部品設計に最適な加工プロセスの選択に苦労していませんか?「フェースフライス加工」「コンタフライス加工」「CNCフライス加工部品」といった難解な用語のせいで、プロジェクトの意思決定に迷っていませんか?そんな悩みを抱えているのはあなただけではありません。フライス加工技術は広範囲にわたり、しばしば誤解されている分野です。しかし、フライス加工の種類を理解していないと、コストの増加、表面仕上げの劣化、リードタイムの長期化につながる可能性があります。
解決策はこれです。この包括的なガイドでは、CNCフライス盤の仕組みから各方法の違い、適切なプロセスの選択まで、フライス加工について知っておくべきすべてのことを解説しています。 カスタムCNCフライス盤 プロジェクト。分かりやすい説明と実践的な比較により、自信を持って情報に基づいた選択を行うために必要な明確さが得られます。
機械のセットアップから材料の除去まで、フライス加工の主要な要素を検討して、より高い効率、より厳しい許容誤差、より高品質の CNC フライス加工部品を実現しましょう。
フライス加工では、回転する切削工具を用いて、静止したワークピースから材料を削り取ります。フライス加工には、面フライス加工、溝フライス加工、端面フライス加工、ギアフライス加工など、様々な種類があり、それぞれが特定の形状、寸法、仕上げを実現するために設計されています。CNCフライス加工は、コンピュータ制御の機械によってこれらの作業を自動化することで、精度と生産性を向上させます。
18 種類のフライス加工操作と、それぞれがどのようにさまざまな設計および製造目標をサポートするかについて説明する前に、まずは基礎から始めましょう。フライス加工操作とは一体何でしょうか。CNC フライス加工は内部からどのように機能するのでしょうか。
ミリング操作とは何ですか?
フライス加工とは、回転工具を用いてワークピースから材料を削り取る切削加工プロセスです。航空宇宙、自動車、電子機器、医療機器製造などの業界において、最も広く使用されている加工技術の一つです。このプロセスでは、ワークピースを回転する切削工具に送り込み、材料を系統的に削り取って目的の形状を作り出します。
フライス加工は汎用性が高いことで知られています。単純な平面から複雑な3D輪郭まで、あらゆる形状に対応できます。加工範囲は、大量の材料を素早く削り取る(荒削り)から、精密な仕上げ加工(仕上げ)まで多岐にわたります。そのため、試作から量産まで、フライス加工は欠かせない存在となっています。
現代の環境では、自動化、再現性、そして厳格な公差管理により、CNCフライス加工技術が好まれています。手動フライス加工とは異なり、CNCフライス加工ではエンジニアや機械工がツールパスとパラメータをデジタルでプログラムできるため、オペレーターの介入が軽減され、プロセスの信頼性が向上します。

CNC フライス加工はどのように機能しますか?
CNCフライス加工は、ソフトウェアプログラミング、機械部品、電気システムを組み合わせることで、従来のフライス加工プロセスを自動化します。このプロセスは、部品のデジタル3Dモデルを作成することから始まり、Gコード(CNCフライス加工機に切削工具の移動方法を指示するコマンド)に変換されます。
フライス加工中に主要なコンポーネントがどのように相互作用するかは次のとおりです。
- マシンインターフェース: オペレーターがコードをアップロードし、座標を設定し、操作を開始するコントロール パネル。
- スピンドル: 切削工具を保持して回転させるモーター駆動の回転部分。
- ベッドまたはテーブル: 切断中にワークピースを所定の位置に保持する表面。
- カラム: スピンドルとモーターを収容する垂直支持構造。
- サドル: ベッドとテーブルの間に配置され、複数の方向への移動を可能にします。
- アーバー: 大口径カッターを支持するための水平シャフト。
- 切削工具: 材質や希望するカットに応じて異なる超硬合金または HSS 製の特殊工具。
各動作軸 (X、Y、Z) はデジタル制御されており、カッターが複数の角度から高精度にワークピースにアプローチできます。
18 フライス加工:最も一般的な種類を理解する
フライス加工は、万能ではありません。実際には、少なくとも18種類のフライス加工があり、それぞれ異なる形状、表面仕上げ、公差、そして生産目標に合わせて設計されています。アルミニウムブロックの荒削りでも、硬化鋼部品の精密な溝の仕上げ加工でも、カスタムCNCフライス加工で最適な結果を得るには、それぞれの加工方法の長所と限界を理解することが重要です。
各フライス加工操作を機能、利点、欠点、および一般的な用途別に分類してみましょう。
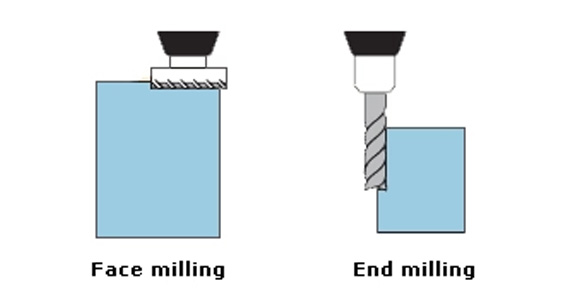
正面フライス
正面フライス加工は、フライスカッターの先端コーナー部で主に切削作用が生じる一般的なフライス加工です。工具は、その軸がワークの表面に対して垂直になるように取り付けられます。この方法は平坦な面を作るのに適しており、荒加工と仕上げ加工の両方に使用されます。ほとんどのフライス加工では、 CNCミリングサービス正面フライス加工は、より細かい作業に移る前に材料を正方形に整えるために使用される最初のステップの 1 つです。
フェイスミルカッターは通常、複数の切れ刃を持ち、交換可能なインサートを備えていることが多い。これらの工具は高速で動作し、CNCフライス加工技術を用いて非常に厳しい公差でプログラムすることができる。送り方向は通常水平で、工具は垂直方向に回転する。

優位性
- 滑らかな表面仕上げ: カッターによるせん断作用により、特に広く平らな面では、正面フライス加工により優れた仕上がりが得られます。
- 高効率: 材料を素早く除去し、大量生産に適しています。
- 部品の角付けに最適: 追加のフライス加工作業の前にワークピースを準備するのに最適です。
- 複数の素材に適応可能: CNC 加工部品によく見られるアルミニウム、スチール、ステンレス鋼などの金属に適しています。
フェイスミル加工の欠点
- 工具の摩耗: 正面フライス加工工具は、特に高速加工時や硬質材料の加工時に著しい摩耗が発生します。刃先は時間の経過とともに劣化するため、定期的な工具交換や再研磨が必要になります。
- 切削深さの制限: フェースフライス加工は広い平面加工には効果的ですが、深い切削には適していません。より深い切削には、スロットフライス加工のようなより特殊な加工の方が適している場合があります。
- 消費電力: 正面フライス加工は、特に大型のワークピースや硬い材料を扱う場合、機械にかなりのパワーを必要とします。これは、エネルギーコストの増加につながる可能性があります。
- 表面の歪み: 場合によっては、正面フライス加工に伴う切削力により、特に薄い材料や柔軟な材料の場合、ワークピースに材料の歪みやたわみが生じることがあります。
- 表面仕上げ: フェースミリングでは表面仕上げは良好ですが、非常に滑らかで細かい仕上げを実現する研削や円筒ミリングなどの他のプロセスで達成される品質には及ばない可能性があります。
- 複雑な形状の複雑さ: 平面には理想的ですが、面フライス加工は、他のフライス加工操作の方が効果的な、厳しい公差を持つ複雑な幾何学的形状や特徴を作成する場合には最適な選択肢ではありません。
材料の種類、加工要件、および利用可能なリソースに応じて、特定のプロジェクトに対して正面フライス加工が最適な操作であるかどうかを判断する際には、これらの制限を考慮する必要があります。
アプリケーション
ツールと金型の作成: 金型または鋳型の完全に平らなベースを作成するために使用されます。
- オートモーティブ・ソリューション
: シリンダーヘッド合わせ面の加工。
- 航空宇宙: アルミニウムやチタン製の構造部品の仕上げ。
- カスタムCNCミリング: フィーチャ加工の前に表面を水平にするために試作および生産工程でよく使用されるプロセスです。
- 一般的な製造: 組み立てや仕上げのために表面を準備するために、さまざまな業界で使用されています。
次にスロットミリングまたは別の操作に進む場合はお知らせください。
スロットミーリング
スロットフライス加工は、回転するカッターを用いて、ワークピースのスロットまたは溝に沿って材料を削り取るフライス加工の一種です。カッターは特定の角度(通常はワークピースの表面に対して垂直)で材料に接触します。この加工は、部品にスロット、溝、またはキー溝を作成する際によく使用されます。

Advantages:
- 多様性: スロットミリングは、さまざまなスロットや溝に使用できるため、さまざまな業界や用途に適しています。
- 正確な寸法: CNC フライス盤を使用すると、特にフィットやキー溝が必要な場合に、スロットフライス加工で正確な寸法と厳しい公差を実現できます。
- 滑らかな表面仕上げ: スロットミリングは、適切に実行されれば、特に微細カッターと最適な速度を使用すると、滑らかな表面仕上げを実現できます。
- 材料の除去: スロットフライス加工は、特に深いスロットや幅の広いキー溝の場合に大量の材料を除去する効果的な方法であり、ワークピースを成形する効率的な方法を提供します。
- 高い柔軟性: スロットミリングは、単純な形状でも複雑な形状でも実行できるため、設計の面で柔軟性が得られます。
短所:
- 工具の摩耗: ほとんどのフライス加工と同様に、スロットフライス工具は時間の経過とともに摩耗します。特に硬い材料を切削する場合、摩耗が顕著になります。これにより、メンテナンスコストと工具交換頻度が増加する可能性があります。
- 消費電力: スロットフライス加工では、特に深い溝や幅の広い溝を切削する場合、より高い電力入力が必要になることがあります。これにより、エネルギーコストが増加し、機械に負担がかかる可能性があります。
- 浅いカットに限定: スロットミリングは浅いスロットを作成するのに効果的ですが、深いスロットを高精度に実現するのは困難であり、追加の操作が必要になる場合があります。
- 切削力: スロットフライス加工の切削力は、特に柔らかい材料や薄い部品を加工する場合に、ワークピースのたわみや歪みにつながることがあります。
- 表面仕上げ: 特にスロットの寸法や深さが大きい場合、所望の表面仕上げを実現するのは困難です。表面品質を向上させるには、追加の仕上げ工程が必要になる場合があります。
アプリケーション:
- キー溝とキースロット: シャフトやギアを安全に取り付けるためにキー溝が必要な機械アセンブリでよく使用されます。
- ベアリングまたはブッシング用のスロット: ベアリング、ブッシング、またはその他の円筒形部品を保持するためのスロットを作成します。
- シール用溝: 流体アプリケーションまたは機械システムでシールを保持するための溝を機械加工します。
- カスタムフィットパーツ: 自動車や航空宇宙用途など、特定の寸法の適合を必要とする部品によく使用されます。
- コンポーネントのインターロック: スロットミリングは、構造的完全性を確保するために他の部品と連動する必要がある部品を製造する際に非常に重要です。
スロットミリングは、さまざまな機械加工プロセス、特に金属、プラスチック、複合材にスロットや溝を正確に形成する必要があるアプリケーションにおいて不可欠な操作です。
エンドミル
エンドミル加工は、エンドミルと呼ばれる回転するカッターを用いてワークから材料を削り取る加工プロセスです。カッターは通常、円運動をしながら材料に対して垂直に切り込みます。工具の刃先はカッターの側面と端面に配置されており、軸方向と半径方向の両方の切削が可能です。エンドミル加工は、ワークに平面、溝、スロット、複雑な3D形状を形成するために一般的に使用されます。

Advantages:
- 多様性: エンドミル加工は、正面フライス加工、溝加工、プロファイリング、輪郭加工など、幅広い加工に使用できます。また、荒加工と仕上げ加工の両方に対応できます。
- 高精度: CNC 技術を使用すると、エンドミル加工では非常に高い精度と厳しい許容差を実現できるため、複雑または入り組んだ形状に最適です。
- 深く切り込む能力: 他のフライス加工方法とは異なり、エンドミル加工では材料を深く切削することができ、これは深いポケットやスロットを作成するために不可欠です。
- 良好な表面仕上げ: 適切な速度と送りでエンドミルを使用すると、特に仕上げ作業が必要な場合に、部品の表面仕上げを滑らかにすることができます。
- 3D輪郭線に効果的: エンドミル、特にボールノーズエンドミルは、3D 形状や輪郭の切削に優れているため、金型製造や航空宇宙産業で人気があります。
短所:
- 工具の摩耗: エンドミルは、特に高負荷の材料切削時に著しい摩耗が発生することがあります。頻繁な工具交換や研磨が必要となるため、コストが増加する可能性があります。
- 切削深さの制限: エンドミル加工における切込み深さは、機械、工具、ワークの剛性によって制限される場合があります。より深い切込みには、特殊な工具や複数回のパスが必要となる場合が多くあります。
- 発熱: エンドミル加工では、特に硬質材料の加工時に切削中に熱が発生します。適切な冷却や潤滑が行われないと、過剰な熱によって工具の摩耗や材料の変形につながる可能性があります。
- 複雑なツール: 最適なパフォーマンスを実現するには、材質や操作に応じてさまざまなタイプのエンドミルが必要になる場合があり、工具の選択とメンテナンスがより複雑になります。
- チップ除去の問題: 一部の操作、特に深いまたは狭い部分を切削する場合、チップの除去が困難になり、工具の詰まりやワークピースの損傷を引き起こす可能性があります。
アプリケーション:
- スロット加工と溝入れ: エンドミル加工は、特に特定の適合を必要とする機械アセンブリにおいて、スロット、溝、キー溝を作成するために頻繁に使用されます。
- 表面の仕上げ: エンドミルは、特に精密加工において、平らな表面を仕上げ、部品の滑らかな仕上げを実現するのに最適です。
- 複雑な形状: 特に航空宇宙や金型製造などの業界では、複雑な形状、輪郭、3D サーフェスの加工によく使用されます。
- ポケット加工とドリリング: エンドミル加工は、特に複雑な内部機能を必要とする部品にポケットや穴を作成するために使用できます。
- 精密部品製造: 自動車、電子機器、医療機器業界など、高い寸法精度と厳しい公差が求められる部品の製造に広く使用されています。
エンドミル加工は、最も汎用性が高く、広く使用されている加工方法の一つであり、幅広い材料や用途に適しています。その精度と適応性の高さから、高品質な加工が求められる多くの業界で不可欠な加工となっています。
スレッドミリング
スレッドフライス加工は、回転する多刃フライスカッターを用いてワークの表面にねじ山を切る加工方法です。一点刃の切削工具を用いるタッピングとは異なり、スレッドフライス加工では、ねじ山を螺旋状に動かすことでねじ山を形成します。この加工法は、内ねじと外ねじの両方を加工でき、金属、プラスチック、複合材料など、様々な材料に適用できます。スレッドフライス加工は高精度のねじ切り加工に最適で、特にタッピングでは加工が困難であったり、加工効率が悪かったりする大きなねじや深いねじに最適です。

Advantages:
- 高精度: ねじフライス加工では、厳しい公差を備えた高精度で精密なねじが生成されます。これは、航空宇宙や自動車部品など、正確な適合が求められる用途には不可欠です。
- 柔軟性: 特定のねじサイズと構成に限定されるタッピングとは異なり、ねじフライス加工は、内ねじと外ねじの両方を含むさまざまなねじサイズを切削するために使用でき、複数のねじ形状に簡単に対応できます。
- 止まり穴は不要: ねじ切りフライス加工は、特に穴の深さがねじの長さを超える場合に、タッピングで発生する可能性がある工具破損の危険なしに、深い穴や止まり穴にねじを作成するために使用できます。
- 工具寿命の向上: ねじ切りフライス加工で複数の切れ刃を使用すると、摩耗が早い単一ポイントの切れ刃を使用するタッピングに比べて工具寿命が向上します。
- チップの蓄積の低減: ねじ切りフライス加工は連続切削動作をするため、タッピング加工でよく見られる切削片の詰まりのリスクを軽減します。そのため、特に長く糸状の切削片が発生する材料の加工に有効です。
短所:
- 複雑なセットアップ: ねじ切りフライス加工には、工具の選択、プログラミング、機械のキャリブレーションなど、正確なセットアップが必要です。特に単純なねじ切り作業の場合、タッピングほど迅速かつ簡単にはいかない場合があります。
- より高いコスト: ねじ切りフライス加工は、特殊な工具、機械のセットアップ、そしてサイクルタイムの増加により、タッピング加工に比べてコストが高くなる場合があります。高精度または高価値のアプリケーションに最適です。
- 工具費: ねじフライス加工に必要な工具は、通常、タップよりも高価であり、特にねじが大きく複雑な場合は、生産コストが増加する可能性があります。
- サイクルタイムが遅い: ねじ切りフライス加工は、所定のねじ深さと形状を得るために工具を複数回通す必要があるため、一般的にタッピングよりも時間がかかります。そのため、単純なねじの大量生産には効率が悪くなる場合があります。
- 熟練したオペレーターが必要: このプロセスでは、正しいツールパスを生成するために熟練したオペレーターと高度な CNC プログラミングの知識が必要であり、全体的な人件費が増加する可能性があります。
アプリケーション:
- 航空宇宙および自動車: ねじフライス加工は、精度と強度がパフォーマンスに非常に重要な航空宇宙産業や自動車産業の高精度ねじ部品によく使用されます。
- 医療機器: 微細なねじ山が求められる医療機器やインプラントの製造では、ねじフライス加工により、厳しい基準を満たす高品質で精密なねじ山が確保されます。
- ツールと治具: ねじフライス加工は、工具や固定具用の高品質のねじを作成するために使用され、部品が正しく組み立てられ、使用中に完全性が維持されることを保証します。
- オイルとガス: 石油掘削装置などの高ストレス環境で使用されるねじ部品の場合、ねじフライス加工により、ねじが極度の圧力と過酷な条件に耐えられることが保証されます。
- 精密機械: ねじフライス加工は、複雑な部品や高精度の部品に小さいまたは深いねじ穴を作成する必要がある精密機械加工操作でよく使用されます。
ねじ切りフライス加工は、特にタッピングが効果的でない深い部分や複雑な箇所のねじ加工において、汎用性と高精度を兼ね備えたねじ加工方法です。しかし、その複雑さと高コストのため、大規模な単純なねじ加工よりも、特殊な加工や高付加価値の加工に適しています。
ショルダーミリング
肩削り加工は、回転するカッターを用いてワークに溝や肩部を切削する加工プロセスです。肩削り加工では、切削工具は通常、材料の表面に対して垂直に取り付けられ、ワークに平坦で垂直な壁や段差を形成することができます。この加工は、組立工程における部品の位置合わせに不可欠な、明確なエッジを持つ肩部を形成するためによく使用されます。肩削り加工は、ワークの形状と必要な表面仕上げに応じて、フェイスミルまたはエンドミルのいずれかを使用して行われるのが一般的です。
Advantages:
- 多彩なカッティング: 肩削りは非常に汎用性が高く、平面、溝、肩など、様々な形状を加工できます。また、1回の加工で複数の幅と深さを切削することも可能です。
- 高い材料除去率: この方法は効率的な材料除去が可能で、大量の材料を迅速に除去する必要がある用途に最適です。スロットフライス加工などの他の加工に比べて、切削速度が速くなります。
- 精度: 適切な工具と設定を用いれば、肩削りは精密で正確な切削を実現します。これは、航空宇宙産業や自動車産業など、厳しい公差が求められる用途において特に重要です。
- 工具の摩耗の低減: ショルダーフライス工具は、複数の刃先が連動して動作し、加工中に負荷を均等に分散するため、他のタイプのフライス工具よりも摩耗が少なくなることがよくあります。
- 改善された表面仕上げ: 肩削り加工は、特に超硬インサートと高速加工技術を用いることで、滑らかで均一な表面仕上げを実現できます。そのため、表面仕上げが重要となる部品に最適です。
短所:
- 複雑なセットアップ: 肩削り加工における正しいアライメントと位置決めの設定は、他のフライス加工に比べて複雑になる場合があります。最適な結果を得るには、正確なワーククランプとツールパスプログラミングが必要です。
- ツールのたわみの可能性: 工具がしっかりと保持されていない場合や切削条件が最適化されていない場合、ショルダーフライス加工によって工具のたわみが生じ、切削が不正確になったり、表面仕上げが悪くなったりする可能性があります。
- 浅い深さに限定: 肩削りは平らな肩や段付きの肩を作成できますが、他のフライス加工法に比べて切込み深さが制限される場合があります。より深い切込みが必要な場合は、追加のパスや他の加工工程が必要になる場合があります。
- 工具の摩耗の増加: 肩削りは効率的ですが、垂直壁を形成する際に切削力がかかるため、カッターが著しく摩耗する可能性があります。そのため、特に大量生産時には、定期的な工具交換が必要になります。
- マシンの制約: 一部のフライス盤では、リーチや垂直方向の加工能力が限られているため、フライス加工できる肩部のサイズが制限されることがあります。大型部品の場合は、特殊な治具や工具が必要になる場合があります。
アプリケーション:
- 自動車製造: ショルダーフライス加工は、組み立て時に精密なショルダーや溝が必要なエンジン部品、シャーシ、その他の自動車部品にキー溝やスロットを作成するために頻繁に使用されます。
- 航空宇宙部品: 航空宇宙用途では、ショルダーフライス加工は、さまざまなコンポーネントのサポートやアタッチメントなど、正確な許容誤差を満たす必要がある構造部品を作成するために使用されます。
- ツールと治具: このプロセスは、カスタム ツールや固定具の製造でよく使用されます。アセンブリの適切な位置合わせには、段付きまたは溝付きの肩部を持つ部品の正確なフィットが不可欠です。
- 医療機器: ショルダーフライス加工は、手術器具やインプラントなどの医療機器の製造において重要な役割を果たしており、機能性と安全性の両方において高精度と滑らかな仕上げが重要です。
- 家電: 電子機器に使用される小型精密部品では、デバイスのコネクタやハウジング部品など、必要な位置合わせとフィットを実現するためにショルダーミリングが必要になることがよくあります。
肩削りは、肩部、溝、段付き部などの特定の形状を作成するのに最適な、汎用性と精度に優れた加工プロセスです。高い材料除去率と優れた表面仕上げを実現しますが、たわみを最小限に抑え、正確な結果を得るには、慎重なセットアップと工具が必要です。自動車、航空宇宙、医療、工具など、幅広い業界で応用されています。
側面フライス加工
側面フライス加工は、回転するカッター(通常はエンドミルまたはフェースミル)の側面でワークを切削する加工方法です。切削工具はワーク表面に対して垂直に配置され、カッターの端面ではなく側面で切削を行います。これにより、側面フライス加工では、ワーク側面を利用して溝、スロット、平面などの形状を作成できます。この加工は、工作機械とワークの形状に応じて、横型フライス盤または縦型フライス盤のいずれかを使用して行うことができます。側面フライス加工は、深く狭いスロットや、精度が求められる広い面の切削によく使用されます。

Advantages:
- 多用途ツールの使用: サイドミリングは、エンドミル、フェースミル、特殊工具などのさまざまな切削工具を使用して、さまざまなタイプのカットを生成できるため、汎用性が非常に高くなります。
- 高い材料除去率: サイドミリングでは、工具の側面の切削動作により、特に大量のストック除去を必要とする大型部品の場合、他のミリング操作に比べて材料除去が高速になります。
- 滑らかな表面仕上げ: 適切な送り速度と切削工具を使用することで、側面フライス加工は滑らかで平坦な表面を作り出すことができます。これは、航空宇宙産業や自動車産業の部品など、厳しい公差と滑らかな仕上げが求められる部品にとって不可欠です。
- 精密切断: サイドフライス加工は、正しく行えば高い精度が得られ、正確な寸法とタイトフィットの部品を作成するのに最適です。溝、スロット、段差などを高精度に切削するのによく使用されます。
- 複雑な機能を機械加工する能力: サイドミリングは、他のミリング方法では実現が難しい可能性のある内部スロット、キー溝、溝など、ワークピース上の複雑な特徴を切削するのに効果的です。
短所:
- ツールのたわみ: 側面フライス加工では、切削抵抗によって工具のたわみが生じる可能性があり、特に深い溝や長い溝を切削する場合に顕著です。これは切削精度に影響を与え、表面仕上げの品質を低下させる可能性があります。
- 切削深さの制限: 側面フライス加工は狭いスロットや溝の作成に効果的ですが、正面フライス加工などの他の加工に比べて切込み深さが制限されます。より深い切込みには複数回のパスが必要になる場合があり、サイクルタイムが長くなります。
- 複雑なセットアップ: 側面フライス加工のセットアップは、他のフライス加工に比べて複雑になる場合があります。ワークピースと工具の位置合わせが正しく行われ、適切な工具が使用されていることを確認するには、精度が求められます。
- 工具の摩耗の増加: 側面フライス加工は、側面の切削動作とそれに伴う力により、他のフライス加工に比べて工具の摩耗が大きくなる可能性があります。そのため、特に大量生産時には定期的な工具交換が必要になります。
- 高精度の機械が必要: 側面フライス加工において、望ましい品質と仕上がりを実現するには、高い剛性と精度を備えた機械が必要です。精度が低い機械では、切削精度が低下し、表面品質が悪化する可能性があります。
アプリケーション:
- 航空宇宙製造: サイドミリングは、精度と滑らかな仕上がりが重要なエンジン部品、構造要素、フレームなどの航空宇宙部品に、正確なスロット、溝、平面を作成するために使用されます。
- 自動車産業: 自動車分野では、厳しい公差と高精度が求められるトランスミッション部品、エンジン ブロック、シャーシ部品などの部品を作成するためにサイドミリングが採用されています。
- 医療機器の製造: サイドミリングは、適切な機能性と安全性のために滑らかな表面と精密な特徴が求められる外科用器具、インプラント、ハウジングなどの医療用部品の製造において重要な役割を果たします。
- ツールと治具: この操作は、組み立て時に特定の部品を収容するために溝や段付きセクションなどの正確な幾何学的特徴を形成する必要があるカスタムツールや固定具を作成するために頻繁に使用されます。
- 電子機器製造: サイドミリングは、電子機器に使用されるコネクタ、ハウジング、ブラケットなど、狭いスロットや溝のある部品を製造するためにエレクトロニクス業界に適用されます。
側面フライス加工は、精密な切削と複雑な形状の加工を可能にする、汎用性と効率性に優れた加工方法です。高い材料除去率、滑らかな表面仕上げ、アクセスが困難な箇所の加工など、様々な利点があります。しかし、工具の摩耗やセットアップの複雑さといった課題も伴い、最適な結果を得るにはこれらの課題を適切に管理する必要があります。
輪郭ミリング
輪郭フライス加工は、ワークピースの表面に沿って複雑な曲線や不規則な形状を切削する加工方法です。この加工では、回転する切削工具を用いてワークピースの輪郭に沿って切削を行い、滑らかで精密なプロファイルを作成します。輪郭フライス加工は、このような加工に必要な高精度を提供するCNCフライス盤を用いて行うことができます。工具は部品設計によって指定された特定のパスに沿って切削するため、他のフライス加工方法では容易に実現できない輪郭、曲線、複雑なプロファイルなど、詳細な外部形状や内部形状を作成するためによく使用されます。この加工方法は、微細な形状と滑らかな仕上げが求められる業界において、カスタム設計部品を作成する際に非常に効果的です。
Advantages:
- 精度と詳細: 輪郭フライス加工は、高精度で、ワークピースに非常に精緻で複雑な形状を加工する能力を備えています。そのため、航空宇宙産業や自動車産業など、厳密な仕様と厳しい公差が求められる産業に最適です。
- 滑らかな表面仕上げ: 様々な切削工具を使用できることで優れた表面仕上げが可能になり、コンターフライス加工は滑らかで精密な表面が求められる部品に最適です。CNC制御により、高い平滑性で輪郭を切削できます。
- 設計の柔軟性: コンタフライス加工は非常に汎用性が高く、様々な形状の複雑な部品を加工できます。部品が単純な曲線から複雑なデザインまで、コンタフライス加工はプロジェクトの特定のニーズに合わせて調整できます。
- 材料廃棄物の削減: ワークの輪郭に沿って加工することで、コンターフライス加工は他の加工方法に比べて材料の無駄を最小限に抑えます。これにより、オペレーターは部品の形状精度を維持しながら、材料を効率的に活用できます。
- 精度の向上: CNC マシンを使用すると、輪郭フライス加工により、一貫して同じ形状を高精度に生成できるため、複数回の生産実行にわたって部品が正確なエンジニアリング仕様を満たすことが保証されます。
短所:
- 工具の摩耗: 他の多くのフライス加工と同様に、コンタリングフライス加工においても工具の摩耗は大きなデメリットとなります。回転するカッターは、複雑な形状を切削する場合や、長期間使用する場合に摩耗が進み、切削効率が低下し、頻繁な工具交換が必要になることがあります。
- サイクルタイムの延長: 輪郭フライス加工では複雑な曲線パスの切削が必要となることが多いため、特に部品が複雑な形状の場合、従来のフライス加工よりも加工サイクルタイムが長くなることがあります。これにより、全体的な生産時間とコストが増加する可能性があります。
- 複雑なセットアップ: 輪郭フライス加工は複雑なため、一般的にセットアップ時間は長くなります。工作機械はワークの輪郭に正確に追従するように正確にプログラミングする必要があり、このセットアッププロセスには時間がかかる場合があります。
- 熟練したオペレーターが必要: コンタミリング加工は複雑な加工パスを伴うため、CNCプログラミングとコンタミ切削の具体的なパラメータに精通した高度なスキルを持つオペレーターが必要です。経験の浅いオペレーターはミスを犯し、部品の品質に影響を与える可能性があります。
- 限定された素材の種類: 輪郭フライス加工は多くの材料に適用できますが、より柔らかい金属やプラスチックによく使用されます。硬い材料の場合は特殊な工具や調整が必要になる場合があり、フライス加工中に発生する過度の熱がワークピースの特性に影響を与える可能性があります。
アプリケーション:
- 航空宇宙: 輪郭フライス加工は、高精度と滑らかな表面仕上げが求められる翼部品、タービンブレード、構造要素など、航空機の複雑な部品を作成するために使用されます。
- オートモーティブ・ソリューション
: エンジン部品、サスペンション アーム、カスタム設計の車体パネルなどの自動車部品では、複雑なデザインや複雑な曲線に対応するために輪郭フライス加工が必要になることがよくあります。
- 医療機器: 手術器具、インプラント、補綴物などの医療機器の部品では、厳しい精度と表面仕上げの要件を満たすために輪郭フライス加工が頻繁に使用されます。
- ツールと治具: 輪郭フライス加工は、製造現場において複雑な部品を組み立てるためのカスタムツールや治具を作成するためによく使用されます。これらのツールは、組立ラインに正確にフィットするか、他の製造工程で部品をしっかりと保持する必要があります。
- 家電: スマートフォンやノートパソコンなどの民生用電子機器の製造では、複雑な形状と高度な表面品質が求められるハウジング、コネクタ、内部部品などの部品に輪郭フライス加工が使用されます。
輪郭フライス加工は、非常に効果的で汎用性の高い加工方法であり、複雑な形状やプロファイルを作成するための優れた精度と柔軟性を提供します。材料の無駄の削減、滑らかな仕上げ、高精度といった利点がある一方で、サイクルタイムの延長、工具の摩耗、熟練したオペレーターの必要性といった課題も伴います。こうした課題にもかかわらず、輪郭フライス加工は、カスタムメイドの高精度部品を必要とする業界において、依然として不可欠なプロセスとなっています。
ソーイング
鋸引きは、歯付きの刃または鋸を用いて材料を切断する加工プロセスです。この作業では、連続または振動運動する鋸刃を用いて、ワークピースから材料を除去します。鋸引きは通常、大きな部品を扱いやすいサイズに切断したり、特定の形状を作成したりするために用いられます。これは最も一般的で汎用性の高い切断方法の一つであり、金属、プラスチック、木材、複合材など、幅広い材料に適しています。鋸引きは部品製造の前工程と見なされることがよくありますが、フライス加工や旋削加工などのさらなる加工工程に進む前に、材料の形状とサイズを決定する上で重要な役割を果たします。
Advantages:
- 費用対効果の高い 鋸引きは、特に大量の材料やバルク材料の切断において、最も経済的な切断方法の一つです。工具や設備への投資は最小限で済み、大きなコストをかけずに様々な材料を切断するのに適しています。
- シンプルで高速: この操作は設定と実行が比較的簡単なので、迅速かつ効率的に行えます。必要なサイズの部品を迅速に製造できるシンプルなプロセスで、処理時間を節約できます。
- 多様性: 鋸引きは、金属、プラスチック、複合材など、幅広い材料に使用できるため、様々な業界で汎用性の高い加工方法となっています。様々な種類の鋸刃を使用することで、異なる切断特性を実現できます。
- 材料の無駄を最小限に抑える: 他の切断方法とは異なり、鋸引きでは材料の無駄が比較的少なくなります。直線的に切断するため、研削やフライス加工などの工程に比べて、過剰な材料ロスが発生する可能性が低くなります。
- 適応性: 鋸引きは、小規模な作業に適した手動鋸から、大量生産に適した大型の工業用鋸まで、様々な規模で行うことができます。また、水平方向と垂直方向の両方の切断にも対応可能です。
短所:
- 限られた精度: 鋸引きは材料の粗削りやサイズ調整には適していますが、複雑で微細な加工に必要な精度は得られません。より厳しい公差を満たすには、部品に追加の機械加工が必要になる場合があります。
- 表面仕上げ: 鋸引きによる表面仕上げは通常は粗いため、切断の外観と滑らかさを改善するために、研削や研磨などの追加の仕上げプロセスが必要になる場合があります。
- 工具の摩耗: 鋸刃は、特に硬い材料を切断する場合、時間の経過とともに摩耗します。そのため、切断性能を維持するためには、定期的なメンテナンスまたは交換が必要になります。
- 発熱: 鋸引きでは、刃が材料に接触する際に熱が発生し、材料の特性に影響を与えたり、寸法精度に誤差が生じたりする可能性があります。また、刃の摩耗を早める可能性もあります。
- 限定された複雑さ: 鋸引きは主に単純な直線切断に使用されます。フライス加工や旋削加工といった特殊な加工工程を必要とする複雑な形状や精巧なディテールの作成には適していません。
アプリケーション:
- 金属切削: 鋸引きは、金属加工において、大きな金属板、棒材、パイプ、構造材などを扱いやすいサイズに切断するために広く使用されています。建設、製造、造船などの業界では欠かせない作業です。
- 木工: 木工業界では、木材、合板、その他の木質材料を正確なサイズと形状に切断するために、のこぎりが広く使用されています。のこぎりで切ることは、家具、建築、キャビネット製作において基本的な技術です。
- プラスチック切断: 鋸引きは、プラスチック部品を特定の寸法に切断する必要がある業界で一般的に使用されています。自動車部品、電子機器の筐体、その他の消費財の部品製造に使用されます。
- 航空宇宙: 航空宇宙製造業では、鋸引きを使用して大きな金属板やチタン合金を部品に切断し、その後フライス加工や旋削加工などの他の機械加工方法でさらに加工します。
- 建設および構造工事: 建設業界では、組み立てや設置のために大きな梁、パイプ、その他の材料を小さなセクションに切断する必要があるため、鋸引きは不可欠です。
鋸引きは、材料を基本的な形状やサイズに切断するために広く利用されている、重要かつ費用対効果の高い加工プロセスです。他の加工工程ほどの精度や表面仕上げは得られないかもしれませんが、様々な業界において、材料の荒削りやサイジングを行うための実用的で迅速かつ経済的なソリューションを提供します。
CAMミーリング
CAM(コンピュータ支援製造)フライス加工とは、コンピュータソフトウェアを用いてフライス盤の動きを制御し、部品や製品を精密に加工するプロセスを指します。CAD(コンピュータ支援設計)モデルを用いてツールパスを生成し、それをCNC(コンピュータ数値制御)フライス盤への指示に変換します。このソフトウェアは加工プロセスを最適化し、複雑な部品をより正確かつ効率的に、そして自動的に製造することを可能にします。CAMフライス加工は、高精度で自動化された部品製造を必要とする業界で一般的に使用されており、特に厳しい公差が求められる複雑な設計の製造に有効です。

Advantages:
- 精度と精度: CAMフライス加工は、高精度で精密な加工を可能にし、部品を正確な仕様と公差で製造することを保証します。人為的ミスを排除し、一貫して高品質な結果をもたらします。
- 効率の向上: CAMフライス加工は、フライス加工プロセスを自動化することで、手作業によるセットアップや調整が不要になり、部品の製造時間を短縮します。ソフトウェアにより、より迅速かつ効率的な操作が可能になり、加工時間を最適化します。
- 複雑な形状: CAMフライス加工は、手作業では困難または時間のかかる複雑な形状や精巧なデザインにも対応できます。ソフトウェアの詳細なツールパス作成機能により、高度な部品を容易に製造できます。
- 繰り返し性: CAMフライス加工では、プロセスを一貫して繰り返すことができるため、大量生産に最適です。プログラムを設定すると、複数のサイクルで同じ精度と仕様の部品を製造できます。
- 柔軟性: CAMフライス加工ソフトウェアは、様々な工作機械や製造プロセスに容易に適応できます。金属、プラスチック、複合材など、幅広い材料に対応し、製造における汎用性を高めます。
短所:
- 初期設定コスト: CAMフライス加工は、専用ソフトウェアへの投資とオペレーターのトレーニングが必要となるため、導入コストが高額になる場合があります。コストは効率性と精度の向上によって相殺されるものの、小規模な企業にとっては初期投資が障壁となる可能性があります。
- ソフトウェアへの依存: CAMフライス加工はソフトウェアに大きく依存しているため、設計ファイルのエラーやソフトウェアの不具合は最終製品の欠陥につながる可能性があります。ソフトウェアとCADモデルの正確性を確保することは非常に重要です。
- 複雑: CAMフライス盤の操作には専門知識とトレーニングが必要であり、人件費とオペレーターのトレーニング時間が増加する可能性があります。ソフトウェアはプロセスの多くの側面を簡素化しますが、CAMシステムのニュアンスを理解することは不可欠です。
- 材料の制限: CAMフライス加工は非常に汎用性が高いですが、すべての種類の材料に適しているわけではありません。材料によっては、フライス加工工程に特別な変更が必要になったり、他の材料ほど容易に加工できない場合があります。
- マシンの互換性: すべてのフライス盤がCAMシステムと互換性があるわけではありません。古い機械やあまり高性能でない機械では、CAMフライス加工技術のメリットを十分に活用できない可能性があり、特定の工場ではその効果が制限される可能性があります。
アプリケーション:
- 航空宇宙産業: CAMフライス加工は、タービンブレード、ブラケット、構造部品など、非常に複雑で精巧な部品の製造において、航空宇宙分野で広く利用されています。精度と性能が求められるため、CAMフライス加工はこの分野で不可欠なプロセスとなっています。
- 自動車産業: 自動車製造において、CAMフライス加工は、エンジン部品、トランスミッション部品、カスタムツールなど、厳しい公差が求められる部品の製造に使用されています。また、部品の試作や性能試験にも役立ちます。
- 医療機器製造: 医療業界では、インプラント、外科用器具、診断機器などの精密部品の製造にCAMフライス加工技術を活用しています。医療機器の製造において、小型で精緻な部品を高精度に製造する能力は極めて重要です。
- 工具と金型の作成: CAMフライス加工は、工具・金型業界では工具、金型、鋳型の作成に広く利用されています。射出成形金型、プレス金型、その他生産ラインの重要な工具の製造に必要な部品の製造に役立ちます。
- 電子機器製造: CAMフライス加工は、ハウジング、コネクタ、回路基板など、電子機器の複雑な部品の製造に使用されます。エレクトロニクス業界では精度が求められるため、CAMフライス加工は電子部品の製造に広く利用されています。
- カスタムパーツとプロトタイプ: CAMフライス加工は、カスタムパーツやプロトタイプの製造において非常に効果的であり、特に特殊で複雑な部品が求められる業界においてその効果を発揮します。このソフトウェアは、部品を迅速に設計・修正できるため、ラピッドプロトタイピングや小ロット生産に最適です。
要約すると、CAMフライス加工は、複雑な部品の製造における効率、精度、柔軟性を大幅に向上させる高度な製造プロセスです。技術と熟練したオペレーターへの投資は必要ですが、特に高精度が求められる業界において、その利点は現代の製造業に欠かせないツールとなっています。
歯車フライス加工
ギアミリングは、平歯車、はすば歯車、かさ歯車、ウォームギアなど、特定の形状を持つ歯車を製造するための加工プロセスです。回転するカッター(通常は専用のギアカッター)を用いて、ワークピースから材料を徐々に削り取り、所望の歯車形状に成形します。このプロセスは様々なフライス盤で実行できますが、最も一般的なのは、必要な工具とギアミリングソフトウェアを搭載したCNC(コンピュータ数値制御)工作機械です。ギアミリングは、少量から大量まで歯車を製造できる汎用性の高い方法であり、精密な歯と形状が求められる部品の製造に不可欠です。
Advantages:
- 高精度: ギアフライス加工は、厳しい公差を満たすように歯を正確に切削することで、高い寸法精度を備えたギアの製造を可能にします。これは、信頼性の高いギア性能が求められる用途にとって非常に重要です。
- 多様性: ギアフライス加工は、ヘリカルギアやベベルギアといった複雑な形状のギアを含む、幅広い種類のギアの加工に適しています。また、製造可能なギアのサイズと種類に関して柔軟性に優れています。
- その2:シャフトスピード(回転数): ホブ加工やシェーピング加工などの他のギア製造方法と比較して、ギアミリング加工は、特に少量生産やカスタムギアの生産において、より迅速な加工が可能です。CNCギアミリング加工は、最小限のセットアップ時間で効率的な生産を可能にします。
- カスタマイズ性: ギアフライス加工は、特定の仕様を持つカスタムギアの作成を可能にします。これは、航空宇宙産業や自動車産業など、標準ギアでは要件を満たせない業界に最適です。
- 改善された表面仕上げ: フライス加工により滑らかな表面仕上げを実現できるため、その後の仕上げ工程の必要性が軽減されます。これは、ギアが高速回転する用途や、最小限の摩擦が求められる用途において特に効果的です。
短所:
- 大量購入限定: ギアミリングは小~中規模のバッチでは効率的ですが、ツールコストが高く、材料除去速度が遅いため、ギアを大量に生産する場合は、ギアホブ加工などの他の方法よりもコスト効率が低くなる可能性があります。
- 工具の摩耗: ギアフライス工具、特にカッターは、歯の切削に伴う応力により、時間の経過とともに著しい摩耗が生じる可能性があります。定期的なメンテナンスと工具交換は、運用コストの増加につながる可能性があります。
- 複雑なセットアップ: ギアフライス加工用の CNC フライス盤のセットアップには時間がかかり、精度を確保するには、マシン、ツールパス、および切削パラメータの正確な調整とセットアップが必要です。
- 非常に大きなギアに制限あり: ギアフライス加工は幅広いサイズのギアに効果的ですが、非常に大きなギアには効率が悪くなります。大型のギアや大きなギアには、ホブ加工などの他の加工方法の方が適している場合があります。
- 材料の制限: ギアフライス加工は、鋼、アルミニウム、ステンレス鋼などの特定の材料に適しています。特に硬い材料や研磨性の高い材料の場合は、フライス加工中に特殊な工具と特別な注意が必要になる場合があります。
アプリケーション:
- 自動車産業: ギアフライス加工は、トランスミッション、デファレンシャルギア、その他のパワートレイン部品に使用される自動車用ギアの製造に広く利用されています。自動車用途では高い精度が求められるため、ギアフライス加工は理想的な選択肢となります。
- 航空宇宙産業: 航空宇宙産業では、航空機エンジン、着陸装置、制御システム用のギアの製造にギアフライス加工が広く利用されています。これらのギアは厳格な性能基準と安全基準を満たす必要があり、フライス加工工程の精度と信頼性が極めて重要です。
- 産業機械: ギアフライス加工は、コンベア、ポンプ、コンプレッサーなど、様々な産業機械のギアの製造に広く用いられています。これらのギアは大きな負荷と継続的な運転に耐える必要があり、耐久性と精度が重要な要素となります。
- 発電: 発電業界のタービンや発電機に使用される歯車は、多くの場合、歯車フライス加工によって製造されます。これらの歯車の歯形精度と強度は、発電所の効率的な運転に不可欠です。
- ロボット工学: ロボット工学業界では、ギアフライス加工はロボットアーム、アクチュエータ、その他の可動部品用のカスタムギアの製造に用いられています。高い精度とカスタマイズ性により、特定のロボット機能に最適なギアを製造できます。
- 海洋産業: ギアフライス加工は、船舶推進システムや水中機械などの海洋用途のギアの製造にも用いられます。これらのギアは、耐久性、耐腐食性、そして海洋環境からの高応力に耐えられることが求められます。
- 軍事と防衛: 防衛産業では、軍用車両、兵器システム、通信機器などの重要部品の製造にギアフライス加工が用いられています。これらのギアは、過酷な条件下でも確実に機能し、厳しい仕様を遵守する必要があります。
まとめると、ギアフライス加工は非常に汎用性が高く、精密な加工プロセスであり、様々な産業におけるギア製造において重要な役割を果たしています。特に大量生産においては多少の制約はあるものの、カスタムメイドの高品質ギアを製造できるため、精度と信頼性が求められる特殊な用途において貴重なプロセスとなっています。
角度または斜めのフライス加工
斜めフライス加工とは、ワークピースを表面に対して90度以外の角度でフライス加工する工程を指します。この加工では、切削工具を材料の表面に対して斜めに配置し、斜めの角度で切削を行います。角度は、用途に応じて、小さな鋭角からより大きく顕著な角度まで様々です。このタイプのフライス加工は、ワークピースに面取りやテーパーなどの特定の角度が必要な場合によく使用されます。
アンギュラーフライス加工は、工具とワークピースのセットアップを所望の角度に調整できるフライス盤を用いて行われるのが一般的です。この加工で使用されるカッターは、エンドミルまたは角度切削用に設計された専用工具です。アンギュラーフライス加工は、ワークピースに所望の形状を実現するために、他のフライス加工プロセスと組み合わせて使用されることがよくあります。
Advantages:
- 角度をカットする能力: 角度フライス加工の主な利点の一つは、ワークピースに正確な角度を効率的に付与できることです。これは、標準的な90度フライス加工では実現できない特殊な形状やテーパー面を作成する際に役立ちます。
- 強化された表面仕上げ: 工具が角度付きになっているため、切削動作はより緩やかになり、工具跡が残りにくく、表面仕上げが向上します。これは、機能的または美観上の理由から滑らかな仕上げが求められる材料の加工に特に効果的です。
- 多様性: アンギュラーフライス加工は、単純な面取りから複雑な角度の面まで、幅広い形状の作成を可能にするため、様々な業界で汎用性の高い加工となっています。より複雑な形状の部品の製造にも使用できます。
- 工具寿命の延長: 斜め切削は、従来のフライス加工に比べて工具摩耗を低減します。切削負荷が工具全体に均等に分散されるため、特に軟質材料の場合、工具寿命の延長に貢献します。
短所:
- 複雑なセットアップ: 角度フライス加工では、工具とワークピースを正しい角度に正しくセットアップするために、多くの場合、より多くの時間と労力が必要になります。所望の角度を実現するためには、機械の設定を正確に調整する必要があります。
- 特定のアプリケーションに限定: 角度フライス加工は特定の種類のワークピースには非常に効果的ですが、すべての加工作業に適しているわけではありません。主に角度のある面や形状が必要な用途に使用され、場合によっては汎用性が制限されます。
- 工具の摩耗: 角度付きフライス加工は従来のフライス加工に比べて工具の摩耗を軽減できますが、適切に管理しないと工具の早期損傷につながる可能性があります。特に材料が硬質または研磨性である場合、角度を付けて切削すると工具へのストレスが増大する可能性があります。
- 精度に関する懸念: 角度フライス加工で高精度を達成することは、特に非常に鋭角または浅い角度を扱う場合には困難です。精度を確保するには、機械、切削工具、そしてワークピースの位置決めを慎重に制御する必要があります。
アプリケーション:
- 面取りとテーパリング: アンギュラーフライス加工は、ワークピースに面取りエッジやテーパー形状が必要な用途でよく使用されます。これらの用途は、精密な形状が不可欠な自動車産業や航空宇宙産業などでよく見られます。
- ツールの作成: アンギュラーフライス加工は工具製造工程、特に切削工具の刃先を成形する際に頻繁に使用されます。正確な角度を作り出す能力は、ドリル、リーマー、エンドミルなどの工具の製造に不可欠です。
- 自動車産業: 自動車業界では、ギア、シャフト、ハウジングなど、取り付けや組み立てに特定の角度が必要となる部品の製造に角度フライス加工が用いられています。また、キー溝、スプライン、その他角度のある切削が必要となる形状の加工にも使用されます。
- 航空宇宙部品: 航空宇宙産業では、複雑な形状や角度のある面を持つ部品が求められることがよくあります。タービンブレード、機体、エンジン部品などの部品において、これらの特徴を実現するために角度フライス加工が用いられます。
- 軍事と防衛: 角度フライス加工は軍事・防衛産業において、角度付きカットやテーパー面など、厳格な設計基準と性能基準を満たす必要のある兵器、車両、その他の防衛機器の部品を作成するために使用されます。
- 家具と建築デザイン: 家具製造や建築用途では、角度フライス加工は、美観や機能上の目的で特定の角度を必要とする装飾的なエッジ、複雑な形状、構造コンポーネントを作成するために使用されます。
- 医療機器: 角度フライス加工は、医療機器、特に組み立てや機能のために特殊な角度面を必要とする機器の製造において、精密な切削加工を行うために使用されます。これには、外科用器具や診断ツールの部品が含まれます。
結論として、角度フライス加工または斜めフライス加工は、角度のある形状や特殊な形状の部品を加工できる汎用性の高い加工プロセスです。表面仕上げや工具寿命の点で多くの利点がある一方で、正確なセットアップや特殊な工具が必要となるなどの制約もあります。自動車、航空宇宙、軍事、医療機器製造など、様々な業界で応用されており、多くのエンジニアリング分野で不可欠なプロセスとなっています。
プロファイルミリング
プロファイルフライス加工は、ワークピースの輪郭を特定のプロファイルまたは輪郭に沿って成形するフライス加工の一種です。この加工は、溝、エッジ、さらには特定の輪郭を必要とするより複雑な形状など、様々な形状を作成するためによく使用されます。フライスカッターは、通常、ワークピースの形状に基づいて輪郭のパスをたどります。特に、精密なプロファイル加工が求められる用途に有効です。
Advantages:
- 精度: プロファイルフライス加工は、複雑な形状や精緻な輪郭を正確に作成することを可能にします。これは、高い公差と正確な幾何学的特徴が求められる用途に不可欠です。
- 多様性: このプロセスは、単純な直線から複雑な曲線や幾何学形状まで、幅広い形状を加工できます。浅い形状から深い形状まで、幅広い形状に対応できる汎用性を備えています。
- ツールの選択: プロファイルミリングでは、プロファイルの複雑さに応じて、フラットエンドミルやボールエンドミルなどのさまざまなツールを使用できるため、幅広い用途に使用できます。
- 表面仕上げ: プロファイルフライス加工により、滑らかできれいな表面仕上げが得られます。これは、自動車や航空宇宙分野など、部品に洗練された外観や機能を求める業界では非常に重要です。
短所:
- 複雑なセットアップ: プロファイルフライス加工を行うための機械のセットアップは、特に複雑なプロファイルを扱う場合は複雑になることがあります。求められる精度は、セットアップと機械の調整が正確でなければならないことを意味します。
- サイクルタイムの延長: プロファイルフライス加工は、加工精度の高さから、他の単純なフライス加工よりも時間がかかることがよくあります。そのため、大規模なバッチジョブでは生産時間が長くなり、全体的な効率が低下する可能性があります。
- 工具の摩耗: 加工対象材料や形状の複雑さによっては、切削工具の摩耗が激しくなる場合があります。その結果、工具交換の頻度が増加し、運用コストが増加する可能性があります。
アプリケーション:
- 自動車部品: プロファイルフライス加工は、ボディパネル、エンジン部品、構造要素などの自動車部品に複雑な形状を作成するために使用されます。
- 航空宇宙産業: 航空宇宙部門では、プロファイルフライス加工を使用して、タービンブレード、翼部品、その他の精密航空宇宙部品などの複雑な部品を作成します。
- 医療機器: 医療業界では、プロファイルフライス加工は、特定のプロファイルを必要とする外科用器具やインプラントのコンポーネントを作成するために適用されます。
- ツールの作成: プロファイルフライス加工は、機能的な用途のために正確さが求められる複雑なプロファイルを持つツールの製造にも使用されます。
クロスカットミリング
クロスカットミリングは、切削工具がワークピースの長さに対して垂直な角度で材料の表面を横切って移動する加工方法です。このタイプのミリングは、表面に溝やスロットを切削するためによく使用され、材料を加工するための下準備や、材料の一部を分割するために使用されます。クロスカットミリングは、通常、適切なカッターを備えた横型ミリングマシンまたは縦型ミリングマシンを使用して行われます。
Advantages:
- シンプルさ: クロスカットミリングは比較的シンプルなプロセスで、設定と実行が簡単です。複雑なミリング作業に比べて、調整の手間が少なく済みます。
- 材料の除去: ワークピースから材料を素早く除去するのに非常に効果的です。クロスカットミリングは、様々な用途の溝やスロットを効率的に作成できます。
- 多様性: 金属やプラスチックなど、さまざまな材料に使用できるため、多くの製造プロセスで多目的に使用できます。
短所:
- シンプルなカットに限定: クロスカットフライス加工は、非常に複雑な加工や微細な加工には適していません。基本的な溝やスロットの作成に適しています。
- 表面仕上げ: 特に高精度が求められる場合、表面仕上げは他のより洗練されたフライス加工技術ほど滑らかにならない可能性があります。
- 工具の摩耗: クロスカットミリングで使用するツールは、時間が経つにつれて摩耗する可能性があり、特に硬い材料を切削する場合に摩耗が進み、ツールのメンテナンスコストが発生する可能性があります。
アプリケーション:
- スロットカット: インターロック部品や電気筐体内の配線チャネルなど、組み立ての目的でスロットや溝を作成するためによく使用されます。
- 部品の分離: 製造業では、特に板金加工において、クロスカットミリングは大きなワークピースのセクションを分離するために使用できます。
- 木工: 木工で家具や装飾品に溝を切るのに使用します。
グループミリング
グループミリングとは、複数のミリング工具が同時に作動してワークピースの異なる部分を切削する加工を指します。切削工具は機械上にまとめて配置され、同時に作動するため、材料の除去速度が速く、部品上の複数の形状を同時に加工することができます。この加工は通常、多軸ミリングマシンなど、複数の工具を搭載できる機械で行われます。
Advantages:
- 生産性の向上: グループミリングにより、複数のフィーチャを同時に加工できるため、部品の加工に必要な合計時間が大幅に短縮されます。
- 費用対効果の高い グループミリングは、加工ステップ数を削減することで、特に大量生産の場合にコスト効率を高めることができます。
- 効率の向上: 複数のツールが同時に動作することで、加工プロセスがより効率的になり、ツールの交換やセットアップの調整の間のダウンタイムが短縮されます。
短所:
- 複雑なセットアップ: グループミリング操作の設定は、ツールを正確に位置合わせして調整する必要があるため、単一ツールミリングに比べて複雑になる可能性があります。
- 制限された柔軟性: グループミリングセットアップ内のツールの構成は固定されているため、非常に変動しやすいフィーチャを持つパーツではその使用が制限される可能性があります。
- 工具の摩耗の増加: 複数のツールを同時に使用すると、特に加工対象の材料が特に硬い場合や研磨性がある場合、切削ツールの摩耗が早まる可能性があります。
アプリケーション:
- 大量生産: グループミリングは、類似または同一の特徴を持つ部品の大量生産を必要とする業界に最適です。自動車産業や航空宇宙産業でよく使用されます。
- 複雑な部品の製造: 複数のフィーチャを同時に部品に加工する必要がある場合、グループミリングを使用すると、1 サイクルで複数のフィーチャを持つ複雑なコンポーネントを製造できます。
- プロトタイピング: グループミリングは、テスト部品を迅速かつ効率的に加工する必要があるラピッドプロトタイピングでも使用されます。
これらのフライス加工は、ワークピースの要求される精度、速度、複雑さに応じて、さまざまなソリューションを提供します。適切なフライス加工の種類を選択するには、材料、望ましい結果、そして生産要件を理解する必要があります。
プレーンまたはフラットベッドミリング
平面フライス加工またはフラットベッドフライス加工は、切削工具が水平面に沿って直線的に移動することでワークピースから材料を削り取る基本的なフライス加工工程です。ワークピースは通常、フラットベッドまたは水平の機械テーブル上に設置され、工具は平坦な表面に沿って1回または複数回のパスで切削します。この加工は汎用加工によく使用され、正面フライス加工や表面仕上げなどの作業に適しています。
Advantages:
- 簡単なセットアップ: 平面フライス加工のセットアップは、ワークピースを基本的な位置合わせでフラットベッドに固定するだけで済むため、比較的簡単です。
- 効率的な材料除去: プレーンミリングは、広く平らな表面から材料を効率的に除去できるため、バルク材料の除去に最適です。
- 多様性: 金属やプラスチックなど幅広い材料に適用できるため、さまざまな業界で多目的に使用できます。
短所:
- 平面に限定: このタイプのフライス加工は平らな面にのみ適しているため、複雑な形状を必要とする部品への適用は制限されます。
- 工具の摩耗: 時間の経過とともに、切削工具は継続的な使用により摩耗し、メンテナンスと工具交換のコストが増加する可能性があります。
- 精度が低い: 高精度の仕上げが必要な部品の場合、単純なフライス加工では、より高度なフライス加工操作で得られるレベルの精度が得られないことがあります。
アプリケーション:
- 大型プレートの製造: プレート、シートメタル、構造部品などの大型の平らな部品の製造によく使用されます。
- 表面の仕上げ: 特に自動車業界や一般製造業などの業界で、平らな部品の滑らかな表面仕上げを実現するために使用されます。
- バルク材料の除去: プレーンミリングは、高精度が重要でない場合に大量の材料を素早く除去するのに最適です。
Tスロットミーリング
Tスロットフライス加工は、ワークピースにT字型のスロットを作成するために使用されるフライス加工の一種です。これは、特定の用途に必要な特徴的な「T」形状をフライス加工できる独自の形状を持つTスロットカッターを使用することで実現されます。このタイプのフライス加工は、機械やワーク保持装置の固定具、ファスナー、またはレールシステム用のスロットを作成するためによく使用されます。

Advantages:
- 正確なスロット形成: T スロットフライス加工により、さまざまな産業用途での安全な固定と組み立てに不可欠な、精密で正確に形成された T スロットを作成できます。
- 強化された加工柔軟性: さまざまな材料に適用でき、さまざまなスロット サイズと構成に対応できます。
- 耐久性: T スロット カッターは耐久性を重視して設計されており、硬い材料にも対応できるため、生産環境における長期的な効率性が保証されます。
短所:
- 工具コスト: T スロット カッターは標準的なフライス加工ツールよりも高価になる場合があり、初期セットアップ コストが増加する可能性があります。
- 特殊な機器: すべてのフライス盤が T スロットフライス加工を実行できるわけではなく、特定の機械とツールが必要になります。
- 時間の消費: T 字型の作成は複雑なため、単純なフライス加工よりも処理に時間がかかり、生産速度に影響する可能性があります。
アプリケーション:
- 機械固定具およびワーク保持具: T スロットは、機械加工中に部品を保持して固定するために、作業台や機械固定具でよく使用されます。
- 鉄道システム: T スロットフライス加工は、コンベア システムや組立ラインなどの調整可能なシステム用のレールの作成に使用されます。
- 構造コンポーネント: T スロットは、複数の部品をしっかりと固定する必要がある構造部品の製造に不可欠です。
カムミリング
カムミリングは、回転カムを用いて、ミリング工具をワークピースの表面に沿って動かす加工方法です。この加工は、エンジンタイミングシステムなどに用いられるカムプロファイルの作成によく用いられます。カムミリングは、カムの設計によって定められた特定の経路に沿って複雑な曲線やカムを作成できるため、精密な反復動作が求められる用途に最適です。
Advantages:
- 精度: カムミリングは高精度を実現し、特にカムやギアなどのコンポーネントに対して非常に正確なプロファイルを生成することができます。
- 一貫性: 一貫性と再現性のある結果が得られるため、厳格な仕様に準拠する必要がある部品の大量生産には不可欠です。
- 複雑な形状: カムミリングは、標準的なミリング方法では製造が難しい複雑な形状やプロファイルを作成するのに最適です。
短所:
- 複雑なセットアップ: カムミリングのセットアップは基本的なミリング操作よりも複雑で、カムと切削工具の正確な位置合わせと調整が必要です。
- より高いコスト: 特殊なツールと装置が必要となるため、カムミリングは他の種類のミリング操作よりもコストが高くなる可能性があります。
- 時間がかかる: カム プロファイルが複雑または複雑な部品の場合、機械加工プロセスに時間がかかり、生産速度に影響する可能性があります。
アプリケーション:
- 自動車部品: カムミリングは、エンジンの性能に正確なタイミングが不可欠な自動車業界では、カムシャフトのプロファイルを作成するために頻繁に使用されます。
- 産業機器: プレス、レバー、リンケージなど、特定の動作プロファイルを必要とする機器の製造に使用されます。
- ギアとスプロケット: カムミリングは、スムーズな動作のために特定の歯の形状を必要とするギアやスプロケットの作成にも使用されます。
これらのフライス加工はそれぞれに利点と限界があり、求められる精度、材料の種類、生産量に応じて、様々な業界で適用されています。適切なフライス加工を選択することにより、メーカーは生産プロセスを最適化し、望ましい部品仕様を実現し、全体的な生産コストを削減することができます。
フライス加工機構に基づくフライス加工
フライス加工とは、回転する切削工具を用いてワークから材料を削り取る加工プロセスです。フライス加工の機構によって、速度、精度、そして材料除去効率は大きく異なります。フライス加工には、手動フライス加工、CNCフライス加工、アップカット/ダウンカットフライス加工など、様々な機構に基づいた複数の種類があります。これらの機構にはそれぞれ独自の利点、制限、用途があり、特定のプロジェクトに適しています。
手動フライス加工
手動フライス加工では、従来のフライス盤を使用し、オペレーターがワークピースと切削工具の動きを手動で制御します。このタイプのフライス加工では、通常、手動クランク機構を使用してテーブルとカッターを動かし、オペレーターが操作を直接制御します。
Advantages:
- 低いセットアップコスト: 手動フライス盤は通常、CNC マシンに比べて購入とセットアップのコストが安価です。
- 柔軟性: オペレーターは操作を完全に制御できるため、加工中に柔軟に調整を行うことができます。
- シンプルさ: 複雑なセットアップや高速自動化が不要な小ロット、プロトタイプ加工、または 1 回限りのプロジェクトに最適です。
短所:
- 労働集約的: 手動操作ではより多くの時間と労力が必要となり、特に大量バッチの場合は生産効率が低下します。
- 限られた精度: 精度はオペレーターのスキルに大きく依存し、部品の品質にばらつきが生じる可能性があります。
- 速度が遅い: 手動の機械は自動化された CNC 機械よりも遅いため、大量生産には適していません。
アプリケーション:
- 試作、少量生産、または極めて高い精度を必要としないアプリケーションに最適です。
- 教育環境や小規模なワークショップでは、ブラケット、ハウジング、固定具などの部品によく使用されます。
CNCフライス
コンピュータ数値制御(CNC)フライス加工では、コンピュータプログラムを用いてフライス盤の工具とワークピースの動きを制御します。CNCフライス加工は高度に自動化されており、手動フライス加工に比べて精度、柔軟性、速度が向上します。デジタル制御の採用により、高い再現性と、手作業では実現が難しい複雑な部品形状の加工が可能になります。

Advantages:
- 高精度と精度: CNC フライス加工は、複雑なデザインや厳しい許容差を生み出すために不可欠な、より高い精度を実現します。
- オートメーション: CNC マシンは人間の介入を最小限に抑えて継続的に動作できるため、生産性と一貫性が向上します。
- 複雑な形状: 手作業によるフライス加工では効率的に実現できない複雑なカット、角度、形状を実現できます。
短所:
- 高いセットアップおよび運用コスト: CNC マシンは、初期購入コスト、熟練したオペレーターの必要性、継続的なメンテナンスの両面で高価です。
- プログラミング時間: 機械は自動化されていますが、複雑なジョブのプログラミングにはかなりの時間と専門知識が必要になる場合があります。
アプリケーション:
- 大量生産、精密製造、複雑な設計に最適です。
- 自動車、航空宇宙、医療機器製造、複雑な部品や高精度コンポーネントのカスタム加工などの業界で使用されます。
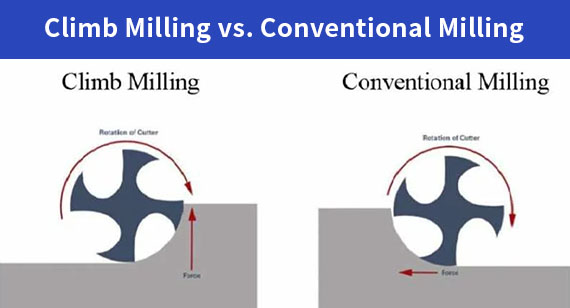
アップカットとダウンカットのミリング
フライス加工において、切削工具とワークピースの相対的な方向は、表面仕上げ、材料除去率、そして工具摩耗に大きな影響を与えます。切削機構には、アップカットフライス加工とダウンカットフライス加工の2種類があります。どちらも独自の利点を持ち、特定の用途に適しています。
アップカットミリング:
アップカットフライス加工では、切削工具はワークの送り方向と逆方向に回転します。切れ刃が材料を表面から持ち上げ、小さな切りくずが生成され、徐々に大きくなります。

Advantages:
- ワークピースの表面仕上げをより滑らかにします。
- 材料を徐々に除去することで工具の摩耗を軽減します。
短所:
- 特に切削工具によって押しのけられやすい材料の場合、制御がより困難になります。
- 硬い材料を加工する場合、工具のたわみが大きくなる可能性があります。
アプリケーション:
- 仕上げカットや柔らかい材料の軽加工など、より滑らかな表面仕上げが求められる用途でよく使用されます。
ダウンカットミリング:
ダウンカットミリングでは、切削工具がワークピースの送りと同じ方向に回転し、切削刃が材料を機械テーブルに向かって下方に押し込みます。

Advantages:
- ツールが材料を下方に押し下げるため、ワークピースの上面の仕上がりが向上します。
- 特に薄い素材や脆い素材の場合、素材が裂けたり欠けたりするリスクを最小限に抑えます。
短所:
- 材料がカッター内に直接押し込まれるため、工具の摩耗が増加し、力が大きくなり、過熱する可能性があります。
- 切削領域からチップを除去する効果が低下し、工具温度の上昇や工具の摩耗の増加につながる可能性があります。
アプリケーション:
- きれいで精密な表面が不可欠な作業、特に繊細なワークピースやプラスチックや複合材などの力に敏感な材料に最適です。
結論
手作業であれCNC加工であれ、それぞれのフライス加工には独自の利点と限界があり、異なる種類のプロジェクトに適しています。適切なフライス加工の種類を選択するには、材料、部品の複雑さ、精度、生産量などの要因を考慮する必要があります。これらの違いを理解することで、メーカーは効率性、費用対効果、そして高品質な結果を得るためにプロセスを最適化できます。旋削加工やフライス加工といった従来の方法を選択する場合でも、放電加工やレーザー加工といった非伝統的な方法を選択する場合でも、これらのプロセスを理解することは、機械加工プロジェクトを成功させるための情報に基づいた意思決定に役立ちます。
以下に、リバースミリングとフォワードミリングの違いを明確に比較した表を示します。
基準
|
リバースミリング
|
フォワードミリング
|
| 切断方向 |
切削工具は送り方向と反対方向に回転します。 |
切削工具は送りと同じ方向に回転します。 |
| 材料の除去 |
チップは、表面から始めて、材料から少しずつ除去されます。 |
チップは、材料のより深い部分から始めて、より大きな増分で除去されます。 |
| 表面仕上げ |
表面の仕上がりが粗くなります。 |
より滑らかな表面仕上げを実現します。 |
| 工具の摩耗 |
材料との突然のかみ合いにより工具の摩耗が増加します。 |
カッターが徐々に進入するため、工具の摩耗が少なくなります。 |
| 機械のたわみ |
カッターに作用する力により、機械のたわみが増大します。 |
カッターがより均等に噛み合うため、機械のたわみが少なくなります。 |
| 送り方向 |
材料はカッターの回転方向と逆方向に送られます。 |
材料はカッターの回転と同じ方向に送られます。 |
| アプリケーション |
仕上げカットや柔らかい素材に適しています。 |
荒いカットや硬い材料に適しています。 |
| 切削力 |
切削力が高くなり、工具のチャタリングが発生する可能性があります。 |
切削力が低下し、チャタリングが減少します。 |
| 切りくずの除去 |
切りくずは切削領域から押し出されますが、詰まりやすくなります。 |
チップがワークピースから押し出されやすくなります。 |
| フライス盤での使用 |
主に仕上げ作業や簡単に切断できる材料に使用されます。 |
迅速な材料除去が必要な荒削り作業によく使用されます。 |
この表には、リバースミリングとフォワードミリングの詳細な比較が示されており、材料、切削力、表面仕上げ要件、その他の要因に基づいて、どの方法が加工ニーズに最適かを理解できます。
従来のフライス加工とダウンカットフライス加工の比較
以下に、従来のミリングとダウンカットミリングを構造化された形式で明確に比較します。
基準
|
従来のフライス加工
|
ダウンカットミリング
|
| 表面処理 |
切削力がよりギザギザの表面を形成するように作用するため、表面仕上げが粗くなる可能性があります。 |
切削力が工具を下方に押し下げるため、よりきれいで滑らかな表面が生成されます。 |
| 工具の摩耗 |
切削力が上向きになるため、工具の摩耗が増加し、工具にかかるストレスが増加します。 |
切削力が下向きになり、工具にかかる圧力が減少するため、工具の摩耗が少なくなります。 |
| 材料の除去 |
材料の除去はツールが送り方向と反対に動くことで発生し、切削力がより高くなり、材料の除去が粗くなる可能性があります。 |
工具が送りと同じ方向に動くため、材料の除去がよりスムーズになり、切削力が低下します。 |
| 材料 |
より制御された除去を必要とする硬い材料に適しています。 |
柔らかい素材や滑らかな仕上がりが必要な場合に適しています。 |
従来型フライス加工とダウンカットフライス加工は、加工要件に応じてそれぞれ異なる利点があります。従来型フライス加工は、より積極的に材料を除去する必要がある用途に最適ですが、ダウンカットフライス加工は、より滑らかな仕上げや、より少ない力で切削できる材料に適しています。
適切なフライス加工方法を選択するにはどうすればよいでしょうか?
プロジェクトに適したフライス加工方法を選択する際には、最適な結果を得るためにいくつかの要素を考慮する必要があります。これらの要素には、材料の種類、表面仕上げ、必要な粗さ値などがあります。これらの要素を詳しく分析し、お客様のニーズに最適なフライス加工方法を的確に判断できるようお手伝いします。
材料タイプ
材料の種類は、どのフライス加工工程を選択するかを決定する上で重要な要素です。例えば、チタンやステンレス鋼のような硬い材料は、アルミニウムのような柔らかい材料とは異なる切削工具と加工工程を必要とする場合があります。それぞれのフライス加工工程には、特定の材料に適した独自のパラメータセットがあります。

表面仕上げ
フライス加工工程を決定する際には、表面仕上げが非常に重要です。航空宇宙産業や医療機器部品などでは、美観や機能上の理由から、より滑らかな表面仕上げが求められる場合があります。フェイスフライス加工などのフライス加工では、スロットフライス加工などの一般的に粗い表面になる加工よりも滑らかな仕上がりが得られます。

正面フライス
粗さRa値(μm):正面フライス加工は、通常、平面の加工や広い面からの材料除去に使用されます。正面フライス加工におけるRa値は、工具と切削条件に応じて、1~3μmの範囲で微細仕上げが可能です。
エンドミル
粗さRa値(μm):エンドミル加工は、部品の長さ方向に沿って切削加工を行う際に使用され、通常はスロットやポケットを作成します。この加工により、Ra値が約1~2μmの表面仕上げを実現できます。
スロットミーリング
粗さRa値(μm):スロットフライス加工は、溝やチャネルの切削によく使用されます。この加工では、工具のサイズ、速度、送り速度に応じて、表面仕上げは1~5μm程度になります。
スレッドミリング
粗さRa値(μm):ねじ切りフライス加工は、内ねじおよび外ねじの製造に一般的に使用されます。表面粗さは、ねじのピッチと深さによって異なりますが、ほとんどの用途で一般的に2~4μmの範囲です。
歯車フライス加工
粗さRa値(μm):ギアフライス加工は、ギア、スプロケット、その他の歯付き部品の切削に用いられます。効果的な加工には、ギアの歯に必要な精度に応じて、通常2~6μmの表面仕上げが必要です。
材料の種類、表面仕上げ、粗さの Ra 値を考慮することで、メーカーは必要な製品品質を効率的かつコスト効率よく達成するための最適なフライス加工操作を決定できます。
以下に、さまざまなフライス加工操作、その粗さ Ra 値、およびそれらが材料の種類や表面仕上げとどのように関係するかをまとめた表を示します。
フライス加工作業
|
粗さRa値(μm)
|
材料タイプ
|
表面仕上げ
|
アプリケーション
|
| 正面フライス |
1~3μm |
アルミニウム、ステンレス鋼、鋼 |
終了 |
平らな表面を加工したり、広い表面から材料を除去したりするために使用されます。 |
| エンドミル |
1~2μm |
各種材質(アルミニウム、スチール、チタン) |
上質から中程度 |
スロットやポケットなど、部品の長さに沿ってカットするのに最適です。 |
| スロットミーリング |
1~5μm |
アルミニウム、ステンレス鋼、鋼 |
中程度から粗い |
溝、チャネル、スロットを切断するために使用されます。 |
| スレッドミリング |
2~4μm |
鋼、ステンレス鋼 |
上質から中程度 |
より高い精度のねじプロファイルで、内ねじまたは外ねじを生成します。 |
| 歯車フライス加工 |
2~6μm |
スチール、アルミニウム、ステンレス |
中程度から粗い |
ギア、スプロケット、その他の歯付き部品を切断します。 |
| 訓練 |
1~5μm |
鋼、アルミニウム、プラスチック |
粗めから中程度 |
通常は回転ドリルビットを使用して丸い穴を作成するために使用されます。 |
| 研削 |
0.1~1μm |
スチール、ステンレス、セラミック |
非常に細かい |
表面の仕上げや研磨に使用され、高い精度を実現します。 |
| ソーイング |
3~10μm |
アルミニウム、スチール、真鍮 |
ラフ |
通常は鋸刃を使用して材料を切断し、部品を形成します。 |
| ブローチ |
0.5~2μm |
鋼、鋳鉄 |
上質から中程度 |
ブローチを使用して、部品に複雑な形状やキー溝を切り込みます。 |
| プレーニング |
1~5μm |
スチール、アルミ |
中程度から粗い |
大量の材料を除去して滑らかで平らな表面を作成します。 |
この表は、表面仕上げ (Ra 値)、材料の適合性、および特定の用途に基づいて、一般的なフライス加工操作を簡単に比較したものです。
幾何学的複雑さ
適切なフライス加工工程を選択する際には、形状の複雑さが重要な役割を果たします。平面や基本的な溝などの単純な形状であれば、フェースミル加工やエンドミル加工といった従来のフライス加工工程で効果的に加工できます。しかし、半径が狭い形状や複雑な輪郭を持つ形状など、より複雑な形状の場合は、輪郭フライス加工や3Dフライス加工といった特殊な加工工程が必要になる場合があります。精度を損なうことなく複雑な形状を加工できる機械と工具の能力は、望ましい設計結果を得るために不可欠です。
許容差の要件
フライス加工は多くの場合、高精度が求められます。公差要件が厳しいほど、加工方法の選択はより具体的になります。厳しい公差が求められる部品には、マイクロフライス加工、CNCフライス加工、研削加工といった精密フライス加工が適しています。これらの加工方法により、完成寸法をより正確に制御できるため、部品が所定の仕様を満たすことが保証されます。公差が緩くても問題ない場合は、従来のフライス加工や鋸引き加工といったより単純な加工方法を用いることができます。
機械のパラメータと設定を考慮する
フライス盤の設定と機能は、加工の品質と効率に影響を与えます。送り速度、切削速度、工具の種類、切削深さなどのパラメータは、材料、加工の種類、そして望ましい結果に基づいて最適化する必要があります。CNC工作機械のように、より高い精度と高度な機能を備えた工作機械は、より複雑で精巧な加工を可能にします。機械パラメータを理解することで、オペレーターは設定を最適化し、効率性と高品質な出力を実現できます。
生産量
プロジェクトに必要な部品の数量は、適切なフライス加工工程を選択する上で重要な要素です。大量生産の場合、自動化されたCNCフライス加工または高速切削加工の方が効率的で費用対効果に優れています。これらの工程は、大量生産において高い再現性と生産性を実現します。一方、少量生産やカスタム部品の場合は、手動または小規模な加工の方が柔軟性が高く、必要なユニット数が少ない場合に費用対効果が高い場合があります。
さまざまなフライス加工に適した工具の選択
工具の選択は、加工対象材料、加工の種類、そして求める結果によって異なります。荒削りには、より大型で堅牢な切削工具が使用され、精密加工や仕上げ加工には、より微細で小型の工具が必要になります。例えば、超硬工具は通常、硬い材料に使用されますが、柔らかい材料にはハイス工具で十分な場合が多いです。適切な工具を選択することで、高い性能、長寿命、そして工具摩耗の最小化が保証され、全体的な加工結果が向上します。
コストの検討
適切なフライス加工工程を選択する上で、コストは常に重要な要素となります。精密加工や高品質な仕上げが求められる加工は、セットアップ費用や工具費が高くなるものの、優れた結果が得られます。生産量が多い場合は、自動CNC加工により人件費を削減し、スループットを向上させることができるため、初期投資は高額でも費用対効果は高くなります。一方、手作業によるフライス加工のような単純な加工は、少量生産であれば経済的かもしれませんが、自動化された工程ほどの精度と再現性が得られない場合があります。
利用可能な工作機械と技術
工場で利用可能な機械の種類も、フライス加工の選択に影響を与えます。多軸加工機能を備えた高度なCNC工作機械は、より高い柔軟性と精度を提供し、5軸フライス加工や多材質加工といった複雑な加工を可能にします。一方、古い機器や最新鋭でない機器では、効果的に実行できる加工の種類が制限される可能性があります。工作機械と技術の可用性は、設計仕様と生産スケジュールの両方を効率的に満たす能力を左右します。
ツールの可用性と互換性
工具の入手可能性とフライス盤との互換性も、意思決定プロセスにおいて重要な要素です。機械によって必要な工具の種類やサイズは異なります。例えば、CNC工作機械では、手動フライス盤では対応できない特殊な切削工具、工具ホルダー、アダプタが必要になる場合があります。適切な工具の入手可能性は、リードタイムと生産コストにも影響を及ぼします。特殊な工具の調達は、プロジェクトの遅延や総コストの増加につながる可能性があります。
オペレータースキルレベル
適切なフライス加工方法を選択する際には、オペレーターのスキルレベルも考慮する必要があります。CNC加工には、プログラミングと機械のセットアップに精通した熟練オペレーターが必要です。一方、手動フライス加工機は経験の浅い人でも操作できますが、精度と効率が多少犠牲になる可能性があります。熟練オペレーターは設定を最適化してより良い結果を得たり、より複雑な作業にも対応できるため、適切な加工方法を選択する上で、その経験は重要な要素となります。
安全要件
あらゆる製造プロセスにおいて、安全性は最優先事項です。高速回転や切削工具を使用するフライス加工では、飛散物、鋭利な刃先、発熱などのリスクが生じる可能性があります。機械ガード、緊急停止スイッチ、適切な工具設定などの安全機能により、これらのリスクを最小限に抑えることができます。作業員の安全を確保し、怪我や事故のリスクを最小限に抑えるため、フライス加工は安全規制に準拠する必要があります。安全要件に基づいて適切なフライス加工を選択することで、事故を防止し、より安全な作業環境を実現できます。
フライス加工アプリケーション
フライス加工は、幅広い業界や用途で利用されています。例えば、自動車業界では、エンジン部品、ギア、シャーシ部品の製造にフライス加工が用いられています。航空宇宙業界では、高精度が求められる航空機部品の製造において、精密フライス加工が不可欠です。医療業界では、複雑な医療機器やインプラントの製造にフライス加工が利用されており、電子機器業界では、ハウジングやコネクタなどの部品の製造にフライス加工が用いられています。適切なフライス加工を選択することで、特定の用途において、性能、コスト、精度の最適なバランスを確保できます。
結論として、適切なフライス加工工程の選択は、材料の種類、必要な公差、生産量、コスト、安全性など、いくつかの要因によって決まります。これらの考慮事項を理解することで、メーカーはニーズに最適な加工工程を選択し、時間とコストの制約を満たしながら高品質な結果を得ることができます。
概要:フライス加工:プロセス、種類、図、およびアプリケーションの理解
フライス加工は、回転刃を用いてワークピースから材料を削り取る重要な加工工程です。その汎用性と精度の高さから、様々な産業で重要な役割を果たしています。CNCフライス盤は、フライス加工工程を自動化し、効率を向上させ、人的ミスを削減できるため、広く利用されています。
フライス加工には、フェイスミル加工、スロットミル加工、エンドミル加工など、様々な種類があり、それぞれに独自の長所、短所、用途があります。例えば、フェイスミル加工は広く平坦な面の加工に最適ですが、スロットミル加工は狭いスロットや溝の切削に使用されます。エンドミル加工は精密な切削に効果的で、スレッドミル加工はねじ穴の加工に使用されます。
適切なフライス加工工程を選択する際には、材料の種類、表面仕上げの要件、工具の可用性、機械パラメータといった要素を考慮する必要があります。CNC加工は高い精度と再現性を備えており、複雑な部品の大量生産に適しています。一方、手動フライス加工は、少量生産やカスタム部品の製造に最適です。
フライス加工には、アップカットフライス加工やダウンカットフライス加工といった様々な加工方法があり、それぞれが表面品質、材料除去、工具摩耗に異なる影響を与えます。オペレーターは、加工対象部品の目的、材料、複雑さに応じて適切なフライス加工方法を選択する必要があります。
さらに、レーザー加工やウォータージェット加工といった非伝統的なフライス加工技術は、高精度、最小限の熱影響、あるいは硬質材料の切断能力が求められる特定の用途において、独自の利点を提供します。これらの加工方法を理解することは、プロジェクトのニーズに基づいて最適な加工方法を選択する上で不可欠です。
結局のところ、フライス加工は、高精度、多様な形状、複雑な形状の部品の製造に不可欠です。フライス加工の種類、機械、工具を適切に組み合わせることで、メーカーは生産プロセスを最適化し、高品質な結果を実現できます。

フライス加工に関するよくある質問
フライス盤の基本的な種類は何ですか?
フライス盤には、立型フライス盤、横型フライス盤、CNC(コンピュータ数値制御)フライス盤の3種類があります。立型フライス盤は主軸が垂直方向に配置されており、横型フライス盤は主軸が水平方向に配置されています。CNCフライス盤はコンピュータプログラミングによって自動化・制御されており、高い精度と再現性を実現します。
どのフライス加工操作が最も高い精度を実現しますか?
エンドミル加工とスロットミル加工は、最も高い精度を実現するフライス加工の一つです。これらの加工方法は、厳しい公差を誇り、小型部品や精密部品に複雑で精緻な切削を施す際に使用されます。
どのタイプのフライス加工作業が最も高価ですか?
ギアのフライス加工は、高精度で表面仕上げのギアを製造するために特殊なツールと複雑なセットアップが必要となるため、最もコストのかかるフライス加工操作の 1 つになる傾向があります。
どのタイプのフライス加工が最も費用対効果が高いですか?一般的に、大きな平面を加工する場合、正面フライス加工が最も費用対効果の高いフライス加工です。この方法は、大きな表面から材料を素早く除去できるシンプルさと効率性から、大量生産で広く使用されています。
最も一般的なフライス加工操作は何ですか?
正面フライス加工は、ワークピースに平面加工を施すために使用されるため、最も一般的なフライス加工です。自動車、航空宇宙、製造業など、様々な業界で汎用性と効果を発揮します。
最も人気のあるフライス加工技術は何ですか?
CNCフライス加工技術は、最も一般的なフライス加工技術です。CNCフライス盤は自動化されており、コンピュータプログラムによって制御され、複雑な部品の製造において高い精度、再現性、効率性を実現します。
最も正確なフライス加工操作は何ですか?
エンドミル加工は、一般的に最も精度の高いフライス加工です。医療機器、航空宇宙部品、電子部品など、高精度が求められる用途において、複雑な形状、輪郭、精密な特徴を作り出すために使用されます。
最も安価なフライス加工作業は何ですか?
正面フライス加工は、高速で大量生産に適しているため、最も費用対効果の高いフライス加工の一つです。平面加工によく使用され、大量生産に効果的です。
最もコストのかかるフライス加工作業は何ですか?
ギアのフライス加工は、ギアの切削が複雑で、特殊な工具が必要であり、高性能アプリケーション向けのギアを製造するのに精度が求められるため、最も高価な加工の 1 つとなることがよくあります。
最も古い工業用製粉技術は何ですか?
手動フライス盤は、最も古いフライス加工技術の一つです。これらの機械は19世紀初頭から使用されており、現代のCNC工作機械が多くの手作業に取って代わったとはいえ、カスタム生産や少量生産においては、手動フライス加工は依然として貴重な技術です。
製粉プロセスの 3 つの基本的な形式は何ですか?
フライス加工には、フェースフライス加工、スラブフライス加工、エンドミル加工の3つの基本的な形態があります。これらは、平面の作成から微細な特徴や形状の切削まで、幅広い加工をカバーします。
最も優れた製粉プロセスは何ですか?
「最適な」フライス加工工程は、プロジェクトの具体的な要件によって異なります。CNCフライス加工は、複雑で高精度、かつ厳しい公差を持つ部品の製造に最適とされることが多いです。広い面仕上げが必要な場合は、フェイスフライス加工が最適な選択肢となる場合があります。
輪郭フライス加工とは何ですか?
輪郭フライス加工は、ワークピースの輪郭または周囲に沿って切削を行う加工です。曲面や微細な表面を作成するためによく使用され、金型やツールパスの製造に広く応用されています。
7つの旋盤加工とは何ですか?
旋盤でよく使われる7つの加工は、旋削、ボーリング、穴あけ、面削り、ローレット加工、パーティング、ねじ切りです。これらの加工は、円筒形または球形の部品の成形と仕上げに使用されます。
機械加工の4つの工程とは何ですか?
機械加工の主な4つの工程は、切削、研削、フライス加工、旋削です。各工程は、材料を除去して特定の形状や特徴を実現するために使用されます。
6 つの基本的なマシンとは何ですか?
機械加工における基本的な機械は、旋盤、フライス盤、研削盤、ボール盤、シェーバー、そして鋸の6つです。これらの機械は、特定の要件を満たす部品の切断、成形、研削、穴あけなど、様々な作業に使用されます。


 472 | VMT 08年2025月8日公開 | 読了時間:約XNUMX分
472 | VMT 08年2025月8日公開 | 読了時間:約XNUMX分 





 +86 15099911516
+86 15099911516


 続きを読む
続きを読む