¿Tiene dificultades para elegir el proceso de mecanizado adecuado para el diseño de sus piezas? ¿Términos confusos como "fresado frontal", "fresado de contorno" o "piezas fresadas CNC" le hacen dudar sobre sus decisiones de proyecto? No está solo: la tecnología de fresado es un campo amplio y a menudo malinterpretado. Sin embargo, no comprender los tipos de operaciones de fresado puede resultar en mayores costos, acabados superficiales deficientes y plazos de entrega más largos.
Aquí está la solución: esta guía completa desglosa todo lo que necesita saber sobre las operaciones de fresado, desde cómo funcionan las fresadoras CNC hasta las diferencias entre cada método y la selección del proceso adecuado para su proyecto. fresado CNC personalizado Proyecto. Con explicaciones fáciles de seguir y comparaciones prácticas, obtendrá la claridad necesaria para tomar decisiones seguras e informadas.
Exploremos los elementos clave del fresado, desde la configuración de la máquina hasta la eliminación del material, para que pueda lograr una mayor eficiencia, tolerancias más estrictas y piezas fresadas con CNC de mejor calidad.
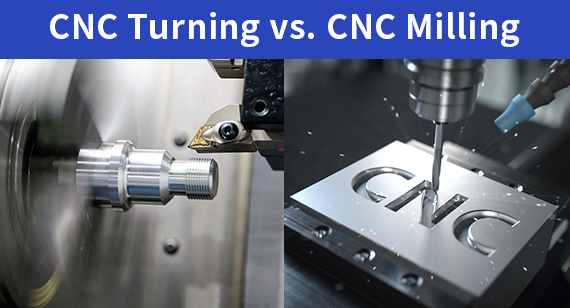
Las operaciones de fresado utilizan herramientas de corte rotatorias para eliminar material de una pieza fija. Existen muchos tipos de fresado, como el fresado frontal, de ranuras, de extremos y de engranajes, cada uno diseñado para lograr formas, dimensiones y acabados específicos. El fresado CNC mejora la precisión y la productividad al automatizar estas operaciones mediante máquinas controladas por computadora.
Antes de profundizar en los 18 tipos de operaciones de fresado y cómo cada una de ellas respalda diferentes objetivos de diseño y fabricación, comencemos con los fundamentos: ¿qué es exactamente una operación de fresado y cómo funciona el fresado CNC de adentro hacia afuera?
¿Qué es una operación de fresado?
Una operación de fresado es un proceso de fabricación sustractivo que implica el uso de fresas rotatorias para eliminar material de una pieza. Es una de las tecnologías de mecanizado más utilizadas en industrias como la aeroespacial, la automotriz, la electrónica y la fabricación de dispositivos médicos. El proceso funciona alimentando la pieza contra una herramienta de corte rotatoria, que elimina material sistemáticamente para crear la forma deseada.
El fresado es conocido por su versatilidad. Puede manejar desde superficies planas simples hasta contornos 3D complejos. Sus operaciones abarcan desde la eliminación rápida de grandes cantidades de material (desbaste) hasta el acabado de precisión (acabado). Esto lo convierte en un elemento básico tanto en el prototipado como en la producción en masa.
En entornos modernos, la tecnología de fresado CNC es la preferida por su automatización, repetibilidad y estricto control de tolerancias. A diferencia del fresado manual, el fresado CNC permite a ingenieros y operarios programar digitalmente las trayectorias y los parámetros de las herramientas, lo que reduce la intervención del operador y aumenta la fiabilidad del proceso.

¿Cómo funciona el fresado CNC?
El fresado CNC automatiza el proceso de fresado tradicional mediante una combinación de programación de software, componentes mecánicos y sistemas eléctricos. El proceso comienza con un modelo digital 3D de la pieza, que se convierte en código G: comandos que indican a la fresadora CNC cómo mover las herramientas de corte.
Así es como interactúan los componentes clave durante el fresado:
- Interfaz de la máquina: El panel de control donde el operador carga el código, establece las coordenadas e inicia las operaciones.
- Husillo: La parte giratoria accionada por motor que sostiene y hace girar la herramienta de corte.
- Cama o mesa: La superficie que mantiene la pieza de trabajo en su lugar durante el corte.
- Columna: La estructura de soporte vertical que alberga el husillo y el motor.
- Saddle: Situado entre la cama y la mesa, permitiendo el movimiento en múltiples direcciones.
- Cenador: Un eje horizontal utilizado para soportar cortadores de gran diámetro.
- Herramientas de corte: Herramientas especializadas hechas de carburo o HSS que varían según el material y el corte deseado.
Cada eje de movimiento (X, Y, Z) está controlado digitalmente, lo que permite que el cortador se acerque a la pieza de trabajo con alta precisión desde múltiples ángulos.
18 Operaciones de fresado: Comprensión de los tipos más comunes
Las operaciones de fresado no son universales. De hecho, existen al menos 18 tipos de fresado, cada uno diseñado para diferentes geometrías, acabados superficiales, tolerancias y objetivos de producción. Ya sea que esté desbasteando un bloque de aluminio o terminando una ranura precisa en una pieza de acero endurecido, comprender las ventajas y desventajas de cada método es fundamental para lograr resultados óptimos en el fresado CNC a medida.
Analicemos cada operación de fresado por función, ventajas, desventajas y aplicaciones típicas.
Fresado frontal
El planeado es una operación de fresado común en la que el corte se produce principalmente en las esquinas finales de la fresa. La herramienta se monta de forma que su eje sea perpendicular a la superficie de la pieza. Este método es ideal para crear superficies planas y se utiliza tanto para operaciones de desbaste como de acabado. En la mayoría de los casos... Servicios de fresado CNCEl fresado frontal es uno de los primeros pasos que se utilizan para cuadrar el material antes de pasar al trabajo más detallado.
Las fresas de planear suelen tener múltiples filos de corte y suelen estar equipadas con plaquitas reemplazables. Estas herramientas operan a altas velocidades y pueden programarse para tolerancias muy ajustadas mediante tecnología de fresado CNC. La dirección de avance suele ser horizontal, mientras que la herramienta gira verticalmente.

Ventajas
- Acabado superficial liso: Debido a la acción de corte de la fresa, el fresado frontal proporciona acabados excelentes, especialmente para superficies grandes y planas.
- Alta eficiencia: Elimina el material rápidamente y es adecuado para producciones de gran volumen.
- Ideal para escuadrar piezas: Perfecto para preparar una pieza de trabajo antes de operaciones de fresado adicionales.
- Adaptable a múltiples materiales: Funciona bien con metales como aluminio, acero y acero inoxidable, comúnmente vistos en piezas fresadas con CNC.
Desventajas del fresado frontal
- Desgaste de la herramienta: Las herramientas de planeado experimentan un desgaste significativo, especialmente durante operaciones de alta velocidad o al mecanizar materiales más duros. Los filos de corte pueden degradarse con el tiempo, lo que requiere cambios o afilados regulares de las herramientas.
- Profundidad de corte limitada: Aunque el fresado frontal es eficiente para superficies planas grandes, no es ideal para cortes profundos. Para cortes más profundos, operaciones más especializadas como el fresado de ranuras pueden ser más apropiadas.
- El consumo de energía: El fresado frontal requiere una potencia considerable de la máquina, especialmente al trabajar con piezas grandes o materiales duros. Esto puede generar mayores costos de energía.
- Distorsión de la superficie: En algunos casos, las fuerzas de corte involucradas en el fresado frontal pueden causar distorsión o desviación del material en la pieza de trabajo, particularmente en materiales delgados o flexibles.
- Acabado de la superficie: Si bien el fresado frontal proporciona un buen acabado de superficie, es posible que no coincida con la calidad lograda con otros procesos como el rectificado o el fresado cilíndrico para acabados muy suaves o finos.
- Complejidad para formas intrincadas: Si bien es ideal para superficies planas, el fresado frontal no es la mejor opción para crear formas geométricas complejas o características con tolerancias estrictas, donde otras operaciones de fresado serían más efectivas.
Estas limitaciones deben tenerse en cuenta al decidir si el fresado frontal es la mejor operación para un proyecto determinado, dependiendo del tipo de material, los requisitos de mecanizado y los recursos disponibles.
Aplicaciones
Fabricación de herramientas y matrices: se utiliza para crear bases perfectamente planas en matrices o moldes.
- Automotor: Mecanizado de superficies de contacto de culatas.
- Aeroespacial: Acabado de piezas estructurales de aluminio y titanio.
- Fresado CNC personalizado: Un proceso al que se recurre en prototipos y series de producción para nivelar superficies antes del mecanizado de características.
- Fabricación general: Se utiliza en distintas industrias para preparar superficies para ensamblajes o acabados.
¡Avísame si deseas continuar con el fresado de ranuras o con otra operación!
Fresado de ranuras
El fresado de ranuras es un tipo de fresado en el que se utiliza una fresa giratoria para retirar material a lo largo de una ranura o surco en una pieza de trabajo. La fresa penetra el material en un ángulo específico, generalmente perpendicular a la superficie de la pieza. Esta operación se utiliza comúnmente para crear ranuras, surcos o chaveteros en piezas.

Ventajas:
- Versatilidad: El fresado de ranuras se puede utilizar para una amplia variedad de ranuras y surcos, lo que lo hace adecuado para diferentes industrias y aplicaciones.
- Dimensiones precisas: El uso de una fresadora CNC garantiza que el fresado de ranuras pueda producir dimensiones precisas y tolerancias estrictas, en particular cuando es necesario para ajustes o chaveteros.
- Acabado superficial liso: Cuando se ejecuta correctamente, el fresado de ranuras puede lograr un acabado de superficie suave, especialmente cuando se utilizan fresas finas y velocidades óptimas.
- Eliminación de materiales: El fresado de ranuras es un método eficaz para eliminar grandes cantidades de material, especialmente para ranuras profundas o chaveteros anchos, y proporciona una forma eficiente de dar forma a una pieza de trabajo.
- Alta flexibilidad: El fresado de ranuras se puede realizar tanto en geometrías simples como complejas, ofreciendo flexibilidad en términos de diseño.
Desventajas:
- Desgaste de la herramienta: Como ocurre con la mayoría de las operaciones de fresado, las herramientas de fresado de ranuras se desgastan con el tiempo, especialmente al cortar materiales más duros. Esto puede aumentar los costos de mantenimiento y la frecuencia de reemplazo de las herramientas.
- El consumo de energía: El fresado de ranuras puede requerir mayor potencia, especialmente al cortar ranuras profundas o anchas. Esto puede generar mayores costos de energía y una posible sobrecarga de la máquina.
- Limitado a cortes superficiales: Si bien el fresado de ranuras es eficaz para crear ranuras poco profundas, lograr ranuras profundas con alta precisión puede ser un desafío y puede requerir operaciones adicionales.
- Fuerzas de corte: Las fuerzas de corte en el fresado de ranuras a veces pueden provocar deflexiones o distorsiones en la pieza de trabajo, especialmente al mecanizar materiales más blandos o piezas delgadas.
- Acabado de la superficie: Conseguir el acabado superficial deseado puede ser difícil, especialmente cuando las dimensiones o la profundidad de la ranura son grandes. Podrían ser necesarias operaciones de acabado adicionales para mejorar la calidad de la superficie.
Aplicaciones:
- Chaveteros y ranuras para chaveteros: Se utiliza comúnmente en conjuntos mecánicos donde los ejes y engranajes requieren chaveteros para un montaje seguro.
- Ranuras para cojinetes o bujes: Creación de ranuras para alojar cojinetes, bujes u otras piezas cilíndricas.
- Ranuras para sellos: Mecanizado de ranuras para alojar sellos en aplicaciones de fluidos o sistemas mecánicos.
- Piezas personalizadas: Se utiliza a menudo para piezas que requieren ajustes dimensionales específicos, como los de aplicaciones automotrices y aeroespaciales.
- Enclavamiento de componentes: El fresado de ranuras es crucial para producir componentes que necesitan encajar entre sí para garantizar su integridad estructural.
El fresado de ranuras es una operación esencial en diversos procesos de mecanizado, en particular para aplicaciones que requieren que se formen ranuras y surcos con precisión en metal, plásticos o compuestos.
Fresado final
El fresado de extremos es un proceso de mecanizado que implica el uso de una fresa giratoria para eliminar material de una pieza de trabajo. La fresa generalmente se mueve verticalmente en el material mientras gira en un movimiento circular. Los filos de corte de la herramienta se encuentran en los laterales y el extremo de la fresa, lo que le permite cortar tanto en dirección axial como radial. El fresado de extremos se utiliza comúnmente para producir superficies planas, ranuras, hendiduras y formas tridimensionales complejas en la pieza de trabajo.

Ventajas:
- Versatilidad: El fresado frontal se puede utilizar para una amplia gama de operaciones, como el planeado, el ranurado, el perfilado y el contorneado. Permite realizar operaciones tanto de desbaste como de acabado.
- Alta precisión: Con el uso de la tecnología CNC, el fresado de extremos puede lograr una precisión muy alta y tolerancias ajustadas, lo que lo hace ideal para geometrías complejas o intrincadas.
- Capacidad de cortar profundamente: A diferencia de otros métodos de fresado, el fresado de extremos es capaz de cortar profundamente el material, lo que es esencial para crear ranuras o bolsillos profundos.
- Buen acabado superficial: Cuando se utiliza con las velocidades y avances adecuados, el fresado de extremos puede producir un acabado superficial suave en las piezas, especialmente cuando se requieren operaciones de acabado.
- Eficaz para contornos 3D: Las fresas, especialmente las fresas de punta esférica, son excelentes para cortar formas y contornos en 3D, lo que las hace populares en las industrias de fabricación de moldes y aeroespacial.
Desventajas:
- Desgaste de la herramienta: Las fresas pueden sufrir un desgaste considerable, especialmente durante la extracción de material pesado. Esto puede incrementar los costos debido a la necesidad de cambios frecuentes de herramientas o afilado.
- Profundidad de corte limitada: La profundidad de corte en el fresado frontal puede verse limitada por la rigidez de la máquina, la herramienta y la pieza de trabajo. Para cortes más profundos, suelen ser necesarias herramientas especializadas o múltiples pasadas.
- Generación de calor: El fresado frontal genera calor durante el proceso de corte, especialmente al mecanizar materiales más duros. Sin una refrigeración o lubricación adecuadas, el calor excesivo puede provocar el desgaste de la herramienta y la deformación del material.
- Herramientas complejas: Para lograr un rendimiento óptimo, pueden necesitarse distintos tipos de fresas según el material y la operación, lo que hace que la selección y el mantenimiento de las herramientas sean más complejos.
- Problemas de eliminación de virutas: En algunas operaciones, especialmente al cortar características profundas o estrechas, la eliminación de viruta puede convertirse en un desafío, lo que podría causar obstrucción de la herramienta o daños en la pieza de trabajo.
Aplicaciones:
- Ranurado y Ranurado: El fresado de extremos se utiliza con frecuencia para crear ranuras, surcos y chaveteros, especialmente en conjuntos mecánicos que requieren ajustes específicos.
- Acabado de superficie: Las fresas son ideales para el acabado de superficies planas y lograr acabados suaves en los componentes, especialmente en el mecanizado de precisión.
- Geometrías complejas: Se utiliza comúnmente para mecanizar formas complejas, contornos y superficies 3D, especialmente en industrias como la aeroespacial y la fabricación de moldes.
- Perforación y perforación de bolsillos: El fresado de extremos se puede utilizar para crear cavidades y agujeros, especialmente en piezas que requieren características internas complejas.
- Fabricación de piezas de precisión: Se utiliza ampliamente en la producción de componentes que requieren alta precisión dimensional y tolerancias estrictas, como en las industrias automotriz, electrónica y de dispositivos médicos.
El fresado frontal es una de las operaciones de mecanizado más versátiles y utilizadas, adecuada para una amplia gama de materiales y aplicaciones. Su precisión y adaptabilidad la convierten en una operación esencial en muchas industrias que requieren un mecanizado de alta calidad.
Fresado de rosca
El fresado de roscas es un proceso de mecanizado que se utiliza para cortar roscas en la superficie de una pieza de trabajo mediante una fresa rotatoria de varios dientes. A diferencia del roscado con macho, que utiliza una herramienta de corte de una sola punta, el fresado de roscas utiliza un movimiento helicoidal para crear las roscas. Este proceso permite producir roscas internas y externas y se puede aplicar a diversos materiales, como metales, plásticos y compuestos. El fresado de roscas es ideal para roscados de alta precisión, especialmente para roscas grandes o profundas donde el roscado con macho podría ser ineficiente o complicado.

Ventajas:
- Alta precisión: El fresado de roscas produce roscas de gran precisión y exactitud con tolerancias ajustadas, lo que resulta esencial para aplicaciones que requieren ajustes exactos, como en componentes aeroespaciales o automotrices.
- Flexibilidad: A diferencia del roscado, que está limitado a tamaños y configuraciones de rosca específicos, el fresado de roscas se puede utilizar para cortar varios tamaños de roscas, incluidas roscas internas y externas, y puede adaptarse fácilmente a múltiples formas de roscas.
- No hay necesidad de agujeros ciegos: El fresado de roscas se puede utilizar para crear roscas en agujeros profundos o agujeros ciegos sin el riesgo de rotura de la herramienta que puede ocurrir con el roscado, especialmente cuando la profundidad del agujero excede la longitud de la rosca.
- Mejor vida útil de la herramienta: El uso de múltiples filos de corte en el fresado de roscas mejora la vida útil de la herramienta en comparación con el roscado, que utiliza un filo de corte de una sola punta que se desgasta más rápido.
- Reducción de la acumulación de virutas: El movimiento de corte continuo del fresado de roscas reduce el riesgo de obstrucción de virutas, común en el roscado con macho. Esto lo hace especialmente útil al trabajar con materiales que producen virutas largas y fibrosas.
Desventajas:
- Configuración compleja: El fresado de roscas requiere una configuración precisa, que incluye la selección de herramientas, la programación y la calibración de la máquina. Puede que no sea tan rápido ni sencillo como el roscado, especialmente para tareas sencillas de roscado.
- Costo más alto: El fresado de roscas puede ser más costoso que el roscado, debido a las herramientas especializadas, la configuración de la máquina y los mayores tiempos de ciclo. Es ideal para aplicaciones de alta precisión o alto valor.
- Costos de herramientas: Las herramientas necesarias para fresar roscas suelen ser más caras que los machos de roscar, especialmente para roscas más grandes o más complejas, lo que puede aumentar los costos de producción.
- Tiempo de ciclo más lento: El fresado de roscas suele ser más largo que el roscado con macho, ya que la herramienta debe realizar varias pasadas para lograr la profundidad y forma de rosca deseadas. Esto puede reducir la eficiencia en la producción de grandes volúmenes de roscas simples.
- Requiere operadores capacitados: El proceso requiere operadores capacitados y conocimientos avanzados de programación CNC para garantizar la generación correcta de la trayectoria de la herramienta, lo que podría aumentar el costo total de mano de obra.
Aplicaciones:
- Aeroespacial y Automoción: El fresado de roscas se utiliza comúnmente para componentes roscados de alta precisión en las industrias aeroespacial y automotriz, donde la precisión y la resistencia son fundamentales para el rendimiento.
- Dispositivos médicos: Para la fabricación de dispositivos médicos e implantes que requieren características de rosca fina, el fresado de roscas garantiza roscas precisas y de alta calidad que cumplen con estándares estrictos.
- Herramientas y accesorios: El fresado de roscas se utiliza para crear roscas de alta calidad para herramientas y accesorios, lo que garantiza que las piezas se ensamblen correctamente y mantengan su integridad durante el uso.
- Petróleo y gas: Para los componentes roscados utilizados en entornos de alto estrés, como los equipos de perforación petrolera, el fresado de roscas garantiza que las roscas puedan soportar presiones extremas y condiciones duras.
- Maquinaria de precisión: El fresado de roscas se utiliza a menudo en operaciones de mecanizado de precisión, donde se requiere la creación de orificios roscados pequeños o profundos para piezas complejas o de alta precisión.
El fresado de roscas ofrece un método versátil y de alta precisión para producir roscas, especialmente en aplicaciones profundas o intrincadas donde el roscado con macho puede no ser efectivo. Sin embargo, su complejidad y mayor costo lo hacen más adecuado para trabajos especializados o de alto valor que para la producción de roscas simples a gran escala.
Fresado en escuadra
El fresado en escuadra es un proceso de mecanizado que se utiliza para cortar ranuras y escuadras en una pieza de trabajo mediante una fresa giratoria. La herramienta de corte en el fresado en escuadra suele montarse perpendicularmente a la superficie del material, lo que permite crear paredes o escalones planos y verticales en la pieza. Se utiliza a menudo para crear escuadras con aristas definidas, cruciales para la alineación de piezas en procesos de ensamblaje. El fresado en escuadra se realiza habitualmente con una fresa de planear o una fresa de extremo, según la geometría de la pieza de trabajo y el acabado superficial requerido.
Ventajas:
- Corte versátil: El fresado en escuadra es muy versátil y permite producir una amplia variedad de características, como superficies planas, ranuras y escuadras. Además, permite cortar múltiples anchos y profundidades en una sola pasada.
- Alta tasa de eliminación de material: Este método ofrece una eficiente eliminación de material, lo que lo hace ideal para aplicaciones donde se requiere retirar rápidamente una cantidad considerable de material. Proporciona velocidades de corte más rápidas en comparación con otras operaciones como el fresado de ranuras.
- Precisión: Con las herramientas y los ajustes adecuados, el fresado en escuadra proporciona cortes precisos y exactos. Esto es especialmente importante en aplicaciones que requieren tolerancias estrictas, como en las industrias aeroespacial y automotriz.
- Desgaste reducido de herramientas: Las herramientas de fresado de hombros a menudo presentan menos desgaste que otros tipos de herramientas de fresado porque tienen múltiples filos de corte que trabajan en conjunto, lo que ayuda a distribuir la carga de manera uniforme durante el mecanizado.
- Acabado superficial mejorado: El fresado en escuadra permite obtener un acabado superficial liso y uniforme, especialmente al utilizar insertos de carburo y técnicas de mecanizado de alta velocidad. Esto lo hace adecuado para piezas donde el acabado superficial es crucial.
Desventajas:
- Configuración compleja: Configurar la alineación y el posicionamiento correctos para el fresado en escuadra puede ser más complejo que en otras operaciones de fresado. Para obtener resultados óptimos, se requiere una sujeción precisa de la pieza y una programación precisa de la trayectoria.
- Potencial de deflexión de la herramienta: Si la herramienta no se sujeta de forma rígida o si las condiciones de corte no están optimizadas, el fresado en hombro puede provocar una desviación de la herramienta, lo que da como resultado cortes imprecisos o acabados superficiales deficientes.
- Limitado a profundidades poco profundas: Si bien el fresado en escuadra permite crear escuadras planas o escalonadas, su profundidad de corte puede ser limitada en comparación con otros métodos de fresado. Para cortes más profundos, podrían requerirse pasadas adicionales u otros procesos de mecanizado.
- Mayor desgaste de herramientas: Aunque el fresado en escuadra es eficiente, la fresa puede sufrir un desgaste considerable debido a la fuerza de corte empleada para crear paredes verticales. Esto requiere cambios de herramienta periódicos, especialmente durante producciones de gran volumen.
- Restricciones de la máquina: Algunas fresadoras pueden tener un alcance o una capacidad vertical limitados, lo que puede limitar el tamaño de los hombros fresables. Para piezas más grandes, podrían requerirse utillajes o herramientas especiales.
Aplicaciones:
- Fabricación de automóviles: El fresado de hombros se utiliza con frecuencia para crear chaveteros y ranuras en componentes de motores, chasis y otras piezas de automóviles que requieren hombros o ranuras precisos para su ensamblaje.
- Componentes aeroespaciales: En aplicaciones aeroespaciales, el fresado de hombros se utiliza para crear piezas estructurales que deben cumplir tolerancias exactas, incluidos soportes y accesorios para diversos componentes.
- Herramientas y accesorios: Este proceso se emplea comúnmente en la fabricación de herramientas y accesorios personalizados, donde el ajuste preciso de las piezas con hombros escalonados o ranurados es crucial para la alineación adecuada de los conjuntos.
- Equipo Médico: El fresado en hombro desempeña un papel en la fabricación de dispositivos médicos, como herramientas quirúrgicas e implantes, donde la alta precisión y un acabado suave son fundamentales tanto para la funcionalidad como para la seguridad.
- Electrónica de consumo: Las piezas pequeñas de precisión que se utilizan en electrónica a menudo requieren fresado en hombro para lograr la alineación y el ajuste necesarios, incluidos los conectores y los componentes de la carcasa de los dispositivos.
El fresado en escuadra es un proceso de mecanizado versátil y preciso, ideal para crear características geométricas específicas como escuadras, ranuras y secciones escalonadas. Ofrece altas tasas de arranque de material y acabados superficiales superiores, pero requiere una configuración y un utillaje cuidadosos para minimizar la deflexión y lograr resultados precisos. Sus aplicaciones son comunes en industrias como la automotriz, la aeroespacial, la médica y la de herramientas.
Fresado lateral
El fresado lateral es una operación de mecanizado que consiste en cortar una pieza de trabajo con el lateral de una fresa giratoria, normalmente una fresa frontal o de mango. La herramienta de corte se coloca perpendicular a la superficie de la pieza, siendo la superficie lateral de la fresa la que realiza el corte, en lugar del extremo. Esto permite que el fresado lateral cree características como ranuras, hendiduras y superficies planas con los laterales de la pieza. La operación puede realizarse con fresadoras horizontales o verticales, según la máquina y la geometría de la pieza. El fresado lateral se utiliza comúnmente para cortar ranuras estrechas y profundas o superficies anchas que requieren precisión.

Ventajas:
- Uso versátil de la herramienta: El fresado lateral es muy versátil porque permite el uso de varias herramientas de corte, incluidas fresas de extremo, fresas de planear y herramientas especiales, para producir diferentes tipos de cortes.
- Altas tasas de eliminación de material: Debido a la acción de corte del lado de la herramienta, el fresado lateral permite una eliminación de material más rápida en comparación con otras operaciones de fresado, particularmente para piezas más grandes que requieren una eliminación significativa de material.
- Acabado superficial liso: El fresado lateral permite producir superficies lisas y planas cuando se utilizan la velocidad de avance y la herramienta de corte correctas. Esto es esencial para piezas que requieren tolerancias ajustadas y acabados lisos, como los componentes de las industrias aeroespacial y automotriz.
- Corte de precisión: Si se realiza correctamente, el fresado lateral ofrece alta precisión, lo que lo hace ideal para crear piezas con dimensiones exactas y ajustes precisos. Se utiliza comúnmente para cortar ranuras, hendiduras y escalones con gran precisión.
- Capacidad para mecanizar características complejas: El fresado lateral es eficaz para cortar características complejas en una pieza de trabajo, incluidas ranuras internas, chaveteros y ranuras que podrían ser difíciles de lograr con otros métodos de fresado.
Desventajas:
- Desviación de la herramienta: Las fuerzas de corte que se aplican en el fresado lateral pueden provocar la deflexión de la herramienta, especialmente al cortar ranuras profundas o largas. Esto puede afectar la precisión de los cortes y reducir la calidad del acabado superficial.
- Profundidad de corte limitada: Si bien el fresado lateral es eficaz para crear ranuras y surcos estrechos, su profundidad de corte es limitada en comparación con otras operaciones como el planeado. Pueden requerirse varias pasadas para cortes más profundos, lo que aumenta el tiempo de ciclo.
- Configuración compleja: Configurar una operación de fresado lateral puede ser más complejo que otros tipos de fresado. Garantizar la correcta alineación de la pieza con la herramienta y el uso de la herramienta adecuada requiere precisión.
- Mayor desgaste de herramientas: El fresado lateral puede causar mayor desgaste en la herramienta en comparación con otras operaciones de fresado debido al corte lateral y las fuerzas aplicadas. Esto requiere cambios regulares de herramienta, especialmente durante producciones de gran volumen.
- Requiere máquinas de alta precisión: Para lograr la calidad y el acabado deseados en el fresado lateral, se requieren máquinas de alta rigidez y precisión. Las máquinas con menor precisión pueden resultar en cortes menos precisos y una calidad superficial deficiente.
Aplicaciones:
- Fabricación aeroespacial: El fresado lateral se utiliza para crear ranuras, surcos y superficies planas precisas en componentes aeroespaciales, como piezas de motores, elementos estructurales y marcos, donde la precisión y un acabado suave son fundamentales.
- Industria automotriz: En el sector automotriz, el fresado lateral se utiliza para crear piezas como componentes de transmisión, bloques de motor y piezas de chasis que requieren tolerancias estrictas y alta precisión.
- Producción de dispositivos médicos: El fresado lateral desempeña un papel vital en la producción de componentes médicos como instrumentos quirúrgicos, implantes y carcasas que requieren superficies lisas y características precisas para una funcionalidad y seguridad adecuadas.
- Herramientas y accesorios: La operación se utiliza con frecuencia para producir herramientas y accesorios personalizados, donde es necesario formar características geométricas precisas, como ranuras o secciones escalonadas, para acomodar piezas específicas durante el ensamblaje.
- Fabricación de productos electrónicos: El fresado lateral se aplica en la industria electrónica para producir componentes con ranuras y surcos estrechos, como conectores, carcasas y soportes utilizados en dispositivos electrónicos.
El fresado lateral es una operación de mecanizado versátil y eficaz que permite cortes precisos y la creación de características complejas. Ofrece diversas ventajas, como altas tasas de arranque de material, acabados superficiales lisos y la capacidad de mecanizar zonas de difícil acceso. Sin embargo, presenta desafíos como el desgaste de la herramienta y la complejidad de la configuración, que deben gestionarse para obtener resultados óptimos.
Fresado de contorno
El fresado de contornos es una operación de mecanizado que se utiliza para cortar curvas complejas o formas irregulares a lo largo de la superficie de una pieza. El proceso implica el uso de una herramienta de corte giratoria para seguir los contornos de la pieza, produciendo perfiles lisos y precisos. El fresado de contornos se puede realizar con fresadoras CNC, que proporcionan la alta precisión necesaria para estas operaciones. La fresa sigue la trayectoria específica dictada por el diseño de la pieza, y se utiliza a menudo para crear formas externas e internas detalladas, como contornos, curvas o perfiles complejos, que no son fáciles de lograr con otros métodos de fresado. Este proceso es muy beneficioso para crear piezas personalizadas en industrias que requieren formas detalladas y acabados lisos.
Ventajas:
- Precisión y detalle: El fresado de contornos ofrece alta precisión y la capacidad de crear formas complejas y muy detalladas en una pieza de trabajo. Esto lo hace ideal para industrias como la aeroespacial y la automotriz, donde las especificaciones exactas y las tolerancias ajustadas son cruciales.
- Acabado superficial liso: La posibilidad de utilizar diversos tipos de herramientas de corte permite obtener excelentes acabados superficiales, lo que hace que el fresado de contornos sea ideal para piezas que requieren superficies lisas y finas. El control CNC de esta operación garantiza un corte de contornos con un alto grado de suavidad.
- Flexibilidad en el Diseño: El fresado de contornos es muy versátil y permite trabajar con piezas de diferentes complejidades geométricas. Ya sea que la pieza incluya curvas sencillas o diseños más complejos, el fresado de contornos se adapta a las necesidades específicas del proyecto.
- Residuos materiales reducidos: Al seguir los contornos de la pieza, el fresado de contornos minimiza el desperdicio de material en comparación con otros procesos de mecanizado. Permite al operador utilizar el material eficientemente, manteniendo la precisión en la forma de la pieza.
- Precisión mejorada: Con las máquinas CNC, el fresado de contornos puede producir consistentemente las mismas formas con alta precisión, lo que garantiza que las piezas cumplan con especificaciones de ingeniería precisas en múltiples ejecuciones de producción.
Desventajas:
- Desgaste de la herramienta: Como ocurre con muchos procesos de fresado, el desgaste de las herramientas puede ser una desventaja importante en el fresado de contornos. La fresa giratoria puede experimentar un mayor desgaste al cortar geometrías complejas o al utilizarse durante periodos prolongados, lo que reduce la eficiencia de corte y obliga a sustituir las herramientas con frecuencia.
- Tiempos de ciclo más largos: Dado que el fresado de contornos suele implicar el corte de trayectorias curvas complejas, el tiempo de ciclo de mecanizado puede ser mayor que el de las operaciones de fresado tradicionales, especialmente si la pieza tiene diseños intrincados. Esto puede incrementar el tiempo y los costos totales de producción.
- Configuración compleja: La complejidad de las operaciones de fresado de contornos implica que el tiempo de preparación suele ser mayor. La máquina debe programarse con precisión para seguir los contornos exactos de la pieza, y este proceso de preparación puede ser lento.
- Requiere operadores capacitados: Dado que el fresado de contornos implica trayectorias de mecanizado complejas, requiere operadores altamente cualificados, familiarizados con la programación CNC y los parámetros específicos del corte de contornos. Un operador sin experiencia puede cometer errores que afecten la calidad de la pieza.
- Tipos de materiales limitados: Si bien el fresado de contornos se puede aplicar a muchos materiales, el proceso se usa con mayor frecuencia para metales y plásticos más blandos. Los materiales más duros pueden requerir herramientas y ajustes especializados, y el calor excesivo generado durante el fresado puede afectar las propiedades de la pieza.
Aplicaciones:
- Aeroespacial: El fresado de contornos se utiliza para crear piezas complejas para aeronaves, como componentes de alas, álabes de turbinas y elementos estructurales que requieren alta precisión y acabados superficiales suaves.
- Automotor: Los componentes automotrices, como piezas de motor, brazos de suspensión y paneles de carrocería diseñados a medida, a menudo requieren fresado de contornos para diseños intrincados y curvas complejas.
- Dispositivos médicos: Las piezas para dispositivos médicos, como instrumentos quirúrgicos, implantes y prótesis, con frecuencia utilizan fresado de contornos para cumplir con estrictos requisitos de precisión y acabado de superficie.
- Herramientas y accesorios: El fresado de contornos se utiliza a menudo para crear herramientas y accesorios personalizados para el ensamblaje de piezas complejas en entornos de fabricación. Estas herramientas deben encajar con precisión en las líneas de ensamblaje o sujetar las piezas de forma segura durante otros procesos de fabricación.
- Electrónica de consumo: En la producción de productos electrónicos de consumo, como teléfonos inteligentes y computadoras portátiles, el fresado de contornos se utiliza para piezas como carcasas, conectores y componentes internos que requieren formas complejas y un alto grado de calidad de superficie.
El fresado de contornos es una operación de mecanizado altamente efectiva y versátil que proporciona una precisión y flexibilidad excepcionales para crear formas y perfiles complejos. Si bien ofrece ventajas como la reducción del desperdicio de material, acabados suaves y alta precisión, también presenta desafíos, como tiempos de ciclo más largos, desgaste de las herramientas y la necesidad de operarios cualificados. A pesar de estos desafíos, el fresado de contornos sigue siendo un proceso esencial en las industrias que requieren piezas personalizadas de alta precisión.
Aserradura
El aserrado es un proceso de mecanizado que se utiliza para cortar materiales mediante una hoja dentada o una sierra. Esta operación implica el uso de una hoja de sierra que se mueve de forma continua u oscilante para retirar material de una pieza de trabajo. El aserrado se emplea habitualmente para cortar piezas grandes en tamaños manejables o crear formas específicas. Es uno de los métodos de corte más comunes y versátiles, apto para una amplia variedad de materiales, como metales, plásticos, madera y compuestos. Si bien el aserrado se considera a menudo un proceso preliminar en la fabricación de piezas, desempeña un papel esencial en el conformado y dimensionado de los materiales antes de que se sometan a procesos de mecanizado posteriores, como el fresado o el torneado.
Ventajas:
- Rentabilidad: El aserrado es uno de los métodos de corte más económicos, especialmente para cortar grandes volúmenes o materiales a granel. Requiere una inversión mínima en herramientas y equipos y es adecuado para cortar diversos materiales sin costos significativos.
- Sencillo y Rápido: La operación es relativamente sencilla de configurar y ejecutar, lo que la hace rápida y eficiente. Es un proceso sencillo que permite producir rápidamente piezas del tamaño requerido, lo que ayuda a ahorrar tiempo de procesamiento.
- Versatilidad: El aserrado se puede utilizar en una amplia gama de materiales, como metales, plásticos y compuestos, lo que lo convierte en un proceso versátil para diversas industrias. Se pueden utilizar diferentes tipos de hojas de sierra para lograr distintas características de corte.
- Residuos mínimos de material: A diferencia de otros métodos de corte, el aserrado produce un desperdicio de material relativamente mínimo. Corta en línea recta, lo que reduce la posibilidad de pérdida excesiva de material en comparación con procesos como el rectificado o el fresado.
- Adaptabilidad: El aserrado se puede realizar a diversas escalas, desde sierras manuales para trabajos pequeños hasta sierras industriales de gran tamaño para producción de gran volumen. Además, se adapta a orientaciones de corte tanto horizontales como verticales.
Desventajas:
- Precisión limitada: Si bien el aserrado es útil para cortes bastos y dimensionamiento de materiales, generalmente no proporciona la precisión necesaria para detalles finos e intrincados. Las piezas pueden requerir mecanizado adicional para cumplir con tolerancias más estrictas.
- Acabado de la superficie: El acabado de la superficie del aserrado suele ser rugoso, lo que puede requerir procesos de acabado adicionales, como esmerilado o pulido, para mejorar la apariencia y la suavidad del corte.
- Desgaste de la herramienta: Las hojas de sierra, especialmente al cortar materiales más duros, se desgastan con el tiempo. Esto obliga a realizar un mantenimiento o reemplazo regular para mantener el rendimiento de corte.
- Generación de calor: El aserrado genera calor al entrar la hoja en contacto con el material, lo que puede afectar sus propiedades o generar imprecisiones dimensionales. También puede acelerar el desgaste de la hoja.
- Complejidad limitada: El aserrado se utiliza principalmente para cortes rectos sencillos. No es adecuado para crear formas complejas ni detalles intrincados que requieran otros procesos de mecanizado especializados, como el fresado o el torneado.
Aplicaciones:
- Corte de metales: El aserrado se utiliza ampliamente en la metalurgia para cortar láminas metálicas, varillas, tuberías y materiales estructurales de gran tamaño en tamaños más pequeños y manejables. Es una operación esencial en industrias como la construcción, la manufactura y la construcción naval.
- Carpintería: En la industria de la carpintería, las sierras se utilizan ampliamente para cortar madera, contrachapado y otros materiales derivados de la madera en tamaños y formas precisos. El aserrado es fundamental en la fabricación de muebles, la construcción y la ebanistería.
- Corte de plástico: El aserrado se utiliza comúnmente en industrias donde es necesario cortar piezas de plástico a dimensiones específicas. Se utiliza en la fabricación de componentes para automoción, carcasas electrónicas y otros productos de consumo.
- Aeroespacial: En la fabricación aeroespacial, se utiliza el aserrado para cortar grandes láminas de metal y aleaciones de titanio en piezas que luego se procesan mediante otros métodos de mecanizado, como el fresado y el torneado.
- Construcción y Obras Estructurales: El aserrado es fundamental en la industria de la construcción, donde es necesario cortar vigas grandes, tuberías y otros materiales en secciones más pequeñas para su ensamblaje e instalación.
El aserrado sigue siendo un proceso de mecanizado vital y rentable, ampliamente utilizado para cortar materiales en formas o tamaños básicos. Si bien no ofrece la misma precisión ni el mismo acabado superficial que otras operaciones de mecanizado, proporciona una solución práctica, rápida y económica para el desbaste y dimensionamiento de materiales en diversas industrias.
Fresado CAM
El fresado CAM (fabricación asistida por computadora) se refiere al proceso de usar software para controlar los movimientos de una fresadora y mecanizar con precisión una pieza o producto. Utiliza un modelo CAD (diseño asistido por computadora) para generar trayectorias de herramientas que luego se traducen en instrucciones para la fresadora CNC (control numérico por computadora). El software optimiza el proceso de mecanizado, permitiendo una producción más precisa, eficiente y automatizada de piezas complejas. El fresado CAM se utiliza generalmente en industrias que requieren la fabricación automatizada de piezas de alta precisión, y es especialmente beneficioso para producir diseños complejos con tolerancias ajustadas.

Ventajas:
- Precisión y exactitud: El fresado CAM permite un mecanizado de alta precisión, garantizando la fabricación de piezas con especificaciones y tolerancias precisas. Elimina el error humano, lo que se traduce en resultados de alta calidad constante.
- Mayor eficiencia: Al automatizar el proceso de fresado, el fresado CAM reduce el tiempo necesario para producir piezas, ya que elimina la necesidad de configuración y ajustes manuales. El software permite operaciones más rápidas y eficientes, optimizando así el tiempo de mecanizado.
- Geometrías complejas: El fresado CAM permite manejar geometrías complejas y diseños intrincados que serían difíciles o requerirían mucho tiempo de realización manual. La capacidad del software para crear trayectorias de herramientas detalladas facilita la producción de componentes sofisticados.
- Repetibilidad: Con el fresado CAM, el proceso puede repetirse consistentemente, lo que lo hace ideal para producciones de gran volumen. Una vez configurado el programa, las piezas pueden producirse con la misma precisión y especificaciones en múltiples ciclos.
- Flexibilidad: El software de fresado CAM se adapta fácilmente a diferentes máquinas herramienta y procesos de fabricación. Es compatible con una amplia gama de materiales, desde metales y plásticos hasta compuestos, lo que ofrece versatilidad en la fabricación.
Desventajas:
- Costo de instalación inicial: El costo de configuración del fresado CAM puede ser elevado, ya que requiere inversión en software especializado y la capacitación de los operadores. Si bien el costo se compensa con las mejoras en eficiencia y precisión, la inversión inicial puede ser un obstáculo para las empresas más pequeñas.
- Dependencia del software: Dado que el fresado CAM depende en gran medida del software, cualquier error en el archivo de diseño o un fallo del software pueden provocar defectos en el producto final. Es fundamental garantizar la precisión del software y de los modelos CAD.
- Complejidad: El manejo de fresadoras CAM requiere conocimientos y capacitación especializados, lo que puede incrementar los costos de mano de obra y el tiempo de capacitación de los operadores. Si bien el software simplifica muchos aspectos del proceso, es fundamental comprender los matices de los sistemas CAM.
- Limitaciones materiales: Si bien el fresado CAM es muy versátil, puede no ser adecuado para todo tipo de materiales. Algunos materiales pueden requerir modificaciones específicas en el proceso de fresado o no ser tan fáciles de mecanizar como otros.
- Compatibilidad de la máquina: No todas las fresadoras son compatibles con los sistemas CAM. Es posible que las máquinas más antiguas o menos sofisticadas no puedan aprovechar al máximo la tecnología de fresado CAM, lo que limita su eficacia en ciertos talleres.
Aplicaciones:
- Industria aeroespacial: El fresado CAM se utiliza ampliamente en la industria aeroespacial para fabricar piezas muy complejas, como álabes de turbinas, soportes y componentes estructurales. La necesidad de precisión y rendimiento convierte al fresado CAM en un proceso esencial en este campo.
- Industria automotriz: En la fabricación de automóviles, el fresado CAM se utiliza para producir piezas con tolerancias estrictas, como componentes de motor, piezas de transmisión y herramientas personalizadas. También facilita la creación de prototipos y las pruebas de rendimiento de los componentes.
- Fabricación de dispositivos médicos: La industria médica depende del fresado CAM para crear componentes precisos para dispositivos como implantes, instrumental quirúrgico y equipos de diagnóstico. La capacidad de producir piezas pequeñas y detalladas con alta precisión es crucial en la fabricación de dispositivos médicos.
- Fabricación de herramientas y matrices: El fresado CAM se utiliza comúnmente para crear herramientas, matrices y moldes en la industria del mecanizado. Ayuda a producir los componentes necesarios para la fabricación de moldes de inyección, matrices de estampación y otras herramientas esenciales para las líneas de producción.
- Fabricación de productos electrónicos: El fresado CAM se utiliza para crear piezas complejas para dispositivos electrónicos, como carcasas, conectores y placas de circuitos. La necesidad de precisión en la industria electrónica convierte al fresado CAM en un método predilecto para la producción de componentes electrónicos.
- Piezas personalizadas y prototipos: El fresado CAM es muy eficaz en la producción de piezas y prototipos personalizados, especialmente en industrias que requieren componentes únicos y complejos. La capacidad del software para diseñar y modificar piezas rápidamente lo hace ideal para el prototipado rápido y la producción de lotes pequeños.
En resumen, el fresado CAM es un proceso de fabricación avanzado que mejora significativamente la eficiencia, la precisión y la flexibilidad en la producción de piezas complejas. Si bien requiere inversión en tecnología y operarios cualificados, sus ventajas, especialmente en industrias que exigen alta precisión, lo convierten en una herramienta indispensable en la fabricación moderna.
Fresado de engranajes
El fresado de engranajes es un proceso de mecanizado utilizado para crear engranajes con perfiles específicos, como engranajes rectos, helicoidales, cónicos y sinfín. Consiste en el uso de una fresa giratoria, generalmente una fresa especializada para engranajes, para retirar gradualmente material de una pieza de trabajo, moldeándola hasta obtener la forma deseada. El proceso puede realizarse con diversas fresadoras, pero lo más común es usar una máquina CNC (Control Numérico Computarizado) equipada con las herramientas y el software de fresado de engranajes necesarios. El fresado de engranajes es un método versátil para la fabricación de engranajes en pequeñas y grandes cantidades, y es esencial en la producción de componentes que requieren dientes y perfiles precisos.
Ventajas:
- Alta precisión: El fresado de engranajes permite la producción de engranajes con alta precisión dimensional, garantizando un corte preciso de los dientes para cumplir con tolerancias estrictas. Esto es fundamental para aplicaciones que requieren un rendimiento fiable de los engranajes.
- Versatilidad: El fresado de engranajes es adecuado para una amplia variedad de engranajes, incluyendo aquellos con perfiles complejos, como engranajes helicoidales y cónicos. Ofrece flexibilidad tanto en tamaño como en tipo de engranajes.
- Velocidad: En comparación con otros métodos de fabricación de engranajes, como el tallado o el conformado, el fresado de engranajes puede ser más rápido, especialmente para cantidades pequeñas o para la producción de engranajes a medida. El fresado de engranajes CNC permite una producción eficiente con un tiempo de preparación mínimo.
- Personalización: El fresado de engranajes permite la creación de engranajes personalizados con especificaciones específicas. Esto lo hace ideal para industrias donde los engranajes estándar no cumplen con los requisitos, como la industria aeroespacial o la automotriz.
- Acabado superficial mejorado: Las operaciones de fresado permiten lograr un acabado superficial liso, lo que reduce la necesidad de procesos de acabado adicionales. Esto resulta especialmente beneficioso en aplicaciones donde los engranajes están expuestos a operaciones de alta velocidad o requieren una fricción mínima.
Desventajas:
- Limitado para grandes cantidades: Si bien el fresado de engranajes es eficiente para lotes pequeños a medianos, puede ser menos rentable que otros métodos, como el tallado de engranajes, cuando se producen grandes volúmenes de engranajes debido a los mayores costos de herramientas y las tasas de extracción de material más lentas.
- Desgaste de la herramienta: Las herramientas de fresado de engranajes, en particular las fresas, pueden sufrir un desgaste significativo con el tiempo debido a las tensiones que se generan al cortar los dientes. El mantenimiento y la sustitución regular de las herramientas pueden incrementar los costos operativos.
- Configuración compleja: Configurar una fresadora CNC para fresar engranajes puede llevar mucho tiempo y requiere una calibración y configuración precisas de la máquina, las trayectorias de las herramientas y los parámetros de corte para garantizar la precisión.
- Limitado para engranajes muy grandes: Si bien el fresado de engranajes es eficaz para una amplia gama de tamaños, es menos eficiente para engranajes muy grandes. Otros métodos, como el tallado con fresa madre, pueden ser más adecuados para engranajes de gran volumen o de mayor tamaño.
- Limitaciones materiales: El fresado de engranajes es más adecuado para ciertos materiales, como acero, aluminio y acero inoxidable. Los materiales especialmente duros o abrasivos pueden requerir herramientas especializadas y un cuidado adicional durante el proceso de fresado.
Aplicaciones:
- Industria automotriz: El fresado de engranajes se utiliza ampliamente para producir engranajes automotrices, incluyendo los utilizados en transmisiones, diferenciales y otros componentes del sistema de propulsión. La precisión requerida en las aplicaciones automotrices hace del fresado de engranajes una opción ideal.
- Industria aeroespacial: La industria aeroespacial depende del fresado de engranajes para fabricar engranajes para motores de aeronaves, trenes de aterrizaje y sistemas de control. Estos engranajes deben cumplir estrictos estándares de rendimiento y seguridad, por lo que la precisión y la fiabilidad del proceso de fresado son cruciales.
- Maquinaria industrial: El fresado de engranajes se utiliza comúnmente para crear engranajes para diversas máquinas industriales, como cintas transportadoras, bombas y compresores. Estos engranajes deben soportar cargas elevadas y un funcionamiento constante, por lo que la durabilidad y la precisión son factores clave.
- Apagado/Encendido Los engranajes utilizados en turbinas y generadores de la industria de generación de energía suelen fabricarse mediante fresado de engranajes. La precisión del perfil dentado y la resistencia de estos engranajes son esenciales para el funcionamiento eficiente de las centrales eléctricas.
- Robótica: En la industria robótica, el fresado de engranajes se utiliza para crear engranajes personalizados para brazos robóticos, actuadores y otras piezas móviles. El alto nivel de precisión y personalización permite la creación de engranajes perfectamente adaptados a funciones robóticas específicas.
- Industria Marina: El fresado de engranajes también se utiliza en la fabricación de engranajes para aplicaciones marinas, como en sistemas de propulsión de buques y maquinaria submarina. Estos engranajes deben ser duraderos, resistentes a la corrosión y capaces de soportar las altas tensiones de los entornos marinos.
- Militar y Defensa: La industria de defensa utiliza el fresado de engranajes para la fabricación de componentes críticos en vehículos militares, sistemas de armas y equipos de comunicación. Estos engranajes deben funcionar de forma fiable en condiciones adversas y cumplir con especificaciones rigurosas.
En resumen, el fresado de engranajes es un proceso de mecanizado muy versátil y preciso, fundamental en la producción de engranajes en diversas industrias. Si bien presenta algunas limitaciones, especialmente en la producción a gran escala, su capacidad para producir engranajes personalizados de alta calidad lo convierte en un proceso valioso para aplicaciones especializadas que requieren precisión y fiabilidad.
Fresado angular u oblicuo
El fresado angular u oblicuo se refiere al proceso de fresar una pieza de trabajo en un ángulo distinto de 90 grados con respecto a la superficie. En esta operación, la herramienta de corte se coloca en ángulo con respecto a la superficie del material y el corte se realiza en ángulo oblicuo. El ángulo puede variar desde un pequeño ángulo agudo hasta ángulos más grandes y pronunciados, según la aplicación específica. Este tipo de fresado se utiliza típicamente cuando se requiere un ángulo específico, como un chaflán o un cono, en la pieza de trabajo.
El fresado angular se realiza comúnmente con una fresadora que permite ajustar la configuración de la herramienta y la pieza al ángulo deseado. La herramienta utilizada en esta operación puede ser una fresa frontal o una herramienta específica diseñada para cortes angulares. El fresado angular se suele combinar con otros procesos de fresado para lograr la geometría deseada en la pieza.
Ventajas:
- Capacidad para cortar ángulos: Una de las principales ventajas del fresado angular es su capacidad para producir ángulos precisos en la pieza de trabajo de forma eficiente. Esto resulta útil para crear formas específicas o superficies cónicas que no se pueden lograr con el fresado estándar de 90 grados.
- Acabado de superficie mejorado: Al ser la herramienta angular, el corte tiende a ser más gradual, lo que reduce la posibilidad de marcas y mejora el acabado superficial. Esto resulta especialmente beneficioso al trabajar con materiales que requieren acabados lisos por razones funcionales o estéticas.
- Versatilidad: El fresado angular permite crear una amplia gama de geometrías, desde chaflanes simples hasta superficies angulares complejas, lo que lo convierte en una operación versátil en diversas industrias. Puede utilizarse para producir piezas con perfiles más complejos.
- Mayor vida útil de la herramienta: El corte oblicuo generalmente reduce el desgaste de la herramienta en comparación con las operaciones de fresado tradicionales. Dado que la carga de corte se distribuye de forma más uniforme sobre la herramienta, puede contribuir a prolongar su vida útil, especialmente en materiales más blandos.
Desventajas:
- Configuración compleja: El fresado angular suele requerir más tiempo y esfuerzo para configurar correctamente la herramienta y la pieza de trabajo en el ángulo correcto. Es necesario ajustar con precisión la configuración de la máquina para garantizar que se logre el ángulo deseado.
- Limitado a aplicaciones específicas: Si bien el fresado angular es muy eficaz para ciertos tipos de piezas, no es adecuado para todas las tareas de mecanizado. Se utiliza principalmente en aplicaciones que requieren superficies o características angulares, lo que limita su versatilidad en algunos casos.
- Desgaste de la herramienta: Si bien el fresado angular puede reducir el desgaste de la herramienta en comparación con el fresado tradicional, puede provocar fallos prematuros si no se gestiona correctamente. Cortar en ángulo puede aumentar la tensión en la herramienta, especialmente si el material es duro o abrasivo.
- Preocupaciones de precisión: Lograr una alta precisión con el fresado angular puede ser un desafío, especialmente al trabajar con ángulos muy agudos o poco profundos. Requiere un control minucioso de la máquina, la herramienta de corte y el posicionamiento de la pieza para garantizar la precisión.
Aplicaciones:
- Biselado y ahusamiento: El fresado angular se utiliza comúnmente en aplicaciones donde la pieza requiere un borde biselado o una característica cónica. Estas aplicaciones se encuentran a menudo en industrias como la automotriz y la aeroespacial, donde la precisión de las geometrías es crucial.
- Fabricacion de herramientas: El fresado angular se utiliza frecuentemente en la fabricación de herramientas, especialmente al perfilar los filos de las herramientas de corte. La capacidad de crear ángulos precisos es esencial para la producción de herramientas como brocas, escariadores y fresas de extremo.
- Industria automotriz: En la industria automotriz, el fresado angular se utiliza para producir piezas como engranajes, ejes y carcasas que requieren ángulos específicos para su ajuste y ensamblaje. También se utiliza para mecanizar chaveteros, estrías y otras características que requieren cortes angulares.
- Componentes aeroespaciales: La industria aeroespacial suele requerir piezas con geometrías complejas y superficies angulares. El fresado angular se utiliza para lograr estas características en componentes como álabes de turbinas, fuselajes y piezas de motores.
- Militar y Defensa: El fresado angular se utiliza en las industrias militar y de defensa para crear piezas para armamento, vehículos y otros equipos de defensa que deben cumplir estrictos estándares de diseño y rendimiento, incluidos cortes en ángulo y superficies cónicas.
- Muebles y diseños arquitectónicos: En la fabricación de muebles y en aplicaciones arquitectónicas, el fresado angular se utiliza para crear bordes decorativos, formas intrincadas y componentes estructurales que requieren ángulos específicos para fines estéticos o funcionales.
- Dispositivos médicos: El fresado angular se utiliza para crear cortes precisos en la fabricación de dispositivos médicos, en particular aquellos que requieren superficies angulares especializadas para su ensamblaje o funcionamiento. Esto incluye componentes para instrumental quirúrgico y herramientas de diagnóstico.
En conclusión, el fresado angular u oblicuo es un proceso de mecanizado versátil que permite la creación de piezas con características angulares y geometrías específicas. Si bien ofrece varias ventajas en cuanto al acabado superficial y la vida útil de la herramienta, presenta limitaciones, como la necesidad de un ajuste preciso y herramientas especializadas. Sus aplicaciones abarcan diversas industrias, como la automotriz, la aeroespacial, la militar y la fabricación de dispositivos médicos, lo que lo convierte en un proceso esencial en muchos campos de la ingeniería.
Fresado de perfiles
El fresado de perfiles es un tipo de operación de fresado en la que el contorno de una pieza se moldea según un perfil o contorno específico. Este proceso se utiliza a menudo para crear características como ranuras, bordes o incluso formas más complejas que requieren un contorno específico. La fresa sigue la trayectoria del contorno, generalmente guiada por la geometría de la pieza. Es especialmente útil para aplicaciones que exigen la precisión de perfiles detallados.
Ventajas:
- Precisión: El fresado de perfiles permite la creación precisa de formas complejas y contornos detallados. Esto es esencial para aplicaciones que requieren alta tolerancia y características geométricas precisas.
- Versatilidad: El proceso permite producir una amplia variedad de formas, desde simples perfiles rectos hasta intrincadas curvas y geometrías. Es lo suficientemente versátil como para manejar perfiles tanto superficiales como profundos.
- Selección de herramientas: En el fresado de perfiles se pueden utilizar diversas herramientas, como fresas planas o fresas de bolas, dependiendo de la complejidad del perfil, lo que permite una amplia gama de aplicaciones.
- Acabado de la superficie: El fresado de perfiles puede dar como resultado un acabado de superficie liso y limpio, lo cual es fundamental en industrias que requieren que las piezas tengan una apariencia o función refinada, como los sectores automotriz y aeroespacial.
Desventajas:
- Configuración compleja: Configurar la máquina para fresar perfiles puede ser complejo, sobre todo al trabajar con perfiles intrincados. La precisión requerida exige que la configuración y los ajustes de la máquina sean precisos.
- Tiempos de ciclo más largos: El fresado de perfiles suele requerir más tiempo que otras operaciones de fresado más sencillas debido al nivel de detalle requerido. Esto puede aumentar el tiempo de producción y reducir la eficiencia general en trabajos de lotes grandes.
- Desgaste de la herramienta: Dependiendo del material fresado y de la complejidad del perfil, la herramienta de corte puede sufrir un mayor desgaste. Esto puede requerir cambios de herramienta más frecuentes y aumentar el coste operativo.
Aplicaciones:
- Componentes automotrices: El fresado de perfiles se utiliza para crear formas complejas en piezas de automóviles, como paneles de carrocería, componentes del motor y elementos estructurales.
- Industria aeroespacial: El sector aeroespacial utiliza el fresado de perfiles para crear piezas complejas como álabes de turbinas, componentes de alas y otras piezas aeroespaciales de precisión.
- Dispositivos médicos: En la industria médica, el fresado de perfiles se aplica para crear componentes para instrumentos quirúrgicos e implantes que requieren perfiles específicos.
- Fabricacion de herramientas: El fresado de perfiles también se utiliza en la fabricación de herramientas con perfiles complejos que necesitan ser precisos para aplicaciones funcionales.
Fresado transversal
El fresado transversal implica el uso de una herramienta de corte que se desplaza sobre la superficie del material en un ángulo perpendicular a la longitud de la pieza. Este tipo de fresado se utiliza comúnmente para cortar ranuras o surcos en una superficie, a menudo para preparar materiales para su posterior procesamiento o para separar secciones de un material. El fresado transversal se realiza típicamente con una fresadora horizontal o vertical con una herramienta de corte adecuada.
Ventajas:
- Sencillez: El fresado transversal es un proceso relativamente sencillo, fácil de configurar y ejecutar. Requiere menos ajustes en comparación con operaciones de fresado más complejas.
- Eliminación de materiales: Es muy eficaz para eliminar rápidamente material de una pieza de trabajo. El fresado transversal permite crear ranuras y surcos eficientemente para diversas aplicaciones.
- Versatilidad: Se puede utilizar para una variedad de materiales, incluidos metales y plásticos, lo que lo convierte en una opción versátil para muchos procesos de fabricación.
Desventajas:
- Limitado a cortes simples: El fresado transversal no es ideal para trabajos muy intrincados o detallados. Es más adecuado para crear ranuras o surcos básicos.
- Acabado de la superficie: El acabado de la superficie puede no ser tan suave como el de otras técnicas de fresado más refinadas, especialmente cuando se requiere alta precisión.
- Desgaste de la herramienta: Con el tiempo, la herramienta utilizada en el fresado transversal puede experimentar desgaste, especialmente si se utiliza para cortar materiales más duros, lo que genera posibles costos de mantenimiento de la herramienta.
Aplicaciones:
- Corte de ranuras: A menudo se utiliza para crear ranuras o surcos con fines de ensamblaje, como para enclavar piezas o para canales de cables en gabinetes eléctricos.
- Separación de piezas: En el ámbito manufacturero, el fresado transversal se puede utilizar para separar secciones de una pieza de trabajo más grande, particularmente en la fabricación de chapa metálica.
- Carpintería: Se utiliza en carpintería para cortar ranuras en piezas de muebles o elementos decorativos.
Fresado en grupo
El fresado en grupo se refiere a un proceso en el que varias herramientas de fresado trabajan simultáneamente para cortar diferentes partes de una pieza. Las herramientas de corte se disponen juntas en la máquina para operar simultáneamente, lo que permite una eliminación más rápida del material y el procesamiento simultáneo de múltiples características en una pieza. Este proceso se realiza típicamente en una máquina con capacidad para varias herramientas, como una fresadora multihusillo.
Ventajas:
- Productividad incrementada: El fresado en grupo permite el mecanizado simultáneo de varias características, reduciendo significativamente el tiempo total necesario para mecanizar una pieza.
- Rentabilidad: Al reducir la cantidad de pasos de mecanizado, el fresado en grupo puede resultar más rentable, especialmente para producciones de gran volumen.
- Eficiencia mejorada: Cuando varias herramientas trabajan a la vez, el proceso de mecanizado es más eficiente, con menos tiempos de inactividad entre cambios de herramientas o ajustes de configuración.
Desventajas:
- Configuración compleja: Configurar una operación de fresado en grupo puede ser más complejo en comparación con el fresado con una sola herramienta, ya que las herramientas deben estar alineadas y coordinadas con precisión.
- Flexibilidad limitada: La configuración de las herramientas en una configuración de fresado grupal es fija, lo que puede limitar su uso para piezas con características muy variables.
- Mayor desgaste de herramientas: El uso de varias herramientas simultáneamente puede provocar un desgaste más rápido de las herramientas de corte, especialmente si el material que se está mecanizando es particularmente duro o abrasivo.
Aplicaciones:
- Producción en masa: El fresado en grupo es ideal para industrias que requieren la producción en grandes volúmenes de piezas con características similares o idénticas. Se utiliza comúnmente en las industrias automotriz y aeroespacial.
- Fabricación de piezas complejas: Cuando es necesario mecanizar múltiples características en una pieza simultáneamente, se puede utilizar el fresado en grupo para fabricar componentes complejos con múltiples características en un solo ciclo.
- creación de prototipos: El fresado en grupo también se utiliza en el prototipado rápido, donde es necesario un mecanizado rápido y eficiente de piezas de prueba.
Estas operaciones de fresado ofrecen diversas soluciones según la precisión, velocidad y complejidad requeridas de la pieza. Elegir el tipo de fresado adecuado implica comprender el material, el resultado deseado y los requisitos de producción.
Fresado simple o de bancada plana
El fresado plano es una operación básica de fresado en la que una herramienta de corte se mueve linealmente a lo largo de una superficie horizontal para retirar material de la pieza. La pieza se monta típicamente sobre una mesa de máquina plana o horizontal, y la herramienta corta a lo largo de la superficie plana en una o varias pasadas. Esta operación se utiliza a menudo para el mecanizado general y es adecuada para tareas como el fresado frontal y el acabado de superficies.
Ventajas:
- Configuración sencilla: La configuración para el fresado simple es relativamente sencilla, ya que solo requiere que la pieza de trabajo se fije sobre una mesa plana con alineación básica.
- Eliminación eficiente de materiales: El fresado simple permite la eliminación eficiente de material de superficies grandes y planas, lo que lo hace ideal para la eliminación de material a granel.
- Versatilidad: Se puede aplicar a una amplia gama de materiales, incluidos metales y plásticos, lo que lo convierte en una opción versátil para diferentes industrias.
Desventajas:
- Limitado a superficies planas: Este tipo de operación de fresado sólo es adecuada para superficies planas, lo que limita su aplicación para piezas que requieren geometrías complejas.
- Desgaste de la herramienta: Con el tiempo, las herramientas de corte pueden desgastarse debido al uso continuo, lo que puede aumentar los costos de mantenimiento y reemplazo de herramientas.
- Menor precisión: Para piezas que requieren acabados de alta precisión, el fresado simple puede no proporcionar el nivel de precisión que pueden ofrecer las operaciones de fresado más avanzadas.
Aplicaciones:
- Fabricación de placas de gran tamaño: Se utiliza comúnmente para la producción de componentes planos grandes, como placas, chapas metálicas y piezas estructurales.
- Acabado de superficie: Se utiliza para lograr un acabado superficial liso en componentes planos, particularmente en industrias como la automotriz y la fabricación en general.
- Eliminación de material a granel: El fresado simple es ideal para eliminar rápidamente cantidades importantes de material cuando la alta precisión no es fundamental.
Fresado de ranura en T
El fresado de ranuras en T es un tipo de operación de fresado que se utiliza para crear ranuras en forma de T en una pieza de trabajo. Esto se logra utilizando una fresa para ranuras en T, cuya forma única le permite fresar la forma característica de "T" requerida para aplicaciones específicas. Este tipo de fresado se utiliza a menudo para crear ranuras para accesorios, fijaciones o sistemas de rieles en maquinaria y dispositivos de sujeción.

Ventajas:
- Formación precisa de ranuras: El fresado de ranuras en T permite la creación de ranuras en T precisas y formadas con exactitud, que son cruciales para una fijación y un montaje seguros en diversas aplicaciones industriales.
- Mayor flexibilidad de mecanizado: Se puede aplicar a una variedad de materiales y puede manejar una variedad de tamaños y configuraciones de ranuras.
- Durabilidad: Las fresas con ranuras en T están diseñadas para ser duraderas y pueden manipular materiales resistentes, lo que garantiza una eficiencia a largo plazo en entornos de producción.
Desventajas:
- Costo de herramienta: Las fresas para ranuras en T pueden ser más caras que las herramientas de fresado estándar, lo que puede aumentar el coste de configuración inicial.
- Equipo Especializado: No todas las fresadoras son capaces de realizar fresados de ranuras en T, por lo que se requiere maquinaria y herramientas específicas.
- Consumo de tiempo: Debido a la complejidad de crear una forma de T, el proceso puede llevar más tiempo que las operaciones de fresado más simples, lo que afecta la velocidad de producción.
Aplicaciones:
- Accesorios de maquinaria y sujeción: Las ranuras en T se utilizan comúnmente en mesas de trabajo y accesorios de máquinas para sujetar y asegurar piezas durante el mecanizado.
- Sistemas ferroviarios: El fresado de ranuras en T se utiliza en la creación de rieles para sistemas ajustables, como sistemas transportadores o líneas de montaje.
- Componentes estructurales: Las ranuras en T son fundamentales para la fabricación de componentes estructurales donde es necesario fijar de forma segura varias piezas.
Fresado de levas
El fresado de levas implica el uso de una leva giratoria para impulsar el movimiento de la herramienta de fresado a lo largo de la superficie de la pieza. Esta operación se utiliza habitualmente para crear perfiles de levas, como los utilizados en los sistemas de sincronización de motores. El fresado de levas permite crear curvas complejas o levas que siguen una trayectoria específica determinada por el diseño de la leva, lo que lo hace ideal para aplicaciones que requieren un movimiento preciso y repetitivo.
Ventajas:
- Precisión: El fresado de levas ofrece una alta precisión y es capaz de producir perfiles muy precisos, especialmente para componentes como levas y engranajes.
- Consistencia: Produce resultados consistentes y repetibles, lo cual es crucial para producciones de gran volumen de piezas que deben cumplir con especificaciones estrictas.
- Formas complejas: El fresado de levas es ideal para crear formas y perfiles complejos que serían difíciles de producir con métodos de fresado estándar.
Desventajas:
- Configuración compleja: La configuración para el fresado de levas es más compleja que la de las operaciones de fresado básicas y requiere una alineación y calibración precisas de la leva y las herramientas de corte.
- Costo más alto: Debido a las herramientas y equipos especializados que se requieren, el fresado de levas puede ser más costoso que otros tipos de operaciones de fresado.
- Pérdida de tiempo: Para piezas con perfiles de leva complejos o intrincados, el proceso de mecanizado puede llevar más tiempo, lo que afecta la velocidad de producción.
Aplicaciones:
- Componentes automotrices: El fresado de levas se utiliza con frecuencia para crear perfiles de árboles de levas en la industria automotriz, donde la sincronización precisa es esencial para el rendimiento del motor.
- Equipo industrial: Se utiliza en la producción de equipos que requieren perfiles de movimiento específicos, como en prensas, palancas y varillajes.
- Engranajes y piñones: El fresado de levas también se utiliza para crear engranajes y ruedas dentadas que requieren una forma de diente específica para un funcionamiento suave.
Estas operaciones de fresado, cada una con sus propias ventajas y limitaciones, se aplican en diferentes industrias según la precisión requerida, el tipo de material y el volumen de producción. Al elegir la operación de fresado adecuada, los fabricantes pueden optimizar sus procesos de producción, lograr las especificaciones de pieza deseadas y reducir los costos generales de producción.
Operaciones de fresado basadas en mecanismos de fresado
El fresado es un proceso de mecanizado que utiliza herramientas de corte rotatorias para eliminar material de una pieza. Dependiendo del mecanismo de fresado, las operaciones pueden variar significativamente en términos de velocidad, precisión y eficiencia de eliminación de material. Existen varios tipos de fresado basados en diferentes mecanismos, como el fresado manual, el fresado CNC y el fresado de corte ascendente/descendente. Cada uno de estos mecanismos tiene sus propias ventajas, limitaciones y aplicaciones, lo que los hace adecuados para proyectos específicos.
Fresado Manual
El fresado manual implica el uso de una fresadora tradicional donde el operador controla manualmente el movimiento de la pieza y la herramienta de corte. Este tipo de fresado suele utilizar un mecanismo de manivela para mover la mesa y la fresa, lo que ofrece al operador control directo sobre la operación.
Ventajas:
- Bajo costo de instalación: Las fresadoras manuales suelen ser menos costosas de comprar e instalar en comparación con las máquinas CNC.
- Flexibilidad: Los operadores tienen control total sobre la operación, lo que permite flexibilidad a la hora de realizar ajustes durante el mecanizado.
- Sencillez: Ideal para lotes pequeños, mecanizado de prototipos o proyectos únicos donde no se requieren configuraciones complejas ni automatización de alta velocidad.
Desventajas:
- Laborioso: La operación manual requiere más tiempo y esfuerzo, lo que reduce la eficiencia de la producción, especialmente para lotes más grandes.
- Precisión limitada: La precisión depende en gran medida de la habilidad del operador, lo que puede generar variaciones en la calidad de la pieza.
- Velocidades más lentas: Las máquinas manuales son más lentas que las máquinas CNC automatizadas, lo que las hace menos adecuadas para la producción en masa.
Aplicaciones:
- Ideal para creación de prototipos, producción de bajo volumen o aplicaciones que no requieren una precisión extremadamente alta.
- Se utiliza comúnmente en entornos educativos o talleres pequeños para piezas como soportes, carcasas y accesorios.
CNC fresado
El fresado por control numérico computarizado (CNC) utiliza un programa informático para controlar el movimiento de la herramienta y la pieza de la fresadora. El fresado CNC está altamente automatizado y ofrece mayor precisión, flexibilidad y velocidad que el fresado manual. El uso del control digital garantiza una alta repetibilidad y geometrías de piezas complejas que serían difíciles de lograr manualmente.

Ventajas:
- Alta precisión y exactitud: El fresado CNC ofrece un mayor grado de precisión, lo cual es esencial para producir diseños complejos y tolerancias ajustadas.
- Automatización: Las máquinas CNC pueden funcionar de forma continua con una mínima intervención humana, lo que genera una mayor productividad y consistencia.
- Geometrías complejas: Capaz de realizar cortes, ángulos y formas complejos que el fresado manual no puede lograr de manera eficiente.
Desventajas:
- Altos costos de instalación y operación: Las máquinas CNC son más caras, tanto en términos del costo de compra inicial como de la necesidad de operadores calificados y mantenimiento continuo.
- Tiempo de programación: Aunque las máquinas están automatizadas, la programación de trabajos complejos puede requerir mucho tiempo y experiencia.
Aplicaciones:
- Ideal para producción de gran volumen, fabricación de precisión y diseños complejos.
- Se utiliza en industrias como la automotriz, la aeroespacial, la fabricación de dispositivos médicos y el mecanizado personalizado para piezas complejas y componentes de alta precisión.
Fresado de corte ascendente y descendente
En las operaciones de fresado, la dirección de la herramienta de corte con respecto a la pieza puede afectar significativamente el acabado superficial, la velocidad de arranque de material y el desgaste de la herramienta. Existen dos tipos principales de mecanismos de corte: fresado de corte ascendente y fresado de corte descendente. Ambos presentan ventajas distintivas y son adecuados para aplicaciones específicas.
Fresado de corte ascendente:
En el fresado de corte ascendente, la herramienta de corte gira en sentido opuesto al avance de la pieza. Los filos de corte levantan el material de la superficie, creando una pequeña viruta que aumenta gradualmente de tamaño.

Ventajas:
- Produce un acabado superficial más suave en la pieza de trabajo.
- Ayuda a reducir el desgaste de la herramienta debido a la eliminación gradual de material.
Desventajas:
- Más difícil de controlar, especialmente para materiales que son propensos a ser empujados por la herramienta de corte.
- Puede provocar una mayor desviación de la herramienta al mecanizar materiales tenaces.
Aplicaciones:
- Se utiliza comúnmente en aplicaciones donde se desea un acabado de superficie más suave, como cortes de acabado o mecanizado ligero en materiales más blandos.
Fresado de corte descendente:
En el fresado descendente, la herramienta de corte gira en la misma dirección que la alimentación de la pieza de trabajo, lo que hace que los filos de corte empujen el material hacia abajo en la mesa de la máquina.

Ventajas:
- Proporciona un mejor acabado en la parte superior de la pieza de trabajo, ya que la herramienta fuerza el material hacia abajo.
- Minimiza el riesgo de desgarro o astillamiento del material, especialmente en materiales delgados o quebradizos.
Desventajas:
- Aumenta el desgaste de la herramienta ya que el material se empuja directamente hacia el cortador, lo que genera mayores fuerzas y posible sobrecalentamiento.
- Menos eficaz para eliminar virutas del área de corte, lo que puede generar temperaturas más altas en la herramienta y potencialmente un mayor desgaste de la misma.
Aplicaciones:
- Ideal para operaciones donde una superficie limpia y precisa es esencial, especialmente para piezas delicadas o materiales que son más sensibles a la fuerza, como plásticos o compuestos.
Conclusión
Cada operación de fresado, ya sea manual o CNC, presenta ventajas y limitaciones específicas que la hacen adecuada para distintos tipos de proyectos. La selección del tipo de fresado adecuado depende de factores como el material, la complejidad de la pieza, la precisión y el volumen de producción. Al comprender estas diferencias, los fabricantes pueden optimizar sus procesos para lograr eficiencia, rentabilidad y resultados de alta calidad. Ya sea que opten por métodos tradicionales como el torneado y el fresado o por opciones no tradicionales como la electroerosión y el mecanizado láser, comprender estos procesos ayuda a tomar decisiones informadas para el éxito de sus proyectos de mecanizado.
A continuación se muestra una comparación clara entre el fresado inverso y el fresado hacia adelante presentada en formato de tabla para resaltar las diferencias:
Criterios
|
Fresado inverso
|
Fresado hacia adelante
|
| Dirección de corte |
La herramienta de corte gira en dirección opuesta a la de avance. |
La herramienta de corte gira en la misma dirección que el avance. |
| Eliminación de material |
Las virutas se eliminan del material en incrementos más pequeños, comenzando por la superficie. |
Las virutas se eliminan en incrementos más grandes, comenzando desde la parte más profunda del material. |
| Acabado de la superficie |
Da como resultado un acabado superficial más rugoso. |
Produce un acabado superficial más suave. |
| Desgaste de la herramienta |
Aumenta el desgaste de la herramienta debido al contacto repentino con el material. |
Menor desgaste de la herramienta ya que la fresa entra gradualmente. |
| Deflexión de la máquina |
Provoca una mayor desviación de la máquina debido a la fuerza ejercida sobre la cuchilla. |
Menor desviación de la máquina, ya que la fresa se acopla de manera más uniforme. |
| Dirección de alimentación |
El material se alimenta contra la dirección de rotación de la cuchilla. |
El material se alimenta en la misma dirección que la rotación del cortador. |
| Aplicaciones |
Adecuado para cortes de acabado o materiales más blandos. |
Mejor para cortes ásperos o materiales más duros. |
| Fuerzas de corte |
Fuerzas de corte mayores, que pueden provocar vibraciones en la herramienta. |
Fuerzas de corte más bajas, lo que reduce las vibraciones. |
| Eliminación de virutas |
Las virutas se alejan del área de corte pero pueden obstruirse más fácilmente. |
Las virutas se alejan de la pieza de trabajo con mayor facilidad. |
| Uso en fresadoras |
Se utiliza principalmente para operaciones de acabado y para materiales que se pueden cortar fácilmente. |
Se utiliza comúnmente para operaciones de desbaste donde es necesaria una rápida eliminación de material. |
Esta tabla ofrece una comparación detallada entre el fresado inverso y el fresado hacia adelante, lo que le permite comprender qué método sería el más adecuado para sus necesidades de mecanizado en función del material, las fuerzas de corte, los requisitos de acabado de la superficie y otros factores.
Comparación entre el fresado convencional y el fresado de corte descendente
A continuación se muestra una comparación clara entre el fresado convencional y el fresado descendente en un formato estructurado:
Criterios
|
Fresado convencional
|
Fresado de corte descendente
|
| Preparación de la superficie |
El acabado de la superficie puede ser más rugoso debido a que las fuerzas de corte actúan de una manera que puede provocar una superficie más irregular. |
Produce una superficie más limpia y lisa debido a la fuerza de corte que empuja la herramienta hacia abajo. |
| Desgaste de la herramienta |
Mayor desgaste de la herramienta a medida que la fuerza de corte se dirige hacia arriba, lo que genera más tensión en la herramienta. |
Menor desgaste de la herramienta, ya que la fuerza de corte se dirige hacia abajo, reduciendo la presión sobre la herramienta. |
| Eliminación de material |
La eliminación de material se produce cuando la herramienta se mueve contra la dirección de avance, lo que genera fuerzas de corte potencialmente mayores y una eliminación de material más rugosa. |
La eliminación de material es más suave, con la herramienta moviéndose en la misma dirección que el avance, lo que genera menores fuerzas de corte. |
| Material |
Adecuado para materiales más duros que requieren una eliminación más controlada. |
Más adecuado para materiales más suaves o cuando se desea un acabado más suave. |
El fresado convencional y el fresado de corte descendente ofrecen diferentes ventajas según los requisitos de mecanizado. El fresado convencional es ideal para aplicaciones donde se requiere una eliminación más agresiva del material, mientras que el fresado de corte descendente es mejor para acabados más lisos y materiales que se pueden cortar con menos fuerza.
¿Cómo elegir la operación de fresado adecuada?
Al elegir la operación de fresado adecuada para un proyecto, se deben considerar varios factores para garantizar resultados óptimos. Estos factores incluyen el tipo de material, el acabado superficial y la rugosidad requerida. Analicemos estos factores para ayudarle a tomar una decisión informada sobre qué operación de fresado se adapta mejor a sus necesidades.
Tipo De Material
El tipo de material es un factor crucial para determinar la operación de fresado adecuada. Por ejemplo, materiales más duros como el titanio y el acero inoxidable pueden requerir herramientas de corte y operaciones diferentes a las de materiales más blandos como el aluminio. Cada operación de fresado tiene sus propios parámetros que funcionan mejor con materiales específicos.

Acabado de la superficie
El acabado superficial es esencial al decidir sobre una operación de fresado. Un acabado superficial más liso puede ser necesario por razones estéticas o funcionales, como en componentes aeroespaciales o médicos. Algunas operaciones de fresado, como el planeado, ofrecen un acabado más liso que otras, como el fresado de ranuras, que suele dejar una superficie más rugosa.

Fresado frontal
Valor de rugosidad Ra (μm): El fresado frontal se utiliza normalmente para mecanizar superficies planas o eliminar material de superficies grandes. El valor de Ra para el fresado frontal puede oscilar entre 1 y 3 μm para acabados finos, dependiendo de la herramienta y las condiciones de corte.
Fresado final
Valor de rugosidad Ra (μm): El fresado frontal permite realizar cortes longitudinales en una pieza, generalmente creando ranuras o cavidades. Esta operación permite obtener un acabado superficial con un valor Ra de entre 1 y 2 μm.
Fresado de ranuras
Valor de rugosidad Ra (μm): El fresado de ranuras se utiliza a menudo para cortar ranuras o canales. Esta operación puede tener un acabado superficial de entre 1 y 5 μm, dependiendo del tamaño de la herramienta, la velocidad y el avance.
Fresado de rosca
Valor de rugosidad Ra (μm): El fresado de roscas se utiliza comúnmente para producir roscas internas y externas. La rugosidad superficial puede variar según el paso y la profundidad de las roscas, pero suele estar entre 2 y 4 μm en la mayoría de las aplicaciones.
Fresado de engranajes
Valor de rugosidad Ra (μm): El fresado de engranajes se utiliza para tallar engranajes, ruedas dentadas u otros componentes dentados. El acabado superficial requerido suele oscilar entre 2 y 6 μm para un funcionamiento eficaz, dependiendo de la precisión necesaria para los dientes del engranaje.
Al considerar el tipo de material, el acabado de la superficie y los valores de rugosidad Ra, los fabricantes pueden determinar la mejor operación de fresado para lograr la calidad de producto requerida de manera eficiente y rentable.
A continuación se muestra una tabla que resume las diferentes operaciones de fresado, sus valores de rugosidad Ra y cómo se relacionan con los tipos de materiales y acabados de superficie:
Operación de fresado
|
Valor Ra de rugosidad (μm)
|
Tipo De Material
|
Acabado de la superficie
|
Aplicaciones
|
| Fresado frontal |
1 - 3 μm |
Aluminio, Acero inoxidable, Acero |
final |
Se utiliza para mecanizar superficies planas y eliminar material de superficies grandes. |
| Fresado final |
1 - 2 μm |
Varios materiales (aluminio, acero, titanio) |
Fino a medio |
Ideal para realizar cortes a lo largo de una pieza, como ranuras o bolsillos. |
| Fresado de ranuras |
1 - 5 μm |
Aluminio, Acero inoxidable, Acero |
Medio a rugoso |
Se utiliza para cortar ranuras, canales o hendiduras. |
| Fresado de rosca |
2 - 4 μm |
Acero, acero inoxidable |
Fino a medio |
Produce roscas internas o externas, con mayor precisión en los perfiles de rosca. |
| Fresado de engranajes |
2 - 6 μm |
Acero, aluminio, acero inoxidable |
Medio a rugoso |
Corta engranajes, piñones u otros componentes dentados. |
| Trío |
1 - 5 μm |
Acero, aluminio, plástico |
Áspero a medio |
Se utiliza para crear agujeros redondos, generalmente utilizando una broca giratoria. |
| Rectificado |
0.1 - 1 μm |
Acero, acero inoxidable, cerámica |
Muy bien |
Se utiliza para el acabado y pulido de superficies, ofreciendo un alto nivel de precisión. |
| Aserradura |
3 - 10 μm |
Aluminio, Acero, Latón |
Áspero |
Corta materiales para dar forma a las piezas, generalmente con una hoja de sierra. |
| brochado |
0.5 - 2 μm |
Acero, Hierro Fundido |
Fino a medio |
Corta formas complejas o ranuras en una pieza utilizando una brocha. |
| Cepillado |
1 - 5 μm |
Acero, aluminio |
Medio a rugoso |
Elimina grandes cantidades de material para crear una superficie lisa y plana. |
Esta tabla proporciona una comparación rápida de las operaciones de fresado comunes en función de su acabado superficial (valor Ra), compatibilidad del material y aplicaciones específicas.
Complejidad geométrica
Al seleccionar la operación de fresado adecuada, la complejidad de la geometría juega un papel crucial. Geometrías simples, como superficies planas y ranuras básicas, pueden manejarse eficazmente con operaciones de fresado tradicionales como el planeado y el fresado de extremos. Sin embargo, formas más intrincadas, como aquellas con radios estrechos o contornos complejos, pueden requerir operaciones especializadas como el fresado de contornos o el fresado 3D. La capacidad de la máquina y las herramientas utilizadas para manejar geometrías complejas sin comprometer la precisión es esencial para lograr el resultado de diseño deseado.
Requisitos de tolerancia
Las operaciones de fresado suelen requerir alta precisión. Cuanto más estrictas sean las tolerancias, más específica será la elección de la operación. Para piezas que requieren tolerancias estrictas, son adecuadas las operaciones de fresado de precisión como el microfresado, el fresado CNC o el rectificado. Estos métodos proporcionan un mejor control de las dimensiones finales, garantizando que los componentes cumplan con las especificaciones deseadas. En los casos en que se aceptan tolerancias flexibles, se pueden utilizar operaciones más sencillas como el fresado o el aserrado tradicionales.
Consideración de parámetros y configuraciones de la máquina
La configuración y las capacidades de la fresadora influyen en la calidad y la eficiencia de la operación. Parámetros como la velocidad de avance, la velocidad de corte, el tipo de herramienta y la profundidad de corte deben optimizarse en función del material, el tipo de operación y el resultado deseado. Las máquinas herramienta con mayor precisión y funciones avanzadas (como las máquinas CNC) permiten operaciones más complejas. Comprender los parámetros de la máquina ayuda a los operadores a optimizar sus configuraciones para lograr eficiencia y una producción de alta calidad.
Volumen de producción
El volumen de piezas necesario para el proyecto es otro factor crucial a la hora de elegir la operación de fresado adecuada. Para producciones a gran escala, el fresado CNC automatizado o el mecanizado de alta velocidad son más eficientes y rentables. Estos procesos ofrecen repetibilidad y alta productividad para la producción en masa. Por otro lado, las piezas de bajo volumen o personalizadas pueden beneficiarse de operaciones manuales o a menor escala, que pueden ser más flexibles y rentables cuando se requieren menos unidades.
Cómo elegir la herramienta adecuada para diferentes operaciones de fresado
La elección de las herramientas depende del material a mecanizar, el tipo de operación y el resultado deseado. Para el desbaste, se utilizan herramientas de corte más grandes y robustas, mientras que para operaciones de precisión y acabado se necesitan herramientas más finas y pequeñas. Por ejemplo, las herramientas de carburo se suelen utilizar para materiales más duros, mientras que las herramientas de acero rápido suelen ser suficientes para materiales más blandos. Elegir la herramienta adecuada garantiza un alto rendimiento, una larga vida útil y un desgaste mínimo, lo que se traduce en mejores resultados generales de mecanizado.
Consideraciones de costo
El costo siempre es un factor clave a la hora de seleccionar la operación de fresado adecuada. Las operaciones de precisión o aquellas que requieren acabados de alta calidad pueden tener mayores costos de configuración y herramientas, pero ofrecen resultados superiores. Para grandes volúmenes de producción, el mecanizado CNC automatizado puede reducir los costos de mano de obra y aumentar la productividad, haciéndolo más rentable a pesar de la mayor inversión inicial. Por el contrario, operaciones más sencillas, como el fresado manual, pueden ser más económicas para tiradas pequeñas, pero pueden carecer de la precisión y repetibilidad de los procesos automatizados.
Máquinas herramientas y tecnologías disponibles
La maquinaria disponible en el taller también influirá en la elección de la operación de fresado. Las máquinas CNC avanzadas con capacidades multieje ofrecen mayor flexibilidad y precisión, lo que permite operaciones complejas como el fresado de 5 ejes o el mecanizado multimaterial. Por el contrario, los equipos más antiguos o menos avanzados pueden limitar la eficacia de las operaciones. La disponibilidad de máquinas herramienta y tecnologías determina la capacidad de cumplir eficientemente tanto las especificaciones de diseño como los plazos de producción.
Disponibilidad y compatibilidad de herramientas
La disponibilidad de herramientas y su compatibilidad con la fresadora también son factores esenciales en la toma de decisiones. Cada máquina requiere diferentes tipos y tamaños de herramientas. Por ejemplo, las máquinas CNC pueden requerir herramientas de corte, portaherramientas y adaptadores específicos que no son compatibles con las fresadoras manuales. La disponibilidad de las herramientas adecuadas también influye en el plazo de entrega y el coste de producción, ya que la adquisición de herramientas especializadas puede retrasar el proyecto y aumentar el coste total.
Nivel de habilidad del operador
El nivel de habilidad del operador es otro factor a considerar al seleccionar la operación de fresado adecuada. El mecanizado CNC requiere operadores cualificados con dominio de la programación y la configuración de la máquina. Por otro lado, las fresadoras manuales pueden ser operadas por personas con menos experiencia, aunque esto puede sacrificar precisión y eficiencia. Los operadores altamente cualificados también pueden optimizar los ajustes para lograr mejores resultados y realizar trabajos más complejos, por lo que su experiencia es un factor importante para seleccionar la operación correcta.
Requerimientos de seguridad
La seguridad es fundamental en todos los procesos de fabricación. Las operaciones de fresado que implican rotación a alta velocidad o herramientas de corte pueden presentar riesgos como la proyección de residuos, bordes afilados o acumulación de calor. Las características de seguridad, como las protecciones de la máquina, los interruptores de parada de emergencia y la configuración adecuada de las herramientas, ayudan a minimizar estos riesgos. La operación debe cumplir con las normas de seguridad para proteger a los operadores y minimizar el riesgo de lesiones o accidentes. Garantizar la selección de la operación de fresado correcta, según los requisitos de seguridad, ayuda a prevenir accidentes y promueve un entorno de trabajo más seguro.
Aplicaciones de la operación de fresado
Las operaciones de fresado se utilizan en una amplia gama de industrias y aplicaciones. Por ejemplo, en la industria automotriz, el fresado se utiliza para producir componentes de motores, engranajes y piezas de chasis. En la industria aeroespacial, el fresado de precisión es crucial para la fabricación de componentes aeronáuticos que requieren altos niveles de precisión. Las industrias médicas utilizan el fresado para fabricar dispositivos médicos e implantes complejos, mientras que el sector electrónico lo utiliza para fabricar componentes como carcasas y conectores. Elegir la operación de fresado adecuada garantiza el equilibrio perfecto entre rendimiento, coste y precisión para la aplicación específica.
En conclusión, elegir la operación de fresado correcta depende de varios factores, como el tipo de material, las tolerancias requeridas, el volumen de producción, el coste y la seguridad. Comprender estas consideraciones permite a los fabricantes seleccionar la operación óptima para sus necesidades, garantizando resultados de alta calidad y cumpliendo con los plazos y costes.
Resumen: Operación de fresado: comprensión del proceso, tipo, diagrama y aplicación
El fresado es una operación de mecanizado crucial que se utiliza para eliminar material de una pieza mediante fresas rotativas. Desempeña un papel esencial en diversas industrias gracias a su versatilidad y precisión. Las fresadoras CNC se emplean comúnmente por su capacidad para automatizar el proceso de fresado, aumentando la eficiencia y reduciendo el error humano.
Existen varios tipos de operaciones de fresado, como el planeado, el fresado de ranuras, el fresado de extremos, etc., cada uno con sus propias ventajas, desventajas y aplicaciones. El planeado, por ejemplo, es ideal para superficies grandes y planas, mientras que el fresado de ranuras se utiliza para cortar ranuras o surcos estrechos. El fresado de extremos es eficaz para realizar cortes precisos, mientras que el fresado de roscas se utiliza para producir agujeros roscados.
Al seleccionar la operación de fresado adecuada, se deben considerar factores como el tipo de material, los requisitos de acabado superficial, la disponibilidad de herramientas y los parámetros de la máquina. El mecanizado CNC ofrece alta precisión y repetibilidad, lo que lo hace ideal para producir piezas complejas en grandes cantidades, mientras que el fresado manual puede ser ideal para tiradas más pequeñas y piezas personalizadas.
El proceso de fresado también incluye diversos mecanismos, como el fresado ascendente y descendente, cada uno de los cuales afecta de forma diferente la calidad de la superficie, la eliminación de material y el desgaste de la herramienta. Los operarios deben elegir el método de fresado adecuado en función del resultado deseado, el material y la complejidad de la pieza a mecanizar.
Además, las técnicas de fresado no tradicionales, como el mecanizado por láser y chorro de agua, ofrecen ventajas únicas para aplicaciones específicas que requieren alta precisión, mínimo impacto térmico o la capacidad de cortar materiales duros. Comprender estos métodos es fundamental para seleccionar el proceso más adecuado según las necesidades del proyecto.
En definitiva, las operaciones de fresado son esenciales para la fabricación de piezas de alta precisión, formas diversas y geometrías complejas. Con la combinación adecuada de tipo de fresado, máquina y herramientas, los fabricantes pueden optimizar los procesos de producción y ofrecer resultados de alta calidad.

Preguntas frecuentes sobre la operación de fresado
¿Cuáles son los tipos básicos de fresadoras?
Los tipos básicos de fresadoras son las verticales, las horizontales y las CNC (control numérico por computadora). Las fresadoras verticales tienen un husillo orientado verticalmente, mientras que las horizontales tienen un husillo posicionado horizontalmente. Las fresadoras CNC están automatizadas y controladas mediante programación informática, lo que permite una alta precisión y repetibilidad.
¿Qué operación de fresado consigue la máxima precisión?
El fresado de extremos y el fresado de ranuras se encuentran entre las operaciones de fresado que ofrecen la máxima precisión. Estos métodos ofrecen tolerancias ajustadas y se utilizan para realizar cortes intrincados y detallados en piezas pequeñas o componentes de precisión.
¿Qué tipo de operación de fresado es la más cara?
El fresado de engranajes tiende a ser una de las operaciones de fresado más costosas debido a las herramientas especializadas y la configuración compleja requerida para producir engranajes con alta precisión y acabados superficiales.
¿Qué tipo de fresado es el más rentable? El fresado frontal suele ser la opción más rentable para producir superficies planas de gran tamaño. Este método se utiliza ampliamente en la producción en masa gracias a su simplicidad y eficacia para eliminar material de grandes superficies con rapidez.
¿Cuál es la operación de fresado más común?
El fresado frontal es la operación de fresado más común, ya que se utiliza para producir superficies planas en piezas de trabajo. Es versátil y eficaz en diversas industrias, como la automotriz, la aeroespacial y la manufacturera.
¿Cuál es la tecnología de fresado más popular?
La tecnología de fresado CNC es la más popular. Las fresadoras CNC están automatizadas, se controlan mediante programas informáticos y ofrecen alta precisión, repetibilidad y eficiencia en la producción de piezas complejas.
¿Cuál es la operación de fresado más precisa?
El fresado frontal suele ser la operación de fresado más precisa. Se utiliza para producir formas complejas, contornos y características precisas en aplicaciones de alta precisión, como dispositivos médicos, piezas aeroespaciales y componentes electrónicos.
¿Cuál es la operación de fresado más barata?
El fresado frontal es una de las operaciones de fresado más rentables, ya que es rápida y adecuada para la producción en masa. Se utiliza comúnmente para crear superficies planas y es eficiente para producciones de gran volumen.
¿Cuál es la operación de fresado más cara?
El fresado de engranajes suele ser uno de los procesos más costosos debido a la complejidad del corte de engranajes, las herramientas especializadas involucradas y la precisión requerida para producir engranajes para aplicaciones de alto rendimiento.
¿Cuál es la tecnología de fresado industrial más antigua?
Las fresadoras manuales se encuentran entre las tecnologías de fresado más antiguas. Estas máquinas se han utilizado desde principios del siglo XIX, y si bien las máquinas CNC modernas han sustituido muchas operaciones manuales, el fresado manual sigue siendo valioso para la producción a medida y de bajo volumen.
¿Cuáles son las tres formas básicas de procesos de molienda?
Los tres procesos básicos de fresado son el planeado, el fresado de losas y el fresado de extremos. Estos abarcan una amplia gama de operaciones, desde la creación de superficies planas hasta el corte de detalles y formas.
¿Cuál es el mejor proceso de fresado?
El mejor proceso de fresado depende de los requisitos específicos del proyecto. El fresado CNC suele considerarse el mejor para producir piezas complejas de alta precisión con tolerancias ajustadas. Para acabados superficiales grandes, el fresado frontal podría ser la mejor opción.
¿Qué es una operación de fresado de contorno?
El fresado de contornos consiste en cortar a lo largo del contorno o perímetro de una pieza. Se utiliza a menudo para crear formas curvas o superficies detalladas y se aplica comúnmente en la producción de moldes y trayectorias de herramientas.
¿Cuáles son las 7 operaciones del torno?
Las siete operaciones comunes de torneado son torneado, mandrinado, taladrado, refrentado, moleteado, tronzado y roscado. Estas operaciones se utilizan para dar forma y acabado a piezas cilíndricas o esféricas.
¿Cuáles son los cuatro procesos del mecanizado?
Los cuatro procesos principales del mecanizado son corte, rectificado, fresado y torneado. Cada proceso se utiliza para eliminar material y lograr formas o características específicas.
¿Cuáles son las seis máquinas básicas?
Las seis máquinas básicas del mecanizado son el torno, la fresadora, la rectificadora, el taladro, la perfiladora y la sierra. Estas máquinas se utilizan para diversas operaciones, como cortar, perfilar, rectificar y taladrar piezas para satisfacer requisitos específicos.


 472 Publicado por VMT el 08 de abril de 2025 | Tiempo de lectura: unos 8 minutos
472 Publicado por VMT el 08 de abril de 2025 | Tiempo de lectura: unos 8 minutos 





 +86 15099911516
+86 15099911516


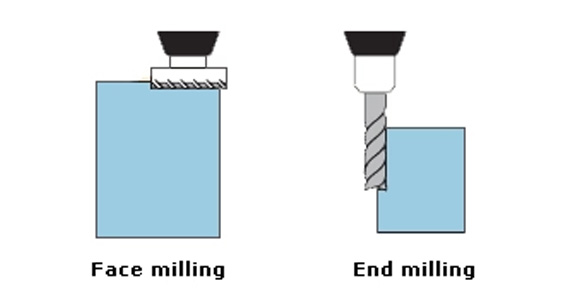
 Leer más
Leer más