15 anos de fábrica de peças de usinagem CNC personalizadas na China

Olá, sou o VMT Sam!
Com 25 anos de experiência em usinagem CNC, estamos comprometidos em ajudar os clientes a superar 10000 desafios complexos de processamento de peças, tudo para contribuir para uma vida melhor por meio da fabricação inteligente. Contacte-nos agora
 655 | Publicado por VMT em 09 de abril de 2025 | Tempo de leitura: cerca de 10 minutos
655 | Publicado por VMT em 09 de abril de 2025 | Tempo de leitura: cerca de 10 minutos





Escolher o tipo certo de operação de torneamento pode ser o fator decisivo entre um projeto eficiente e econômico e um que sofre com retrabalho, tolerâncias baixas e desperdício de materiais. Com o uso crescente do torneamento CNC em todos os setores, engenheiros e compradores muitas vezes se sentem sobrecarregados pela variedade de técnicas de torneamento disponíveis. Do faceamento e torneamento cônico ao contorno, mandrilamento e rosqueamento, cada método oferece vantagens únicas, dependendo do material, da geometria e dos requisitos funcionais da peça. Se você não tem certeza de qual abordagem é mais adequada ao seu projeto, saiba que não está sozinho.
É aí que este guia entra — para esclarecer, comparar e ajudar você a tomar decisões informadas. Seja você um engenheiro otimizando projetos para manufaturabilidade ou um especialista em compras em busca do serviço de torneamento CNC mais eficiente, este artigo é o seu recurso essencial para entender os vários tipos de operações de torneamento, suas aplicações e como escolher a correta.
Existem mais de 15 tipos de operações de torneamento, incluindo faceamento, torneamento cônico, canal, mandrilamento e rosqueamento. Cada método suporta diferentes formatos, tolerâncias e materiais. A escolha do tipo correto depende da geometria da peça, dos requisitos de acabamento superficial e do volume de produção. Serviços de torneamento CNC pode integrar múltiplas operações para atingir alta precisão e eficiência de produção.
Para aproveitar ao máximo a tecnologia de torneamento, é essencial entender como cada tipo de operação funciona e qual o papel que desempenha na fabricação de peças. Vamos começar desmistificando o básico: o que é torneamento, como funciona e quais etapas estão envolvidas no processo de torneamento, desde a configuração até a inspeção final.
O torneamento é um processo de fabricação subtrativo em que uma peça rotativa é moldada utilizando uma ferramenta de corte estacionária. Mais comumente realizado em um torno ou centro de torneamento CNC, a operação remove material de superfícies cilíndricas ou cônicas para obter diâmetros, comprimentos e contornos precisos. É utilizado em uma ampla gama de indústrias para criar componentes como eixos, buchas, fixadores, conexões e conectores. Com os avanços na tecnologia CNC, o torneamento agora pode lidar com geometrias mais complexas e tolerâncias mais rigorosas do que nunca.
Ao contrário da fresagem, que envolve múltiplos eixos e ferramentas rotativas, o torneamento depende da rotação da própria peça. Essa diferença fundamental torna o torneamento particularmente adequado para peças redondas ou simétricas. Em tornearias CNC, o processo é altamente automatizado, resultando em maior repetibilidade, produção mais rápida e menores custos de mão de obra — especialmente para torneamento CNC personalizado e projetos de torneamento de protótipos CNC.

Em sua essência, o torneamento utiliza um princípio simples: a peça gira enquanto a ferramenta permanece fixa. No entanto, nos modernos sistemas de torneamento CNC, esse processo é meticulosamente programado e controlado para garantir uma precisão excepcional. Veja como ocorre uma operação típica de torneamento CNC:
Oficinas de torneamento CNC frequentemente combinam operações para maximizar a eficiência. O uso de peças torneadas CNC de precisão em setores como aeroespacial, médico e automotivo ressalta a importância de selecionar a operação certa para cada projeto.
Analisaremos detalhadamente os vários tipos de operações de torneamento para que você possa entender quando e por que cada uma é usada e como elas se encaixam no seu processo de design ou fabricação.
O torneamento é muito mais do que um processo único e uniforme — ele abrange uma ampla variedade de operações de usinagem adaptadas para atender a requisitos geométricos, dimensionais e de acabamento superficial específicos. Seja na prototipagem ou na produção em larga escala, compreender essas operações de torneamento ajuda a garantir que sua peça seja usinada com a técnica correta, reduzindo tempo, custo e retrabalho. Os serviços modernos de torneamento CNC combinam várias operações em uma única sequência para maximizar a produtividade e a precisão. Abaixo, detalhamos os 15 tipos de operações de torneamento mais utilizados, cada um com suas aplicações e benefícios exclusivos.
Diante
O faceamento é um dos tipos de operações de torneamento mais fundamentais e amplamente utilizados em tornos ou centros de torneamento CNC. Envolve a remoção de material da extremidade de uma peça rotativa para produzir uma superfície plana perpendicular ao eixo da peça. Tanto na usinagem manual quanto na CNC, o faceamento é normalmente a primeira operação, preparando a peça para torneamento de precisão adicional, estabelecendo uma face de referência limpa e quadrada.
A ferramenta de corte move-se radialmente, seja da borda externa em direção ao centro ou vice-versa, dependendo da estratégia de usinagem. A ferramenta geralmente é montada perpendicularmente ao eixo da peça em um carro transversal ou torre CNC. Para melhores resultados, a velocidade da superfície, a taxa de avanço e a profundidade de corte devem ser controladas com precisão para evitar desgaste da ferramenta ou irregularidades da superfície.

Diferenciais
Desvantagens
Aplicações
O faceamento pode ser uma operação básica, mas estabelece a base para o sucesso de todos os procedimentos de torneamento subsequentes. Em serviços de torneamento CNC, costuma ser a primeira e mais repetida etapa da produção em lote, ajudando a garantir a precisão dimensional e a integridade funcional de todas as peças. Gostaria que eu passasse para a próxima operação de torneamento, como o torneamento reto?
Viragem Reta
O torneamento reto é um dos principais tipos de operações de torneamento usadas para reduzir o diâmetro de uma peça cilíndrica a um tamanho especificado. Este processo envolve o avanço da ferramenta de corte paralelamente ao eixo de rotação da peça. À medida que a peça gira, o material é removido uniformemente de sua superfície externa, resultando em uma seção cilíndrica lisa e uniforme.
Esta operação é comumente usada na produção de eixos, hastes ou quaisquer peças que exijam diâmetros externos precisos. A profundidade de corte, a velocidade e a taxa de avanço podem ser ajustadas dependendo do material e dos requisitos de acabamento. O torneamento reto pode ser realizado manualmente ou por meio de tornos CNC avançados, que permitem maior precisão e automação.

Diferenciais
Desvantagens
Aplicações
O torneamento reto é uma operação fundamental nos serviços modernos de torneamento CNC. Seja produzindo um único protótipo ou milhares de unidades de produção, esse processo é essencial para peças que exigem diâmetros precisos e excelente acabamento superficial. Vamos para a próxima operação de torneamento, o torneamento cônico?
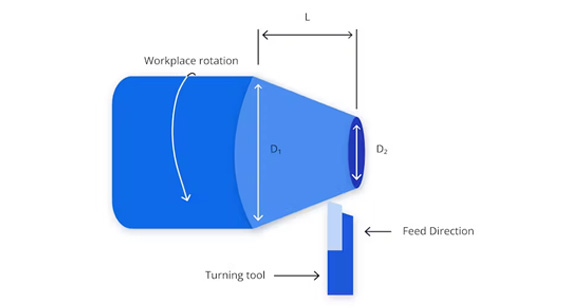
O torneamento cônico é um tipo fundamental de operação de torneamento em que o diâmetro da peça diminui (ou aumenta) gradualmente ao longo de seu comprimento, formando um formato cônico. Ao contrário do torneamento reto, que mantém um diâmetro constante, o torneamento cônico cria um perfil angular ajustando o caminho da ferramenta em relação ao eixo da peça. Isso é comumente necessário para aplicações que envolvem peças que precisam se encaixar em outros componentes com uma conexão justa e angular, como eixos cônicos, pinos ou roscas de tubos.
Em serviços de torneamento CNC, o torneamento cônico pode ser programado com precisão no sistema de controle, permitindo ao operador definir o ângulo de conicidade, os pontos inicial e final, e até mesmo cones compostos complexos. Em configurações de torneamento manual, o torneamento cônico pode ser realizado por meio de diversos métodos: girando o suporte composto, deslocando o cabeçote móvel, utilizando um acessório de torneamento cônico ou por meio de controle automático baseado em CNC.

Diferenciais
Desvantagens
Aplicações
O torneamento cônico é um processo crítico na engenharia de precisão, proporcionando a funcionalidade e a confiabilidade necessárias em componentes de encaixe preciso ou com transferência de carga. Com a ajuda de modernas oficinas de torneamento CNC, essa operação agora pode ser realizada com mais rapidez, precisão e consistência do que nunca. Pronto para o próximo processo? Vamos explorar o Torneamento de Contorno a seguir.
Torneamento de Contorno
O torneamento de contorno é um tipo de operação de torneamento usada para usinar perfis curvos ou irregulares na superfície de uma peça cilíndrica. Ao contrário do torneamento reto ou cônico, que lida com superfícies lineares ou angulares, o torneamento de contorno envolve a geração de formas complexas e suaves, como filetes, raios e curvas compostas. Este processo é especialmente vital quando o componente requer uma mistura de diâmetros diferentes ou forma uma transição de superfície tridimensional ao longo de seu eixo.
Em serviços modernos de torneamento CNC, o torneamento de contorno é executado pela programação de um percurso de ferramenta que segue uma geometria precisa definida em software CAD/CAM. O torno CNC então manipula a ferramenta simultaneamente ao longo dos eixos X e Z para seguir o perfil definido. Isso torna o torneamento de contorno ideal para torneamento CNC personalizado, onde precisão e repetibilidade são primordiais.

Diferenciais
Desvantagens
Aplicações
O torneamento de contornos libera o potencial da tecnologia CNC, permitindo perfis sofisticados de múltiplos raios em um único eixo. É uma técnica de torneamento essencial para indústrias onde forma, ajuste e acabamento são cruciais. A seguir, vamos explorar o torneamento de canais, outra operação especializada de torneamento com ampla relevância industrial.
Ranhura: O que é e quando é usado em torneamento CNC?
A ranhura é uma operação fundamental de torneamento que envolve o corte de um canal estreito (ou ranhura) na superfície de uma peça rotativa usando uma ferramenta de corte com formato especial. Essas ranhuras podem ser internas (dentro de um furo ou furo), externas (no diâmetro externo) ou na face da peça (ranhura frontal). A geometria da ranhura pode ser quadrada, redonda, em V ou com formato personalizado, dependendo dos requisitos da aplicação.
Em serviços modernos de torneamento CNC, as operações de ranhuramento são realizadas com trajetórias de ferramentas precisas controladas por código numérico computadorizado, permitindo tolerâncias rigorosas, repetibilidade e versatilidade. A ranhuramento é especialmente importante na produção de peças torneadas CNC que exigem anéis de retenção, anéis de vedação, anéis de retenção ou outros componentes funcionais que devem ser fixados com segurança em uma área rebaixada.

Diferenciais
Desvantagens
Aplicações
A ranhura é um dos tipos de operações de torneamento mais importantes do ponto de vista funcional, proporcionando benefícios estruturais, mecânicos e de vedação para inúmeros setores. À medida que avançamos, o próximo processo de torneamento que abordaremos é o Corte (Separação) — uma operação final e essencial na maioria dos projetos de torneamento CNC.
Corte (partição): o que é e por que é essencial no torneamento CNC?
O corte, também conhecido como separação, é uma operação de torneamento de chaves na qual a peça acabada é separada da matéria-prima restante ou da barra. Esse processo envolve o uso de uma ferramenta de corte estreita e afiada para se mover perpendicularmente na peça rotativa até que ela separe completamente o componente. Em serviços de torneamento CNC, esta é normalmente a operação final após a conclusão de todas as outras etapas de usinagem — como faceamento, ranhuramento e rosqueamento.
A ferramenta de corte é montada em ângulo reto em relação ao eixo de rotação e deve penetrar precisamente no local pré-programado. No torneamento CNC personalizado, o corte é executado com alta precisão para garantir que o componente final tenha uma superfície final limpa e precisa, especialmente importante em indústrias com tolerâncias rigorosas, como a aeroespacial e a indústria médica.
Diferenciais
Desvantagens
Aplicações
A separação é um dos tipos finais, porém mais críticos, de operações de torneamento, garantindo que as peças sejam separadas de forma limpa para garantir a qualidade e o processamento posterior. A seguir, exploraremos o rosqueamento — uma operação especializada que desempenha um papel vital na funcionalidade mecânica de muitas peças torneadas por CNC.
Enfiando: O que é rosqueamento em torneamento e por que é importante?
Rosqueamento é uma operação de torneamento usada para criar ranhuras ou sulcos helicoidais — comumente conhecidos como roscas — nas superfícies externas ou internas de uma peça cilíndrica. Essas roscas permitem que as peças se conectem, fixem ou se movam umas em relação às outras e são encontradas em uma ampla gama de componentes mecânicos, como parafusos, porcas, eixos e conexões. Em serviços de torneamento CNC, o rosqueamento é frequentemente realizado com ferramentas especializadas programadas para seguir o passo, a profundidade e o perfil exatos do tipo de rosca necessário.
O rosqueamento pode ser externo (na parte externa da peça) ou interno (dentro de um furo) e normalmente é executado com uma ferramenta de ponta única ou acessórios de fresamento de roscas. Os tornos CNC se destacam no rosqueamento devido à sua alta precisão, repetibilidade e capacidade de produzir formatos de rosca métricos e imperiais.

Diferenciais
Desvantagens
Aplicações
O rosqueamento é um pilar fundamental entre os tipos de operações de torneamento, oferecendo benefícios estruturais e funcionais. Como um processo altamente técnico, demonstra a capacidade de precisão das modernas oficinas de torneamento CNC. A seguir, exploraremos o mandrilamento, um processo usado para refinar diâmetros internos até obter dimensões e acabamentos exatos.
O que é mandrilamento em torneamento e por que ele é essencial para a precisão?
Mandrilamento é uma operação de torneamento usada para ampliar e dar acabamento ao diâmetro interno de um furo pré-perfurado ou fundido. Ao contrário da furação, que cria um furo inicial, o mandrilamento visa o refinamento de precisão, garantindo que o furo final seja liso, reto e dimensionalmente preciso. Essa operação é normalmente realizada em um torno ou centro de torneamento CNC, utilizando uma ferramenta de corte de ponta única conhecida como barra de mandrilar.
No torneamento CNC personalizado, o mandrilamento é especialmente importante quando são necessárias tolerâncias extremamente rigorosas — comum em indústrias como aeroespacial, automotiva e de fabricação de dispositivos médicos. A ferramenta penetra no furo pré-formado e remove material ao longo da superfície interna para atingir o diâmetro, a circularidade, a concentricidade e o acabamento superficial desejados.

Diferenciais
Desvantagens
Aplicações
Na lista mais ampla de tipos de operações de torneamento, o mandrilamento desempenha um papel crucial no ajuste fino das características internas para atender a especificações exigentes. Para indústrias onde a precisão do diâmetro interno pode significar a diferença entre falha e funcionalidade, o mandrilamento continua sendo um dos processos mais confiáveis oferecidos pelos serviços modernos de torneamento CNC. A seguir, abordaremos a furação, outro processo de usinagem interna, mas que inicia a jornada.
O que é furação em torneamento e por que ela é essencial na usinagem?
Perfuração É um dos tipos de operações de torneamento mais fundamentais e amplamente utilizados. Envolve a criação de um furo cilíndrico por meio da rotação de uma ferramenta de corte — normalmente uma broca — na peça de trabalho. Quando realizado em um torno ou centro de torneamento CNC, a peça de trabalho gira enquanto a broca permanece parada (ao contrário das furadeiras, onde a broca gira). A furação é geralmente a primeira etapa antes de operações como mandrilamento, alargamento ou rosqueamento.
Em serviços de torneamento CNC, a furação é essencial para iniciar as características internas de uma peça. Ela pode ser usada para criar furos de folga, furos piloto para rosqueamento ou pontos de partida para usinagem de cavidades mais complexas. Embora simples em princípio, a furação em uma configuração CNC permite maior precisão, repetibilidade e personalização ao trabalhar com uma variedade de materiais, de metais a plásticos de engenharia.

Diferenciais
Desvantagens
Aplicações
Como um dos principais tipos de operações de torneamento, a furação fornece o ponto de partida para a geometria interna. Quando combinada com tecnologias como o torneamento CNC personalizado, ela oferece não apenas velocidade, mas também precisão e controle, preparando o terreno para processos mais refinados, como mandrilamento ou rosqueamento. Vamos agora explorar o rosqueamento, a operação que confere aos furos perfurados uma rosca funcional.
O que é rosqueamento em torneamento e por que ele é essencial para componentes roscados?
Rosqueamento é uma operação de torneamento usada para criar roscas internas em um furo previamente perfurado. Envolve o uso de uma ferramenta de rosqueamento (macho) que corta roscas nas paredes do furo à medida que é girada na peça de trabalho. No contexto de serviços de torneamento CNC, o rosqueamento é frequentemente automatizado e programado com precisão, garantindo a consistência e a precisão da rosca, especialmente na produção em larga escala de peças torneadas CNC.
O rosqueamento geralmente ocorre após a perfuração na sequência de usinagem. O furo perfurado atua como um piloto, enquanto o macho define o passo, a profundidade e o diâmetro da rosca. Isso torna o rosqueamento uma operação vital na criação de componentes que serão montados com parafusos, porcas ou pinos.
No torneamento de protótipos CNC ou na produção em massa, o rosqueamento é usado para integrar sistemas de fixação diretamente na peça, eliminando a necessidade de insertos ou operações de rosqueamento secundário. É aplicável a uma ampla gama de metais e plásticos de engenharia, tornando-se uma solução versátil em muitos setores.

Diferenciais
Desvantagens
Aplicações
Em resumo, o rosqueamento é uma etapa crítica nos tipos de operações de torneamento para a produção de peças que dependem de fixações mecânicas seguras. Quando integrado aos serviços de torneamento CNC, o rosqueamento se torna não apenas mais preciso, mas também escalável e econômico, tanto para a prototipagem quanto para a produção. A seguir, vamos analisar o serrilhamento, um processo de torneamento exclusivo que adiciona textura em vez de cortar material.
O que é serrilhamento em torneamento e quando você deve usá-lo?
Recartilhado é uma operação de torneamento especializada usada para criar um padrão texturizado na superfície de uma peça cilíndrica. Diferentemente dos processos de corte, o serrilhamento é uma forma de trabalho a frio em que uma ferramenta endurecida pressiona a peça rotativa, deslocando o material para formar um padrão repetitivo em forma de diamante ou linha reta. Esse acabamento superficial melhora a aderência, a estética ou o encaixe mecânico da peça.
Em serviços de torneamento CNC, o recartilhamento é normalmente realizado com rodas ou matrizes serrilhadas montadas em um torno. Este processo não remove material; em vez disso, o redistribui para criar sulcos elevados. A operação é frequentemente realizada após a conclusão de outros processos de usinagem, como faceamento ou torneamento reto. É especialmente valiosa em aplicações de torneamento CNC personalizadas, onde a aderência é crucial — como em botões, cabos de ferramentas, instrumentos cirúrgicos ou até mesmo elementos decorativos.
Os padrões de serrilhamento podem ser categorizados em três tipos principais:

Diferenciais
Desvantagens
Aplicações
O serrilhamento pode não alterar significativamente as dimensões de uma peça, mas melhora significativamente a usabilidade e o design ergonômico. É um dos poucos tipos de torneamento que se concentra na textura da superfície em vez da forma ou da geometria interna. Na próxima seção, abordaremos o alargamento, um processo de acabamento que confere precisão ao dimensionamento de furos internos e ao acabamento superficial.
O que é alargamento em torneamento? Compreendendo seu papel de precisão na usinagem
Mandrilagem é uma operação de acabamento de precisão usada para ampliar um furo existente para um diâmetro específico com alta precisão e excelente acabamento superficial. Ao contrário da furação ou mandrilamento, que são usados principalmente para remoção de material, o alargamento visa o ajuste fino das dimensões e a melhoria da qualidade da superfície de um furo pré-perfurado ou mandrilado. Ele garante que o furo fique perfeitamente redondo, liso e dentro de tolerâncias rigorosas.
No torneamento CNC, o alargamento é normalmente realizado após a furação, utilizando uma ferramenta alargadora montada em um torno ou centro de torneamento CNC. A ferramenta alargadora entra lentamente no furo e corta uma pequena quantidade de material das paredes para criar um acabamento polido e consistente. Aplicações personalizadas de torneamento CNC frequentemente utilizam alargamento quando componentes exigem ajustes de precisão — como rolamentos, eixos ou pinos encaixados em furos.
Existem vários tipos de alargadores:

Diferenciais
Desvantagens
Aplicações
Em resumo, o alargamento é uma operação de torneamento crucial quando o objetivo é garantir tolerâncias de furo rigorosas e um acabamento superior. Ele complementa a furação e o mandrilamento, sendo especialmente valioso em setores onde a precisão dimensional é inegociável. À medida que avançamos, exploraremos outra técnica de acabamento — o torneamento de chanfro — que agrega valor funcional e estético às peças torneadas por CNC.
O que é torneamento de chanfro e quando ele deve ser usado?
O torneamento de chanfro é uma operação de torneamento que envolve o corte de uma aresta chanfrada ou declive de transição — chamado chanfro — na extremidade ou canto de uma peça cilíndrica. Essa aresta angular é normalmente cortada entre 30° e 45°, dependendo dos requisitos do projeto, e é usada para eliminar cantos vivos, auxiliar na montagem ou preparar peças para soldagem ou acoplamento.
No torneamento CNC, o chanframento costuma fazer parte de um processo de usinagem mais amplo, adicionado no início ou no final de um programa. A ferramenta de torneamento CNC segue um caminho de ferramenta predefinido, removendo uma pequena quantidade de material da borda da peça para criar uma superfície limpa e inclinada. Essa operação é comumente encontrada em serviços personalizados de torneamento CNC para melhorias funcionais e estéticas.
O torneamento de chanfros não se limita a peças circulares; chanfros internos e externos podem ser adicionados a furos, eixos, furos e até mesmo roscas. Tornearias CNC frequentemente automatizam esse processo usando ferramentas de chanfro ou insertos de torneamento multifuncionais.

Diferenciais
Desvantagens
Aplicações
O chanframento é um processo de torneamento simples, porém essencial, amplamente utilizado em indústrias que valorizam precisão, durabilidade e estética. Seja desenvolvendo um protótipo CNC ou preparando uma série de peças torneadas CNC personalizadas, o chanframento ajuda a melhorar o ajuste, a funcionalidade e a qualidade geral da peça. A seguir, veremos outra operação de acabamento de precisão — o torneamento em etapas — ideal para a produção de peças com múltiplos diâmetros ou seções de eixo.
O que é torneamento escalonado e por que ele é importante na usinagem CNC?
O torneamento escalonado é um processo fundamental de torneamento usado para criar uma série de características cilíndricas concêntricas com diferentes diâmetros ao longo do comprimento de uma única peça. O resultado é um perfil "escalonado" onde cada segmento ou seção faz a transição para o próximo por meio de uma aresta viva ou mesclada. Este processo é frequentemente realizado em tornos CNC e é uma capacidade essencial em serviços de torneamento CNC para componentes que exigem múltiplos diâmetros funcionais, como eixos, eixos ou hastes de pistão.
Durante o torneamento em etapas, a peça é girada enquanto a ferramenta de corte se move longitudinalmente ao longo do eixo. A profundidade de corte é controlada com precisão para atingir diversos diâmetros. Essas etapas podem ser iguais ou variáveis em tamanho, dependendo da geometria da peça. Em ambientes modernos de torneamento CNC personalizado, esse processo é facilmente automatizado e altamente repetível, oferecendo eficiência e precisão dimensional.

Diferenciais
Desvantagens
Aplicações
No torneamento de protótipos CNC ou na produção em massa, o torneamento escalonado desempenha um papel fundamental na entrega de peças funcionais e multidiâmetros com precisão excepcional. É um dos tipos de operações de torneamento mais utilizados devido à sua capacidade de consolidar características em uma única peça, reduzindo a necessidade de usinagem secundária ou componentes adicionais. Ao planejar seu próximo projeto com uma oficina de torneamento CNC, saber quando e como usar o torneamento escalonado pode influenciar significativamente o desempenho, a eficiência e a relação custo-benefício.
Como escolher a operação de torneamento correta para seu projeto CNC?
Escolher a operação de torneamento correta pode ser a diferença entre um projeto CNC bem-sucedido e um que resulte em desperdício de tempo, material e orçamento. Com tantos tipos de operações de torneamento disponíveis, é essencial combinar o método certo com a geometria, a função e os requisitos de desempenho da sua peça. Seja trabalhando com peças torneadas CNC para prototipagem ou produção em larga escala, cada operação — faceamento, mandrilamento, rosqueamento, recartilhamento ou torneamento cônico — oferece benefícios exclusivos com base no projeto e nas condições de uso final.
A melhor maneira de abordar essa decisão é avaliar seu projeto com base em vários critérios críticos: o tipo de material utilizado, as tolerâncias necessárias, os acabamentos superficiais e a geometria geral. Tomar a decisão certa logo no início do seu fluxo de trabalho de torneamento CNC personalizado não só garante resultados ideais, como também contribui para a economia e prazos de entrega mais curtos.
tipo de material
O material da sua peça desempenha um papel fundamental na determinação da operação de torneamento mais adequada. Por exemplo:
A usinabilidade do material escolhido deve sempre orientar a seleção de ferramentas, as taxas de avanço e até mesmo a estratégia de torneamento (por exemplo, passes de desbaste vs. acabamento).
Precisão dimensional
Se o seu projeto exigir tolerâncias rigorosas — digamos, dentro de alguns micrômetros — você provavelmente precisará de operações focadas em precisão, como torneamento de contorno, rosqueamento ou mandrilamento. Operações como torneamento escalonado ou alargamento também são valiosas para obter diâmetros concêntricos precisos ou acabamentos de furos lisos. Já para conformação bruta ou básica, onde as tolerâncias são mais flexíveis, operações como torneamento reto ou ranhuramento podem ser suficientes.
No torneamento de protótipos CNC, atingir a precisão dimensional é essencial, pois reflete diretamente o quão bem um conceito se traduz em uma peça funcional.
A qualidade do acabamento da superfície de uma peça pode afetar não apenas a estética, mas também seu desempenho, principalmente em aplicações que envolvem vedações, fixadores ou conjuntos móveis.
Conhecer a necessidade final da superfície ajuda a determinar quantas operações são necessárias e se você deve priorizar a velocidade ou o acabamento.

Forma e recursos
Por fim, avalie a geometria da peça:
O projeto da sua peça geralmente ditará a operação, mas não se esqueça de que alguns recursos podem ser combinados ou ajustados para reduzir o tempo de usinagem e melhorar o acesso às ferramentas.
Considerando esses quatro fatores essenciais — tipo de material, precisão dimensional, tratamento de superfície e geometria — você pode selecionar com segurança a operação de torneamento mais eficiente e adequada. A parceria com uma oficina de torneamento CNC experiente garante orientação especializada e resultados de qualidade, seja na construção de um protótipo ou no escalonamento para produção completa.
A eficiência e a qualidade dos serviços de torneamento CNC dependem fortemente das máquinas-ferramentas e acessórios envolvidos. Cada componente de uma configuração de torneamento desempenha um papel específico e, juntos, determinam a precisão, o acabamento superficial, a velocidade de corte e a capacidade de produção. Para fabricantes que trabalham com peças torneadas CNC — de protótipos à produção em massa — é crucial entender as ferramentas disponíveis e como elas contribuem para o processo de torneamento. Seja em uma oficina de torneamento CNC ou integrado a um fluxo de trabalho maior de torneamento CNC personalizado, o equipamento certo garante confiabilidade, segurança e desempenho.
Vamos explorar as ferramentas e os componentes essenciais usados nas modernas operações de torneamento CNC.
Ferramentas de corte são a base de qualquer processo de torneamento. São os instrumentos que removem o material da peça rotativa. Elas vêm em diferentes geometrias, revestimentos e materiais, dependendo da aplicação.

Porta-ferramentas
Os porta-ferramentas fixam com segurança as ferramentas de corte à torre ou ao poste de ferramentas de um torno CNC. Precisão e rigidez são essenciais para evitar vibração e deflexão da ferramenta.
Mandris
Os mandris prendem a peça de trabalho e a giram durante o torneamento. Dependendo do formato da peça e das necessidades de precisão, diferentes tipos são utilizados:

Cabeçotes móveis
O cabeçote móvel suporta a outra extremidade de peças longas para evitar deflexão ou vibração durante a usinagem. Ele também pode ser equipado com ferramentas como brocas ou alargadores para operações ao longo do eixo da peça.

Centros
Centros são pontas retificadas com precisão que se encaixam na peça de trabalho ou no cabeçote móvel para manter o alinhamento. São essenciais no torneamento de protótipos CNC de alta precisão ou no torneamento de componentes longos e finos.
Tornos
A principal máquina-ferramenta para todas as operações de torneamento é o torno. No torneamento CNC, o torno é controlado por software e capaz de executar programas altamente complexos com intervenção mínima do operador.
Barras chatas
Utilizadas para ampliar ou dar acabamento ao diâmetro interno de um furo, as barras de mandrilar são essenciais no torneamento de peças internas. Elas devem ser rígidas e bem apoiadas para evitar trepidações.
Ferramentas de ranhura e corte
Ferramentas de ranhuramento criam canais estreitos na peça de trabalho, enquanto ferramentas de corte (também conhecidas como ferramentas de separação) separam as peças acabadas do estoque.
Ferramentas de rosqueamento
Ferramentas de rosqueamento são Usado para cortar roscas externas ou internas, manualmente ou por meio de programação CNC. A precisão é crucial aqui, especialmente em componentes que exigem tolerâncias mecânicas rigorosas.
Brocas
Ferramentas de perfuração podem ser montadas na torre ou no cabeçote móvel para criar furos ao longo do eixo da peça de trabalho.
Ferramentas de modelagem
Ferramentas de conformação são usadas para moldar contornos ou perfis específicos na peça de trabalho sem mover a ferramenta lateralmente.
Ao compreender a função e os critérios de seleção dessas ferramentas e componentes de torneamento, engenheiros e fabricantes podem otimizar seus serviços de torneamento CNC, reduzir erros de usinagem e aumentar a produtividade. Seja para torneamento de protótipos CNC ou produção em larga escala, ter as ferramentas certas é essencial para a qualidade e o desempenho.
Em operações de torneamento CNC, os parâmetros de corte desempenham um papel fundamental na determinação do resultado de um processo de usinagem. Seja usinando protótipos ou produzindo grandes volumes de peças torneadas CNC, a seleção precisa das taxas de avanço, velocidades de corte e profundidade de corte influencia significativamente a eficiência, o acabamento superficial, a vida útil da ferramenta e o custo total. Esses parâmetros não são escolhidos arbitrariamente — eles se baseiam no material, na tolerância desejada, no ferramental e na capacidade da máquina.
Para qualquer pessoa que trabalhe com torneamento CNC personalizado ou opere em uma oficina de torneamento CNC, entender esses parâmetros é essencial para evitar falhas de ferramentas, manter a integridade das peças e otimizar o tempo de ciclo.
Taxas de Alimentação
A velocidade de avanço refere-se à distância que a ferramenta de corte avança ao longo da superfície da peça por rotação. Normalmente, é expressa em mm/rotação ou pol/rotação.
A taxa de alimentação afeta diretamente:
Em serviços de torneamento CNC, a otimização cuidadosa da taxa de avanço é crucial para peças que exigem tolerâncias rigorosas ou acabamentos finos, especialmente em aplicações aeroespaciais, médicas ou de engenharia de precisão.
Profundidade do corte
Profundidade de corte é a espessura da camada de material removida em uma passagem da ferramenta, medida perpendicularmente à superfície que está sendo usinada.
A profundidade de corte é frequentemente ajustada dependendo do estágio da usinagem:
Esse equilíbrio entre a taxa de remoção de material e a qualidade da superfície é uma consideração fundamental no torneamento de protótipos CNC, onde os testes iniciais ajudam a definir as configurações ideais.
Velocidades de corte
A velocidade de corte é a velocidade na qual o material é removido pela ferramenta de corte, geralmente expressa em metros por minuto (m/min) ou pés de superfície por minuto (SFM). Depende de:
Se a velocidade de corte for muito alta, pode causar:
Se estiver muito baixo, pode:
Os modernos tornos CNC ajustam automaticamente a velocidade com base no percurso da ferramenta e na carga, especialmente em ciclos de múltiplas passagens. Para trabalhos personalizados de torneamento CNC envolvendo ligas resistentes como titânio ou Inconel, velocidades cuidadosamente calculadas são essenciais para evitar erros dispendiosos.
Resumo
Juntos, avanço, profundidade de corte e velocidade de corte formam a base de uma operação de torneamento eficaz. Esses parâmetros são interdependentes — a mudança de um afeta os outros. Maquinistas e engenheiros experientes confiam nesses valores não apenas para proteger ferramentas e máquinas, mas também para fornecer peças de alta qualidade que atendam às especificações do cliente.
Em qualquer oficina de torneamento CNC, a capacidade de configurar e ajustar esses parâmetros de corte é o que separa a usinagem padrão da produção otimizada, eficiente e competitiva.
No torneamento CNC, a usinagem é geralmente dividida em duas fases principais: desbaste e acabamento. Cada etapa desempenha um papel crucial na transformação da matéria-prima em uma peça de precisão. Enquanto o desbaste se concentra na remoção rápida da maior parte do material, o acabamento visa a precisão dimensional e um acabamento superficial de alta qualidade. Entender a diferença entre esses dois processos ajuda operadores e engenheiros a selecionar as ferramentas, os parâmetros e as estratégias corretas — especialmente em torneamento CNC personalizado, torneamento de protótipos CNC e ambientes de produção em massa.
Desbaste vs. Acabamento: Uma Comparação Lado a Lado
| Aspecto |
Desbaste |
Acabamento |
| Propósito | Remoção rápida de material | Moldagem final e precisão |
| Profundidade de corte | Cortes profundos (normalmente 2–5 mm ou mais) | Cortes superficiais (tipicamente 0.2–0.8 mm) |
| Taxa de alimentação | Alta taxa de avanço | Taxa de alimentação baixa |
| velocidade de corte | Velocidade moderada | Maior velocidade (mas menor avanço) |
| Ferramenta usada | Ferramentas fortes e rígidas com revestimentos duráveis | Ferramentas afiadas com geometria de borda fina |
| Revestimento de superfície | Acabamento superficial áspero (valores Ra mais altos) | Acabamento de superfície lisa (valores de Ra mais baixos) |
| Precisão de tolerância | Não apertado, sobras para acabamento | Alta precisão, atende às tolerâncias finais |
| Taxa de desgaste da ferramenta | Mais alto, devido ao aumento das forças | Mais baixo, mas as ferramentas precisam de bordas mais afiadas |
| Tempo de Ciclo | Mais curto para remoção em massa | Mais longo devido a passes leves e controle mais fino |
| Formação de cavacos | Batatas fritas grossas e enroladas | Chips finos e contínuos |
| Uso em Torneamento CNC | Prepara a peça para acabamento em menos passagens | Usado para dimensões críticas e acabamentos de superfície |
| Aplicações comuns | Pré-usinagem, remoção de superfícies de fundição/forjamento | Peças aeroespaciais, componentes médicos, roscas finas |
Quando e por que cada um é usado
Transição para Precisão
A escolha do momento certo para mudar do desbaste para o acabamento depende de:
Os serviços modernos de torneamento CNC geralmente integram ambos os processos em um único ciclo automatizado, usando diferentes ferramentas e estratégias de usinagem para concluir ambos os estágios com eficiência.
Conclusão
Desbaste e acabamento não são processos concorrentes — eles se complementam. Entender suas diferenças garante maior vida útil da ferramenta, maior produtividade e ótima qualidade das peças. Seja trabalhando em uma oficina de torneamento CNC ou prototipando componentes de alto desempenho, dominar essas duas técnicas de torneamento é essencial para o sucesso.
No torneamento CNC, o desbaste e o acabamento representam duas etapas essenciais do processo de usinagem. Cada fase é definida por seus objetivos, estratégias e resultados. Conhecer suas principais características ajuda a otimizar a seleção de ferramentas, o tempo de usinagem e a qualidade das peças — elementos essenciais no torneamento CNC personalizado moderno, no torneamento de protótipos CNC e em serviços de torneamento CNC em larga escala.
Principais Características do Desbaste
1. Objetivo:
2. Parâmetros de corte:
3. Características da ferramenta:
4. Qualidade de saída:
5. Eficiência:
6. Comum em:
Principais Características do Acabamento
1. Objetivo:
2. Parâmetros de corte:
3. Características da ferramenta:
4. Qualidade de saída:
5. Eficiência:
6. Comum em:
Considerações Finais
Ao compreender as características distintas do desbaste e do acabamento, os fabricantes podem selecionar a combinação certa de ferramentas, parâmetros e estratégias. Isso garante resultados ideais tanto no torneamento de protótipos CNC quanto na produção em massa. Para obter os melhores resultados, as oficinas de torneamento CNC avançadas frequentemente automatizam a transição entre essas duas etapas, equilibrando velocidade e precisão.
Ambos os processos são cruciais: o desbaste molda a matéria-prima e o acabamento aperfeiçoa a peça final.
No torneamento CNC, a precisão, o acabamento superficial e a produtividade do processo de usinagem dependem fortemente da seleção e aplicação corretas das ferramentas de torneamento. Cada ferramenta é projetada para uma função específica, como conformação, rosqueamento ou conformação. Seja trabalhando com peças torneadas CNC personalizadas ou em séries de produção de alto volume, entender essas ferramentas é essencial para obter resultados consistentes e otimizar a vida útil da ferramenta. Abaixo estão algumas das ferramentas de torneamento mais utilizadas em serviços de torneamento CNC e suas respectivas funções no processo.
Ferramentas de rosto
Ferramentas de chanfrar

Ferramentas de rosqueamento

Ferramentas de modelagem

Ferramentas cônicas
Ferramentas de Ranhura
Conclusão
Escolher as ferramentas de torneamento corretas para cada operação garante eficiência, precisão e qualidade, especialmente ao trabalhar com materiais avançados ou tolerâncias rigorosas. Ao dominar as aplicações e os benefícios dessas ferramentas, as oficinas de torneamento CNC podem oferecer soluções confiáveis e de alto desempenho em uma variedade de setores, do automotivo ao aeroespacial.
O sucesso de qualquer operação de torneamento CNC depende em grande parte do material a ser usinado. Da resistência e usinabilidade à resistência ao calor e aos requisitos de acabamento superficial, as propriedades de um material desempenham um papel fundamental na seleção de ferramentas, avanços, velocidades e até mesmo no tipo de operação de torneamento. Seja fabricando peças torneadas CNC para uso aeroespacial, médico ou industrial, compreender os materiais envolvidos permite que maquinistas e engenheiros otimizem todas as fases do processo — do desbaste ao acabamento.
Vamos explorar os materiais de peças mais comumente usados em torneamento CNC personalizado, suas características e como eles influenciam as técnicas de torneamento.
Os processos de torneamento são altamente versáteis e capazes de usinar uma ampla variedade de metais e não metais. Os principais critérios para a seleção do material incluem dureza, tenacidade, condutividade térmica, resistência à corrosão e facilidade de remoção de cavacos. Abaixo estão os materiais metálicos mais utilizados em serviços de torneamento CNC.

Aço inoxidável
Visão geral: Conhecido por sua resistência à corrosão, força e apelo estético, o aço inoxidável é uma escolha popular em componentes médicos, alimentícios e aeroespaciais.
Características de usinagem:
Classes usadas em torneamento: 303 (mais fácil de usinar), 304, 316, 420 e 17-4PH.
Aço
Visão geral: Um dos materiais mais comuns usados em torneamento, o aço oferece um bom equilíbrio entre resistência, custo e usinabilidade.
Características de usinagem:
Aplicações: Peças automotivas, componentes industriais, eixos e engrenagens.
Ferro (Ferro Fundido)
Visão geral: Amplamente utilizado em máquinas pesadas e componentes de motores, o ferro fundido tem excelentes propriedades de amortecimento e resistência ao desgaste.
Características de usinagem:
Tipos comuns: Ferro cinzento, ferro dúctil.
Resina
Visão geral: O latão, uma liga de cobre e zinco, é fácil de usinar e oferece excelente resistência à corrosão e condutividade.
Características de usinagem:
Usos comuns: Conexões, válvulas, conectores eletrônicos.
Alumínio
Visão geral: Leve e versátil, o alumínio é um dos metais mais utilizados em torneamento CNC devido à sua usinabilidade e excelente relação resistência-peso.
Características de usinagem:
Ligas Comuns: 6061, 7075, 2024
Aplicações: Produtos aeroespaciais, automotivos, médicos e de consumo.
Ligas de níquel
Visão geral: Conhecidas por sua resistência à corrosão e resistência em altas temperaturas, as ligas à base de níquel são amplamente utilizadas nos setores aeroespacial e de energia.
Características de usinagem:
Exemplos: Inconel, Monel, Hastelloy
Titânio
Visão geral: Altamente valorizado por sua excelente relação resistência-peso e biocompatibilidade, o titânio é uma escolha importante nas indústrias aeroespacial, médica e de defesa.
Características de usinagem:
Notas comuns: Grau 2 (comercialmente puro), Grau 5 (Ti-6Al-4V)
Conclusão
A escolha do material certo para uma operação de torneamento impacta diretamente a produtividade, a vida útil da ferramenta e a qualidade da peça. Enquanto metais como alumínio e latão oferecem usinabilidade mais fácil, materiais como titânio e ligas de níquel exigem ferramentas e parâmetros mais especializados. Ao compreender essas características dos materiais, as oficinas de torneamento CNC podem oferecer soluções mais eficientes e econômicas, especialmente ao trabalhar em torneamento de protótipos CNC ou em projetos de torneamento CNC personalizados de alta precisão.
Plásticos usados em torneamento CNC
Embora os metais dominem muitas aplicações de torneamento CNC, os plásticos têm se tornado cada vez mais populares em indústrias que exigem componentes leves, resistentes à corrosão e não condutivos. Com os avanços nos serviços de torneamento CNC e a tecnologia aprimorada de ferramentas, agora é possível usinar plásticos de engenharia com alta precisão, tornando-os viáveis para aplicações médicas, aeroespaciais, eletrônicas e industriais. Selecionar o material plástico certo é crucial para atingir o desempenho mecânico, térmico e estético necessário em peças torneadas CNC.
Vamos analisar alguns dos plásticos mais comumente usados em torneamento CNC: Policarbonato (PC), PEEK, PEI e PP, destacando suas características, usinabilidade e aplicações.
Policarbonato (PC)
Visão geral: O policarbonato é um plástico transparente e altamente resistente a impactos, conhecido por sua resistência e estabilidade dimensional. É amplamente utilizado como substituto do vidro em lentes, invólucros e proteções transparentes.
Características de usinagem:
Propriedades-chave:
Aplicações:
PEEK (poliéter éter cetona)
Visão geral: O PEEK é um termoplástico de alto desempenho com excepcional resistência mecânica e química. É frequentemente utilizado em ambientes com altas temperaturas e cargas elevadas, o que o torna um dos preferidos nas indústrias aeroespacial, médica e automotiva.
Características de usinagem:
Propriedades-chave:
Aplicações:
PEI (Polieterimida, por exemplo, Ultem)
Visão geral: O PEI é um plástico amorfo de alta resistência, conhecido por sua resistência ao calor, rigidez e retardância à chama. É frequentemente utilizado quando se exige isolamento elétrico e desempenho estrutural.
Características de usinagem:
Propriedades-chave:
Aplicações:
PP (polipropileno)
Visão geral: O polipropileno é um termoplástico versátil e de baixo custo, com excelente resistência química e à fadiga. É comumente utilizado em aplicações laboratoriais, de manuseio de produtos químicos e de embalagem.
Características de usinagem:
Propriedades-chave:
Aplicações:
Conclusão
Em torneamento CNC personalizado, a escolha de materiais plásticos deve estar alinhada aos requisitos funcionais e ambientais do produto final. Enquanto o policarbonato oferece transparência e resistência ao impacto, materiais como PEEK e PEI se destacam em ambientes exigentes e de alta temperatura. Para ambientes com custo-benefício limitado ou quimicamente agressivos, o PP é a solução ideal. Com a abordagem correta de usinagem e seleção de materiais, os plásticos podem oferecer desempenho e capacidade de fabricação excepcionais em projetos modernos de torneamento de protótipos CNC e em séries de produção.
Compósitos, Cerâmicas e Materiais para Ferramentas de Corte em Operações de Torneamento
Compósitos e Cerâmicas em Torneamento
Compósitos e cerâmicas são cada vez mais utilizados em aplicações de alto desempenho devido às suas excelentes relações resistência-peso, resistência ao desgaste e propriedades térmicas. No entanto, esses materiais apresentam desafios únicos em operações de torneamento CNC devido à sua dureza e fragilidade.
Composites
Visão geral: Compósitos são materiais de engenharia feitos de dois ou mais materiais constituintes com diferentes propriedades físicas ou químicas. Os compósitos comuns incluem polímeros reforçados com fibra de carbono (CFRPs) e polímeros reforçados com fibra de vidro (GFRPs).
Considerações de usinagem:
Aplicações:
Por que isso importa: Ao trabalhar com torneamento CNC personalizado de materiais compostos, a seleção cuidadosa da ferramenta e os parâmetros de corte otimizados são essenciais para preservar a integridade do material e prolongar a vida útil da ferramenta.
Cerâmica
Visão geral: Materiais cerâmicos como alumina (Al₂O₃) e nitreto de silício (Si₃N₄) são utilizados em aplicações onde a resistência a altas temperaturas, a inércia química e a resistência ao desgaste são cruciais. São frequentemente encontrados nas áreas aeroespacial, energética e biomédica.
Considerações de usinagem:
Aplicações:
Por que isso importa: Cerâmicas exigem equipamentos de precisão e serviços qualificados de torneamento CNC, muitas vezes envolvendo processos secundários, como retificação ou polimento após o desbaste.
Materiais para ferramentas de corte em torneamento CNC
A eficácia de qualquer operação de torneamento CNC depende muito do material utilizado na ferramenta de corte. Abaixo estão os materiais de ferramentas mais comuns usados para tornear diversos tipos de peças:
Aço de alta velocidade (HSS)
Visão geral: Conhecido por sua tenacidade e preço acessível, o HSS é adequado para torneamento de uso geral, especialmente para lotes pequenos e materiais mais macios, como alumínio e plásticos.
Prós:
Limitações:
Carboneto
Visão geral: Ferramentas de carboneto, feitas de carboneto de tungstênio com um ligante de cobalto, oferecem um ótimo equilíbrio entre dureza e tenacidade.
Prós:
Aplicações: Ideal para tornear aço, aço inoxidável, ferro fundido e metais não ferrosos.
Ferramentas de corte de cerâmica
Visão geral: As pastilhas de cerâmica são mais duras que as de carboneto e usadas para acabamento de alta velocidade de materiais endurecidos.
Prós:
Limitações:
cermets
Visão geral: Uma combinação de materiais cerâmicos e metálicos, os cermets são ideais para operações de torneamento fino e semiacabamento.
Prós:
Aplicações: Frequentemente usado para operações de acabamento em produção automotiva e aeroespacial de alto volume.
Nitreto de Boro Cúbico (CBN)
Visão geral: Perdendo apenas para o diamante em dureza, as ferramentas de CBN são usadas para tornear aços endurecidos (>45 HRC).
Prós:
Limitações:
Diamante Policristalino (PCD)
Visão geral: O PCD é ideal para tornear materiais não ferrosos e compostos devido à sua extrema dureza e resistência ao desgaste.
Prós:
Limitações:
Aço ferramenta
Visão geral: Usados em ferramentas especiais de conformação e torneamento, os aços para ferramentas (como A2, D2) são duráveis e podem ser tratados termicamente para maior dureza.
Prós:
Limitações:
Conclusão
A seleção dos materiais das ferramentas é fundamental para otimizar as operações de torneamento, reduzir o tempo de inatividade e obter os acabamentos superficiais desejados. Cada material oferece vantagens distintas dependendo da aplicação, seja produzindo peças torneadas CNC de metal, plástico, cerâmica ou compósito. Para requisitos complexos, oficinas experientes em torneamento CNC como a VMT ajudam a identificar a melhor combinação ferramenta-peça para proporcionar precisão, eficiência e valor.
O torneamento é um dos processos de usinagem subtrativa mais utilizados na indústria de manufatura, particularmente na produção de componentes redondos ou cilíndricos. Seja realizado manualmente ou por meio de serviços avançados de torneamento CNC, o torneamento oferece inúmeras vantagens para os fabricantes de peças — mas também apresenta alguns desafios que devem ser cuidadosamente considerados antes de sua seleção para o seu projeto.
Vantagens do torneamento
As operações de torneamento são altamente eficientes na criação de peças rotativas com tolerâncias rigorosas, acabamentos precisos e resultados repetíveis. Com o surgimento das oficinas de torneamento CNC e da automação, esse processo tornou-se indispensável em uma ampla gama de setores, incluindo aeroespacial, automotivo, médico e muito mais.
Alta precisão
O torneamento é ideal para produzir peças com tolerâncias dimensionais rigorosas. Tornos CNC são capazes de atingir níveis de precisão de ±0.005 mm, o que os torna adequados para componentes de precisão em aplicações aeroespaciais e médicas.
Acabamento Fino de Superfície
Com os parâmetros de corte e ferramentas corretos, o torneamento pode atingir uma rugosidade superficial inferior a 0.8 µm Ra. Essa suavidade reduz ou elimina a necessidade de processos de acabamento adicionais, tornando-se uma solução econômica para determinados requisitos estéticos ou funcionais.
Versatilidade
O torneamento não se limita apenas ao corte de formas cilíndricas. Ele suporta múltiplas operações, como rosqueamento, mandrilamento, ranhuramento e serrilhamento. Você pode processar uma ampla variedade de materiais, de plásticos macios a aços endurecidos e ligas exóticas como titânio e Inconel.
Acabamento de superfície lisa
Ao contrário do fresamento, que pode deixar marcas de ferramentas devido às trajetórias, o torneamento cria cortes limpos e contínuos. Isso resulta em integridade superficial superior, o que é especialmente importante em superfícies de vedação ou de apoio.
Eficiência da Produção em Massa
As operações de torneamento, especialmente quando automatizadas por centros de torneamento CNC, são altamente eficientes para a produção em lote. Uma vez concluída a configuração, as máquinas podem produzir centenas ou milhares de peças idênticas com qualidade consistente e supervisão mínima.
Eficiência da Automação
Equipamentos modernos de torneamento CNC integram-se a sistemas CAD/CAM, permitindo programação, simulação e otimização rápidas do percurso da ferramenta. Isso reduz os prazos de entrega e o erro humano, agilizando a produção de protótipos e peças produzidas em massa.
Limitações das operações de torneamento
Apesar de seus muitos pontos fortes, o torneamento apresenta certas limitações que os fabricantes precisam considerar. Essas desvantagens frequentemente surgem ao lidar com geometrias complexas, trabalhar com materiais resistentes ou gerenciar custos em produções de baixo volume.
Equipamento caro
Torneamentos CNC representam um investimento significativo. Modelos de ponta com recursos multieixos, trocadores automáticos de ferramentas e ferramentas motorizadas podem custar dezenas de milhares de dólares. Além disso, a manutenção contínua e as atualizações de software aumentam os custos a longo prazo.
Desgaste da ferramenta
Ferramentas de corte utilizadas em torneamento — especialmente pastilhas de metal duro ou cerâmicas — estão sujeitas a desgaste, principalmente ao trabalhar com metais duros ou em altas velocidades de corte. A substituição e o gerenciamento de ferramentas aumentam os custos operacionais e podem causar atrasos na produção.
Limitações materiais
O torneamento é mais adequado para peças cilíndricas ou simétricas. Geometrias irregulares e não rotacionais são produzidas com mais eficiência por fresamento ou métodos de manufatura aditiva. Além disso, materiais frágeis ou em camadas, como compósitos, podem lascar ou delaminar durante o torneamento.
Limitações de formas complexas
Enquanto alguns centros de torneamento CNC multieixos conseguem lidar com formas mais complexas, tornos tradicionais têm dificuldades com geometrias 3D complexas ou rebaixos. Para componentes que exigem contornos ou cavidades extensas, o fresamento ou a usinagem de 5 eixos podem ser mais adequados.
Tempo de configuração e limitações
Para torneamento CNC personalizado ou produção em baixa escala, o tempo de configuração (como projeto de fixação, carregamento de ferramentas e programação) pode ser desproporcionalmente alto. Isso torna o torneamento menos ideal para protótipos, a menos que sejam utilizadas máquinas flexíveis ou híbridas com sistemas de troca rápida.
Pensamento final
O torneamento continua sendo um dos métodos mais poderosos e precisos no mundo da usinagem CNC. Compreender suas vantagens e desvantagens ajuda os fabricantes a escolher a abordagem certa para a produção de peças torneadas CNC, garantindo qualidade, prazo de entrega e custo-benefício ideais. Se o seu projeto envolve componentes cilíndricos, os serviços personalizados de torneamento CNC da VMT oferecem a expertise e os equipamentos necessários para atender até mesmo às especificações mais exigentes.
Criar peças torneadas CNC de alta qualidade não se resume apenas a usar as máquinas certas — começa na fase de projeto. Decisões de projeto ruins podem levar a ineficiências de usinagem, aumento de custos e rejeição de peças. Por isso, entender como otimizar seu projeto para operações de torneamento é essencial, especialmente ao trabalhar com serviços profissionais de torneamento CNC como a VMT. Essas dicas podem ajudar a otimizar a fabricação, reduzir erros e melhorar o desempenho das peças.
Tente manter a espessura uniforme da parede
A espessura da parede desempenha um papel crítico tanto na estabilidade da peça quanto no desempenho da usinagem. Espessuras de parede irregulares podem levar a problemas como deflexão da ferramenta, vibração, trepidação e dissipação de calor irregular durante o processo de torneamento. Esses fatores aumentam o risco de imprecisões dimensionais, empenamento ou até mesmo falha da peça. Sempre que possível, mantenha a espessura da parede consistente em toda a peça — especialmente em seções ocas ou cilíndricas — para aumentar a eficiência da usinagem e a integridade estrutural. Para peças com paredes finas, o uso de estruturas de suporte ou recursos internos para reforçar a geometria também pode ajudar a reduzir a deformação.
Evite fazer designs complexos
Embora os modernos centros de torneamento CNC ofereçam altos níveis de automação e recursos multieixos, geometrias de peças excessivamente complexas ainda podem aumentar a dificuldade e o custo da usinagem. Características como rebaixos profundos, ranhuras internas, cantos vivos e contornos intrincados frequentemente exigem ferramentas personalizadas, configurações especiais ou operações secundárias. Isso aumenta o tempo de ciclo, o custo e o potencial de erros. Como regra geral, opte por projetos com simetria rotacional, simplifique as transições e limite tolerâncias rigorosas apenas às áreas funcionais. Isso torna o processo de torneamento mais rápido e confiável — especialmente no torneamento de protótipos CNC.
Selecione tamanhos de rosca de torneamento padrão
Dimensões de rosca personalizadas ou fora do padrão não só aumentam os custos com ferramentas, como também complicam o processo de torneamento. Roscas padrão — como UNC, UNF, ISO métrica ou BSP — são amplamente aceitas por ferramentas comerciais, tornando-as mais rápidas e baratas de usinar. Sempre que possível, projete recursos roscados usando especificações padrão da indústria e evite roscas que exijam insertos ou machos especiais. Além disso, certifique-se de que os alívios e desvios de rosca adequados sejam incluídos no modelo CAD para ajudar a evitar cortes excessivos ou rosqueamentos incompletos.
Processamento com uma configuração
Quanto menos vezes uma peça precisar ser remontada durante a usinagem, melhor. Cada vez que uma peça é refixada, o risco de erros de alinhamento aumenta — o que pode causar inconsistências dimensionais ou peças descartadas. Para garantir alta precisão e repetibilidade, projete sua peça de forma que todas ou a maioria das operações de torneamento possam ser concluídas em uma única configuração. Considere características como simetria, acesso a ambas as faces e a minimização da necessidade de processos de usinagem secundários. Tornos multifusos ou subfusos auxiliam ainda mais na execução de operações complexas em uma única passagem, reduzindo o tempo de ciclo e a mão de obra.
Resumo
Ao aplicar esses princípios de design durante a fase de planejamento, você pode maximizar a eficiência, minimizar os riscos de fabricação e reduzir os custos de produção. Seja produzindo peças torneadas CNC em pequenos lotes ou buscando escala por meio de uma oficina de torneamento CNC personalizada, projetar visando a manufaturabilidade (DFM) é essencial. A parceria com uma fábrica de usinagem CNC experiente como a VMT garante que seus projetos não sejam apenas usináveis, mas também otimizados para qualidade e tempo de entrega.
O torneamento é um dos processos de usinagem mais versáteis e amplamente utilizados na manufatura moderna. Seja produzindo eixos de precisão ou roscas complexas, as operações de torneamento permitem a criação de componentes em inúmeros setores. Do torneamento CNC de protótipos em pequena escala à produção em larga escala de conjuntos complexos, seu impacto abrange tudo, de carros a naves espaciais. A seguir, exploramos como essa técnica fundamental atende a setores-chave, fornecendo peças confiáveis, precisas e econômicas.
No setor automotivo, o torneamento desempenha um papel fundamental na fabricação de componentes que exigem alta precisão e durabilidade. Peças de motor, eixos, virabrequins, discos de freio, colunas de direção e eixos de transmissão são apenas alguns exemplos de peças comumente produzidas por meio de serviços de torneamento CNC. Essas peças frequentemente exigem tolerâncias rigorosas e excelentes acabamentos superficiais para garantir desempenho, segurança e conformidade ideais com os padrões da indústria. Como o torneamento é ideal para peças com simetria rotacional, ele é particularmente adequado para a produção em alta velocidade de componentes cilíndricos usados em motores de combustão interna e sistemas de transmissão.
Principais benefícios do torneamento em aplicações automotivas:
A indústria aeroespacial exige extrema precisão, rastreabilidade e integridade dos materiais, e o torneamento é vital para atender a essas expectativas. Componentes de trens de pouso de aeronaves, turbinas de motores, fixadores de fuselagem, carretéis de válvulas hidráulicas e eixos de instrumentação são peças que se beneficiam do torneamento CNC personalizado. Na indústria aeroespacial, mesmo o menor erro pode comprometer a segurança ou o desempenho de uma aeronave, e é por isso que as peças torneadas por CNC devem atender a especificações rigorosas.
Materiais como titânio, Inconel e alumínio leve são frequentemente utilizados, exigindo ferramentas e parâmetros de corte robustos. Tornearias CNC de alto desempenho com tornos de 5 eixos ou estilo suíço são frequentemente utilizadas para lidar com geometrias complexas e padrões rigorosos.
A precisão é fundamental na área médica — tanto para o desempenho quanto para a segurança dos componentes. Operações de torneamento são amplamente utilizadas na produção de instrumentos cirúrgicos, implantes ortopédicos, componentes odontológicos e conectores médicos. Essas peças frequentemente exigem acabamentos suaves, tolerâncias precisas e compatibilidade com materiais biocompatíveis, como aço inoxidável, titânio e plásticos de grau médico.
Graças ao torneamento de protótipos CNC, os fabricantes de dispositivos médicos podem iterar e validar projetos rapidamente antes de passarem para a produção em larga escala. A flexibilidade do torneamento também auxilia na fabricação de implantes e dispositivos específicos para cada paciente.
Indústria Militar e de Defesa
Em aplicações militares e de defesa, o torneamento é essencial para a produção de componentes de missão crítica que devem suportar ambientes hostis e cargas mecânicas extremas. As aplicações variam de sistemas de armas e eixos de transmissão de veículos a equipamentos de comunicação e componentes de nível aeroespacial. Essas peças são frequentemente feitas de ligas especializadas, como aços resistentes ao calor e titânio, que são melhor usinados com tecnologia avançada de torneamento CNC.
A capacidade de produzir peças com alta precisão, repetibilidade e robustez é um dos principais motivos pelos quais os empreiteiros de defesa confiam em fábricas experientes de torneamento CNC para atender às exigentes especificações de projetos. Além disso, o torneamento permite a fabricação de resposta rápida, crucial para operações de campo ou logística de defesa.
Conclusão
Em todos esses setores, o torneamento é mais do que apenas um método — é um pilar fundamental para uma fabricação confiável e escalável. Seja construindo um protótipo de dispositivo médico, montando um motor de aeronave ou projetando peças automotivas de alta tolerância, as operações de torneamento proporcionam a precisão e a flexibilidade necessárias para o sucesso. Para empresas que buscam dar vida a peças complexas, a parceria com um fornecedor qualificado de serviços de torneamento CNC como a VMT garante qualidade, rapidez e desempenho consistente em todas as aplicações.
Na manufatura moderna, as operações de torneamento CNC dependem fortemente de softwares avançados para garantir precisão, repetibilidade e eficiência. O ecossistema de software usado em torneamento CNC personalizado normalmente inclui CAD (Projeto Assistido por Computador), CAM (Manufatura Assistida por Computador) e ferramentas de simulação. Essas plataformas são cruciais para tudo, desde o projeto de geometrias de peças até a simulação de trajetórias de ferramentas e a otimização de parâmetros de usinagem.
Software comumente usado em torneamento CNC:
Essas plataformas integradas reduzem o tempo de configuração, melhoram a vida útil das ferramentas e permitem que os serviços de torneamento CNC lidem com geometrias complexas e tolerâncias rigorosas de forma eficiente.
Como qualquer processo industrial, o torneamento CNC apresenta uma série de riscos à segurança se não for gerenciado adequadamente. Peças rotativas de alta velocidade, ferramentas de corte afiadas e lascas de metal projetadas podem criar condições perigosas para operadores e equipamentos.
Principais riscos do torneamento CNC:
Treinamento adequado, proteção de máquinas, equipamentos de proteção individual (EPI) e travas de segurança são essenciais para minimizar esses riscos em qualquer oficina de torneamento CNC.
Embora as operações de torneamento sejam essenciais para a fabricação, elas podem ter efeitos colaterais físicos e relacionados ao material, dependendo dos parâmetros do processo, ferramentas e materiais usados.
Efeitos colaterais comuns:
Esses efeitos podem ser atenuados usando as ferramentas de torneamento CNC certas, escolhendo parâmetros de corte ideais e aproveitando etapas de pós-processamento, como polimento ou revestimento.
Embora o torneamento CNC seja mais controlado ambientalmente do que muitos métodos de fabricação tradicionais, ele ainda apresenta alguns desafios ecológicos.
Considerações ambientais:
Os esforços para melhorar a sustentabilidade incluem a adoção do torneamento a seco (sem refrigerante), o uso de refrigerantes biodegradáveis e a obtenção de materiais reciclados para peças torneadas por CNC. Muitas fábricas de torneamento CNC também estão migrando para máquinas com eficiência energética e sistemas de reciclagem em circuito fechado para reduzir sua pegada ecológica.
Sim, o torneamento é considerado uma das operações de usinagem CNC mais econômicas, especialmente para componentes cilíndricos ou simétricos. Quando comparado a outros métodos, como retificação ou eletroerosão, o torneamento oferece taxas de produção mais rápidas e custos de preparação mais baixos para peças padrão.
Por que o torneamento é econômico:
Para fabricantes que trabalham em projetos personalizados de torneamento CNC ou em protótipos CNC de grande volume, o torneamento oferece o equilíbrio perfeito entre desempenho, velocidade e viabilidade econômica.
À primeira vista, um centro de torneamento e um torno podem parecer ter a mesma função — ambos giram uma peça enquanto uma ferramenta de corte remove material. No entanto, existem diferenças cruciais entre os dois, principalmente em termos de capacidade, automação e versatilidade. Entender a diferença entre um torno tradicional e um centro de torneamento CNC é essencial na escolha da solução certa para serviços de torneamento CNC, especialmente em usinagens complexas ou de alto volume.
Um torno é uma máquina-ferramenta básica, normalmente usada para operações de torneamento padrão. Tornos manuais exigem operadores qualificados para operar alavancas e mostradores para controlar as ações de corte. Embora sejam ideais para projetos simples e componentes únicos, carecem de automação e recursos avançados de ferramentas.
Por outro lado, um centro de torneamento CNC é uma versão mais avançada e computadorizada de um torno. Frequentemente, ele vem equipado com múltiplos eixos (incluindo ferramentas motorizadas para fresamento e furação), trocadores de ferramentas automatizados, alimentadores de barras e coletores de peças. Esses recursos permitem usinagem multifuncional em uma única configuração, melhorando a produtividade, a precisão e a consistência das peças. Os centros de torneamento são ideais para a produção de peças torneadas CNC com geometrias complexas, tolerâncias apertadas e designs intrincados.
Resumindo, tornos são melhores para trabalhos mais simples e de baixo volume, enquanto centros de torneamento são adequados para operações de torneamento CNC personalizadas de alta precisão e alta eficiência.
Tecnologias alternativas para torneamento
Ao selecionar um método de usinagem, o torneamento costuma ser a opção ideal para peças cilíndricas. No entanto, processos alternativos como fresamento e retificação podem ser mais adequados em certos cenários — especialmente quando diferentes formatos, acabamentos ou tolerâncias são necessários. Vamos explorar essas duas principais alternativas e quando elas podem ser mais benéficas do que o torneamento.
Fresamento é um processo de usinagem em que uma ferramenta de corte rotativa se move sobre uma peça estacionária para remover material. Enquanto o torneamento molda as peças girando-as, o fresamento molda as peças movendo a fresa. O fresamento é ideal para criar superfícies planas, ranhuras, cavidades e formas 3D complexas — características difíceis de obter por meio do torneamento. É especialmente útil para peças não cilíndricas ou quando a peça possui múltiplas superfícies que exigem usinagem.
Em uma fábrica de fresamento CNC, fresadoras automatizadas podem atingir altos níveis de detalhe e precisão, tornando-as um poderoso complemento ou alternativa ao torneamento. Por exemplo, a usinagem de protótipos CNC frequentemente envolve uma combinação de torneamento e fresamento para alcançar os resultados desejados.

A retificação é um processo de acabamento que utiliza uma roda abrasiva para obter acabamentos superficiais extremamente finos e tolerâncias rigorosas. É normalmente utilizada após torneamento ou fresamento para aumentar a precisão ou remover o mínimo de material de superfícies duras. A retificação pode atingir acabamentos superficiais tão baixos quanto Ra 0.1 µm, que o torneamento não consegue igualar.
Em aplicações como a indústria aeroespacial ou a fabricação de componentes médicos, a retificação é frequentemente escolhida por sua consistência e integridade de superfície — especialmente ao trabalhar com metais ou cerâmicas tratados termicamente. Embora seja mais lenta e mais cara do que o torneamento, é insubstituível quando a qualidade da superfície e a precisão da tolerância são cruciais.
Concluindo, embora o torneamento seja altamente eficiente e versátil para muitas peças cilíndricas, o fresamento e a retificação oferecem vantagens únicas que podem atender melhor a aplicações específicas. Saber quando usar cada método — individualmente ou em combinação — garante desempenho otimizado, custos reduzidos e melhor qualidade das peças em todos os seus serviços de usinagem CNC.

Quando o seu projeto exige precisão, eficiência e confiabilidade, selecionar o parceiro certo é tão crucial quanto o próprio projeto. Na VMT, somos especialistas em fornecer serviços de torneamento CNC personalizados que atendem às necessidades em constante evolução de setores que vão da aeroespacial e automotiva à médica e robótica. Seja trabalhando em um protótipo, um lote de baixo volume ou uma produção completa, nossa equipe está comprometida em fornecer peças torneadas CNC que atendam exatamente às suas especificações.
Sua visão, nossa experiência
Escolher a VMT significa mais do que terceirizar um trabalho de usinagem — significa firmar uma parceria com uma oficina de torneamento CNC dedicada que prioriza qualidade, inovação e rapidez. Não apenas operamos máquinas — damos vida às suas ideias com tecnologia avançada e know-how em engenharia. Da seleção de materiais e feedback DFM (Design for Manufacturability) ao pós-processamento e acabamento, trabalhamos em estreita colaboração com você em todas as etapas.
Serviços de torneamento CNC de ponta a ponta
Nossas capacidades de torneamento e produção de protótipos CNC nos permitem lidar com uma ampla gama de geometrias e materiais de peças. Seja em aço inoxidável, titânio, latão ou plásticos avançados, nossos centros de torneamento de última geração garantem alta precisão e consistência. Equipados com tornos CNC multieixos, ferramentas automatizadas e rigorosas inspeções de qualidade, garantimos peças que superam as expectativas.
Por que VMT?
Get Started Today
VMT é mais do que apenas um Fábrica de usinagem CNC— somos o seu parceiro de soluções para tudo, desde prototipagem rápida até produção completa e personalizada de torneamento CNC. Vamos tornar seu projeto realidade com serviços de usinagem especializados e confiáveis. Entre em contato conosco hoje mesmo para um orçamento gratuito e descubra a diferença que a precisão faz.

O torneamento é um processo de usinagem fundamental que proporciona alta precisão, excelentes acabamentos superficiais e adaptabilidade a uma ampla gama de indústrias. Do faceamento e rosqueamento ao torneamento cônico e mandrilamento, cada tipo de operação de torneamento atende a uma finalidade específica, tornando essencial a escolha do método correto com base no material, na tolerância e no projeto da peça. Ao compreender as capacidades, ferramentas e parâmetros envolvidos e contar com a colaboração de um profissional experiente, Serviço de torneamento CNC Com um fornecedor como a VMT, você pode garantir que seus componentes sejam produzidos com precisão, eficiência e confiabilidade — sempre.

1. Qual é o custo médio por hora de torneamento?
O custo por hora de torneamento CNC varia de acordo com fatores como tipo de máquina, material e complexidade. Em média, varia de US$ 40 a US$ 150 por hora, com centros de torneamento de 5 eixos de alta precisão ou avançados custando mais.
2. Qual operação de torneamento pode produzir um corte estreito?
As operações de corte são usadas para produzir cortes estreitos e precisos para separar uma peça do estoque. Requer uma ferramenta de corte fina e alta precisão para manter as bordas limpas.
3. Torneamento e mandrilamento são o mesmo processo?
Não. O torneamento é normalmente realizado em superfícies externas, enquanto o mandrilamento amplia ou finaliza uma superfície cilíndrica interna. O mandrilamento é uma operação secundária, frequentemente realizada após a furação.
4. Qual operação de torneamento é usada especificamente para dimensionamento?
O torneamento reto é a principal operação usada para dimensionar eixos e componentes cilíndricos para diâmetros e comprimentos precisos.
5. Torneamento e perfuração fazem a mesma coisa?
Não exatamente. O torneamento é realizado em superfícies externas usando uma ferramenta fixa e uma peça rotativa. A furação cria furos internos usando uma ferramenta rotativa e uma peça fixa.
6. Quantos tipos de operações de torneamento existem?
Existem mais de 15 operações de torneamento, incluindo faceamento, torneamento cônico, torneamento de contorno, ranhuramento, rosqueamento, mandrilamento, chanfradura, serrilhamento e muito mais.
7. Quais são as 7 operações de torno?
As 7 operações básicas do torno são:
8. Quais são as 10 operações de torno?
As 10 operações de torno comumente usadas são:
9. Quais são os diferentes tipos de operações CNC?
As operações CNC incluem torneamento, fresamento, perfuração, rosqueamento, alargamento, mandrilamento, rosqueamento, gravação e retificação, dependendo da geometria e do material da peça.
10. Quantos tipos de torneamento CNC existem?
O torneamento CNC abrange torneamento manual, torneamento automático, torneamento multieixo, torneamento tipo suíço e operações de ferramentas ativas para geometrias mais complexas.
11. Quais são as 5 operações que podem ser realizadas em um torno CNC?
Cinco operações comuns incluem:
12. Quais são os métodos de torneamento CNC?
Os métodos incluem:
13. Quais são as 3 principais operações utilizadas em centros de fresamento CNC?
As principais operações de fresamento CNC são:
14. O que é uma operação de torneamento cônico?
O torneamento cônico envolve a produção de uma superfície cônica reduzindo ou aumentando gradualmente o diâmetro da peça ao longo de seu comprimento. É comumente usado em eixos e fusos.
15. O que é uma operação de chanfradura?
O chanfro remove a aresta afiada na extremidade de um componente em um ângulo específico, normalmente 45°, para facilitar a montagem ou melhorar a estética e a segurança.
16. Qual é a diferença entre torneamento escalonado e torneamento cônico?
O torneamento escalonado cria múltiplas superfícies cilíndricas de diâmetros diferentes ao longo do comprimento da peça, enquanto o torneamento cônico cria uma mudança gradual no diâmetro.
17. O que é uma operação de serrilhamento?
O serrilhado é usado para produzir uma textura padronizada (linhas cruzadas ou retas) em superfícies cilíndricas para melhorar a aderência ou o apelo visual, normalmente em botões ou cabos de ferramentas.
Esses insights oferecem uma compreensão completa dos tipos de operações de torneamento, ajudando você a escolher o método mais eficiente para seu projeto de peças torneadas CNC.

 + 86 15099911516
+ 86 15099911516


 Ler mais
Ler mais