewindefräsen eignet sich ideal für hochpräzises Gewindeschneiden, insbesondere für große oder tiefe Gewinde, bei denen das Gewindeschneiden ineffizient oder schwierig sein kann.

Vorteile:
- Hohe Präzision: Durch Gewindefräsen lassen sich hochgenaue und präzise Gewinde mit engen Toleranzen erzeugen. Dies ist für Anwendungen, die exakte Passungen erfordern, wie etwa in der Luft- und Raumfahrt oder bei Automobilkomponenten, von entscheidender Bedeutung.
- Flexibilität: Anders als beim Gewindeschneiden, das auf bestimmte Gewindegrößen und -konfigurationen beschränkt ist, können mit dem Gewindefräsen Gewinde verschiedener Größen geschnitten werden, darunter sowohl Innen- als auch Außengewinde, und es können problemlos mehrere Gewindeformen berücksichtigt werden.
- Keine Notwendigkeit für Sacklöcher: Mit Gewindefräsen können Gewinde in tiefen Löchern oder Sacklöchern erzeugt werden, ohne dass die Gefahr eines Werkzeugbruchs besteht, wie es beim Gewindeschneiden auftreten kann, insbesondere wenn die Lochtiefe die Gewindelänge überschreitet.
- Bessere Werkzeugstandzeit: Die Verwendung mehrerer Schneidkanten beim Gewindefräsen verbessert die Standzeit des Werkzeugs im Vergleich zum Gewindeschneiden, bei dem eine einschneidige Schneidkante verwendet wird, die sich schneller abnutzt.
- Reduzierte Spanbildung: Die kontinuierliche Schneidbewegung beim Gewindefräsen verringert das Risiko von Spanstauungen, die beim Gewindeschneiden häufig auftreten. Dies ist besonders nützlich bei der Bearbeitung von Materialien, die lange, faserige Späne erzeugen.
Nachteile:
- Komplexes Setup: Das Gewindefräsen erfordert eine präzise Einrichtung, einschließlich Werkzeugauswahl, Programmierung und Maschinenkalibrierung. Es ist möglicherweise nicht so schnell und unkompliziert wie das Gewindeschneiden, insbesondere bei einfachen Gewindeschneidaufgaben.
- Höhere Kosten: Gewindefräsen kann im Vergleich zum Gewindeschneiden aufgrund der Spezialwerkzeuge, der Maschineneinrichtung und der längeren Zykluszeiten teurer sein. Es eignet sich am besten für hochpräzise oder hochwertige Anwendungen.
- Werkzeugkosten: Die zum Gewindefräsen erforderlichen Werkzeuge sind in der Regel teurer als Gewindebohrer, insbesondere bei größeren oder komplexeren Gewinden, was die Produktionskosten erhöhen kann.
- Langsamere Zykluszeit: Gewindefräsen dauert in der Regel länger als Gewindeschneiden, da das Werkzeug mehrere Durchgänge benötigt, um die gewünschte Gewindetiefe und -form zu erreichen. Dies kann die Effizienz bei der Massenproduktion einfacher Gewinde beeinträchtigen.
- Erfordert qualifiziertes Bedienpersonal: Der Prozess erfordert erfahrene Bediener und fortgeschrittene Kenntnisse in der CNC-Programmierung, um die korrekte Erstellung der Werkzeugwege sicherzustellen, was die Gesamtarbeitskosten erhöhen könnte.
Anwendungen:
- Luft- und Raumfahrt und Automobil: Gewindefräsen wird häufig für hochpräzise Gewindekomponenten in der Luft- und Raumfahrt- sowie der Automobilindustrie verwendet, wo Genauigkeit und Festigkeit für die Leistung entscheidend sind.
- Medizinische Geräte: Bei der Herstellung medizinischer Geräte und Implantate, die Feingewinde erfordern, gewährleistet das Gewindefräsen hochwertige, präzise Gewinde, die strengen Standards entsprechen.
- Werkzeuge und Vorrichtungen: Durch Gewindefräsen werden hochwertige Gewinde für Werkzeuge und Vorrichtungen hergestellt. Dadurch wird sichergestellt, dass die Teile richtig zusammengebaut werden und während des Gebrauchs ihre Integrität behalten.
- Öl und Gas: Bei Gewindekomponenten, die in Umgebungen mit hoher Beanspruchung eingesetzt werden, wie etwa in Ölbohrgeräten, sorgt das Gewindefräsen dafür, dass die Gewinde extremen Drücken und rauen Bedingungen standhalten.
- Präzisionsmaschinen: Gewindefräsen wird häufig bei Präzisionsbearbeitungsvorgängen verwendet, bei denen kleine oder tiefe Gewindelöcher für komplexe oder hochpräzise Teile hergestellt werden müssen.
Gewindefräsen bietet eine vielseitige und hochpräzise Methode zur Herstellung von Gewinden, insbesondere für tiefe oder komplexe Anwendungen, bei denen Gewindeschneiden nicht effektiv ist. Aufgrund der Komplexität und der höheren Kosten eignet sich dieses Verfahren jedoch eher für spezialisierte oder hochwertige Arbeiten als für die einfache Gewindeherstellung im großen Maßstab.
Schulterfräsen
Eckfräsen ist ein spanendes Verfahren, bei dem mit einem rotierenden Fräser Nuten und Schultern in ein Werkstück gefräst werden. Das Schneidwerkzeug beim Eckfräsen wird typischerweise senkrecht zur Materialoberfläche montiert, wodurch flache, vertikale Wände oder Stufen am Werkstück entstehen. Es wird häufig verwendet, um Schultern mit definierten Kanten zu erzeugen, die für die Teileausrichtung in Montageprozessen entscheidend sind. Eckfräsen wird üblicherweise mit einem Planfräser oder einem Schaftfräser durchgeführt, abhängig von der Werkstückgeometrie und der gewünschten Oberflächengüte.
Vorteile:
- Vielseitiges Schneiden: Das Schulterfräsen ist äußerst vielseitig und ermöglicht die Herstellung einer Vielzahl von Oberflächen, darunter flache Oberflächen, Nuten und Schultern. Außerdem können in einem Durchgang mehrere Breiten und Tiefen gefräst werden.
- Hohe Materialabtragsrate: Dieses Verfahren ermöglicht einen effizienten Materialabtrag und eignet sich daher ideal für Anwendungen, bei denen schnell viel Material abgetragen werden muss. Es ermöglicht höhere Schnittgeschwindigkeiten im Vergleich zu anderen Verfahren wie dem Nutenfräsen.
- Präzision: Mit den richtigen Werkzeugen und Einstellungen ermöglicht das Eckfräsen präzise und akkurate Schnitte. Dies ist besonders wichtig für Anwendungen, die enge Toleranzen erfordern, wie beispielsweise in der Luft- und Raumfahrt oder der Automobilindustrie.
- Reduzierter Werkzeugverschleiß: Eckfräswerkzeuge unterliegen häufig einem geringeren Verschleiß als andere Fräswerkzeugtypen, da sie über mehrere zusammenarbeitende Schneidkanten verfügen, was zu einer gleichmäßigen Lastverteilung während der Bearbeitung beiträgt.
- Verbesserte Oberflächenbeschaffenheit: Eckfräsen ermöglicht eine glatte und gleichmäßige Oberflächengüte, insbesondere bei Verwendung von Hartmetalleinsätzen und Hochgeschwindigkeitsbearbeitungsverfahren. Daher eignet es sich für Teile, bei denen die Oberflächengüte entscheidend ist.
Nachteile:
- Komplexes Setup: Das Einrichten der korrekten Ausrichtung und Positionierung beim Eckfräsen kann im Vergleich zu anderen Fräsvorgängen komplizierter sein. Für optimale Ergebnisse sind eine präzise Werkstückspannung und Werkzeugwegprogrammierung erforderlich.
- Potenzial für Werkzeugablenkung: Wenn das Werkzeug nicht fest gehalten wird oder die Schnittbedingungen nicht optimiert sind, kann es beim Schulterfräsen zu einer Werkzeugablenkung kommen, was ungenaue Schnitte oder eine schlechte Oberflächengüte zur Folge hat.
- Auf geringe Tiefen beschränkt: Beim Eckfräsen lassen sich zwar flache oder abgestufte Schultern erzeugen, die Schnitttiefe ist jedoch im Vergleich zu anderen Fräsverfahren möglicherweise begrenzt. Für tiefere Schnitte können zusätzliche Durchgänge oder andere Bearbeitungsprozesse erforderlich sein.
- Erhöhter Werkzeugverschleiß: Obwohl das Eckfräsen effizient ist, kann der Fräser aufgrund der beim Erstellen vertikaler Wände auftretenden Schnittkräfte erheblich verschleißen. Dies erfordert insbesondere bei Großserienproduktionen einen regelmäßigen Werkzeugwechsel.
- Maschinenbeschränkungen: Manche Fräsmaschinen haben eine begrenzte Reichweite oder vertikale Kapazität, was die Größe der fräsbaren Schultern einschränken kann. Für größere Teile sind möglicherweise spezielle Vorrichtungen oder Werkzeuge erforderlich.
Anwendungen:
- Automobilherstellung: Das Schulterfräsen wird häufig verwendet, um Keilnuten und Schlitze in Motorkomponenten, Fahrgestellen und anderen Autoteilen zu erzeugen, die für die Montage präzise Schultern oder Nuten erfordern.
- Luft- und Raumfahrtkomponenten: In der Luft- und Raumfahrt wird das Eckfräsen zum Erstellen von Strukturteilen verwendet, die genaue Toleranzen einhalten müssen, einschließlich Halterungen und Befestigungen für verschiedene Komponenten.
- Werkzeuge und Vorrichtungen: Dieses Verfahren wird häufig bei der Herstellung kundenspezifischer Werkzeuge und Vorrichtungen eingesetzt, bei denen die genaue Passform von Teilen mit gestuften oder gerillten Schultern für die richtige Ausrichtung von Baugruppen von entscheidender Bedeutung ist.
- Medizinische Ausrüstung: Das Eckfräsen spielt bei der Herstellung medizinischer Geräte wie chirurgischer Instrumente und Implantate eine Rolle, bei denen hohe Präzision und eine glatte Oberfläche sowohl für die Funktionalität als auch für die Sicherheit entscheidend sind.
- Unterhaltungselektronik: Kleine Präzisionsteile, die in der Elektronik verwendet werden, erfordern häufig ein Eckfräsen, um die erforderliche Ausrichtung und Passung zu erreichen, darunter auch Steckverbinder und Gehäusekomponenten für Geräte.
Eckfräsen ist ein vielseitiges und präzises Bearbeitungsverfahren, das sich ideal für die Herstellung spezifischer geometrischer Merkmale wie Schultern, Nuten und Stufen eignet. Es bietet hohe Abtragsraten und hervorragende Oberflächengüten, erfordert jedoch eine sorgfältige Einrichtung und Werkzeugbestückung, um die Ablenkung zu minimieren und präzise Ergebnisse zu erzielen. Eckfräsen findet breite Anwendung in Branchen wie der Automobilindustrie, der Luft- und Raumfahrt, der Medizintechnik und dem Werkzeugbau.
Seitenfräsen
Beim Längsfräsen wird ein Werkstück mit der Seite eines rotierenden Fräsers, typischerweise einem Schaft- oder Planfräser, bearbeitet. Das Schneidwerkzeug wird senkrecht zur Werkstückoberfläche positioniert, wobei die Seitenfläche des Fräsers und nicht die Stirnfläche den Schnitt ausführt. Dadurch können beim Längsfräsen Merkmale wie Nuten, Schlitze und ebene Flächen an den Seiten des Werkstücks erzeugt werden. Der Vorgang kann je nach Maschine und Werkstückgeometrie mit horizontalen oder vertikalen Fräsmaschinen durchgeführt werden. Längsfräsen wird üblicherweise zum Fräsen tiefer, schmaler Schlitze oder breiter Flächen verwendet, die Präzision erfordern.

Vorteile:
- Vielseitiger Werkzeugeinsatz: Das Scheibenfräsen ist äußerst vielseitig, da es die Verwendung verschiedener Schneidwerkzeuge, einschließlich Schaftfräsern, Planfräsern und Spezialwerkzeugen, ermöglicht, um unterschiedliche Schnittarten zu erzeugen.
- Hohe Materialabtragsraten: Aufgrund der Schneidwirkung der Werkzeugseite ermöglicht das Seitenfräsen einen schnelleren Materialabtrag im Vergleich zu anderen Fräsvorgängen, insbesondere bei größeren Teilen, bei denen ein erheblicher Materialabtrag erforderlich ist.
- Glatte Oberfläche: Mit dem richtigen Vorschub und Schneidwerkzeug lassen sich beim Flankenfräsen glatte, ebene Oberflächen erzeugen. Dies ist unerlässlich für Teile, die enge Toleranzen und glatte Oberflächen erfordern, wie beispielsweise Komponenten in der Luft- und Raumfahrt- und Automobilindustrie.
- Präzisionsschneiden: Bei korrekter Ausführung bietet das Scheibenfräsen hohe Präzision und eignet sich daher ideal für die Herstellung von Teilen mit exakten Abmessungen und engen Passungen. Es wird häufig zum präzisen Fräsen von Nuten, Schlitzen und Stufen verwendet.
- Fähigkeit zur Bearbeitung komplexer Funktionen: Das Seitenfräsen eignet sich zum Fräsen komplexer Merkmale in einem Werkstück, einschließlich Innenschlitzen, Keilnuten und Rillen, die mit anderen Fräsmethoden möglicherweise nur schwer zu erreichen sind.
Nachteile:
- Werkzeugablenkung: Die beim Scheibenfräsen auftretenden Schnittkräfte können insbesondere beim Fräsen tiefer oder langer Nuten zu einer Werkzeugablenkung führen. Dies kann die Schnittgenauigkeit beeinträchtigen und die Oberflächengüte mindern.
- Begrenzte Schnitttiefe: Während das Planfräsen zum Erstellen schmaler Schlitze und Nuten effektiv ist, ist die Schnitttiefe im Vergleich zu anderen Verfahren wie dem Planfräsen begrenzt. Für tiefere Schnitte können mehrere Durchgänge erforderlich sein, was die Zykluszeit verlängert.
- Komplexes Setup: Das Einrichten einer Seitenfräsbearbeitung kann im Vergleich zu anderen Fräsarten komplexer sein. Um sicherzustellen, dass das Werkstück korrekt zum Werkzeug ausgerichtet ist und das richtige Werkzeug verwendet wird, ist Präzision erforderlich.
- Erhöhter Werkzeugverschleiß: Beim Seitenfräsen kann es aufgrund der seitlichen Schneidwirkung und der auftretenden Kräfte zu einem höheren Werkzeugverschleiß kommen als bei anderen Fräsverfahren. Dies macht insbesondere bei Großserienproduktionen einen regelmäßigen Werkzeugwechsel erforderlich.
- Erfordert hochpräzise Maschinen: Um die gewünschte Qualität und Oberflächengüte beim Scheibenfräsen zu erreichen, sind Maschinen mit hoher Steifigkeit und Präzision erforderlich. Maschinen mit geringerer Präzision können zu ungenaueren Schnitten und einer schlechten Oberflächenqualität führen.
Anwendungen:
- Luft- und Raumfahrtfertigung: Das Seitenfräsen wird zum Erzeugen präziser Schlitze, Nuten und ebener Oberflächen in Luft- und Raumfahrtkomponenten wie Motorteilen, Strukturelementen und Rahmen verwendet, bei denen Genauigkeit und eine glatte Oberfläche entscheidend sind.
- Automobilindustrie: Im Automobilsektor wird das Seitenfräsen zum Herstellen von Teilen wie Getriebekomponenten, Motorblöcken und Fahrwerksteilen eingesetzt, die enge Toleranzen und hohe Präzision erfordern.
- Produktion medizinischer Geräte: Das Seitenfräsen spielt eine entscheidende Rolle bei der Herstellung medizinischer Komponenten wie chirurgischer Instrumente, Implantate und Gehäuse, die für ordnungsgemäße Funktionalität und Sicherheit glatte Oberflächen und präzise Merkmale erfordern.
- Werkzeuge und Vorrichtungen: Dieser Vorgang wird häufig zur Herstellung kundenspezifischer Werkzeuge und Vorrichtungen verwendet, bei denen präzise geometrische Merkmale wie Nuten oder abgestufte Abschnitte geformt werden müssen, um bei der Montage bestimmte Teile unterzubringen.
- Elektronikfertigung: Das Seitenfräsen wird in der Elektronikindustrie eingesetzt, um Komponenten mit schmalen Schlitzen und Nuten herzustellen, wie etwa Steckverbinder, Gehäuse und Halterungen für elektronische Geräte.
Das Scheibenfräsen ist ein vielseitiges und effektives Bearbeitungsverfahren, das präzise Schnitte und die Erstellung komplexer Strukturen ermöglicht. Es bietet zahlreiche Vorteile, wie z. B. hohe Abtragsraten, glatte Oberflächen und die Möglichkeit, schwer zugängliche Bereiche zu bearbeiten. Es bringt jedoch auch Herausforderungen wie Werkzeugverschleiß und Rüstaufwand mit sich, die für optimale Ergebnisse bewältigt werden müssen.
Konturfräsen
Konturfräsen ist ein spanendes Verfahren zum Fräsen komplexer Kurven oder unregelmäßiger Formen entlang der Oberfläche eines Werkstücks. Dabei folgt ein rotierendes Schneidwerkzeug den Konturen des Werkstücks und erzeugt so glatte, präzise Profile. Konturfräsen kann mit CNC-Fräsmaschinen durchgeführt werden, die die für solche Vorgänge erforderliche hohe Präzision bieten. Der Fräser folgt der vom Teiledesign vorgegebenen Bahn. Dies wird häufig zur Erstellung detaillierter äußerer und innerer Formen wie Konturen, Kurven oder komplexer Profile eingesetzt, die mit anderen Fräsverfahren nur schwer realisierbar sind. Dieses Verfahren eignet sich hervorragend für die Herstellung kundenspezifischer Teile in Branchen, in denen detaillierte Formen und glatte Oberflächen erforderlich sind.
Vorteile:
- Präzision und Detail: Konturfräsen bietet hohe Präzision und ermöglicht die Herstellung detailreicher, komplexer Formen auf einem Werkstück. Dies macht es ideal für Branchen wie die Luft- und Raumfahrt sowie die Automobilindustrie, in denen genaue Spezifikationen und enge Toleranzen entscheidend sind.
- Glatte Oberfläche: Der Einsatz verschiedener Schneidwerkzeuge ermöglicht exzellente Oberflächengüten. Konturfräsen eignet sich daher ideal für Teile, die glatte, feine Oberflächen erfordern. Die CNC-Steuerung gewährleistet ein hochgradig glattes Konturenfräsen.
- Flexibilität im Design: Konturfräsen ist äußerst vielseitig und kann Teile mit unterschiedlicher geometrischer Komplexität bearbeiten. Ob einfache Kurven oder komplexere Designs – Konturfräsen passt sich den spezifischen Anforderungen des Projekts an.
- Reduzierter Materialabfall: Durch das Folgen der Werkstückkonturen minimiert das Konturfräsen den Materialabfall im Vergleich zu anderen Bearbeitungsverfahren. Es ermöglicht dem Bediener eine effiziente Materialnutzung bei gleichzeitiger Wahrung der Präzision der Werkstückform.
- Verbesserte Genauigkeit: Mit CNC-Maschinen können durch Konturfräsen stets dieselben Formen mit hoher Genauigkeit erzeugt werden. Dadurch wird sichergestellt, dass die Teile über mehrere Produktionsläufe hinweg präzise technische Spezifikationen erfüllen.
Nachteile:
- Werkzeugverschleiß: Wie bei vielen Fräsverfahren kann der Werkzeugverschleiß auch beim Konturfräsen ein erheblicher Nachteil sein. Der rotierende Fräser kann beim Fräsen komplexer Geometrien oder bei längerem Einsatz einem erhöhten Verschleiß unterliegen, was zu einer verringerten Schneidleistung und einem häufigen Werkzeugwechsel führt.
- Längere Zykluszeiten: Da beim Konturfräsen oft komplexe, gekrümmte Bahnen geschnitten werden, kann die Zykluszeit der Bearbeitung länger sein als bei herkömmlichen Fräsvorgängen, insbesondere bei komplexen Bauteilen. Dies kann die Gesamtproduktionszeit und -kosten erhöhen.
- Komplexes Setup: Die Komplexität von Konturfräsvorgängen führt dazu, dass die Einrichtzeit in der Regel länger ist. Die Maschine muss präzise programmiert werden, um den exakten Konturen des Werkstücks zu folgen, und dieser Einrichtvorgang kann zeitaufwändig sein.
- Erfordert qualifiziertes Bedienpersonal: Da das Konturfräsen komplexe Bearbeitungswege erfordert, sind hochqualifizierte Bediener erforderlich, die mit der CNC-Programmierung und den spezifischen Parametern für das Konturschneiden vertraut sind. Unerfahrene Bediener können Fehler verursachen, die die Teilequalität beeinträchtigen.
- Begrenzte Materialtypen: Konturfräsen eignet sich zwar für viele Materialien, wird aber häufiger für weichere Metalle und Kunststoffe eingesetzt. Härtere Materialien erfordern möglicherweise spezielle Werkzeuge und Anpassungen. Übermäßige Hitzeentwicklung beim Fräsen kann die Eigenschaften des Werkstücks beeinträchtigen.
Anwendungen:
- Luft- und Raumfahrt: Konturfräsen wird zum Erstellen komplexer Teile für Flugzeuge verwendet, wie etwa Flügelkomponenten, Turbinenschaufeln und Strukturelemente, die eine hohe Präzision und glatte Oberflächenbeschaffenheit erfordern.
- Automobil: Automobilkomponenten wie Motorteile, Aufhängungsarme und individuell gestaltete Karosserieteile erfordern häufig Konturfräsen für komplizierte Designs und komplexe Kurven.
- Medizinische Geräte: Bei Teilen für medizinische Geräte, wie etwa chirurgischen Instrumenten, Implantaten und Prothesen, wird häufig Konturfräsen verwendet, um die strengen Anforderungen an Präzision und Oberflächengüte zu erfüllen.
- Werkzeuge und Vorrichtungen: Konturfräsen wird häufig zur Herstellung individueller Werkzeuge und Vorrichtungen für die Montage komplexer Teile in Fertigungsumgebungen eingesetzt. Diese Werkzeuge müssen präzise in Montagelinien passen oder Teile während anderer Fertigungsprozesse sicher halten.
- Unterhaltungselektronik: Bei der Herstellung von Unterhaltungselektronik wie Smartphones und Laptops wird das Konturfräsen für Teile wie Gehäuse, Anschlüsse und interne Komponenten verwendet, die komplexe Formen und ein hohes Maß an Oberflächenqualität erfordern.
Konturfräsen ist ein hocheffektives und vielseitiges Bearbeitungsverfahren, das außergewöhnliche Präzision und Flexibilität bei der Erstellung komplexer Formen und Profile bietet. Es bietet zwar Vorteile wie reduzierten Materialabfall, glatte Oberflächen und hohe Genauigkeit, bringt aber auch Herausforderungen mit sich, wie längere Zykluszeiten, Werkzeugverschleiß und den Bedarf an qualifizierten Bedienern. Trotz dieser Herausforderungen bleibt Konturfräsen ein unverzichtbarer Prozess in Branchen, die kundenspezifische, hochpräzise Teile benötigen.
Sägen
Sägen ist ein spanendes Verfahren zum Schneiden von Materialien mit einem Sägeblatt oder einer Säge. Dabei wird ein Sägeblatt kontinuierlich oder oszillierend bewegt, um Material von einem Werkstück zu entfernen. Sägen wird typischerweise eingesetzt, um große Teile in handliche Größen zu schneiden oder bestimmte Formen zu erzeugen. Es ist eine der gängigsten und vielseitigsten Schneidemethoden und eignet sich für eine Vielzahl von Materialien, darunter Metalle, Kunststoffe, Holz und Verbundwerkstoffe. Obwohl Sägen oft als Vorstufe zur Teileherstellung angesehen wird, spielt es eine wesentliche Rolle bei der Formgebung und Größenbestimmung von Materialien, bevor diese weiteren Bearbeitungsprozessen wie Fräsen oder Drehen unterzogen werden.
Vorteile:
- Kosteneffizient: Sägen ist eine der wirtschaftlichsten Schneidemethoden, insbesondere für das Schneiden großer Mengen oder Schüttgut. Es erfordert nur minimale Investitionen in Werkzeuge und Ausrüstung und eignet sich zum Schneiden verschiedener Materialien ohne nennenswerte Kosten.
- Einfach und schnell: Der Vorgang ist relativ einfach einzurichten und durchzuführen, was ihn schnell und effizient macht. Es ist ein unkomplizierter Prozess, der schnell Teile der benötigten Größe produziert und so die Bearbeitungszeit spart.
- Vielseitigkeit: Sägen eignet sich für eine Vielzahl von Materialien, darunter Metalle, Kunststoffe und Verbundwerkstoffe. Daher ist es ein vielseitiges Verfahren für verschiedene Branchen. Durch den Einsatz unterschiedlicher Sägeblatttypen lassen sich unterschiedliche Schnitteigenschaften erzielen.
- Minimaler Materialabfall: Im Gegensatz zu anderen Schneidverfahren entsteht beim Sägen relativ wenig Materialabfall. Der Schnitt erfolgt geradlinig, wodurch die Gefahr übermäßigen Materialverlusts im Vergleich zu Verfahren wie Schleifen oder Fräsen reduziert wird.
- Anpassungsfähigkeit: Sägen ist in verschiedenen Größen möglich, von Handsägen für kleinere Arbeiten bis hin zu großen Industriesägen für die Massenproduktion. Sägen sind sowohl für horizontale als auch für vertikale Schnitte geeignet.
Nachteile:
- Begrenzte Präzision: Sägen eignet sich zwar gut zum Grobschneiden und Zuschneiden von Materialien, bietet aber im Allgemeinen nicht die erforderliche Präzision für komplizierte, feine Details. Um engere Toleranzen einzuhalten, ist möglicherweise eine zusätzliche Bearbeitung erforderlich.
- Oberflächenfinish: Die Oberfläche ist beim Sägen normalerweise rau, sodass weitere Endbearbeitungsprozesse wie Schleifen oder Polieren erforderlich sein können, um das Aussehen und die Glätte des Schnitts zu verbessern.
- Werkzeugverschleiß: Sägeblätter unterliegen, insbesondere beim Schneiden härterer Materialien, mit der Zeit einem Verschleiß. Dies macht eine regelmäßige Wartung oder einen Austausch der Blätter erforderlich, um die Schnittleistung aufrechtzuerhalten.
- Hitzeerzeugung: Beim Sägen entsteht beim Kontakt des Sägeblatts mit dem Material Wärme, die die Materialeigenschaften beeinträchtigen oder zu Maßungenauigkeiten führen kann. Außerdem kann es den Verschleiß des Sägeblatts beschleunigen.
- Begrenzte Komplexität: Sägen wird hauptsächlich für einfache, geradlinige Schnitte verwendet. Es eignet sich nicht zum Erstellen komplexer Formen oder komplizierter Details, die andere spezielle Bearbeitungsverfahren wie Fräsen oder Drehen erfordern.
Anwendungen:
- Metall schneiden: Sägen wird in der Metallverarbeitung häufig eingesetzt, um große Bleche, Stangen, Rohre und Baumaterialien in kleinere, handlichere Größen zu schneiden. Sägen ist ein wichtiger Vorgang in Branchen wie dem Baugewerbe, der Fertigung und dem Schiffbau.
- Holzbearbeitung: In der Holzindustrie werden Sägen häufig eingesetzt, um Bauholz, Sperrholz und andere Holzwerkstoffe in präzise Größen und Formen zu schneiden. Sägen ist im Möbelbau, im Bauwesen und im Schreinerhandwerk von grundlegender Bedeutung.
- Kunststoffschneiden: Sägen wird häufig in Branchen eingesetzt, in denen Kunststoffteile auf bestimmte Abmessungen zugeschnitten werden müssen. Es wird bei der Herstellung von Komponenten für Automobilteile, Elektronikgehäuse und andere Konsumgüter eingesetzt.
- Luft- und Raumfahrt: In der Luft- und Raumfahrtindustrie werden große Metallbleche und Titanlegierungen durch Sägen in Teile zerlegt, die dann durch andere Bearbeitungsverfahren wie Fräsen und Drehen weiterverarbeitet werden.
- Bau- und Rohbauarbeiten: Sägen ist ein wesentlicher Bestandteil der Bauindustrie, wo große Balken, Rohre und andere Materialien für die Montage und Installation in kleinere Abschnitte geschnitten werden müssen.
Sägen ist nach wie vor ein wichtiges und kostengünstiges Bearbeitungsverfahren, das häufig zum Zuschneiden von Materialien in Grundformen oder -größen eingesetzt wird. Zwar bietet es nicht die gleiche Präzision und Oberflächengüte wie andere Bearbeitungsverfahren, stellt aber eine praktische, schnelle und wirtschaftliche Lösung für das Grobschneiden und Zuschneiden von Materialien in verschiedenen Branchen dar.
CAM-Fräsen
CAM-Fräsen (Computer-Aided Manufacturing) bezeichnet den Prozess der Steuerung der Bewegungen einer Fräsmaschine mithilfe von Computersoftware zur präzisen Bearbeitung eines Teils oder Produkts. Dabei wird ein CAD-Modell (Computer-Aided Design) zur Generierung von Werkzeugwegen verwendet, die anschließend in Anweisungen für die CNC-Fräsmaschine (Computer Numerical Control) umgesetzt werden. Die Software optimiert den Bearbeitungsprozess und ermöglicht so eine präzisere, effizientere und automatisierte Fertigung komplexer Teile. CAM-Fräsen wird typischerweise in Branchen eingesetzt, die eine hochpräzise, automatisierte Teilefertigung erfordern, und eignet sich besonders für die Herstellung komplexer Designs mit engen Toleranzen.

Vorteile:
- Präzision und Genauigkeit: CAM-Fräsen ermöglicht hochpräzise Bearbeitung und stellt sicher, dass Teile exakt nach Spezifikationen und Toleranzen gefertigt werden. Menschliche Fehler werden eliminiert, was zu gleichbleibend hochwertigen Ergebnissen führt.
- Steigerung der Effizienz Durch die Automatisierung des Fräsprozesses reduziert CAM-Fräsen die benötigte Zeit für die Teilefertigung, da manuelles Einrichten und Anpassen entfällt. Die Software ermöglicht schnellere und effizientere Abläufe und optimiert die Bearbeitungszeit.
- Komplexe Geometrien: CAM-Fräsen ermöglicht die Bearbeitung komplexer Geometrien und komplizierter Designs, die manuell nur schwer oder zeitaufwändig realisierbar wären. Die Fähigkeit der Software, detaillierte Werkzeugwege zu erstellen, ermöglicht die einfache Herstellung anspruchsvoller Komponenten.
- Wiederholbarkeit: Mit CAM-Fräsen lässt sich der Prozess konsistent wiederholen und eignet sich daher ideal für die Großserienproduktion. Sobald das Programm eingerichtet ist, können Teile über mehrere Zyklen hinweg mit gleicher Genauigkeit und Spezifikationen produziert werden.
- Flexibilität: CAM-Frässoftware lässt sich problemlos an verschiedene Werkzeugmaschinen und Fertigungsprozesse anpassen. Sie ist für eine breite Palette von Materialien einsetzbar, von Metallen und Kunststoffen bis hin zu Verbundwerkstoffen, und bietet so Flexibilität in der Fertigung.
Nachteile:
- Ersteinrichtungskosten: Die Einrichtungskosten für CAM-Fräsen können hoch sein, da Investitionen in Spezialsoftware und die Schulung von Bedienern erforderlich sind. Zwar werden die Kosten durch Effizienz- und Präzisionsgewinne ausgeglichen, doch die Anfangsinvestition kann für kleinere Unternehmen ein Hindernis darstellen.
- Abhängigkeit von Software: Da CAM-Fräsen stark softwarebasiert ist, können Fehler in der Konstruktionsdatei oder Softwarefehler zu Defekten im Endprodukt führen. Die Genauigkeit der Software und der CAD-Modelle ist entscheidend.
- Komplexität: Die Bedienung von CAM-Fräsmaschinen erfordert Fachwissen und Schulung, was die Arbeitskosten und den Schulungsaufwand für die Bediener erhöhen kann. Obwohl die Software viele Aspekte des Prozesses vereinfacht, ist das Verständnis der Feinheiten von CAM-Systemen unerlässlich.
- Materialbeschränkungen: Obwohl CAM-Fräsen äußerst vielseitig ist, eignet es sich möglicherweise nicht für alle Materialien. Manche Materialien erfordern möglicherweise spezielle Anpassungen des Fräsprozesses oder lassen sich nicht so einfach bearbeiten wie andere.
- Maschinenkompatibilität: Nicht alle Fräsmaschinen sind mit CAM-Systemen kompatibel. Ältere oder weniger ausgereifte Maschinen können die Vorteile der CAM-Frästechnologie möglicherweise nicht voll ausschöpfen, was deren Effektivität in bestimmten Werkstätten einschränkt.
Anwendungen:
- Luft-und Raumfahrtindustrie: CAM-Fräsen wird in der Luft- und Raumfahrt häufig zur Herstellung hochkomplexer Teile wie Turbinenschaufeln, Halterungen und Strukturkomponenten eingesetzt. Die Anforderungen an Präzision und Leistung machen CAM-Fräsen zu einem unverzichtbaren Verfahren in diesem Bereich.
- Automobilindustrie: Im Automobilbau wird CAM-Fräsen zur Herstellung von Teilen mit engen Toleranzen eingesetzt, darunter Motorkomponenten, Getriebeteile und Sonderwerkzeuge. Es unterstützt auch die Prototypenentwicklung und Leistungsprüfung von Komponenten.
- Herstellung medizinischer Geräte: Die Medizinbranche setzt auf CAM-Fräsen, um präzise Komponenten für Geräte wie Implantate, chirurgische Instrumente und Diagnosegeräte herzustellen. Die Fähigkeit, kleine, detaillierte Teile mit hoher Genauigkeit herzustellen, ist bei der Herstellung medizinischer Geräte von entscheidender Bedeutung.
- Werkzeug- und Formenbau: CAM-Fräsen wird in der Werkzeugindustrie häufig zur Herstellung von Werkzeugen, Matrizen und Formen eingesetzt. Es hilft bei der Herstellung der notwendigen Komponenten für die Herstellung von Spritzgussformen, Stanzwerkzeugen und anderen wichtigen Werkzeugen für Produktionslinien.
- Elektronikfertigung: CAM-Fräsen dient zur Herstellung komplexer Teile für elektronische Geräte, darunter Gehäuse, Steckverbinder und Leiterplatten. Der hohe Präzisionsbedarf in der Elektronikindustrie macht CAM-Fräsen zu einer bewährten Methode für die Herstellung elektronischer Komponenten.
- Sonderteile und Prototypen: CAM-Fräsen ist äußerst effektiv bei der Herstellung von Sonderteilen und Prototypen, insbesondere in Branchen, in denen einzigartige und komplexe Komponenten benötigt werden. Die Fähigkeit der Software, Teile schnell zu entwerfen und zu modifizieren, macht sie ideal für Rapid Prototyping und Kleinserienfertigung.
Zusammenfassend lässt sich sagen, dass CAM-Fräsen ein fortschrittliches Fertigungsverfahren ist, das die Effizienz, Präzision und Flexibilität bei der Herstellung komplexer Teile deutlich verbessert. Obwohl es Investitionen in Technologie und qualifizierte Bediener erfordert, machen seine Vorteile, insbesondere in Branchen mit hohen Präzisionsanforderungen, es zu einem unverzichtbaren Werkzeug in der modernen Fertigung.
Zahnradfräsen
Zahnradfräsen ist ein spanendes Bearbeitungsverfahren zur Herstellung von Zahnrädern mit spezifischen Profilen, wie z. B. Stirnrädern, Schrägverzahnungen, Kegelrädern und Schneckenrädern. Dabei wird mit einem rotierenden Fräser, typischerweise einem speziellen Zahnradfräser, schrittweise Material von einem Werkstück abgetragen und so die gewünschte Zahnradform erreicht. Der Prozess kann mit verschiedenen Fräsmaschinen durchgeführt werden, wird aber meist mit einer CNC-Maschine (Computerized Numerical Control) durchgeführt, die mit den notwendigen Werkzeugen und der entsprechenden Zahnradfrässoftware ausgestattet ist. Zahnradfräsen ist ein vielseitiges Verfahren zur Herstellung von Zahnrädern in kleinen und großen Stückzahlen und unverzichtbar für die Produktion von Komponenten, die präzise Zähne und Profile erfordern.
Vorteile:
- Hohe Präzision: Das Zahnradfräsen ermöglicht die Herstellung von Zahnrädern mit hoher Maßgenauigkeit und stellt sicher, dass die Zähne präzise gefräst werden und strenge Toleranzen einhalten. Dies ist entscheidend für Anwendungen, die eine zuverlässige Zahnradleistung erfordern.
- Vielseitigkeit: Das Zahnradfräsen eignet sich für eine Vielzahl von Zahnrädern, einschließlich solcher mit komplexen Profilen wie Schräg- und Kegelrädern. Es ist flexibel hinsichtlich der Größe und Art der herstellbaren Zahnräder.
- Geschwindigkeit:
Im Vergleich zu anderen Verfahren zur Zahnradherstellung, wie Wälzfräsen oder Stoßen, kann das Zahnradfräsen schneller sein, insbesondere bei kleineren Stückzahlen oder der Herstellung individueller Zahnräder. CNC-Zahnradfräsen ermöglicht eine effiziente Produktion mit minimaler Rüstzeit.
- Anpassbarkeit: Das Zahnradfräsen ermöglicht die Herstellung kundenspezifischer Zahnräder mit spezifischen Spezifikationen. Dies macht es ideal für Branchen, in denen Standardzahnräder die Anforderungen nicht erfüllen, wie beispielsweise in der Luft- und Raumfahrt oder der Automobilindustrie.
- Verbesserte Oberflächenbeschaffenheit: Durch Fräsen lässt sich eine glatte Oberfläche erzielen, wodurch weitere Nachbearbeitungen reduziert werden. Dies ist besonders vorteilhaft bei Anwendungen, bei denen die Zahnräder Hochgeschwindigkeitsvorgängen ausgesetzt sind oder minimale Reibung erfordern.
Nachteile:
- Limitiert auf große Mengen: Während das Zahnradfräsen für kleine bis mittlere Chargen effizient ist, kann es bei der Herstellung großer Mengen von Zahnrädern aufgrund höherer Werkzeugkosten und langsamerer Materialabtragsraten weniger kosteneffizient sein als andere Methoden wie das Zahnradwälzfräsen.
- Werkzeugverschleiß: Zahnradfräswerkzeuge, insbesondere Fräser, können im Laufe der Zeit aufgrund der Belastungen beim Schneiden der Zähne erheblich verschleißen. Regelmäßige Wartung und Werkzeugwechsel können die Betriebskosten erhöhen.
- Komplexes Setup: Das Einrichten einer CNC-Fräsmaschine zum Zahnradfräsen kann zeitaufwändig sein und erfordert eine präzise Kalibrierung und Einrichtung der Maschine, der Werkzeugwege und der Schnittparameter, um Genauigkeit zu gewährleisten.
- Eingeschränkt für sehr große Zahnräder: Während das Zahnradfräsen für eine Vielzahl von Zahnradgrößen effektiv ist, ist es bei sehr großen Zahnrädern weniger effizient. Andere Verfahren wie das Wälzfräsen eignen sich möglicherweise besser für großvolumige oder größere Zahnräder.
- Materialbeschränkungen: Das Zahnradfräsen eignet sich besser für bestimmte Materialien wie Stahl, Aluminium und Edelstahl. Besonders harte oder abrasive Materialien erfordern möglicherweise Spezialwerkzeuge und besondere Sorgfalt beim Fräsen.
Anwendungen:
- Automobilindustrie: Das Zahnradfräsen wird häufig zur Herstellung von Automobilzahnrädern eingesetzt, darunter in Getrieben, Differentialgetrieben und anderen Antriebskomponenten. Die in Automobilanwendungen erforderliche Präzision macht das Zahnradfräsen zur idealen Wahl.
- Luft-und Raumfahrtindustrie: Die Luft- und Raumfahrtindustrie setzt auf das Fräsen von Zahnrädern zur Herstellung von Triebwerken, Fahrwerken und Steuerungssystemen. Diese Zahnräder müssen strenge Leistungs- und Sicherheitsstandards erfüllen, weshalb die Genauigkeit und Zuverlässigkeit des Fräsprozesses entscheidend sind.
- Industrielle Maschinen: Das Zahnradfräsen wird häufig zur Herstellung von Zahnrädern für verschiedene Industriemaschinen eingesetzt, darunter Förderbänder, Pumpen und Kompressoren. Diese Zahnräder müssen hohen Belastungen und Dauerbetrieb standhalten, weshalb Haltbarkeit und Präzision entscheidende Faktoren sind.
- Energieerzeugung: Zahnräder für Turbinen und Generatoren in der Energieerzeugung werden häufig durch Zahnradfräsen hergestellt. Die Präzision des Zahnprofils und die Festigkeit dieser Zahnräder sind für den effizienten Betrieb von Kraftwerken von entscheidender Bedeutung.
- Robotik: In der Roboterindustrie wird das Zahnradfräsen zur Herstellung kundenspezifischer Zahnräder für Roboterarme, Aktuatoren und andere bewegliche Teile eingesetzt. Die hohe Präzision und individuelle Anpassung ermöglichen die Herstellung von Zahnrädern, die perfekt auf spezifische Roboterfunktionen abgestimmt sind.
- Marineindustrie: Das Zahnradfräsen wird auch bei der Herstellung von Zahnrädern für maritime Anwendungen eingesetzt, beispielsweise in Schiffsantriebssystemen und Unterwassermaschinen. Diese Zahnräder müssen langlebig, korrosionsbeständig und den hohen Belastungen im Meeresumfeld standhalten.
- Militär und Verteidigung: Die Rüstungsindustrie nutzt das Zahnradfräsen zur Herstellung wichtiger Komponenten für Militärfahrzeuge, Waffensysteme und Kommunikationsgeräte. Diese Zahnräder müssen unter rauen Bedingungen zuverlässig funktionieren und strenge Spezifikationen erfüllen.
Zusammenfassend lässt sich sagen, dass das Zahnradfräsen ein äußerst vielseitiges und präzises Bearbeitungsverfahren ist, das in verschiedenen Branchen eine wichtige Rolle bei der Herstellung von Zahnrädern spielt. Zwar weist es insbesondere bei der Großserienfertigung gewisse Einschränkungen auf, doch die Fähigkeit, kundenspezifische, hochwertige Zahnräder herzustellen, macht es zu einem wertvollen Verfahren für Spezialanwendungen, die Präzision und Zuverlässigkeit erfordern.
Winkel- oder Schrägfräsen
Unter Schrägfräsen versteht man das Fräsen eines Werkstücks in einem anderen Winkel als 90 Grad zur Oberfläche. Dabei wird das Schneidwerkzeug schräg zur Materialoberfläche positioniert und der Schnitt schräg ausgeführt. Der Winkel kann je nach Anwendung von einem kleinen spitzen Winkel bis hin zu größeren, ausgeprägteren Winkeln reichen. Diese Fräsart wird typischerweise verwendet, wenn ein bestimmter Winkel, wie z. B. eine Fase oder eine Verjüngung, am Werkstück erforderlich ist.
Winkelfräsen wird üblicherweise mit einer Fräsmaschine durchgeführt, die Werkzeug und Werkstück auf den gewünschten Winkel einstellen kann. Der verwendete Fräser kann ein Schaftfräser oder ein spezielles Werkzeug für Winkelfräsen sein. Winkelfräsen wird oft in Kombination mit anderen Fräsverfahren eingesetzt, um die gewünschte Geometrie am Werkstück zu erzielen.
Vorteile:
- Fähigkeit, Winkel zu schneiden: Einer der Hauptvorteile des Winkelfräsens ist die Möglichkeit, präzise Winkel am Werkstück effizient zu erzeugen. Dies ist nützlich, um spezielle Formen oder konische Oberflächen zu erzeugen, die mit herkömmlichem 90-Grad-Fräsen nicht erreicht werden können.
- Verbesserte Oberflächenbeschaffenheit: Durch den Winkel des Werkzeugs erfolgt der Schneidvorgang sanfter, wodurch die Gefahr von Werkzeugspuren verringert und die Oberflächengüte verbessert wird. Dies ist besonders vorteilhaft bei der Bearbeitung von Materialien, die aus funktionalen oder ästhetischen Gründen eine glatte Oberfläche erfordern.
- Vielseitigkeit: Winkelfräsen ermöglicht die Herstellung einer Vielzahl von Geometrien, von einfachen Fasen bis hin zu komplexen Winkelflächen. Dies macht es zu einem vielseitigen Verfahren in verschiedenen Branchen. Es kann zur Herstellung von Teilen mit komplexeren Profilen eingesetzt werden.
- Erhöhte Standzeit: Der schräge Schnitt reduziert im Allgemeinen den Werkzeugverschleiß im Vergleich zu herkömmlichen Fräsvorgängen. Da die Schnittlast gleichmäßiger auf das Werkzeug verteilt wird, kann dies insbesondere bei weicheren Materialien zu einer längeren Werkzeuglebensdauer beitragen.
Nachteile:
- Komplexes Setup: Beim Winkelfräsen ist oft mehr Zeit und Aufwand erforderlich, um Werkzeug und Werkstück im richtigen Winkel auszurichten. Die Einstellungen der Maschine müssen präzise angepasst werden, um sicherzustellen, dass der gewünschte Winkel erreicht wird.
- Beschränkt auf bestimmte Anwendungen: Obwohl Winkelfräsen für bestimmte Werkstücktypen sehr effektiv ist, eignet es sich nicht für alle Bearbeitungsaufgaben. Es wird hauptsächlich für Anwendungen eingesetzt, bei denen abgewinkelte Oberflächen oder Merkmale erforderlich sind, was seine Vielseitigkeit in manchen Fällen einschränkt.
- Werkzeugverschleiß: Obwohl Winkelfräsen den Werkzeugverschleiß im Vergleich zum herkömmlichen Fräsen reduzieren kann, kann es bei unsachgemäßer Handhabung dennoch zu vorzeitigem Werkzeugausfall führen. Winkelfräsen kann die Werkzeugbelastung erhöhen, insbesondere bei hartem oder abrasivem Material.
- Bedenken hinsichtlich der Präzision: Das Erreichen hoher Präzision beim Winkelfräsen kann eine Herausforderung sein, insbesondere bei sehr spitzen oder flachen Winkeln. Um die Genauigkeit zu gewährleisten, ist eine sorgfältige Steuerung der Maschine, des Schneidwerkzeugs und der Werkstückpositionierung erforderlich.
Anwendungen:
- Anfasen und Verjüngen: Winkelfräsen wird häufig dort eingesetzt, wo das Werkstück eine abgeschrägte Kante oder eine konische Form benötigt. Diese Anwendungen finden sich häufig in Branchen wie der Automobil- und der Luft- und Raumfahrt, wo präzise Geometrien entscheidend sind.
- Werkzeugherstellung: Winkelfräsen wird häufig im Werkzeugbau eingesetzt, insbesondere bei der Kantenbearbeitung von Schneidwerkzeugen. Die Fähigkeit, präzise Winkel zu erzeugen, ist bei der Herstellung von Werkzeugen wie Bohrern, Reibahlen und Schaftfräsern unerlässlich.
- Automobilindustrie: In der Automobilindustrie wird Winkelfräsen zur Herstellung von Teilen wie Zahnrädern, Wellen und Gehäusen eingesetzt, die für die Montage und Montage bestimmte Winkel erfordern. Es wird auch zur Bearbeitung von Passfedernuten, Keilwellen und anderen Bauteilen verwendet, die Winkelschnitte erfordern.
- Luft- und Raumfahrtkomponenten: Die Luft- und Raumfahrtindustrie benötigt häufig Teile mit komplexen Geometrien und abgewinkelten Oberflächen. Winkelfräsen wird eingesetzt, um diese Eigenschaften bei Komponenten wie Turbinenschaufeln, Flugzeugzellen und Triebwerksteilen zu erzielen.
- Militär und Verteidigung: Winkelfräsen wird in der Militär- und Verteidigungsindustrie verwendet, um Teile für Waffen, Fahrzeuge und andere Verteidigungsausrüstung herzustellen, die strenge Design- und Leistungsstandards erfüllen müssen, darunter Winkelschnitte und konische Oberflächen.
- Möbel- und Architekturentwürfe: Im Möbelbau und in der Architektur wird Winkelfräsen verwendet, um dekorative Kanten, komplizierte Formen und Strukturkomponenten zu erzeugen, die aus ästhetischen oder funktionalen Gründen bestimmte Winkel erfordern.
- Medizinische Geräte: Winkelfräsen wird zur Erzeugung präziser Schnitte bei der Herstellung medizinischer Geräte eingesetzt, insbesondere solcher, die aufgrund ihrer Montage oder Funktion spezielle Winkelflächen benötigen. Dazu gehören Komponenten für chirurgische Instrumente und Diagnosegeräte.
Zusammenfassend lässt sich sagen, dass Schrägfräsen ein vielseitiges Bearbeitungsverfahren ist, das die Herstellung von Teilen mit abgewinkelten Merkmalen und spezifischen Geometrien ermöglicht. Es bietet zwar einige Vorteile hinsichtlich Oberflächengüte und Werkzeugstandzeit, weist aber auch Einschränkungen auf, wie z. B. die Notwendigkeit einer präzisen Einrichtung und Spezialwerkzeuge. Seine Anwendungsgebiete erstrecken sich über verschiedene Branchen, darunter die Automobilindustrie, die Luft- und Raumfahrt, das Militär und die Herstellung medizinischer Geräte, und machen es zu einem unverzichtbaren Verfahren in vielen technischen Bereichen.
Profilfräsen
Profilfräsen ist eine Fräsbearbeitung, bei der die Kontur eines Werkstücks nach einem bestimmten Profil oder einer bestimmten Kontur geformt wird. Dieses Verfahren wird häufig verwendet, um Merkmale wie Rillen, Kanten oder auch komplexere Formen zu erzeugen, die eine bestimmte Kontur erfordern. Der Fräser folgt dem Verlauf der Kontur, typischerweise orientiert an der Geometrie des Werkstücks. Es eignet sich besonders für Anwendungen, die die Präzision detaillierter Profile erfordern.
Vorteile:
- Präzision: Profilfräsen ermöglicht die präzise Erstellung komplexer Formen und detaillierter Konturen. Dies ist unerlässlich für Anwendungen, die hohe Toleranzen und präzise geometrische Merkmale erfordern.
- Vielseitigkeit: Mit diesem Verfahren lassen sich verschiedenste Formen erzeugen, von einfachen geradlinigen Profilen bis hin zu komplexen Kurven und Geometrien. Es ist vielseitig genug, um sowohl flache als auch tiefe Profile zu bearbeiten.
- Werkzeugauswahl: Beim Profilfräsen können je nach Komplexität des Profils unterschiedliche Werkzeuge wie Flachfräser oder Kugelfräser zum Einsatz kommen, was ein breites Anwendungsspektrum ermöglicht.
- Oberflächenfinish: Durch Profilfräsen kann eine glatte und saubere Oberflächenbeschaffenheit erzielt werden, die in Branchen, in denen Teile mit einem edlen Aussehen oder einer edlen Funktion gefertigt werden müssen, von entscheidender Bedeutung ist, wie etwa in der Automobil- und Luftfahrtbranche.
Nachteile:
- Komplexes Setup: Das Einrichten der Maschine zum Profilfräsen kann komplex sein, insbesondere bei komplexen Profilen. Die erforderliche Präzision erfordert genaue Einrichtung und Maschineneinstellungen.
- Längere Zykluszeiten: Profilfräsen kann aufgrund des Detaillierungsgrads oft länger dauern als andere, einfachere Fräsvorgänge. Dies kann die Produktionszeit verlängern und die Gesamteffizienz bei großen Chargen verringern.
- Werkzeugverschleiß: Je nach Fräsmaterial und Profilkomplexität kann es zu einem höheren Verschleiß des Schneidwerkzeugs kommen. Dies kann häufigere Werkzeugwechsel erforderlich machen und die Betriebskosten erhöhen.
Anwendungen:
- Automobilkomponenten: Durch Profilfräsen werden komplexe Formen an Autoteilen wie Karosserieteilen, Motorkomponenten und Strukturelementen erzeugt.
- Luft-und Raumfahrtindustrie: In der Luft- und Raumfahrtbranche wird Profilfräsen zur Herstellung komplexer Teile wie Turbinenschaufeln, Flügelkomponenten und anderer Präzisionsteile für die Luft- und Raumfahrt eingesetzt.
- Medizinische Geräte: In der Medizinbranche wird das Profilfräsen eingesetzt, um Komponenten für chirurgische Instrumente und Implantate herzustellen, die spezielle Profile erfordern.
- Werkzeugherstellung: Profilfräsen wird auch bei der Herstellung von Werkzeugen mit komplexen Profilen verwendet, die für funktionale Anwendungen präzise sein müssen.
Querschnittfräsen
Beim Querfräsen bewegt sich ein Schneidwerkzeug senkrecht zur Werkstücklänge über die Materialoberfläche. Diese Fräsart wird häufig verwendet, um Rillen oder Schlitze in eine Oberfläche zu schneiden, oft um Materialien für die Weiterverarbeitung vorzubereiten oder um Materialabschnitte zu trennen. Querfräsen wird typischerweise mit einer Horizontalfräse oder einer Vertikalfräse mit geeignetem Fräser durchgeführt.
Vorteile:
- Einfachheit: Das Kappfräsen ist ein relativ einfacher Prozess, der leicht einzurichten und auszuführen ist. Im Vergleich zu komplexeren Fräsvorgängen sind weniger Anpassungen erforderlich.
- Materialentfernung: Es eignet sich sehr gut zum schnellen Entfernen von Material von einem Werkstück. Mit dem Kreuzfräsen lassen sich effizient Nuten und Schlitze für verschiedene Anwendungen erzeugen.
- Vielseitigkeit: Es kann für eine Vielzahl von Materialien verwendet werden, darunter Metalle und Kunststoffe, was es zu einer vielseitigen Wahl für viele Herstellungsprozesse macht.
Nachteile:
- Beschränkt auf einfache Schnitte: Für hochkomplexe oder detaillierte Arbeiten ist das Kreuzfräsen nicht ideal. Es eignet sich eher zum Erstellen einfacher Nuten oder Schlitze.
- Oberflächenfinish: Die Oberflächenbeschaffenheit ist möglicherweise nicht so glatt wie bei anderen, feineren Frästechniken, insbesondere wenn eine hohe Präzision erforderlich ist.
- Werkzeugverschleiß: Mit der Zeit kann es bei dem beim Querschnittfräsen verwendeten Werkzeug zu Verschleiß kommen, insbesondere wenn es zum Schneiden härterer Materialien verwendet wird, was zu potenziellen Werkzeugwartungskosten führen kann.
Anwendungen:
- Schlitzen schneiden: Wird häufig verwendet, um Schlitze oder Nuten für Montagezwecke zu erzeugen, beispielsweise zum Verbinden von Teilen oder für Kabelkanäle in elektrischen Gehäusen.
- Teiletrennung: In der Fertigung kann das Querschnittfräsen zum Trennen von Abschnitten eines größeren Werkstücks verwendet werden, insbesondere in der Blechbearbeitung.
- Holzbearbeitung: Wird in der Holzbearbeitung zum Schneiden von Rillen in Möbelstücke oder Dekorationsgegenstände verwendet.
Gruppenfräsen
Gruppenfräsen bezeichnet einen Prozess, bei dem mehrere Fräswerkzeuge gleichzeitig verschiedene Teile eines Werkstücks bearbeiten. Die Schneidwerkzeuge sind so angeordnet, dass sie gleichzeitig auf der Maschine arbeiten. Dies ermöglicht einen schnelleren Materialabtrag und die gleichzeitige Bearbeitung mehrerer Merkmale an einem Werkstück. Dieser Prozess wird typischerweise auf einer Maschine durchgeführt, die mehrere Werkzeuge aufnehmen kann, beispielsweise einer Mehrspindelfräsmaschine.
Vorteile:
- Erhöhte Produktivität: Durch Gruppenfräsen können mehrere Merkmale gleichzeitig bearbeitet werden, wodurch die Gesamtzeit für die Bearbeitung eines Teils erheblich reduziert wird.
- Kosteneffizient: Durch die Reduzierung der Anzahl der Bearbeitungsschritte kann das Gruppenfräsen insbesondere bei der Großserienproduktion kostengünstiger sein.
- Verbesserte Effizienz: Durch die gleichzeitige Arbeit mehrerer Werkzeuge wird der Bearbeitungsprozess effizienter und es kommt zu weniger Ausfallzeiten zwischen Werkzeugwechseln oder Einrichtungsanpassungen.
Nachteile:
- Komplexes Setup: Das Einrichten eines Gruppenfräsvorgangs kann im Vergleich zum Fräsen mit einem einzelnen Werkzeug komplexer sein, da die Werkzeuge präzise ausgerichtet und koordiniert werden müssen.
- Eingeschränkte Flexibilität: Die Konfiguration der Werkzeuge in einem Gruppenfräs-Setup ist festgelegt, was dessen Einsatz bei Teilen mit stark variablen Merkmalen einschränken kann.
- Erhöhter Werkzeugverschleiß: Der gleichzeitige Einsatz mehrerer Werkzeuge kann zu einem schnelleren Verschleiß der Schneidwerkzeuge führen, insbesondere wenn das zu bearbeitende Material besonders hart oder abrasiv ist.
Anwendungen:
- Massenproduktion: Das Gruppenfräsen eignet sich ideal für Branchen, die eine Massenproduktion von Teilen mit ähnlichen oder identischen Merkmalen benötigen. Es wird häufig in der Automobil- und Luftfahrtindustrie eingesetzt.
- Herstellung komplexer Teile: Wenn mehrere Merkmale gleichzeitig in ein Teil eingearbeitet werden müssen, können mithilfe des Gruppenfräsens komplexe Komponenten mit mehreren Merkmalen in einem einzigen Zyklus hergestellt werden.
- Prototyping: Das Gruppenfräsen wird auch beim Rapid Prototyping eingesetzt, wo eine schnelle und effiziente Bearbeitung von Testteilen erforderlich ist.
Diese Fräsverfahren bieten je nach erforderlicher Präzision, Geschwindigkeit und Komplexität des Werkstücks verschiedene Lösungen. Die Wahl des richtigen Fräsverfahrens setzt das Verständnis des Materials, des gewünschten Ergebnisses und der Produktionsanforderungen voraus.
Normal- oder Flachbettfräsen
Flachbettfräsen ist ein grundlegendes Fräsverfahren, bei dem ein Schneidwerkzeug linear entlang einer horizontalen Oberfläche bewegt wird, um Material vom Werkstück zu entfernen. Das Werkstück wird typischerweise auf einem Flachbett- oder Horizontaltisch montiert, und das Werkzeug schneidet in einem oder mehreren Durchgängen entlang der ebenen Oberfläche. Dieses Verfahren wird häufig für allgemeine Bearbeitungen eingesetzt und eignet sich für Aufgaben wie Planfräsen und Oberflächenbearbeitung.
Vorteile:
- Einfache Einrichtung: Die Einrichtung zum Planfräsen ist relativ einfach, da das Werkstück lediglich auf einem Flachbett befestigt und grundlegend ausgerichtet werden muss.
- Effizienter Materialabtrag: Durch das Glattfräsen lässt sich Material effizient von großen, flachen Oberflächen entfernen, sodass es sich ideal für die Entfernung großer Materialmengen eignet.
- Vielseitigkeit: Es kann auf eine große Bandbreite an Materialien, einschließlich Metallen und Kunststoffen, angewendet werden und ist daher eine vielseitige Wahl für verschiedene Branchen.
Nachteile:
- Beschränkt auf flache Oberflächen: Diese Art des Fräsvorgangs eignet sich nur für ebene Flächen, was seine Anwendung bei Teilen mit komplexen Geometrien einschränkt.
- Werkzeugverschleiß: Mit der Zeit können sich die Schneidwerkzeuge durch den Dauereinsatz abnutzen, was zu höheren Wartungs- und Werkzeugaustauschkosten führen kann.
- Geringere Präzision: Bei Teilen, die eine hochpräzise Oberflächenbearbeitung erfordern, erreicht das einfache Fräsen möglicherweise nicht die Genauigkeit, die anspruchsvollere Fräsverfahren bieten können.
Anwendungen:
- Herstellung großer Platten: Wird häufig zur Herstellung großer flacher Komponenten wie Platten, Blechen und Strukturteilen verwendet.
- Oberflächentechnik: Wird verwendet, um eine glatte Oberflächenbeschaffenheit auf flachen Komponenten zu erzielen, insbesondere in Branchen wie der Automobilindustrie und der allgemeinen Fertigung.
- Entfernung von Schüttgut: Das Glattfräsen eignet sich ideal zum schnellen Entfernen großer Materialmengen, wenn es nicht auf hohe Präzision ankommt.
T-Nutenfräsen
T-Nutenfräsen ist eine Fräsmethode zum Fräsen von T-förmigen Nuten in Werkstücken. Dies wird durch den Einsatz eines T-Nutenfräsers erreicht, dessen einzigartige Form es ermöglicht, die für bestimmte Anwendungen erforderliche charakteristische T-Form zu fräsen. Diese Fräsmethode wird häufig zum Fräsen von Nuten für Vorrichtungen, Befestigungselemente oder Schienensysteme in Maschinen und Spannvorrichtungen verwendet.

Vorteile:
- Präzise Schlitzbildung: Durch das Fräsen von T-Nuten können präzise und genau geformte T-Nuten erstellt werden, die für eine sichere Befestigung und Montage in verschiedenen industriellen Anwendungen von entscheidender Bedeutung sind.
- Verbesserte Bearbeitungsflexibilität: Es kann auf eine Reihe von Materialien angewendet werden und kann mit einer Vielzahl von Schlitzgrößen und -konfigurationen umgehen.
- Haltbarkeit: T-Nutenfräser sind auf Langlebigkeit ausgelegt und können mit zähen Materialien umgehen, was eine langfristige Effizienz in Produktionsumgebungen gewährleistet.
Nachteile:
- Werkzeugkosten: T-Nutenfräser können teurer sein als Standardfräswerkzeuge, was die anfänglichen Einrichtungskosten erhöhen kann.
- Spezialisierte Ausrüstung: Nicht alle Fräsmaschinen sind zum T-Nutenfräsen geeignet, es sind dafür spezielle Maschinen und Werkzeuge erforderlich.
- Zeitaufwand: Aufgrund der Komplexität der Erstellung einer T-Form kann der Vorgang länger dauern als einfachere Fräsvorgänge, was sich auf die Produktionsgeschwindigkeit auswirkt.
Anwendungen:
- Maschinenvorrichtungen und Werkstückhalterungen: T-Nuten werden häufig in Arbeitstischen und Maschinenvorrichtungen verwendet, um Teile während der Bearbeitung zu halten und zu sichern.
- Schienensysteme: Das T-Nutenfräsen wird bei der Herstellung von Schienen für verstellbare Systeme, wie beispielsweise Fördersysteme oder Montagelinien, eingesetzt.
- Strukurelle Komponenten: T-Nuten sind ein wesentlicher Bestandteil der Herstellung von Strukturkomponenten, bei denen mehrere Teile sicher befestigt werden müssen.
Nockenfräsen
Beim Nockenfräsen wird eine rotierende Nocke verwendet, um das Fräswerkzeug entlang der Werkstückoberfläche zu bewegen. Dieses Verfahren wird typischerweise zur Erstellung von Nockenprofilen verwendet, wie sie beispielsweise in Motorsteuerungssystemen verwendet werden. Nockenfräsen ermöglicht die Erstellung komplexer Kurven oder Nocken, die einem durch die Nockenkonstruktion vorgegebenen Pfad folgen. Dies macht es ideal für Anwendungen, bei denen präzise, sich wiederholende Bewegungen erforderlich sind.
Vorteile:
- Präzision: Das Nockenfräsen bietet eine hohe Präzision und ermöglicht die Herstellung sehr genauer Profile, insbesondere für Komponenten wie Nocken und Zahnräder.
- Konsistenz: Es liefert konsistente und wiederholbare Ergebnisse, was für die Massenproduktion von Teilen, die strenge Spezifikationen einhalten müssen, von entscheidender Bedeutung ist.
- Komplexe Formen: Das Kurvenfräsen eignet sich ideal zum Erstellen komplexer Formen und Profile, die mit herkömmlichen Fräsmethoden nur schwer herzustellen wären.
Nachteile:
- Komplexes Setup: Die Einrichtung für das Nockenfräsen ist komplexer als bei einfachen Fräsvorgängen und erfordert eine präzise Ausrichtung und Kalibrierung der Nocken- und Schneidwerkzeuge.
- Höhere Kosten: Aufgrund der erforderlichen Spezialwerkzeuge und -ausrüstung kann das Nockenfräsen teurer sein als andere Arten von Fräsvorgängen.
- Zeitaufwendig: Bei Teilen mit komplizierten oder komplexen Nockenprofilen kann der Bearbeitungsprozess länger dauern, was sich auf die Produktionsgeschwindigkeit auswirkt.
Anwendungen:
- Automobilkomponenten: Das Nockenfräsen wird häufig zum Erstellen von Nockenwellenprofilen in der Automobilindustrie verwendet, wo eine präzise Steuerung für die Motorleistung von entscheidender Bedeutung ist.
- Industrielle Ausrüstung: Es wird bei der Herstellung von Geräten verwendet, die bestimmte Bewegungsprofile erfordern, beispielsweise in Pressen, Hebeln und Gestängen.
- Zahnräder und Kettenräder: Das Nockenfräsen wird auch zum Herstellen von Zahnrädern und Kettenrädern verwendet, die für einen reibungslosen Betrieb eine bestimmte Zahnform benötigen.
Diese Fräsverfahren, jedes mit seinen eigenen Vor- und Nachteilen, werden in verschiedenen Branchen je nach erforderlicher Präzision, Materialart und Produktionsvolumen eingesetzt. Durch die Wahl des geeigneten Fräsverfahrens können Hersteller ihre Produktionsprozesse optimieren, die gewünschten Teilespezifikationen erreichen und die Gesamtproduktionskosten senken.
Fräsvorgänge basierend auf Fräsmechanismen
Fräsen ist ein spanabhebendes Bearbeitungsverfahren, bei dem rotierende Schneidwerkzeuge Material von einem Werkstück abtragen. Je nach Fräsmechanismus können Geschwindigkeit, Präzision und Abtragsleistung der Bearbeitungsvorgänge erheblich variieren. Es gibt verschiedene Fräsverfahren, die auf unterschiedlichen Mechanismen basieren, darunter manuelles Fräsen, CNC-Fräsen und Gegenlauf-/Gleichlauffräsen. Jeder dieser Mechanismen hat seine eigenen Vorteile, Einschränkungen und Anwendungsmöglichkeiten und eignet sich daher für spezifische Projekte.
Manuelles Fräsen
Beim manuellen Fräsen wird eine herkömmliche Fräsmaschine verwendet, bei der der Bediener die Bewegung des Werkstücks und des Schneidwerkzeugs manuell steuert. Bei dieser Fräsart wird üblicherweise ein Handkurbelmechanismus zum Bewegen von Tisch und Fräser verwendet, wodurch der Bediener den Vorgang direkt steuern kann.
Vorteile:
- Geringe Einrichtungskosten: Manuelle Fräsmaschinen sind im Vergleich zu CNC-Maschinen in der Regel günstiger in der Anschaffung und Einrichtung.
- Flexibilität: Die Bediener haben die vollständige Kontrolle über den Vorgang, was ihnen Flexibilität bei der Vornahme von Anpassungen während der Bearbeitung ermöglicht.
- Einfachheit: Ideal für kleine Chargen, Prototypenbearbeitung oder einmalige Projekte, bei denen keine komplexen Setups oder Hochgeschwindigkeitsautomatisierung erforderlich sind.
Nachteile:
- Arbeitsintensiv: Die manuelle Bedienung erfordert mehr Zeit und Aufwand und verringert die Produktionseffizienz, insbesondere bei größeren Chargen.
- Begrenzte Präzision: Die Präzision hängt weitgehend von der Geschicklichkeit des Bedieners ab, was zu Schwankungen in der Teilequalität führen kann.
- Langsamere Geschwindigkeiten: Manuelle Maschinen sind langsamer als automatisierte CNC-Maschinen und daher für die Massenproduktion weniger geeignet.
Anwendungen:
- Ideal für Prototyping, Kleinserienproduktion oder Anwendungen, die keine extrem hohe Präzision erfordern.
- Wird häufig in Bildungseinrichtungen oder kleineren Werkstätten für Teile wie Halterungen, Gehäuse und Vorrichtungen verwendet.
CNC Fräsen
Beim CNC-Fräsen (Computerized Numerical Control) wird die Bewegung des Werkzeugs und des Werkstücks der Fräsmaschine durch ein Computerprogramm gesteuert. CNC-Fräsen ist hochautomatisiert und bietet im Vergleich zum manuellen Fräsen mehr Präzision, Flexibilität und Geschwindigkeit. Die digitale Steuerung gewährleistet eine hohe Wiederholgenauigkeit und die Herstellung komplexer Teilegeometrien, die manuell nur schwer zu erreichen wären.

Vorteile:
- Hohe Präzision und Genauigkeit: CNC-Fräsen bietet ein höheres Maß an Präzision, das für die Herstellung komplizierter Designs und enger Toleranzen unerlässlich ist.
- Automation: CNC-Maschinen können mit minimalem menschlichen Eingriff kontinuierlich betrieben werden, was zu höherer Produktivität und Konsistenz führt.
- Komplexe Geometrien: Ermöglicht die Ausführung komplexer Schnitte, Winkel und Formen, die mit manuellem Fräsen nicht effizient erreicht werden können.
Nachteile:
- Hohe Einrichtungs- und Betriebskosten: CNC-Maschinen sind teurer, sowohl hinsichtlich der Anschaffungskosten als auch hinsichtlich des Bedarfs an qualifizierten Bedienern und der laufenden Wartung.
- Programmierzeit: Obwohl die Maschinen automatisiert sind, kann die Programmierung komplexer Aufgaben viel Zeit und Fachwissen erfordern.
Anwendungen:
- Ideal für die Massenproduktion, Präzisionsfertigung und komplexe Designs.
- Wird in Branchen wie der Automobilindustrie, der Luft- und Raumfahrtindustrie, der Herstellung medizinischer Geräte und der kundenspezifischen Bearbeitung komplexer Teile und hochpräziser Komponenten verwendet.
Gegenlauf- und Gleichlauffräsen
Beim Fräsen kann die Richtung des Schneidwerkzeugs relativ zum Werkstück die Oberflächengüte, den Materialabtrag und den Werkzeugverschleiß erheblich beeinflussen. Es gibt zwei Hauptarten von Schneidmechanismen: Gegenlauffräsen und Gleichlauffräsen. Beide bieten unterschiedliche Vorteile und eignen sich für spezifische Anwendungen.
Gegenlauffräsen:
Beim Gegenlauffräsen rotiert das Schneidwerkzeug entgegen der Vorschubrichtung des Werkstücks. Die Schneidkanten heben das Material von der Oberfläche ab und erzeugen einen kleinen Span, der allmählich größer wird.

Vorteile:
- Erzeugt eine glattere Oberflächenbeschaffenheit des Werkstücks.
- Hilft, den Werkzeugverschleiß durch schrittweisen Materialabtrag zu reduzieren.
Nachteile:
- Schwieriger zu kontrollieren, insbesondere bei Materialien, die dazu neigen, vom Schneidwerkzeug weggeschoben zu werden.
- Kann bei der Bearbeitung zäher Materialien zu einer stärkeren Werkzeugdurchbiegung führen.
Anwendungen:
- Wird häufig bei Anwendungen verwendet, bei denen eine glattere Oberflächenbeschaffenheit erwünscht ist, beispielsweise beim Fertigschneiden oder bei der leichten Bearbeitung weicherer Materialien.
Gleichlauffräsen:
Beim Gleichlauffräsen rotiert das Schneidwerkzeug in die gleiche Richtung wie der Vorschub des Werkstücks, wodurch die Schneidkanten das Material nach unten in den Maschinentisch drücken.

Vorteile:
- Sorgt für ein besseres Finish auf der Oberseite des Werkstücks, da das Werkzeug das Material nach unten drückt.
- Minimiert das Risiko von Materialrissen oder -absplitterungen, insbesondere bei dünnen oder spröden Materialien.
Nachteile:
- Erhöht den Verschleiß des Werkzeugs, da das Material direkt in den Fräser gedrückt wird, was zu höheren Kräften und potenzieller Überhitzung führt.
- Weniger effektiv beim Entfernen von Spänen aus dem Schneidbereich, was zu höheren Werkzeugtemperaturen und möglicherweise erhöhtem Werkzeugverschleiß führen kann.
Anwendungen:
- Ideal für Vorgänge, bei denen eine saubere, präzise Oberfläche wichtig ist, insbesondere bei empfindlichen Werkstücken oder Materialien, die empfindlicher auf Krafteinwirkung reagieren, wie Kunststoffe oder Verbundwerkstoffe.
Fazit
Jedes Fräsverfahren, ob manuell oder CNC-gestützt, hat spezifische Vorteile und Nachteile und eignet sich daher für unterschiedliche Projekte. Die Wahl des richtigen Fräsverfahrens hängt von Faktoren wie Material, Teilekomplexität, Präzision und Produktionsvolumen ab. Durch das Verständnis dieser Unterschiede können Hersteller ihre Prozesse hinsichtlich Effizienz, Wirtschaftlichkeit und hoher Qualität optimieren. Ob Sie sich für traditionelle Verfahren wie Drehen und Fräsen oder für nicht-traditionelle Optionen wie EDM und Laserbearbeitung entscheiden – das Verständnis dieser Prozesse hilft Ihnen, fundierte Entscheidungen für erfolgreiche Bearbeitungsprojekte zu treffen.
Hier ist ein klarer Vergleich zwischen Rückwärtsfräsen und Vorwärtsfräsen in Tabellenform, um die Unterschiede hervorzuheben:
Eigenschaften
|
Rückwärtsfräsen
|
Vorwärtsfräsen
|
| Schnittrichtung |
Das Schneidwerkzeug rotiert entgegen der Vorschubrichtung. |
Das Schneidwerkzeug dreht sich in die gleiche Richtung wie der Vorschub. |
| Materialentfernung |
Dabei werden, an der Oberfläche beginnend, Späne in kleineren Schritten aus dem Material entfernt. |
Die Späne werden in größeren Schritten entfernt, beginnend im tieferen Teil des Materials. |
| Oberflächenfinish |
Führt zu einer raueren Oberflächenbeschaffenheit. |
Erzeugt eine glattere Oberflächenbeschaffenheit. |
| Werkzeugverschleiß |
Erhöhter Werkzeugverschleiß durch den plötzlichen Eingriff in das Material. |
Geringerer Werkzeugverschleiß durch allmähliches Eindringen des Fräsers. |
| Maschinendurchbiegung |
Verursacht aufgrund der auf den Fräser ausgeübten Kraft eine stärkere Durchbiegung der Maschine. |
Geringere Maschinendurchbiegung, da der Fräser gleichmäßiger eingreift. |
| Vorschubrichtung |
Der Materialvorschub erfolgt entgegen der Drehrichtung des Fräsers. |
Der Materialvorschub erfolgt in der gleichen Richtung wie die Drehrichtung des Fräsers. |
| Anwendungen |
Geeignet für Fertigschnitte oder weichere Materialien. |
Besser für grobe Schnitte oder härtere Materialien. |
| Schnittkräfte |
Höhere Schnittkräfte, die zum Rattern des Werkzeugs führen können. |
Geringere Schnittkräfte, dadurch weniger Rattern. |
| Spanentfernung |
Späne werden aus dem Schneidbereich weggedrückt, können sich aber leichter verstopfen. |
Späne werden leichter vom Werkstück weggedrückt. |
| Einsatz in Fräsmaschinen |
Wird hauptsächlich für Endbearbeitungsvorgänge und für Materialien verwendet, die leicht geschnitten werden können. |
Wird häufig für Schruppvorgänge verwendet, bei denen ein schneller Materialabtrag erforderlich ist. |
Diese Tabelle bietet einen detaillierten Vergleich zwischen Rückwärts- und Vorwärtsfräsen und hilft Ihnen zu verstehen, welche Methode sich für Ihre Bearbeitungsanforderungen am besten eignet, basierend auf Material, Schnittkräften, Anforderungen an die Oberflächengüte und anderen Faktoren.
Vergleich zwischen konventionellem Fräsen und Gleichlauffräsen
Hier ist ein klarer Vergleich von konventionellem Fräsen und Gleichlauffräsen in einem strukturierten Format:
Eigenschaften
|
Konventionelles Mahlen
|
Gleichlauffräsen
|
| Oberflächenvorbereitung |
Die Oberflächenbeschaffenheit kann rauer sein, da die Schnittkräfte auf eine Weise wirken, die eine rauere Oberfläche verursachen kann. |
Erzeugt eine sauberere und glattere Oberfläche, da die Schneidkraft das Werkzeug nach unten drückt. |
| Werkzeugverschleiß |
Erhöhter Werkzeugverschleiß, da die Schnittkraft nach oben gerichtet ist und das Werkzeug dadurch stärker beansprucht wird. |
Geringerer Werkzeugverschleiß, da die Schnittkraft nach unten gerichtet ist und somit der Druck auf das Werkzeug reduziert wird. |
| Materialentfernung |
Der Materialabtrag erfolgt, indem sich das Werkzeug entgegen der Vorschubrichtung bewegt, was zu potenziell höheren Schnittkräften und einem gröberen Materialabtrag führt. |
Der Materialabtrag erfolgt gleichmäßiger, da sich das Werkzeug in die gleiche Richtung wie der Vorschub bewegt, was zu geringeren Schnittkräften führt. |
| Material |
Geeignet für härtere Materialien, die eine kontrolliertere Entfernung erfordern. |
Besser geeignet für weichere Materialien oder wenn eine glattere Oberfläche gewünscht wird. |
Gegenlauffräsen und Gleichlauffräsen bieten je nach Bearbeitungsanforderungen unterschiedliche Vorteile. Gegenlauffräsen eignet sich ideal für Anwendungen, bei denen Material stärker abgetragen werden muss, während Gleichlauffräsen sich besser für glattere Oberflächen und Materialien eignet, die mit weniger Kraftaufwand geschnitten werden können.
Wie wählt man den richtigen Fräsvorgang aus?
Bei der Auswahl des geeigneten Fräsverfahrens für ein Projekt müssen verschiedene Faktoren berücksichtigt werden, um optimale Ergebnisse zu erzielen. Dazu gehören Materialart, Oberflächenbeschaffenheit und der gewünschte Rauheitswert. Wir analysieren diese Faktoren, um Ihnen eine fundierte Entscheidung darüber zu ermöglichen, welches Fräsverfahren für Ihre Anforderungen am besten geeignet ist.
Medientyp
Die Materialart ist ein entscheidender Faktor bei der Wahl des Fräsverfahrens. Beispielsweise erfordern härtere Materialien wie Titan und Edelstahl möglicherweise andere Schneidwerkzeuge und Bearbeitungsvorgänge als weichere Materialien wie Aluminium. Jedes Fräsverfahren hat seine eigenen Parameter, die für bestimmte Materialien besser geeignet sind.

Oberflächenfinish
Die Oberflächenbeschaffenheit ist entscheidend für die Wahl eines Fräsverfahrens. Eine glattere Oberfläche kann aus ästhetischen oder funktionalen Gründen erforderlich sein, beispielsweise in der Luft- und Raumfahrt oder bei medizinischen Komponenten. Einige Fräsverfahren, wie z. B. Planfräsen, erzeugen eine glattere Oberfläche als andere, wie z. B. Nutfräsen, das typischerweise eine rauere Oberfläche hinterlässt.

Planfräsen
Rauheitswert Ra (μm): Planfräsen wird typischerweise zum Bearbeiten ebener Flächen oder zum Abtragen von Material von großen Flächen verwendet. Der Ra-Wert beim Planfräsen kann je nach Werkzeug und Schnittbedingungen zwischen 1 und 3 μm für feine Oberflächen liegen.
Schaftfräsen
Rauheitswert Ra (μm): Schaftfräsen ermöglicht Schnitte entlang der Werkstücklänge, typischerweise zum Erzeugen von Schlitzen oder Taschen. Mit diesem Verfahren lässt sich eine Oberflächengüte mit einem Ra-Wert von etwa 1 bis 2 μm erzielen.
Schlitzfräsen
Rauheit Ra-Wert (μm): Nutenfräsen wird häufig zum Fräsen von Nuten oder Kanälen verwendet. Je nach Werkzeuggröße, Drehzahl und Vorschubgeschwindigkeit kann bei diesem Vorgang eine Oberflächengüte von etwa 1 bis 5 μm erreicht werden.
Gewindefräsen
Rauheit Ra-Wert (μm): Gewindefräsen wird üblicherweise zur Herstellung von Innen- und Außengewinden verwendet. Die Oberflächenrauheit kann je nach Steigung und Tiefe der Gewinde variieren, liegt aber für die meisten Anwendungen typischerweise zwischen 2 und 4 μm.
Zahnradfräsen
Rauheit Ra-Wert (μm): Zahnradfräsen dient zum Schneiden von Zahnrädern, Kettenrädern oder anderen verzahnten Bauteilen. Die erforderliche Oberflächengüte liegt für einen effektiven Betrieb typischerweise zwischen 2 und 6 μm, abhängig von der erforderlichen Präzision der Verzahnung.
Durch Berücksichtigung von Materialart, Oberflächenbeschaffenheit und Rauheitswerten (Ra) können Hersteller das beste Fräsverfahren bestimmen, um die erforderliche Produktqualität effizient und kostengünstig zu erreichen.
Hier ist eine Tabelle mit einer Zusammenfassung der verschiedenen Fräsvorgänge, ihrer Rauheitswerte Ra und ihrer Beziehung zu den Materialarten und Oberflächenbeschaffenheiten:
Fräsvorgang
|
Rauheit Ra-Wert (μm)
|
Medientyp
|
Oberflächenfinish
|
Anwendungen
|
| Planfräsen |
1 - 3 μm |
Aluminium, Edelstahl, Stahl |
Ende |
Wird zum Bearbeiten ebener Oberflächen und zum Entfernen von Material von großen Flächen verwendet. |
| Schaftfräsen |
1 - 2 μm |
Verschiedene Materialien (Aluminium, Stahl, Titan) |
Fein bis mittel |
Ideal zum Schneiden entlang der Länge eines Teils, beispielsweise von Schlitzen oder Taschen. |
| Schlitzfräsen |
1 - 5 μm |
Aluminium, Edelstahl, Stahl |
Mittel bis grob |
Wird zum Schneiden von Rillen, Kanälen oder Schlitzen verwendet. |
| Gewindefräsen |
2 - 4 μm |
Stahl, Edelstahl |
Fein bis mittel |
Erzeugt Innen- oder Außengewinde mit höherer Präzision der Gewindeprofile. |
| Zahnradfräsen |
2 - 6 μm |
Stahl, Aluminium, Edelstahl |
Mittel bis grob |
Schneidet Zahnräder, Kettenräder oder andere gezahnte Komponenten. |
| Bohren |
1 - 5 μm |
Stahl, Aluminium, Kunststoff |
Grob bis mittel |
Wird zum Bohren runder Löcher verwendet, normalerweise mit einem rotierenden Bohrer. |
| Schleifen |
0.1 - 1 μm |
Stahl, Edelstahl, Keramik |
Sehr gut |
Wird zum Veredeln und Polieren von Oberflächen verwendet und bietet ein hohes Maß an Präzision. |
| Sägen |
3 - 10 μm |
Aluminium, Stahl, Messing |
rau |
Schneidet durch Materialien, um Teile zu formen, normalerweise mit einem Sägeblatt. |
| Anstich |
0.5 - 2 μm |
Stahl, Gusseisen |
Fein bis mittel |
Schneidet mit einer Räumnadel komplexe Formen oder Keilnuten in ein Teil. |
| Hobel |
1 - 5 μm |
Stahl, Aluminium |
Mittel bis grob |
Entfernt große Mengen Material, um eine glatte, ebene Oberfläche zu erzeugen. |
Diese Tabelle bietet einen schnellen Vergleich gängiger Fräsvorgänge anhand ihrer Oberflächenbeschaffenheit (Ra-Wert), Materialverträglichkeit und spezifischen Anwendungen.
Geometrische Komplexität
Bei der Auswahl des richtigen Fräsverfahrens spielt die Komplexität der Geometrie eine entscheidende Rolle. Einfache Geometrien wie ebene Flächen und einfache Nuten lassen sich mit herkömmlichen Fräsverfahren wie Plan- und Schaftfräsen effektiv bearbeiten. Komplexere Formen, beispielsweise mit engen Radien oder komplexen Konturen, erfordern jedoch möglicherweise spezielle Verfahren wie Konturfräsen oder 3D-Fräsen. Die Fähigkeit der Maschine und der Werkzeuge, komplexe Geometrien ohne Kompromisse bei der Genauigkeit zu bearbeiten, ist entscheidend für das gewünschte Designergebnis.
Toleranzanforderungen
Fräsarbeiten erfordern oft hohe Präzision. Je enger die Toleranzanforderungen, desto spezifischer ist die Wahl des Verfahrens. Für Teile mit engen Toleranzen eignen sich Präzisionsfräsverfahren wie Mikrofräsen, CNC-Fräsen oder Schleifen. Diese Verfahren bieten eine bessere Kontrolle über die fertigen Abmessungen und stellen sicher, dass die Komponenten die gewünschten Spezifikationen erfüllen. In Fällen, in denen geringere Toleranzen akzeptabel sind, können einfachere Verfahren wie herkömmliches Fräsen oder Sägen eingesetzt werden.
Berücksichtigung von Maschinenparametern und -einstellungen
Die Einstellungen und Funktionen der Fräsmaschine beeinflussen die Qualität und Effizienz des Vorgangs. Parameter wie Vorschub, Schnittgeschwindigkeit, Werkzeugtyp und Schnitttiefe müssen je nach Material, Bearbeitungsart und gewünschtem Ergebnis optimiert werden. Werkzeugmaschinen mit höherer Präzision und erweiterten Funktionen (wie CNC-Maschinen) ermöglichen komplexere und komplexere Bearbeitungen. Das Verständnis der Maschinenparameter hilft Bedienern, ihre Einstellungen für Effizienz und hochwertige Ergebnisse zu optimieren.
Produktionsvolumen
Die benötigte Stückzahl ist ein weiterer entscheidender Faktor bei der Wahl des richtigen Fräsverfahrens. Bei Großserien sind automatisierte CNC-Fräs- oder Hochgeschwindigkeitsbearbeitungsverfahren effizienter und kostengünstiger. Diese Verfahren bieten Wiederholgenauigkeit und hohe Produktivität für die Massenproduktion. Bei Kleinserien oder Sonderanfertigungen hingegen können manuelle oder kleinteilige Verfahren von Vorteil sein, die bei geringerer Stückzahl flexibler und kostengünstiger sein können.
Auswahl des richtigen Werkzeugs für verschiedene Fräsvorgänge
Die Wahl des Werkzeugs hängt vom zu bearbeitenden Material, der Bearbeitungsart und dem gewünschten Ergebnis ab. Für die Grobbearbeitung werden größere, robustere Schneidwerkzeuge verwendet, während für Präzisions- und Schlichtbearbeitungen feinere, kleinere Werkzeuge benötigt werden. Hartmetallwerkzeuge werden beispielsweise typischerweise für härtere Materialien verwendet, während Schnellarbeitsstahlwerkzeuge für weichere Materialien oft ausreichen. Die Wahl des richtigen Werkzeugs gewährleistet hohe Leistung, Langlebigkeit und minimalen Werkzeugverschleiß und führt so zu besseren Gesamtbearbeitungsergebnissen.
Kostenüberlegungen
Die Kosten spielen bei der Auswahl des richtigen Fräsverfahrens immer eine wichtige Rolle. Präzisionsbearbeitungen oder solche, die eine hochwertige Oberflächenbearbeitung erfordern, verursachen zwar höhere Einrichtungs- und Werkzeugkosten, liefern aber bessere Ergebnisse. Bei größeren Produktionsmengen kann die automatisierte CNC-Bearbeitung die Arbeitskosten senken und den Durchsatz erhöhen, was sie trotz höherer Anfangsinvestition kostengünstiger macht. Im Gegensatz dazu sind einfachere Verfahren wie das manuelle Fräsen bei kleinen Stückzahlen zwar wirtschaftlicher, bieten aber möglicherweise nicht die Präzision und Wiederholgenauigkeit automatisierter Prozesse.
Verfügbare Werkzeugmaschinen und Technologien
Auch der verfügbare Maschinenpark in der Werkstatt beeinflusst die Wahl des Fräsverfahrens. Moderne CNC-Maschinen mit Mehrachsen-Fähigkeiten bieten mehr Flexibilität und Präzision und ermöglichen komplexe Bearbeitungen wie 5-Achs-Fräsen oder die Bearbeitung mehrerer Materialien. Ältere oder weniger moderne Geräte können hingegen die effektiv durchführbaren Bearbeitungsarten einschränken. Die Verfügbarkeit von Werkzeugmaschinen und Technologien bestimmt die Fähigkeit, sowohl Konstruktionsvorgaben als auch Produktionszeitpläne effizient einzuhalten.
Tool-Verfügbarkeit und Kompatibilität
Werkzeugverfügbarkeit und Kompatibilität mit der Fräsmaschine sind ebenfalls wichtige Faktoren im Entscheidungsprozess. Unterschiedliche Maschinen erfordern unterschiedliche Werkzeugtypen und -größen. CNC-Maschinen benötigen beispielsweise möglicherweise spezielle Schneidwerkzeuge, Werkzeughalter und Adapter, die nicht mit manuellen Fräsen kompatibel sind. Die Verfügbarkeit der richtigen Werkzeuge wirkt sich auch auf die Vorlaufzeit und die Produktionskosten aus, da die Beschaffung von Spezialwerkzeugen das Projekt verzögern und die Gesamtkosten erhöhen kann.
Bediener-Skill-Level
Die Qualifikation des Bedieners ist ein weiterer Aspekt bei der Auswahl des geeigneten Fräsverfahrens. CNC-Bearbeitung erfordert erfahrene Bediener, die sich mit Programmierung und Maschineneinrichtung auskennen. Manuelle Fräsmaschinen können hingegen auch von weniger erfahrenen Personen bedient werden, allerdings kann dies zu Einbußen bei Präzision und Effizienz führen. Hochqualifizierte Bediener können zudem Einstellungen optimieren, um bessere Ergebnisse zu erzielen und komplexere Aufgaben zu bewältigen. Ihre Erfahrung ist daher ein wichtiger Faktor bei der Auswahl des richtigen Fräsverfahrens.
Sicherheitsanforderungen
Sicherheit hat bei allen Fertigungsprozessen oberste Priorität. Fräsvorgänge mit Hochgeschwindigkeitsrotation oder Schneidwerkzeugen können Risiken wie umherfliegende Späne, scharfe Kanten oder Hitzeentwicklung bergen. Sicherheitsvorkehrungen wie Maschinenschutz, Not-Aus-Schalter und die richtige Werkzeugausstattung tragen dazu bei, diese Risiken zu minimieren. Der Betrieb muss den Sicherheitsvorschriften entsprechen, um die Bediener zu schützen und das Verletzungs- und Unfallrisiko zu minimieren. Die Auswahl des richtigen Fräsvorgangs anhand der Sicherheitsanforderungen trägt dazu bei, Unfälle zu vermeiden und ein sichereres Arbeitsumfeld zu schaffen.
Fräsbearbeitungsanwendungen
Fräsverfahren kommen in zahlreichen Branchen und Anwendungen zum Einsatz. In der Automobilindustrie werden beispielsweise Motorkomponenten, Getriebe und Fahrwerksteile gefräst. In der Luft- und Raumfahrt ist Präzisionsfräsen für die Fertigung hochpräziser Flugzeugkomponenten unerlässlich. Die Medizintechnik setzt auf Fräsen zur Herstellung komplexer medizinischer Geräte und Implantate, während die Elektronikbranche Komponenten wie Gehäuse und Steckverbinder fertigt. Die Wahl des richtigen Fräsverfahrens gewährleistet das optimale Verhältnis von Leistung, Kosten und Präzision für die jeweilige Anwendung.
Zusammenfassend lässt sich sagen, dass die Wahl des richtigen Fräsverfahrens von mehreren Faktoren abhängt, darunter Materialart, erforderliche Toleranzen, Produktionsvolumen, Kosten und Sicherheit. Das Verständnis dieser Überlegungen ermöglicht es Herstellern, das optimale Verfahren für ihre Anforderungen auszuwählen und so qualitativ hochwertige Ergebnisse unter Einhaltung von Zeit- und Kostenvorgaben zu gewährleisten.
Zusammenfassung: Fräsvorgang: Prozess, Typ, Diagramm und Anwendung verstehen
Fräsen ist ein wichtiger Bearbeitungsvorgang, bei dem Material mithilfe von rotierenden Fräsern von einem Werkstück entfernt wird. Aufgrund seiner Vielseitigkeit und Präzision spielt es in verschiedenen Branchen eine wichtige Rolle. CNC-Fräsmaschinen werden häufig eingesetzt, da sie den Fräsprozess automatisieren, die Effizienz steigern und menschliche Fehler reduzieren.
Es gibt verschiedene Fräsverfahren, darunter Planfräsen, Nutenfräsen, Schaftfräsen und mehr. Jedes Verfahren hat seine eigenen Vor- und Nachteile sowie Anwendungsmöglichkeiten. Planfräsen eignet sich beispielsweise ideal für große, ebene Flächen, während Nutenfräsen zum Fräsen schmaler Schlitze oder Nuten verwendet wird. Schaftfräsen eignet sich für präzise Schnitte, während Gewindefräsen zur Herstellung von Gewindebohrungen eingesetzt wird.
Bei der Auswahl des richtigen Fräsverfahrens müssen Faktoren wie Materialart, Oberflächengüte, Werkzeugverfügbarkeit und Maschinenparameter berücksichtigt werden. Die CNC-Bearbeitung bietet hohe Präzision und Wiederholgenauigkeit und eignet sich daher für die Herstellung komplexer Teile in großen Stückzahlen. Das manuelle Fräsen hingegen eignet sich ideal für kleinere Serien und Sonderanfertigungen.
Der Fräsprozess umfasst verschiedene Mechanismen wie Gegenlauf- und Gleichlauffräsen, die sich jeweils unterschiedlich auf Oberflächenqualität, Materialabtrag und Werkzeugverschleiß auswirken. Bediener müssen das geeignete Fräsverfahren basierend auf dem gewünschten Ergebnis, dem Material und der Komplexität des zu bearbeitenden Teils wählen.
Darüber hinaus bieten nicht-traditionelle Fräsverfahren wie Laser- und Wasserstrahlbearbeitung einzigartige Vorteile für spezielle Anwendungen, die hohe Präzision, minimale thermische Belastung oder die Fähigkeit zum Schneiden harter Materialien erfordern. Das Verständnis dieser Methoden ist entscheidend für die Auswahl des am besten geeigneten Verfahrens basierend auf den Projektanforderungen.
Fräsbearbeitungen sind für die Herstellung hochpräziser, form- und komplex geformter Teile unerlässlich. Mit der richtigen Kombination aus Fräsart, Maschine und Werkzeugen können Hersteller Produktionsprozesse optimieren und hochwertige Ergebnisse erzielen.

Häufig gestellte Fragen zum Fräsvorgang
Was sind die Grundtypen von Fräsmaschinen?
Die Grundtypen von Fräsmaschinen sind vertikale, horizontale und CNC-Fräsmaschinen (Computerized Numerical Control). Vertikale Fräsmaschinen haben eine vertikal ausgerichtete Spindel, während horizontale Fräsmaschinen eine horizontal angeordnete Spindel haben. CNC-Fräsmaschinen sind automatisiert und computergesteuert, was hohe Präzision und Wiederholgenauigkeit ermöglicht.
Welche Fräsbearbeitung erreicht die höchste Präzision?
Schaftfräsen und Nutenfräsen zählen zu den Fräsverfahren mit höchster Präzision. Diese Verfahren ermöglichen enge Toleranzen und eignen sich für die Herstellung komplexer, detaillierter Schnitte an Kleinteilen oder Präzisionskomponenten.
Welche Fräsart ist am teuersten?
Das Fräsen von Zahnrädern gehört tendenziell zu den teuersten Fräsvorgängen, da für die Herstellung von Zahnrädern mit hoher Genauigkeit und Oberflächengüte Spezialwerkzeuge und eine komplexe Einrichtung erforderlich sind.
Welche Fräsmethode ist am kostengünstigsten? Planfräsen ist in der Regel die kostengünstigste Fräsmethode zur Herstellung großer ebener Flächen. Dieses Verfahren wird aufgrund seiner Einfachheit und Effektivität beim schnellen Materialabtrag von großen Flächen häufig in der Massenproduktion eingesetzt.
Welches ist der häufigste Fräsvorgang?
Planfräsen ist das am häufigsten verwendete Fräsverfahren, da es zur Herstellung ebener Oberflächen an Werkstücken eingesetzt wird. Es ist vielseitig und effektiv in verschiedenen Branchen, wie beispielsweise der Automobilindustrie, der Luft- und Raumfahrt und der Fertigung.
Welche Frästechnologie ist am beliebtesten?
Die CNC-Frästechnologie ist die am weitesten verbreitete Frästechnologie. CNC-Fräsmaschinen sind automatisiert, werden über Computerprogramme gesteuert und bieten hohe Präzision, Wiederholgenauigkeit und Effizienz bei der Herstellung komplexer Teile.
Welches ist der genaueste Fräsvorgang?
Das Schaftfräsen ist in der Regel die präziseste Fräsbearbeitung. Es wird zur Herstellung komplexer Formen, Konturen und präziser Merkmale in hochpräzisen Anwendungen wie medizinischen Geräten, Luft- und Raumfahrtteilen und elektronischen Komponenten eingesetzt.
Welches Fräsverfahren ist am günstigsten?
Planfräsen zählt zu den kostengünstigsten Fräsverfahren, da es schnell und für die Massenproduktion geeignet ist. Es wird häufig zur Herstellung ebener Oberflächen eingesetzt und ist effizient für die Großserienproduktion.
Welches ist der teuerste Fräsvorgang?
Das Fräsen von Zahnrädern gehört aufgrund der Komplexität des Zahnradschneidens, der dafür benötigten Spezialwerkzeuge und der erforderlichen Präzision bei der Herstellung von Zahnrädern für Hochleistungsanwendungen häufig zu den teuersten Verfahren.
Was ist die älteste industrielle Mahltechnologie?
Manuelle Fräsmaschinen gehören zu den ältesten Frästechnologien. Diese Maschinen werden seit dem frühen 19. Jahrhundert eingesetzt. Obwohl moderne CNC-Maschinen viele manuelle Arbeitsschritte ersetzt haben, ist das manuelle Fräsen für die Einzel- und Kleinserienproduktion nach wie vor wertvoll.
Welche drei Grundformen des Fräsprozesses gibt es?
Die drei Grundformen des Fräsens sind Planfräsen, Planfräsen und Stirnfräsen. Sie decken ein breites Spektrum an Bearbeitungen ab, von der Erstellung ebener Flächen bis zum Fräsen detaillierter Details und Formen.
Welches ist das beste Fräsverfahren?
Das beste Fräsverfahren hängt von den spezifischen Anforderungen des Projekts ab. CNC-Fräsen gilt oft als die beste Methode für die Herstellung komplexer, hochpräziser Teile mit engen Toleranzen. Für große Oberflächenbearbeitungen ist Planfräsen möglicherweise die beste Wahl.
Was ist eine Konturfräsoperation?
Beim Konturfräsen wird entlang der Kontur oder des Umfangs eines Werkstücks geschnitten. Es wird häufig zur Erstellung gekrümmter Formen oder detaillierter Oberflächen verwendet und kommt häufig bei der Herstellung von Formen und Werkzeugwegen zum Einsatz.
Was sind die 7 Drehoperationen?
Die sieben häufigsten Drehbearbeitungen sind Drehen, Ausbohren, Plandrehen, Rändeln, Abstechen und Gewindeschneiden. Diese Bearbeitungen dienen der Formgebung und Endbearbeitung zylindrischer oder sphärischer Teile.
Was sind die vier Prozesse der spanenden Bearbeitung?
Die vier Hauptverfahren der spanenden Fertigung sind Schneiden, Schleifen, Fräsen und Drehen. Jedes Verfahren dient dazu, Material zu entfernen und bestimmte Formen oder Merkmale zu erzielen.
Was sind die sechs Grundmaschinen?
Die sechs Grundmaschinen in der Zerspanung sind Drehmaschine, Fräsmaschine, Schleifmaschine, Bohrmaschine, Hobelmaschine und Säge. Diese Maschinen werden für verschiedene Vorgänge wie Schneiden, Formen, Schleifen und Bohren von Teilen eingesetzt, um spezifische Anforderungen zu erfüllen.


 472 | Veröffentlicht von VMT am 08 | Lesezeit: ca. 2025 Minuten
472 | Veröffentlicht von VMT am 08 | Lesezeit: ca. 2025 Minuten 





 +86 15099911516
+86 15099911516


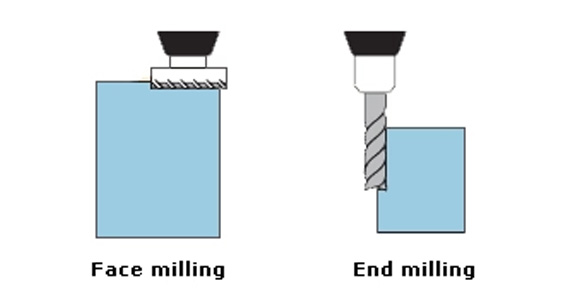
 Weiterlesen
Weiterlesen