15 lat kompleksowa fabryka w Chinach produkująca niestandardowe części do obróbki CNC
Strona Główna / Zasoby / Blog /

Cześć, nazywam się VMT Sam!
Mając 25-letnie doświadczenie w obróbce CNC, pomagamy klientom pokonać 10000 XNUMX złożonych wyzwań związanych z obróbką części, aby przyczynić się do lepszego życia dzięki inteligentnej produkcji. Skontaktuj się z nami
 655 | Opublikowano przez VMT w dniu 09 kwietnia 2025 r. | Czas czytania: około 10 minut
655 | Opublikowano przez VMT w dniu 09 kwietnia 2025 r. | Czas czytania: około 10 minut





Wybór właściwego rodzaju operacji toczenia może być decydującym czynnikiem między wydajnym, opłacalnym projektem a takim, który cierpi z powodu przeróbek, złych tolerancji i marnotrawstwa materiałów. Wraz ze wzrostem wykorzystania toczenia CNC w różnych branżach, inżynierowie i kupujący są często przytłoczeni zakresem dostępnych technik toczenia. Od toczenia czołowego i stożkowego po konturowanie, rozwiercanie i gwintowanie, każda metoda oferuje unikalne zalety w zależności od materiału, geometrii i wymagań funkcjonalnych części. Jeśli nie jesteś pewien, które podejście najlepiej pasuje do Twojego projektu, nie jesteś sam.
Tutaj właśnie pojawia się ten przewodnik — aby wyjaśnić, porównać i pomóc Ci podejmować świadome decyzje. Niezależnie od tego, czy jesteś inżynierem optymalizującym projekt pod kątem możliwości produkcji, czy specjalistą ds. zaopatrzenia poszukującym najbardziej wydajnej usługi toczenia CNC, ten artykuł jest Twoim źródłem wiedzy na temat różnych typów operacji toczenia, ich zastosowań i tego, jak wybrać właściwą.
Istnieje ponad 15 typów operacji toczenia, w tym toczenie czołowe, toczenie stożkowe, rowkowanie, rozwiercanie i gwintowanie. Każda metoda obsługuje różne kształty, tolerancje i materiały. Wybór właściwego typu zależy od geometrii części, wymagań dotyczących wykończenia powierzchni i wolumenu produkcji. Usługi toczenia CNC może integrować wiele operacji w celu osiągnięcia wysokiej precyzji i wydajności produkcji.
Aby jak najlepiej wykorzystać technologię toczenia, konieczne jest zrozumienie, jak działa każdy rodzaj operacji i jaką rolę odgrywa w produkcji części. Zacznijmy od wyjaśnienia podstaw — czym jest toczenie, jak działa i jakie kroki są podejmowane w procesie toczenia od konfiguracji do końcowej kontroli.
Toczenie to proces produkcyjny subtraktywny, w którym obracający się przedmiot obrabiany jest kształtowany za pomocą nieruchomego narzędzia tnącego. Najczęściej wykonywany na tokarce lub centrum tokarskim CNC, proces ten usuwa materiał z powierzchni cylindrycznych lub stożkowych w celu uzyskania precyzyjnych średnic, długości i konturów. Jest stosowany w wielu gałęziach przemysłu do tworzenia komponentów, takich jak wały, tuleje, elementy złączne, okucia i łączniki. Dzięki postępom w technologii CNC, toczenie może teraz obsługiwać bardziej złożone geometrie i węższe tolerancje niż kiedykolwiek wcześniej.
W przeciwieństwie do frezowania, które obejmuje wiele osi i narzędzi obrotowych, toczenie polega na obrocie samego przedmiotu obrabianego. Ta podstawowa różnica sprawia, że toczenie jest szczególnie odpowiednie dla części okrągłych lub symetrycznych. W warsztatach tokarskich CNC proces jest wysoce zautomatyzowany, co skutkuje lepszą powtarzalnością, szybszą produkcją i niższymi kosztami pracy — szczególnie w przypadku toczenie CNC na zamówienie i projektów toczenia prototypów CNC.

W swojej istocie toczenie opiera się na prostej zasadzie: obrabiany przedmiot obraca się, podczas gdy narzędzie pozostaje nieruchome. Jednak w nowoczesnych systemach toczenia CNC proces ten jest skrupulatnie programowany i kontrolowany dla wyjątkowej dokładności. Oto jak przebiega typowa operacja toczenia CNC:
Zakłady tokarskie CNC często łączą operacje w celu maksymalizacji wydajności. Zastosowanie precyzyjnych części toczonych CNC w takich branżach jak lotnictwo, medycyna i motoryzacja podkreśla znaczenie wyboru właściwej operacji dla każdego projektu.
Przyjrzymy się bliżej różnym typom operacji toczenia, abyś mógł zrozumieć, kiedy i dlaczego każdy z nich jest stosowany, a także jak wpisują się w Twój proces projektowania lub produkcji.
Toczenie to coś więcej niż pojedynczy, jednolity proces — obejmuje szeroką gamę operacji obróbki dostosowanych do spełnienia określonych wymagań geometrycznych, wymiarowych i dotyczących wykończenia powierzchni. Niezależnie od tego, czy pracujesz nad prototypowaniem, czy produkcją wielkoseryjną, zrozumienie tych operacji toczenia pomaga upewnić się, że Twoja część jest obrabiana przy użyciu właściwej techniki, co pozwala skrócić czas, obniżyć koszty i przeróbki. Nowoczesne usługi toczenia CNC łączą kilka operacji w jednej sekwencji, aby zmaksymalizować wydajność i precyzję. Poniżej przedstawiamy 15 najczęściej stosowanych typów operacji toczenia, z których każda ma swoje unikalne zastosowania i zalety.
Facing
Obróbka powierzchniowa jest jedną z najbardziej podstawowych i szeroko stosowanych operacji tokarskich wykonywanych na tokarce lub centrum tokarskim CNC. Polega ona na usuwaniu materiału z końca obracającego się przedmiotu obrabianego w celu uzyskania płaskiej powierzchni prostopadłej do osi części. Zarówno w obróbce ręcznej, jak i CNC obróbka powierzchniowa jest zazwyczaj pierwszą operacją, przygotowującą przedmiot obrabiany do dalszego precyzyjnego toczenia poprzez ustalenie czystej, kwadratowej powierzchni odniesienia.
Narzędzie skrawające porusza się promieniowo, albo od zewnętrznej krawędzi do środka, albo odwrotnie, w zależności od strategii obróbki. Narzędzie jest zwykle montowane prostopadle do osi przedmiotu obrabianego na suportach poprzecznych lub głowicy rewolwerowej CNC. Aby uzyskać najlepsze rezultaty, prędkość powierzchni, posuw i głębokość skrawania muszą być precyzyjnie kontrolowane, aby zapobiec zużyciu narzędzia lub nierównościom powierzchni.

Zalety
Niedogodności
Zastosowania
Obróbka powierzchniowa może być podstawową operacją, ale stanowi podstawę sukcesu wszystkich kolejnych procedur toczenia. W usługach toczenia CNC jest to często pierwszy i najczęściej powtarzany krok produkcji wsadowej, co pomaga zapewnić dokładność wymiarową i integralność funkcjonalną części. Czy chcesz, abym przeszedł do następnej operacji toczenia, takiej jak toczenie proste?
Skręt prosty
Toczenie proste jest jednym z podstawowych typów operacji toczenia stosowanych w celu zmniejszenia średnicy cylindrycznego przedmiotu obrabianego do określonego rozmiaru. Proces ten obejmuje podawanie narzędzia tnącego równolegle do osi obrotu części. Gdy przedmiot obrabiany obraca się, materiał jest równomiernie usuwany z jego zewnętrznej powierzchni, co skutkuje gładką, równą sekcją cylindryczną.
Ta operacja jest powszechnie stosowana podczas produkcji wałów, prętów lub dowolnych części wymagających precyzyjnych średnic zewnętrznych. Głębokość cięcia, prędkość i posuw można regulować w zależności od materiału i wymagań wykończeniowych. Toczenie proste można wykonywać ręcznie lub za pomocą zaawansowanych tokarek CNC, które zapewniają większą precyzję i automatyzację.

Zalety
Niedogodności
Zastosowania
Toczenie proste jest podstawową operacją w nowoczesnych usługach toczenia CNC. Niezależnie od tego, czy produkujesz pojedynczy prototyp, czy tysiące jednostek produkcyjnych, proces ten jest krytyczny dla części wymagających precyzyjnych średnic i doskonałego wykończenia powierzchni. Czy przejdziemy do następnej operacji toczenia, toczenia stożkowego?
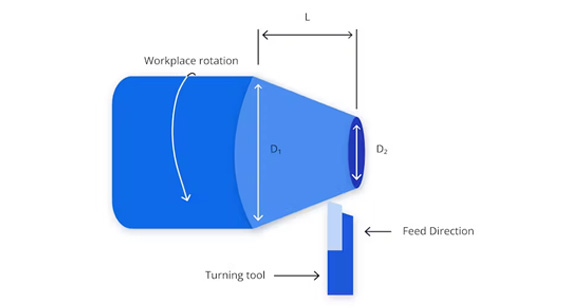
Toczenie stożkowe jest podstawowym rodzajem operacji toczenia, w której średnica obrabianego przedmiotu stopniowo zmniejsza się (lub zwiększa) wzdłuż swojej długości, tworząc kształt stożkowy. W przeciwieństwie do toczenia prostego, które utrzymuje stałą średnicę, toczenie stożkowe tworzy profil kątowy poprzez dostosowanie ścieżki narzędzia względem osi obrabianego przedmiotu. Jest to powszechnie wymagane w przypadku zastosowań, w których części muszą pasować do innych komponentów za pomocą ścisłego, kątowego połączenia — takich jak stożkowe wały, sworznie lub gwinty rurowe.
W usługach toczenia CNC toczenie stożkowe można precyzyjnie zaprogramować w systemie sterowania, co pozwala operatorowi zdefiniować kąt stożkowy, punkty początkowe i końcowe, a nawet złożone stożki złożone. W przypadku ręcznych ustawień toczenia toczenie stożkowe można wykonać kilkoma metodami: poprzez obrócenie podpórki złożonej, przesunięcie konika, użycie przystawki do toczenia stożkowego lub poprzez automatyczne sterowanie oparte na CNC.

Zalety
Niedogodności
Zastosowania
Toczenie stożkowe to krytyczny proces w inżynierii precyzyjnej, zapewniający funkcjonalność i niezawodność potrzebną w przypadku elementów ściśle dopasowanych lub przenoszących obciążenie. Dzięki pomocy nowoczesnych tokarek CNC operację tę można teraz wykonywać szybciej, dokładniej i bardziej konsekwentnie niż kiedykolwiek wcześniej. Jesteś gotowy na kolejny proces? Przyjrzyjmy się teraz toczeniu konturowemu.
Toczenie konturowe
Toczenie konturowe to rodzaj operacji toczenia, który jest stosowany do obróbki zakrzywionych lub nieregularnych profili na powierzchni cylindrycznego przedmiotu obrabianego. W przeciwieństwie do toczenia prostego lub stożkowego, które dotyczą powierzchni liniowych lub kątowych, toczenie konturowe obejmuje generowanie złożonych, gładkich kształtów, takich jak zaokrąglenia, promienie i krzywe złożone. Proces ten jest szczególnie istotny, gdy element wymaga połączenia różnych średnic lub tworzy przejście powierzchni 3D wzdłuż swojej osi.
W nowoczesnych usługach toczenia CNC toczenie konturowe jest wykonywane poprzez zaprogramowanie ścieżki narzędzia, która podąża za precyzyjną geometrią zdefiniowaną w oprogramowaniu CAD/CAM. Następnie tokarka CNC manipuluje narzędziem wzdłuż osi X i Z jednocześnie, aby podążać za zdefiniowanym profilem. Dzięki temu toczenie konturowe jest idealne do niestandardowego toczenia CNC, gdzie precyzja i powtarzalność są najważniejsze.

Zalety
Niedogodności
Zastosowania
Toczenie konturowe odblokowuje potencjał technologii CNC, umożliwiając tworzenie wyrafinowanych profili wielopromieniowych na jednej osi. Jest to podstawowa technika toczenia dla branż, w których forma, dopasowanie i wykończenie mają kluczowe znaczenie. Następnie przyjrzyjmy się rowkowaniu, kolejnej specjalistycznej operacji toczenia o szerokim znaczeniu przemysłowym.
Rowkowanie:Co to jest i kiedy jest stosowane w toczeniu CNC?
Rowkowanie jest podstawową operacją toczenia, która polega na wycinaniu wąskiego kanału (lub rowka) w powierzchni obracającego się przedmiotu obrabianego za pomocą specjalnie ukształtowanego narzędzia tnącego. Rowki te mogą być wewnętrzne (wewnątrz otworu lub otworu), zewnętrzne (na zewnętrznej średnicy) lub na powierzchni części (rowkowanie czołowe). Geometria rowka może być kwadratowa, okrągła, w kształcie litery V lub niestandardowa, w zależności od wymagań zastosowania.
W nowoczesnych usługach toczenia CNC operacje rowkowania są wykonywane za pomocą precyzyjnych ścieżek narzędzi sterowanych numerycznym kodem komputerowym, co pozwala na ścisłe tolerancje, powtarzalność i wszechstronność. Rowkowanie jest szczególnie ważne w produkcji części toczonych CNC, które wymagają pierścieni ustalających, pierścieni uszczelniających typu O, pierścieni zatrzaskowych lub innych funkcjonalnych elementów, które muszą być bezpiecznie osadzone w zagłębionym obszarze.

Zalety
Niedogodności
Zastosowania
Rowkowanie jest jednym z najważniejszych pod względem funkcjonalnym rodzajów operacji toczenia, zapewniającym korzyści konstrukcyjne, mechaniczne i uszczelniające dla niezliczonych branż. W dalszej części omówimy następny proces toczenia, jakim jest Cut-Off (Parting) — ostatnia, niezbędna operacja w większości projektów toczenia CNC.
Odcinanie (ścinanie): co to jest i dlaczego jest tak ważne w toczeniu CNC?
Odcinanie, zwane również odcinaniem, jest kluczową operacją toczenia, w której gotowa część jest oddzielana od pozostałego surowca lub pręta. Proces ten polega na użyciu wąskiego, ostrego narzędzia tnącego, które porusza się prostopadle do obracającego się przedmiotu obrabianego, aż do całkowitego odcięcia elementu. W usługach toczenia CNC jest to zazwyczaj ostatnia operacja po zakończeniu wszystkich innych etapów obróbki, takich jak obróbka czołowa, rowkowanie i gwintowanie.
Narzędzie tnące jest zamontowane pod kątem prostym do osi obrotu i musi dokładnie penetrować w zaprogramowanym miejscu. W przypadku niestandardowego toczenia CNC odcinanie jest wykonywane z wysoką precyzją, aby zapewnić, że końcowy element ma czystą, dokładną powierzchnię końcową, co jest szczególnie ważne w branżach o wąskiej tolerancji, takich jak przemysł lotniczy i medyczny.
Zalety
Niedogodności
Zastosowania
Odcinanie jest jednym z końcowych, ale najbardziej krytycznych typów operacji toczenia, zapewniającym czyste oddzielenie części w celu zapewnienia jakości i dalszej obróbki. Następnie przyjrzymy się gwintowaniu — specjalistycznej operacji, która odgrywa kluczową rolę w funkcjonalności mechanicznej wielu części toczonych CNC.
Threading: Czym jest gwintowanie podczas toczenia i dlaczego jest ważne?
Gwintowanie to operacja toczenia stosowana w celu tworzenia śrubowych rowków lub grzbietów — powszechnie znanych jako gwinty — na zewnętrznych lub wewnętrznych powierzchniach części cylindrycznej. Gwinty te umożliwiają łączenie, mocowanie lub przemieszczanie części względem siebie i są stosowane w szerokiej gamie elementów mechanicznych, takich jak śruby, nakrętki, wały i złączki. W usługach toczenia CNC gwintowanie jest często wykonywane przy użyciu specjalistycznych narzędzi zaprogramowanych tak, aby podążały za dokładnym skokiem, głębokością i profilem wymaganego typu gwintu.
Gwintowanie może być zewnętrzne (na zewnątrz przedmiotu obrabianego) lub wewnętrzne (w otworze) i jest zazwyczaj wykonywane przy użyciu narzędzia jednopunktowego lub przystawek do frezowania gwintów. Tokarki CNC są doskonałe w gwintowaniu ze względu na wysoką precyzję, powtarzalność i możliwość wytwarzania zarówno metrycznych, jak i calowych form gwintów.

Zalety
Niedogodności
Zastosowania
Gwintowanie jest kamieniem węgielnym wśród rodzajów operacji tokarskich, oferującym zarówno korzyści strukturalne, jak i funkcjonalne. Jako wysoce techniczny proces, pokazuje precyzyjne możliwości nowoczesnych tokarek CNC. Następnie zajmiemy się rozwiercaniem, procesem stosowanym w celu udoskonalenia średnic wewnętrznych do dokładnych wymiarów i wykończeń.
Czym jest rozwiercanie w toczeniu i dlaczego jest ono tak ważne dla precyzji?
Rozwiercanie to operacja toczenia stosowana w celu powiększenia i wykończenia wewnętrznej średnicy wstępnie wywierconego lub odlanego otworu. W przeciwieństwie do wiercenia, które tworzy początkowy otwór, rozwiercanie polega na precyzyjnym udoskonaleniu, zapewniając, że końcowy otwór jest gładki, prosty i wymiarowo dokładny. Operację tę zazwyczaj wykonuje się na tokarce lub centrum tokarskim CNC przy użyciu jednopunktowego narzędzia tnącego znanego jako wytaczadło.
W przypadku niestandardowego toczenia CNC wytaczanie jest szczególnie ważne, gdy wymagane są niezwykle ciasne tolerancje — powszechne w takich branżach jak przemysł lotniczy, motoryzacyjny i produkcja urządzeń medycznych. Narzędzie wchodzi do wstępnie uformowanego otworu i usuwa materiał wzdłuż wewnętrznej powierzchni, aby uzyskać pożądaną średnicę, okrągłość, koncentryczność i wykończenie powierzchni.

Zalety
Niedogodności
Zastosowania
W szerszej liście typów operacji toczenia, rozwiercanie odgrywa kluczową rolę w precyzyjnym dostrajaniu cech wewnętrznych w celu spełnienia wymagających specyfikacji. W przypadku branż, w których dokładność średnicy wewnętrznej może oznaczać różnicę między awarią a funkcjonalnością, rozwiercanie pozostaje jednym z najbardziej niezawodnych procesów oferowanych przez nowoczesne usługi toczenia CNC. Następnie omówimy wiercenie, kolejny proces obróbki wewnętrznej, ale taki, który rozpoczyna podróż.
Czym jest wiercenie w toczeniu i dlaczego jest tak istotne w obróbce skrawaniem?
Wiercenie jest jednym z najbardziej podstawowych i szeroko stosowanych typów operacji tokarskich. Polega na tworzeniu otworu cylindrycznego poprzez obracanie narzędzia skrawającego — zazwyczaj wiertła — w przedmiocie obrabianym. Gdy jest wykonywana na tokarce lub centrum tokarskim CNC, przedmiot obrabiany obraca się, podczas gdy wiertło pozostaje nieruchome (w przeciwieństwie do wiertarek, gdzie wiertło się obraca). Wiercenie jest zazwyczaj pierwszym krokiem przed operacjami takimi jak rozwiercanie, rozwiercanie lub gwintowanie.
W usługach toczenia CNC wiercenie jest niezbędne do inicjowania wewnętrznych cech w części. Może być używane do tworzenia otworów przejściowych, otworów pilotujących do gwintowania lub punktów początkowych do bardziej złożonej obróbki wnęk. Chociaż w zasadzie proste, wiercenie w konfiguracji CNC pozwala na większą precyzję, powtarzalność i dostosowanie podczas pracy z różnymi materiałami, od metali po tworzywa sztuczne.

Zalety
Niedogodności
Zastosowania
Jako jeden z podstawowych typów operacji toczenia, wiercenie stanowi punkt wyjścia dla geometrii wewnętrznej. W połączeniu z technologiami, takimi jak niestandardowe toczenie CNC, oferuje nie tylko szybkość, ale także precyzję i kontrolę, przygotowując grunt pod bardziej wyrafinowane procesy, takie jak rozwiercanie lub gwintowanie. Przyjrzyjmy się teraz gwintowaniu, operacji, która nadaje tym wywierconym otworom funkcjonalny gwint.
Czym jest gwintowanie w procesie toczenia i dlaczego jest ono tak istotne w przypadku elementów gwintowanych?
Gwintowanie to operacja toczenia stosowana w celu tworzenia wewnętrznych gwintów w uprzednio wywierconym otworze. Polega ona na użyciu narzędzia do gwintowania (gwintownika), które nacina gwinty w ściankach otworu podczas obracania go w obrabianym przedmiocie. W kontekście usług toczenia CNC, gwintowanie jest często zautomatyzowane i precyzyjnie zaprogramowane, zapewniając spójność i dokładność gwintu, szczególnie w przypadku produkcji wielkoseryjnej części toczonych CNC.
Gwintowanie zazwyczaj następuje po wierceniu w sekwencji obróbki. Wywiercony otwór działa jak pilot, podczas gdy gwintownik definiuje skok gwintu, głębokość i średnicę. To sprawia, że gwintowanie jest kluczową operacją w tworzeniu komponentów, które będą montowane za pomocą śrub, nakrętek lub szpilek.
W toczeniu prototypów CNC lub produkcji masowej gwintowanie jest stosowane do integrowania systemów mocujących bezpośrednio z częścią, eliminując potrzebę stosowania wkładek lub wtórnych operacji gwintowania. Ma zastosowanie w szerokiej gamie metali i tworzyw konstrukcyjnych, co czyni je wszechstronnym rozwiązaniem w wielu branżach.

Zalety
Niedogodności
Zastosowania
Podsumowując, gwintowanie jest krytycznym etapem w typach operacji toczenia w celu produkcji części, które opierają się na bezpiecznych mocowaniach mechanicznych. Po zintegrowaniu z usługami toczenia CNC gwintowanie staje się nie tylko dokładniejsze, ale także skalowalne i opłacalne zarówno w przypadku prototypowania, jak i produkcji. Następnie przyjrzyjmy się radełkowaniu, unikalnemu procesowi toczenia, który dodaje teksturę, a nie tnie materiał.
Czym jest radełkowanie podczas toczenia i kiedy należy je stosować?
Radełkowanie jest specjalistyczną operacją toczenia, która służy do tworzenia teksturowanego wzoru na powierzchni cylindrycznej części. W przeciwieństwie do procesów skrawania, radełkowanie jest formą obróbki na zimno, w której zahartowane narzędzie naciska na obracający się przedmiot obrabiany, przemieszczając materiał, aby utworzyć powtarzalny wzór diamentowy lub prostoliniowy. To wykończenie powierzchni poprawia chwyt, estetykę lub mechaniczne połączenie części.
W usługach toczenia CNC radełkowanie jest zazwyczaj wykonywane za pomocą kół radełkowych lub matryc zamontowanych na tokarce. Proces ten nie usuwa materiału; raczej redystrybuuje go, aby utworzyć wypukłe grzbiety. Operację tę często wykonuje się po zakończeniu innych procesów obróbki, takich jak toczenie czołowe lub proste. Jest to szczególnie cenne w niestandardowych zastosowaniach toczenia CNC, w których chwyt ma kluczowe znaczenie — takich jak pokrętła, uchwyty narzędzi, narzędzia chirurgiczne, a nawet elementy dekoracyjne.
Wzory radełkowania można podzielić na trzy podstawowe typy:

Zalety
Niedogodności
Zastosowania
Radełkowanie może nie zmieniać wymiarów części w znaczący sposób, ale znacznie zwiększa użyteczność i ergonomię. Jest to jeden z niewielu rodzajów operacji tokarskich, który koncentruje się na fakturze powierzchni, a nie na formie lub geometrii wewnętrznej. W następnej sekcji zajmiemy się rozwiercaniem, procesem wykańczającym, który zapewnia precyzję w zakresie wymiarowania otworów wewnętrznych i wykończenia powierzchni.
Czym jest rozwiercanie w toczeniu? Zrozumienie jego precyzyjnej roli w obróbce skrawaniem
Rozwiercanie jest precyzyjną operacją wykańczającą, która służy do powiększania istniejącego otworu do określonej średnicy z wysoką dokładnością i doskonałym wykończeniem powierzchni. W przeciwieństwie do wiercenia lub rozwiercania, które są głównie używane do usuwania materiału, rozwiercanie jest przeznaczone do dokładnego dostrajania wymiarów i poprawy jakości powierzchni wstępnie wywierconego lub rozwierconego otworu. Zapewnia, że otwór jest idealnie okrągły, gładki i mieści się w ścisłych tolerancjach.
W toczeniu CNC rozwiercanie jest zazwyczaj wykonywane po wierceniu, przy użyciu rozwiertaka zamontowanego na tokarce lub centrum tokarskim CNC. Rozwiertak powoli wchodzi w otwór i wycina niewielką ilość materiału ze ścianek, aby uzyskać spójne, polerowane wykończenie. Niestandardowe zastosowania toczenia CNC często wykorzystują rozwiercanie, gdy elementy wymagają precyzyjnego dopasowania — takie jak łożyska, wały lub sworznie pasujące do otworów.
Istnieją różne rodzaje rozwiertaków:

Zalety
Niedogodności
Zastosowania
Podsumowując, rozwiercanie jest krytyczną operacją toczenia, gdy celem jest zapewnienie ścisłych tolerancji otworów i doskonałego wykończenia. Uzupełnia wiercenie i rozwiercanie i jest szczególnie cenne w branżach, w których precyzja wymiarowa jest nie do negocjacji. W miarę postępów będziemy badać inną technikę wykańczającą — toczenie fazowe — która dodaje zarówno wartość funkcjonalną, jak i estetyczną do części toczonych CNC.
Czym jest toczenie fazowe i kiedy należy je stosować?
Toczenie fazowe to operacja toczenia polegająca na cięciu ściętej krawędzi lub przejściowego nachylenia — zwanego fazą — na końcu lub narożniku części cylindrycznej. Ta kątowa krawędź jest zazwyczaj cięta pod kątem od 30° do 45°, w zależności od wymagań projektowych, i jest stosowana w celu wyeliminowania ostrych narożników, pomocy w montażu lub przygotowania części do spawania lub łączenia.
W toczeniu CNC fazowanie jest często częścią szerszego procesu obróbki, dodawanego na początku lub na końcu programu. Narzędzie tokarskie CNC podąża za zdefiniowaną ścieżką narzędzia, usuwając niewielką ilość materiału z krawędzi przedmiotu obrabianego, aby uzyskać czystą, skośną powierzchnię. Ta operacja jest powszechnie stosowana w niestandardowych usługach toczenia CNC w celu udoskonalenia zarówno funkcjonalnego, jak i kosmetycznego.
Toczenie fazowe nie ogranicza się do okrągłych elementów obrabianych; wewnętrzne i zewnętrzne fazowania można dodawać do otworów, wałów, otworów, a nawet gwintów. Zakłady tokarskie CNC często automatyzują ten proces, używając narzędzi do fazowania lub wielofunkcyjnych wkładek tokarskich.

Zalety
Niedogodności
Zastosowania
Toczenie fazowe to prosty, ale niezbędny proces toczenia, szeroko stosowany w branżach, w których ceniona jest precyzja, trwałość i estetyka. Niezależnie od tego, czy opracowujesz prototyp CNC, czy przygotowujesz serię produkcyjną niestandardowych części toczonych CNC, fazowanie pomaga poprawić dopasowanie, funkcjonalność i ogólną jakość części. Następnie przyjrzymy się innej precyzyjnej operacji wykańczającej — toczeniu stopniowemu — które jest idealne do produkcji części o wielu średnicach lub przekrojach wału.
Czym jest toczenie schodkowe i dlaczego jest ważne w obróbce CNC?
Toczenie krokowe to podstawowy proces toczenia stosowany w celu tworzenia serii koncentrycznych cylindrycznych elementów o różnych średnicach wzdłuż długości pojedynczego przedmiotu obrabianego. Rezultatem jest „schodkowy” profil, w którym każdy segment lub sekcja przechodzi w następną za pomocą ostrej lub mieszanej krawędzi. Proces ten jest często wykonywany na tokarce CNC i stanowi podstawową zdolność w usługach toczenia CNC dla komponentów wymagających wielu średnic funkcjonalnych — takich jak wały, osie lub tłoczyska.
Podczas toczenia krokowego przedmiot obrabiany jest obracany, podczas gdy narzędzie tnące porusza się wzdłuż osi. Głębokość cięcia jest precyzyjnie kontrolowana w celu uzyskania różnych średnic. Kroki te mogą mieć taki sam lub różny rozmiar, w zależności od geometrii części. W nowoczesnych środowiskach toczenia CNC na zamówienie proces ten jest łatwo zautomatyzowany i wysoce powtarzalny, oferując zarówno wydajność, jak i precyzję wymiarową.

Zalety
Niedogodności
Zastosowania
W toczeniu prototypów CNC lub produkcji masowej toczenie krokowe odgrywa kluczową rolę w dostarczaniu funkcjonalnych, wielośrednicowych części o wyjątkowej dokładności. Jest to jeden z najczęściej stosowanych typów operacji toczenia ze względu na możliwość konsolidacji cech w jedną część, co zmniejsza potrzebę obróbki wtórnej lub dodatkowych komponentów. Podczas planowania kolejnego projektu w warsztacie tokarskim CNC wiedza o tym, kiedy i jak stosować toczenie krokowe, może znacząco wpłynąć na wydajność, efektywność i opłacalność.
Jak wybrać odpowiednią operację toczenia dla swojego projektu CNC?
Wybór właściwej operacji toczenia może być różnicą między udanym projektem CNC a takim, który skutkuje zmarnowanym czasem, materiałem i budżetem. Przy tak wielu dostępnych typach operacji toczenia, kluczowe jest dopasowanie właściwej metody do geometrii, funkcji i wymagań wydajnościowych części. Niezależnie od tego, czy pracujesz z częściami toczonymi CNC do prototypowania, czy do produkcji wielkoseryjnej, każda operacja — planowanie, rozwiercanie, gwintowanie, radełkowanie lub toczenie stożkowe — oferuje unikalne korzyści w zależności od projektu i warunków końcowego zastosowania.
Najlepszym sposobem na podjęcie tej decyzji jest ocena projektu za pomocą kilku krytycznych kryteriów: rodzaju użytego materiału, wymaganych tolerancji, wykończeń powierzchni i ogólnej geometrii. Podjęcie właściwej decyzji na wczesnym etapie niestandardowego procesu toczenia CNC nie tylko zapewnia optymalne rezultaty, ale także wspiera efektywność kosztową i krótsze terminy realizacji.
Rodzaj materiału
Materiał obrabianego przedmiotu odgrywa główną rolę w określeniu najbardziej odpowiedniej operacji toczenia. Na przykład:
Wybór narzędzia, prędkości posuwu i strategii toczenia (np. obróbka zgrubna czy wykańczająca) powinien być zawsze zależny od obrabialności wybranego materiału.
Dokładność wymiarowa
Jeśli Twój projekt wymaga ścisłych tolerancji — powiedzmy, w granicach kilku mikronów — prawdopodobnie będziesz potrzebować operacji ukierunkowanych na precyzję, takich jak toczenie konturowe, gwintowanie lub rozwiercanie. Operacje takie jak toczenie stopniowe lub rozwiercanie są również cenne, gdy uzyskuje się dokładne współśrodkowe średnice lub gładkie wykończenia otworów. Tymczasem w przypadku zgrubnego lub podstawowego kształtowania, gdzie tolerancje są luźniejsze, operacje takie jak toczenie proste lub rowkowanie mogą wystarczyć.
W toczeniu prototypów CNC kluczowe znaczenie ma osiągnięcie dokładności wymiarowej, gdyż bezpośrednio odzwierciedla ona stopień przekształcenia koncepcji w funkcjonalną część.
Jakość wykończenia powierzchni danej części może mieć wpływ nie tylko na jej estetykę, ale także na jej wydajność — zwłaszcza w zastosowaniach obejmujących uszczelnienia, elementy złączne lub zespoły ruchome.
Znajomość ostatecznych wymagań dotyczących powierzchni pozwala określić liczbę niezbędnych operacji oraz zdecydować, czy priorytetem powinna być szybkość, czy wykończenie.

Kształt i cechy
Na koniec oceń geometrię części:
Plan działania danej części często będzie determinował sposób jej wykonania — nie zapominaj jednak, że niektóre cechy można łączyć lub dostosowywać w celu skrócenia czasu obróbki i poprawy dostępu do narzędzi.
Biorąc pod uwagę te cztery podstawowe czynniki — rodzaj materiału, dokładność wymiarową, obróbkę powierzchni i geometrię — możesz pewnie wybrać najbardziej wydajną i odpowiednią operację toczenia. Współpraca z doświadczonym warsztatem tokarskim CNC zapewnia fachowe doradztwo i wysokiej jakości wyniki, niezależnie od tego, czy budujesz jeden prototyp, czy skalujesz do pełnej produkcji.
Wydajność i jakość usług toczenia CNC w dużym stopniu zależą od obrabiarek i akcesoriów. Każdy element konfiguracji toczenia odgrywa określoną rolę i razem decydują o precyzji, wykończeniu powierzchni, prędkości cięcia i możliwościach produkcyjnych. Dla producentów pracujących z częściami toczonymi CNC — od prototypów po produkcję masową — kluczowe jest zrozumienie dostępnych narzędzi i ich wpływu na proces toczenia. Niezależnie od tego, czy w warsztacie toczenia CNC, czy w większym niestandardowym przepływie pracy toczenia CNC, odpowiedni sprzęt zapewnia niezawodność, bezpieczeństwo i wydajność.
Przyjrzyjmy się podstawowym narzędziom i komponentom stosowanym w nowoczesnych operacjach toczenia CNC.
Narzędzia skrawające są podstawą każdego procesu toczenia. Są to instrumenty, które usuwają materiał z obracającego się przedmiotu obrabianego. Występują w różnych geometriach, powłokach i materiałach w zależności od zastosowania.

Uchwyty narzędziowe
Uchwyty narzędzi bezpiecznie mocują narzędzia tnące do wieżyczki lub stanowiska narzędziowego tokarki CNC. Precyzja i sztywność są tutaj kluczowe dla zapobiegania wibracjom i ugięciu narzędzi.
Uchwyty
Uchwyty chwytają obrabiany przedmiot i obracają go podczas toczenia. W zależności od kształtu części i potrzeb precyzyjnych, stosuje się różne typy:

Koniki
Konik podtrzymuje drugi koniec długich elementów obrabianych, aby zapobiec ugięciu lub drganiom podczas obróbki. Może być również wyposażony w narzędzia, takie jak wiertła lub rozwiertaki do operacji wzdłuż osi elementu obrabianego.

Centra
Centra to precyzyjnie szlifowane końcówki, które pasują do obrabianego przedmiotu lub konika, aby zachować wyrównanie. Są one krytyczne w przypadku precyzyjnego toczenia prototypów CNC lub toczenia długich, smukłych komponentów.
Tokarki
Podstawowym narzędziem maszynowym do wszystkich operacji toczenia jest tokarka. W toczeniu CNC tokarka jest sterowana przez oprogramowanie i może wykonywać bardzo złożone programy przy minimalnej interwencji operatora.
Nudne bary
Używane do powiększania lub wykańczania wewnętrznej średnicy otworu, wytaczadła są krytyczne podczas toczenia elementów wewnętrznych. Muszą być sztywne i dobrze podparte, aby zapobiec drganiom.
Narzędzia do rowkowania i cięcia
Narzędzia do rowkowania tworzą wąskie kanały w obrabianym przedmiocie, natomiast narzędzia tnące (znane również jako narzędzia do rozdzielania) oddzielają gotowe części od półfabrykatu.
Gwintowanie narzędzi
Narzędzia do nawlekania to używane do cięcia gwintów zewnętrznych lub wewnętrznych — ręcznie lub za pomocą programowania CNC. Precyzja jest tutaj kluczowa, zwłaszcza w przypadku komponentów wymagających ścisłych tolerancji mechanicznych.
Wiertła
Narzędzia wiertnicze można zamontować w głowicy rewolwerowej lub koniku, aby wykonywać otwory wzdłuż osi obrabianego przedmiotu.
Narzędzia do formowania
Narzędzia formujące służą do kształtowania określonych konturów lub profili na przedmiocie obrabianym bez konieczności przesuwania narzędzia na boki.
Dzięki zrozumieniu funkcji i kryteriów wyboru tych narzędzi i komponentów tokarskich inżynierowie i producenci mogą optymalizować swoje usługi toczenia CNC, redukować błędy obróbki i zwiększać przepustowość. Niezależnie od tego, czy chodzi o toczenie prototypów CNC, czy produkcję na pełną skalę, posiadanie odpowiednich narzędzi jest nie do negocjacji pod kątem jakości i wydajności.
W operacjach toczenia CNC parametry skrawania odgrywają kluczową rolę w określaniu wyniku procesu obróbki. Niezależnie od tego, czy obrabiasz prototypy, czy produkujesz duże ilości części toczonych CNC, precyzyjny wybór prędkości posuwu, prędkości skrawania i głębokości skrawania znacząco wpływa na wydajność, wykończenie powierzchni, trwałość narzędzia i całkowity koszt. Parametry te nie są wybierane arbitralnie — są oparte na materiale, pożądanej tolerancji, oprzyrządowaniu i możliwościach maszyny.
Dla każdego, kto zajmuje się niestandardowym toczeniem CNC lub pracuje w warsztacie tokarskim CNC, zrozumienie tych parametrów jest kluczowe, aby uniknąć awarii narzędzi, zachować integralność części i zoptymalizować czas cyklu.
Prędkości podawania
Prędkość posuwu odnosi się do odległości, na jaką narzędzie skrawające przesuwa się wzdłuż powierzchni przedmiotu obrabianego na obrót. Zazwyczaj jest wyrażana w mm/obr. lub in/obr.
Prędkość posuwu ma bezpośredni wpływ na:
W przypadku usług toczenia CNC, staranna optymalizacja prędkości posuwu ma kluczowe znaczenie w przypadku części wymagających ścisłych tolerancji lub dokładnego wykończenia, zwłaszcza w zastosowaniach lotniczych, medycznych lub inżynierii precyzyjnej.
Głębokość cięcia
Głębokość skrawania to grubość warstwy materiału usuniętej podczas jednego przejścia narzędzia, mierzona prostopadle do obrabianej powierzchni.
Głębokość skrawania jest często regulowana w zależności od etapu obróbki:
Równowaga między szybkością usuwania materiału a jakością powierzchni jest kluczowa w przypadku toczenia prototypów CNC, gdzie wstępne próby pomagają wybrać optymalne ustawienia.
Prędkości cięcia
Prędkość cięcia to prędkość, z jaką materiał jest usuwany przez narzędzie tnące, zazwyczaj wyrażana w metrach na minutę (m/min) lub stopach powierzchniowych na minutę (SFM). Zależy ona od:
Jeżeli prędkość cięcia jest zbyt wysoka, może to spowodować:
Jeżeli jest za niski, może to:
Nowoczesne tokarki CNC automatycznie dostosowują prędkość na podstawie ścieżki narzędzia i obciążenia, szczególnie w cyklach wieloprzebiegowych. W przypadku niestandardowych prac tokarskich CNC obejmujących wytrzymałe stopy, takie jak tytan lub Inconel, starannie obliczone prędkości są kluczowe, aby uniknąć kosztownych błędów.
Podsumowanie
Razem, posuw, głębokość skrawania i prędkość skrawania tworzą podstawę efektywnej operacji toczenia. Parametry te są od siebie zależne — zmiana jednego wpływa na pozostałe. Doświadczeni maszyniści i inżynierowie polegają na tych wartościach nie tylko w celu ochrony narzędzi i maszyn, ale także w celu dostarczania wysokiej jakości części spełniających specyfikacje klientów.
W każdym zakładzie tokarskim CNC możliwość konfiguracji i precyzyjnego dostrojenia parametrów skrawania jest tym, co odróżnia standardową obróbkę od zoptymalizowanej, wydajnej i konkurencyjnej produkcji.
W toczeniu CNC obróbka jest zazwyczaj podzielona na dwie główne fazy: obróbkę zgrubną i wykańczającą. Każdy etap odgrywa kluczową rolę w przekształcaniu surowca w precyzyjną część. Podczas gdy obróbka zgrubna koncentruje się na szybkim usunięciu większości materiału, wykańczanie ma na celu dokładność wymiarową i wysokiej jakości wykończenie powierzchni. Zrozumienie różnicy między tymi dwoma procesami pomaga maszynistom i inżynierom wybrać odpowiednie narzędzia, parametry i strategie — szczególnie w środowiskach niestandardowego toczenia CNC, toczenia prototypów CNC i produkcji masowej.
Obróbka zgrubna kontra wykańczająca: porównanie bezpośrednie
| WYGLĄD |
Zgrubna |
Wykończenie |
| Cel | Szybkie usuwanie materiału | Ostateczny kształt i dokładność |
| Głębokość cięcia | Głębokie nacięcia (zwykle 2–5 mm lub więcej) | Płytkie cięcia (zwykle 0.2–0.8 mm) |
| posuw | Wysoka prędkość podawania | Niska prędkość podawania |
| Szybkość cięcia | Umiarkowana prędkość | Większa prędkość (ale mniejszy posuw) |
| Używane narzędzie | Mocne, sztywne narzędzia z trwałymi powłokami | Ostre narzędzia o drobnej geometrii krawędzi |
| Wykończenie powierzchni | Grube wykończenie powierzchni (wyższe wartości Ra) | Gładka powierzchnia (niższe wartości Ra) |
| Dokładność tolerancji | Nie ciasno, pozostawione dodatki na wykończenie | Wysoka precyzja, spełnia ostateczne tolerancje |
| Stopień zużycia narzędzia | Wyżej, ze względu na zwiększone siły | Niższe, ale narzędzia wymagają ostrzejszych krawędzi |
| Czas cyklu | Krótszy do usuwania masowego | Dłużej dzięki lekkim podaniom i lepszej kontroli |
| Tworzenie się chipów | Grube, zwinięte chipsy | Cienkie, ciągłe wióry |
| Zastosowanie w toczeniu CNC | Przygotowuje część do wykończenia w mniejszej liczbie przejść | Stosowany do wymiarów krytycznych i wykończeń powierzchni |
| Typowe zastosowania | Obróbka wstępna, usuwanie powierzchni odlewów/kuć | Części lotnicze, komponenty medyczne, drobne gwinty |
Kiedy i dlaczego każdy z nich jest używany
Przejście do precyzji
Wybór właściwego momentu przejścia z obróbki zgrubnej na wykańczającą zależy od:
Nowoczesne usługi toczenia CNC często integrują oba procesy w jeden zautomatyzowany cykl, wykorzystując różne narzędzia i strategie obróbki w celu wydajnego wykonania obu etapów.
Podsumowanie
Obróbka zgrubna i wykańczająca nie są procesami konkurencyjnymi — wzajemnie się uzupełniają. Zrozumienie ich różnic zapewnia lepszą żywotność narzędzia, wyższą produktywność i optymalną jakość części. Niezależnie od tego, czy pracujesz w warsztacie tokarskim CNC, czy prototypujesz wysokowydajne komponenty, opanowanie tych dwóch technik toczenia jest niezbędne do osiągnięcia sukcesu.
W toczeniu CNC obróbka zgrubna i wykańczająca stanowią dwa zasadnicze etapy procesu obróbki. Każda faza jest zdefiniowana przez swoje cele, strategie i wyniki. Znajomość ich głównych cech pomaga zoptymalizować dobór narzędzi, czas obróbki i jakość części — krytyczne elementy w nowoczesnym toczeniu CNC na zamówienie, toczeniu prototypów CNC i usługach toczenia CNC na dużą skalę.
Główne cechy obróbki zgrubnej
1. Cel:
2. Parametry cięcia:
3. Charakterystyka narzędzia:
4. Jakość wyjściowa:
5. Wydajność:
6. Częste w:
Główne cechy wykończenia
1. Cel:
2. Parametry cięcia:
3. Charakterystyka narzędzia:
4. Jakość wyjściowa:
5. Wydajność:
6. Częste w:
Uwagi końcowe
Dzięki zrozumieniu odrębnych cech obróbki zgrubnej i wykańczającej producenci mogą wybrać odpowiednią kombinację narzędzi, parametrów i strategii. Zapewnia to optymalne wyniki zarówno w toczeniu prototypów CNC, jak i produkcji masowej. Aby uzyskać najlepsze rezultaty, zaawansowane warsztaty tokarskie CNC często automatyzują przejście między tymi dwoma etapami, równoważąc prędkość z precyzją.
Oba procesy są kluczowe — obróbka zgrubna nadaje surowcowi odpowiedni kształt, a obróbka wykańczająca udoskonala finalny element.
W toczeniu CNC dokładność, wykończenie powierzchni i wydajność procesu obróbki zależą w dużej mierze od prawidłowego doboru i zastosowania narzędzi tokarskich. Każde narzędzie jest zaprojektowane do określonej funkcji, takiej jak kształtowanie, gwintowanie lub formowanie. Niezależnie od tego, czy pracujesz nad niestandardowymi częściami toczonymi CNC, czy nad seriami produkcyjnymi o dużej objętości, zrozumienie tych narzędzi jest niezbędne do uzyskania spójnych wyników i optymalizacji żywotności narzędzia. Poniżej przedstawiono niektóre z najczęściej używanych narzędzi tokarskich w usługach toczenia CNC i ich odpowiednie role w procesie.
Narzędzia do twarzy
Narzędzia do fazowania

Gwintowanie narzędzi

Narzędzia do formowania

Narzędzia stożkowe
Narzędzia do rowkowania
Podsumowanie
Wybór odpowiednich narzędzi tokarskich do każdej operacji zapewnia wydajność, dokładność i jakość — szczególnie podczas pracy z zaawansowanymi materiałami lub wąskimi tolerancjami. Dzięki opanowaniu zastosowań i korzyści tych narzędzi, tokarnie CNC mogą oferować niezawodne, wydajne rozwiązania w wielu branżach, od motoryzacyjnej po lotniczą.
Sukces każdej operacji toczenia CNC zależy w dużej mierze od obrabianego materiału. Od wytrzymałości i obrabialności po odporność cieplną i wymagania dotyczące wykończenia powierzchni, właściwości materiału odgrywają kluczową rolę w wyborze narzędzi, posuwów, prędkości, a nawet rodzaju operacji toczenia. Niezależnie od tego, czy produkujesz części toczone CNC do zastosowań lotniczych, medycznych czy przemysłowych, zrozumienie zaangażowanych materiałów pozwala maszynistom i inżynierom optymalizować każdą fazę procesu — od obróbki zgrubnej do wykańczającej.
Przyjrzyjmy się najczęściej stosowanym materiałom obrabianym w toczeniu CNC, ich właściwościom i temu, jak wpływają na techniki toczenia.
Procesy toczenia są bardzo wszechstronne i umożliwiają obróbkę szerokiej gamy metali i niemetali. Kluczowe kryteria wyboru materiału obejmują twardość, wytrzymałość, przewodność cieplną, odporność na korozję i łatwość usuwania wiórów. Poniżej przedstawiono najczęściej stosowane materiały metalowe w usługach toczenia CNC.

Stal nierdzewna
Przegląd: Znana ze swojej odporności na korozję, wytrzymałości i walorów estetycznych stal nierdzewna jest popularnym materiałem do produkcji podzespołów medycznych, spożywczych i lotniczych.
Charakterystyka obróbki:
Gatunki stosowane w toczeniu: 303 (najłatwiejszy w obróbce maszynowej), 304, 316, 420 i 17-4PH.
Stal
Przegląd: Stal, jeden z materiałów najczęściej stosowanych w toczeniu, oferuje dobry kompromis pomiędzy wytrzymałością, ceną i obrabialnością.
Charakterystyka obróbki:
Aplikacje: Części samochodowe, komponenty przemysłowe, wały i koła zębate.
Żelazo (żeliwo)
Przegląd: Żeliwo jest powszechnie stosowane w ciężkich maszynach i elementach silników, ponieważ charakteryzuje się doskonałymi właściwościami tłumiącymi i odpornością na zużycie.
Charakterystyka obróbki:
Powszeche typy: Żeliwo szare, żeliwo sferoidalne.
Mosiądz
Przegląd: Mosiądz jest stopem miedzi i cynku, łatwym w obróbce skrawaniem, charakteryzującym się doskonałą odpornością na korozję i przewodnością.
Charakterystyka obróbki:
Typowe zastosowania: Złączki, zawory, złącza elektroniczne.
Aluminium
Przegląd: Lekkie i uniwersalne aluminium jest jednym z najczęściej stosowanych metali w toczeniu CNC ze względu na jego obrabialność i doskonały stosunek wytrzymałości do masy.
Charakterystyka obróbki:
Popularne stopy: 6061, 7075, 2024
Aplikacje: Lotnictwo i kosmonautyka, motoryzacja, medycyna i produkty konsumenckie.
Stopy niklu
Przegląd: Stopy na bazie niklu, znane ze swojej odporności na korozję i wytrzymałości w wysokich temperaturach, są powszechnie stosowane w przemyśle lotniczym i energetycznym.
Charakterystyka obróbki:
Przykłady: Inconel, Monel, Hastelloy
Tytan
Przegląd: Wysoko ceniony za doskonały stosunek wytrzymałości do masy i biokompatybilność, tytan jest doskonałym materiałem do zastosowań w przemyśle lotniczym, medycznym i obronnym.
Charakterystyka obróbki:
Wspólne oceny: Klasa 2 (czysta komercyjnie), Klasa 5 (Ti-6Al-4V)
Podsumowanie
Wybór odpowiedniego materiału do operacji toczenia ma bezpośredni wpływ na wydajność, trwałość narzędzia i jakość części. Podczas gdy metale takie jak aluminium i mosiądz oferują łatwiejszą obróbkę, materiały takie jak stopy tytanu i niklu wymagają bardziej wyspecjalizowanych narzędzi i parametrów. Dzięki zrozumieniu tych cech materiału, warsztaty tokarskie CNC mogą dostarczać bardziej wydajne i opłacalne rozwiązania, szczególnie podczas pracy nad prototypowym toczeniem CNC lub wysoce precyzyjnymi projektami toczenia CNC.
Tworzywa sztuczne stosowane w toczeniu CNC
Podczas gdy metale dominują w wielu zastosowaniach toczenia CNC, tworzywa sztuczne stają się coraz bardziej popularne w branżach, które wymagają lekkich, odpornych na korozję i nieprzewodzących elementów. Dzięki postępom w usługach toczenia CNC i ulepszonej technologii narzędziowej, możliwe jest teraz obrabianie tworzyw sztucznych z wysoką precyzją, co czyni je odpowiednimi do zastosowań medycznych, lotniczych, elektronicznych i przemysłowych. Wybór odpowiedniego materiału z tworzywa sztucznego ma kluczowe znaczenie dla uzyskania wymaganych właściwości mechanicznych, termicznych i estetycznych w częściach toczonych CNC.
Przyjrzyjmy się bliżej niektórym tworzywom sztucznym najczęściej stosowanym w toczeniu CNC: poliwęglanowi (PC), PEEK, PEI i PP, podkreślając ich właściwości, obrabialność i zastosowania.
Poliwęglan (PC)
Przegląd: Poliwęglan to przezroczysty, wysoce odporny na uderzenia plastik znany ze swojej wytrzymałości i stabilności wymiarowej. Jest szeroko stosowany jako zamiennik szkła w soczewkach, obudowach i przezroczystych osłonach.
Charakterystyka obróbki:
Kluczowe właściwości:
Aplikacje:
PEEK (polieteroeteroketon)
Przegląd: PEEK to wysokowydajny termoplastyczny materiał o wyjątkowej odporności mechanicznej i chemicznej. Jest często stosowany w środowiskach o wysokiej temperaturze i dużym obciążeniu, co czyni go ulubionym materiałem w przemyśle lotniczym, medycznym i motoryzacyjnym.
Charakterystyka obróbki:
Kluczowe właściwości:
Aplikacje:
PEI (polieteroimid, np. Ultem)
Przegląd: PEI to amorficzny, wysoce wytrzymały plastik znany ze swojej odporności na ciepło, sztywności i ognioodporności. Jest często stosowany, gdy wymagana jest zarówno izolacja elektryczna, jak i wydajność konstrukcyjna.
Charakterystyka obróbki:
Kluczowe właściwości:
Aplikacje:
PP (polipropylen)
Przegląd: Polipropylen to wszechstronny, niedrogi termoplast o doskonałej odporności chemicznej i wytrzymałości zmęczeniowej. Jest powszechnie stosowany w laboratoriach, w obsłudze chemikaliów i w zastosowaniach opakowaniowych.
Charakterystyka obróbki:
Kluczowe właściwości:
Aplikacje:
Podsumowanie
W przypadku niestandardowego toczenia CNC wybór materiałów z tworzyw sztucznych powinien być zgodny z wymaganiami funkcjonalnymi i środowiskowymi produktu końcowego. Podczas gdy poliwęglan zapewnia przejrzystość i odporność na uderzenia, materiały takie jak PEEK i PEI błyszczą w wymagających środowiskach o wysokiej temperaturze. W przypadku wrażliwych na koszty lub agresywnych chemicznie środowisk PP stanowi idealne rozwiązanie. Przy odpowiednim podejściu do obróbki i doboru materiałów tworzywa sztuczne mogą oferować wyjątkową wydajność i możliwość produkcji w nowoczesnych projektach toczenia prototypów CNC i seriach produkcyjnych.
Kompozyty, ceramika i materiały narzędziowe do obróbki skrawaniem w operacjach toczenia
Kompozyty i Ceramika w Toczeniu
Kompozyty i ceramika są coraz częściej stosowane w zastosowaniach o wysokiej wydajności ze względu na ich wyższy stosunek wytrzymałości do masy, odporność na zużycie i właściwości termiczne. Jednak materiały te stanowią wyjątkowe wyzwanie w operacjach toczenia CNC ze względu na ich twardość i kruchość.
Kompozyty
Przegląd: Kompozyty to materiały inżynieryjne wykonane z dwóch lub więcej materiałów składowych o różnych właściwościach fizycznych lub chemicznych. Do powszechnych kompozytów należą polimery wzmacniane włóknem węglowym (CFRP) i polimery wzmacniane włóknem szklanym (GFRP).
Uwagi dotyczące obróbki:
Aplikacje:
Dlaczego jest to ważne: Podczas pracy z niestandardowymi materiałami kompozytowymi, takimi jak toczenie CNC, staranny dobór narzędzi i zoptymalizowane parametry skrawania mają kluczowe znaczenie dla zachowania integralności materiału i wydłużenia żywotności narzędzia.
Ceramika
Przegląd: Materiały ceramiczne, takie jak tlenek glinu (Al₂O₃) i azotek krzemu (Si₃N₄) są używane tam, gdzie odporność na wysoką temperaturę, obojętność chemiczna i odporność na zużycie są krytyczne. Są one często spotykane w przemyśle lotniczym, energetycznym i biomedycznym.
Uwagi dotyczące obróbki:
Aplikacje:
Dlaczego jest to ważne: Produkcja ceramiki wymaga precyzyjnego sprzętu i profesjonalnych usług toczenia CNC. Często po wstępnym ukształtowaniu konieczne są dodatkowe procesy, takie jak szlifowanie lub polerowanie.
Materiały narzędzi skrawających w toczeniu CNC
Skuteczność każdej operacji toczenia CNC w dużej mierze zależy od materiału użytego do narzędzia skrawającego. Poniżej przedstawiono najczęstsze materiały narzędziowe używane do toczenia różnych typów przedmiotów obrabianych:
Stal szybkotnąca (HSS)
Przegląd: Stal HSS, znana ze swojej wytrzymałości i przystępnej ceny, nadaje się do ogólnego toczenia, szczególnie w przypadku małych partii i miękkich materiałów, takich jak aluminium i tworzywa sztuczne.
Plusy:
Ograniczenia:
Węglik
Przegląd: Narzędzia węglikowe, wykonane z węglika wolframu z dodatkiem spoiwa kobaltowego, zapewniają doskonałą równowagę między twardością i wytrzymałością.
Plusy:
Aplikacje: Idealny do toczenia stali, stali nierdzewnej, żeliwa i metali nieżelaznych.
Narzędzia do cięcia ceramiki
Przegląd: Płytki ceramiczne są twardsze od węglikowych i służą do obróbki wykańczającej z dużą prędkością materiałów hartowanych.
Plusy:
Ograniczenia:
Cermety
Przegląd: Cermety, będące połączeniem materiałów ceramicznych i metalowych, idealnie nadają się do toczenia precyzyjnego i półwykańczającego.
Plusy:
Aplikacje: Często stosowany w operacjach wykańczających przy masowej produkcji w przemyśle motoryzacyjnym i lotniczym.
Sześcienny Azotek Boru (CBN)
Przegląd: Narzędzia CBN, które pod względem twardości ustępują jedynie diamentowi, są stosowane do toczenia stali hartowanych (>45 HRC).
Plusy:
Ograniczenia:
Diament polikrystaliczny (PCD)
Przegląd: PCD doskonale nadaje się do toczenia materiałów nieżelaznych i kompozytowych ze względu na swoją wyjątkową twardość i odporność na zużycie.
Plusy:
Ograniczenia:
Stal narzędziowa
Przegląd: Używane do specjalnych narzędzi formujących i tokarskich stale narzędziowe (np. A2, D2) są trwałe i można je poddawać obróbce cieplnej w celu zwiększenia twardości.
Plusy:
Ograniczenia:
Podsumowanie
Wybór materiałów narzędziowych ma kluczowe znaczenie dla optymalizacji operacji toczenia, redukcji przestojów i uzyskania pożądanego wykończenia powierzchni. Każdy materiał przynosi wyraźne korzyści w zależności od zastosowania, niezależnie od tego, czy produkujesz części toczone CNC z metalu, plastiku, ceramiki czy kompozytu. W przypadku złożonych wymagań doświadczone warsztaty tokarskie CNC, takie jak VMT, pomagają zidentyfikować najlepszą kombinację narzędzia i przedmiotu obrabianego, aby zapewnić precyzję, wydajność i wartość.
Toczenie jest jednym z najczęściej stosowanych procesów obróbki ubytkowej w przemyśle wytwórczym, szczególnie w produkcji elementów okrągłych lub cylindrycznych. Niezależnie od tego, czy jest wykonywane ręcznie, czy za pośrednictwem zaawansowanych usług toczenia CNC, toczenie oferuje producentom części liczne zalety — ale wiąże się również z pewnymi wyzwaniami, które należy dokładnie rozważyć przed wyborem go do swojego projektu.
Zalety toczenia
Operacje toczenia są wysoce wydajne, jeśli chodzi o tworzenie części obrotowych o ścisłych tolerancjach, precyzyjnych wykończeniach i powtarzalnych wynikach. Wraz z rozwojem zakładów tokarskich CNC i automatyzacji proces ten stał się niezbędny w wielu branżach, w tym lotniczej, motoryzacyjnej, medycznej i innych.
Wysoka precyzja
Toczenie jest idealne do produkcji części o ścisłych tolerancjach wymiarowych. Tokarki CNC są w stanie osiągnąć poziom dokładności w granicach ±0.005 mm, co czyni je odpowiednimi do precyzyjnych komponentów w zastosowaniach lotniczych i medycznych.
Drobne wykończenie powierzchni
Przy odpowiednich parametrach cięcia i narzędziach toczenie może osiągnąć chropowatość powierzchni mniejszą niż 0.8 µm Ra. Ta gładkość zmniejsza lub eliminuje potrzebę dodatkowych procesów wykańczających, co czyni ją ekonomicznym rozwiązaniem dla niektórych wymagań estetycznych lub funkcjonalnych.
Wszechstronność
Toczenie nie ogranicza się tylko do cięcia kształtów cylindrycznych. Obsługuje wiele operacji, takich jak gwintowanie, rozwiercanie, rowkowanie i radełkowanie. Można obrabiać szeroką gamę materiałów, od miękkich tworzyw sztucznych po hartowane stale i egzotyczne stopy, takie jak tytan i Inconel.
Gładkie wykończenie powierzchni
W przeciwieństwie do frezowania, które może pozostawiać ślady narzędzi ze względu na ścieżki narzędzi, toczenie tworzy czyste, ciągłe cięcia. Rezultatem jest lepsza integralność powierzchni, co jest szczególnie ważne w przypadku powierzchni uszczelniających lub łożyskowych.
Efektywność produkcji masowej
Operacje toczenia, zwłaszcza gdy są zautomatyzowane za pomocą centrów tokarskich CNC, są wysoce wydajne w przypadku produkcji wsadowej. Po zakończeniu konfiguracji maszyny mogą produkować setki lub tysiące identycznych części o stałej jakości i minimalnym nadzorze.
Efektywność automatyzacji
Nowoczesne urządzenia tokarskie CNC integrują się z systemami CAD/CAM, umożliwiając szybkie programowanie, symulację i optymalizację ścieżki narzędzia. Skraca to czasy realizacji i błędy ludzkie, usprawniając produkcję zarówno prototypów, jak i części produkowanych masowo.
Ograniczenia operacji toczenia
Pomimo wielu zalet toczenie ma pewne ograniczenia, które producenci muszą brać pod uwagę. Te wady często wchodzą w grę podczas obróbki złożonych geometrii, pracy z twardymi materiałami lub zarządzania kosztami w produkcji niskoseryjnej.
Drogi sprzęt
Tokarki CNC to poważna inwestycja. Modele high-end z możliwościami wieloosiowymi, automatycznymi zmieniaczami narzędzi i funkcjami narzędzi na żywo mogą kosztować dziesiątki tysięcy dolarów. Ponadto bieżąca konserwacja i aktualizacje oprogramowania zwiększają długoterminowe koszty.
Zużycie narzędzi
Narzędzia skrawające używane do toczenia — zwłaszcza węglikowe lub ceramiczne płytki — są narażone na zużycie, szczególnie podczas pracy z twardymi metalami lub przy dużych prędkościach skrawania. Wymiana i zarządzanie narzędziami zwiększają koszty operacyjne i mogą powodować opóźnienia w produkcji.
Ograniczenia materiałowe
Toczenie jest najbardziej odpowiednie dla części cylindrycznych lub symetrycznych. Nieregularne, nieobrotowe geometrie są wydajniej wytwarzane przez frezowanie lub metody wytwarzania addytywnego. Ponadto kruche lub warstwowe materiały, takie jak kompozyty, mogą się odpryskiwać lub rozwarstwiać podczas toczenia.
Ograniczenia złożonych kształtów
Podczas gdy niektóre wieloosiowe centra tokarskie CNC mogą obsługiwać bardziej skomplikowane kształty, tradycyjne tokarki mają problemy ze złożonymi geometriami 3D lub podcięciami. W przypadku komponentów wymagających rozległego konturowania lub kieszeniowania bardziej odpowiednie może być frezowanie lub obróbka 5-osiowa.
Czas i ograniczenia konfiguracji
W przypadku niestandardowego toczenia CNC lub produkcji małoseryjnej czas konfiguracji (taki jak projektowanie oprzyrządowania, ładowanie narzędzi i programowanie) może być nieproporcjonalnie długi. To sprawia, że toczenie jest mniej idealne dla prototypów, chyba że używa się elastycznych lub hybrydowych maszyn z systemami szybkiej wymiany.
Końcowa myśl
Toczenie pozostaje jedną z najpotężniejszych i najdokładniejszych metod w świecie obróbki CNC. Zrozumienie jego zalet i wad pomaga producentom wybrać właściwe podejście do produkcji części toczonych CNC, zapewniając optymalną jakość, czas realizacji i efektywność kosztową. Jeśli Twój projekt obejmuje elementy cylindryczne, niestandardowe usługi toczenia CNC firmy VMT oferują wiedzę specjalistyczną i sprzęt potrzebny do spełnienia nawet najbardziej wymagających specyfikacji.
Tworzenie wysokiej jakości części toczonych CNC nie polega tylko na użyciu odpowiednich maszyn — zaczyna się na etapie projektowania. Złe decyzje projektowe mogą prowadzić do nieefektywnej obróbki, wzrostu kosztów i odrzucenia części. Dlatego zrozumienie, jak zoptymalizować projekt pod kątem operacji toczenia, jest niezbędne, szczególnie podczas współpracy z profesjonalnymi usługami toczenia CNC, takimi jak VMT. Te wskazówki mogą pomóc usprawnić produkcję, zmniejszyć liczbę błędów i poprawić wydajność części.
Staraj się zachować równomierną grubość ścianki
Grubość ścianki odgrywa kluczową rolę zarówno w stabilności części, jak i wydajności obróbki. Nierównomierna grubość ścianki może prowadzić do problemów, takich jak ugięcie narzędzia, wibracje, drgania i nierównomierne rozpraszanie ciepła podczas procesu toczenia. Czynniki te zwiększają ryzyko niedokładności wymiarowych, odkształceń, a nawet awarii części. Zawsze, gdy jest to możliwe, utrzymuj spójną grubość ścianki w całej części — szczególnie w sekcjach pustych lub cylindrycznych — aby zwiększyć wydajność obróbki i integralność strukturalną. W przypadku części o cienkich ściankach stosowanie struktur podporowych lub cech wewnętrznych w celu wzmocnienia geometrii może również pomóc w zmniejszeniu odkształceń.
Unikaj tworzenia skomplikowanych projektów
Chociaż nowoczesne centra tokarskie CNC oferują wysoki poziom automatyzacji i możliwości wieloosiowe, zbyt skomplikowane geometrie części mogą nadal zwiększać trudność i koszt obróbki. Cechy takie jak głębokie podcięcia, rowki wewnętrzne, ostre narożniki i skomplikowane kontury często wymagają niestandardowych narzędzi, specjalnych ustawień lub operacji wtórnych. Zwiększają one czas cyklu, koszt i potencjalne błędy. Jako regułę należy trzymać się projektów obrotowo symetrycznych, upraszczać przejścia i ograniczać ścisłe tolerancje wyłącznie do obszarów funkcjonalnych. Dzięki temu proces toczenia jest szybszy i bardziej niezawodny — szczególnie w przypadku toczenia prototypów CNC.
Wybierz standardowe rozmiary gwintów tokarskich
Niestandardowe lub niestandardowe wymiary gwintów nie tylko zwiększają koszty narzędzi, ale także komplikują proces toczenia. Standardowe gwinty — takie jak UNC, UNF, metryczne ISO lub BSP — są szeroko obsługiwane przez komercyjne narzędzia, co sprawia, że ich obróbka jest szybsza i tańsza. Zawsze, gdy jest to możliwe, projektuj gwinty przy użyciu standardowych specyfikacji branżowych i unikaj gwintów wymagających specjalnych wkładek lub gwintowników. Upewnij się również, że w modelu CAD uwzględniono odpowiednie odciążenia gwintów i bicia, aby uniknąć nadmiernego nacinania lub niepełnego gwintowania.
Przetwarzanie z jedną konfiguracją
Im rzadziej część musi być ponownie montowana podczas obróbki, tym lepiej. Za każdym razem, gdy część jest ponownie mocowana, wzrasta ryzyko błędów wyrównania — co może powodować niespójności wymiarowe lub złomowanie części. Aby zapewnić wysoką dokładność i powtarzalność, zaprojektuj część tak, aby wszystkie lub większość operacji toczenia można było wykonać w jednym ustawieniu. Weź pod uwagę takie cechy, jak symetria, dostęp do obu powierzchni i minimalizowanie potrzeby wtórnych procesów obróbki. Tokarki wielowrzecionowe lub podwrzecionowe dodatkowo pomagają w wykonywaniu złożonych operacji w jednym przejściu, skracając czas cyklu i nakład pracy.
Podsumowanie
Stosując te zasady projektowania w fazie planowania, możesz zmaksymalizować wydajność, zminimalizować ryzyko produkcyjne i obniżyć koszty produkcji. Niezależnie od tego, czy produkujesz małe partie części toczonych CNC, czy chcesz skalować je za pomocą niestandardowego warsztatu tokarskiego CNC, projektowanie pod kątem możliwości produkcji (DFM) jest niezbędne. Współpraca z doświadczoną fabryką obróbki CNC, taką jak VMT, zapewnia, że Twoje projekty są nie tylko obrabialne — ale także zoptymalizowane pod kątem jakości i czasu realizacji.
Toczenie jest jednym z najbardziej wszechstronnych i szeroko stosowanych procesów obróbki w nowoczesnej produkcji. Niezależnie od tego, czy chodzi o produkcję precyzyjnych wałów, czy skomplikowanych gwintów, operacje toczenia umożliwiają tworzenie komponentów w niezliczonych branżach. Od toczenia prototypów CNC na małą skalę po pełnowymiarową produkcję złożonych zespołów, jego wpływ obejmuje wszystko, od samochodów po statki kosmiczne. Poniżej badamy, w jaki sposób ta podstawowa technika służy kluczowym branżom, dostarczając niezawodne, dokładne i opłacalne części.
W sektorze motoryzacyjnym toczenie odgrywa kluczową rolę w produkcji komponentów wymagających wysokiej dokładności i trwałości. Części silnika, osie, wały korbowe, tarcze hamulcowe, kolumny kierownicze i wały przekładniowe to tylko kilka przykładów części powszechnie produkowanych przy użyciu usług toczenia CNC. Części te często wymagają ścisłych tolerancji i doskonałego wykończenia powierzchni, aby zapewnić optymalną wydajność, bezpieczeństwo i zgodność ze standardami branżowymi. Ponieważ toczenie jest idealne dla części obrotowo symetrycznych, jest szczególnie dobrze dostosowane do szybkiej produkcji elementów cylindrycznych stosowanych w silnikach spalinowych i układach napędowych.
Główne korzyści płynące z przetwarzania zastosowań motoryzacyjnych:
Przemysł lotniczy wymaga ekstremalnej precyzji, identyfikowalności i integralności materiałów, a toczenie jest niezbędne do spełnienia tych oczekiwań. Elementy podwozia samolotu, turbiny silnika, elementy mocujące kadłuba, szpule zaworów hydraulicznych i wały przyrządów to części, które korzystają z niestandardowego toczenia CNC. W lotnictwie nawet najmniejszy błąd może zagrozić bezpieczeństwu lub wydajności samolotu, dlatego części toczone CNC muszą spełniać rygorystyczne specyfikacje.
Materiały takie jak tytan, Inconel i lekkie aluminium są często używane, wymagając solidnych narzędzi i parametrów cięcia. Wysokowydajne tokarki CNC z tokarkami 5-osiowymi lub typu szwajcarskiego są często wdrażane do obsługi złożonych geometrii i wymagających standardów.
Precyzja jest kluczowa w medycynie — zarówno dla wydajności, jak i bezpieczeństwa komponentów. Operacje toczenia są szeroko stosowane w produkcji instrumentów chirurgicznych, implantów ortopedycznych, komponentów stomatologicznych i złączy medycznych. Części te często wymagają gładkich wykończeń, precyzyjnych tolerancji i zgodności z materiałami biokompatybilnymi, takimi jak stal nierdzewna, tytan i tworzywa sztuczne klasy medycznej.
Dzięki toczeniu prototypów CNC producenci urządzeń medycznych mogą szybko iterować i weryfikować projekty przed przejściem do produkcji na pełną skalę. Elastyczność toczenia wspiera również produkcję implantów i urządzeń dostosowanych do potrzeb pacjenta.
Przemysł wojskowy i obronny
W zastosowaniach wojskowych i obronnych toczenie jest niezbędne do produkcji elementów o znaczeniu krytycznym dla misji, które muszą wytrzymać trudne warunki i ekstremalne obciążenia mechaniczne. Zastosowania obejmują systemy uzbrojenia i wały napędowe pojazdów, sprzęt komunikacyjny i elementy klasy lotniczej. Części te są często wykonane ze specjalistycznych stopów, takich jak stale żaroodporne i tytan, które najlepiej obrabiać przy użyciu zaawansowanej technologii toczenia CNC.
Możliwość produkcji części o wysokiej dokładności, powtarzalności i wytrzymałości jest kluczowym powodem, dla którego wykonawcy obronni polegają na doświadczonych fabrykach tokarskich CNC, aby sprostać wymagającym specyfikacjom projektu. Ponadto toczenie wspiera szybką produkcję, co jest kluczowe dla operacji terenowych lub logistyki obronnej.
Podsumowanie
W tych branżach toczenie to coś więcej niż tylko metoda — to kamień węgielny niezawodnej i skalowalnej produkcji. Niezależnie od tego, czy budujesz prototyp urządzenia medycznego, montujesz silnik samolotu, czy projektujesz części samochodowe o wysokiej tolerancji, operacje toczenia zapewniają precyzję i elastyczność potrzebną do sukcesu. Dla firm, które chcą ożywić złożone części, partnerstwo z wykwalifikowanym dostawcą usług toczenia CNC, takim jak VMT, zapewnia jakość, szybkość i spójne działanie we wszystkich zastosowaniach.
W nowoczesnej produkcji operacje toczenia CNC w dużym stopniu opierają się na zaawansowanym oprogramowaniu, aby zapewnić precyzję, powtarzalność i wydajność. Ekosystem oprogramowania używany w niestandardowym toczeniu CNC obejmuje zazwyczaj CAD (Computer-Aided Design), CAM (Computer-Aided Manufacturing) i narzędzia symulacyjne. Platformy te są kluczowe dla wszystkiego, od projektowania geometrii części po symulację ścieżek narzędzi i optymalizację parametrów obróbki.
Oprogramowanie powszechnie stosowane w toczeniu CNC:
Zintegrowane platformy skracają czas konfiguracji, wydłużają żywotność narzędzi i umożliwiają usługom toczenia CNC wydajną obsługę złożonych geometrii i wąskich tolerancji.
Podobnie jak każdy proces przemysłowy, toczenie CNC stwarza szereg zagrożeń dla bezpieczeństwa, jeśli nie jest odpowiednio zarządzane. Szybko obracające się części, ostre narzędzia tnące i latające wióry metalowe mogą stwarzać niebezpieczne warunki dla operatorów i sprzętu.
Główne zagrożenia związane z toczeniem CNC:
Właściwe przeszkolenie, zabezpieczenia maszyn, środki ochrony osobistej (PPE) i blokady bezpieczeństwa są kluczowe dla zminimalizowania tych ryzyk w każdym zakładzie tokarskim CNC.
Choć operacje toczenia są niezbędne w procesie produkcyjnym, mogą one mieć skutki uboczne związane z parametrami fizycznymi i materiałami, w zależności od użytych parametrów procesu, narzędzi i materiałów.
Częste skutki uboczne:
Efekty te można ograniczyć, stosując odpowiednie narzędzia tokarskie CNC, wybierając optymalne parametry skrawania i wykorzystując etapy obróbki końcowej, takie jak polerowanie lub powlekanie.
Mimo że toczenie CNC jest technologią przyjazną dla środowiska w mniejszym stopniu niż wiele tradycyjnych metod produkcji, nadal stwarza pewne wyzwania ekologiczne.
Względy środowiskowe:
Działania na rzecz poprawy zrównoważonego rozwoju obejmują przyjęcie toczenia na sucho (bez chłodziwa), stosowanie biodegradowalnych chłodziw i pozyskiwanie materiałów pochodzących z recyklingu do części toczonych CNC. Wiele fabryk tokarskich CNC przechodzi również na energooszczędne maszyny i systemy recyklingu w obiegu zamkniętym, aby zmniejszyć swój ślad ekologiczny.
Tak, toczenie jest uważane za jedną z najbardziej opłacalnych operacji obróbki CNC, szczególnie w przypadku elementów cylindrycznych lub symetrycznych. W porównaniu z innymi metodami, takimi jak szlifowanie lub EDM, toczenie oferuje szybsze tempo produkcji i niższe koszty konfiguracji standardowych części.
Dlaczego toczenie jest opłacalne:
Dla producentów pracujących nad niestandardowymi projektami toczenia CNC lub nad toczeniem prototypów CNC na dużą skalę, toczenie zapewnia idealną równowagę między wydajnością, szybkością i opłacalnością.
Na pierwszy rzut oka centrum tokarskie i tokarka mogą wydawać się spełniać tę samą funkcję — oba urządzenia obracają obrabiany przedmiot, podczas gdy narzędzie tnące usuwa materiał. Istnieją jednak między nimi zasadnicze różnice, szczególnie jeśli chodzi o możliwości, automatyzację i wszechstronność. Zrozumienie różnicy między tradycyjną tokarką a centrum tokarskim CNC jest niezbędne przy wyborze właściwego rozwiązania dla usług toczenia CNC, zwłaszcza w przypadku złożonej lub wielkoseryjnej obróbki.
Tokarka to podstawowe narzędzie maszynowe, zwykle używane do standardowych operacji toczenia. Tokarki ręczne wymagają wykwalifikowanych maszynistów do obsługi dźwigni i pokręteł w celu kontrolowania czynności skrawania. Chociaż są idealne do prostych projektów i pojedynczych komponentów, brakuje im automatyzacji i zaawansowanych funkcji narzędziowych.
Z drugiej strony, centrum tokarskie CNC jest bardziej zaawansowaną, skomputeryzowaną wersją tokarki. Często jest wyposażone w wiele osi (w tym narzędzia obrotowe do frezowania i wiercenia), automatyczne zmieniacze narzędzi, podajniki prętów i chwytaki części. Funkcje te umożliwiają wielozadaniową obróbkę w jednym ustawieniu, zwiększając produktywność, precyzję i spójność części. Centra tokarskie są idealne do produkcji toczonych CNC części o złożonej geometrii, ciasnych tolerancjach i skomplikowanych wzorach.
Krótko mówiąc, tokarki najlepiej sprawdzają się w przypadku prostszych zadań o niewielkiej liczbie operacji, natomiast centra tokarskie są przeznaczone do wysoce precyzyjnych i wydajnych niestandardowych operacji toczenia CNC.
Alternatywne technologie toczenia
Przy wyborze metody obróbki, toczenie jest często wybierane w przypadku części cylindrycznych. Jednak alternatywne procesy, takie jak frezowanie i szlifowanie, mogą być lepiej dostosowane w niektórych scenariuszach — szczególnie gdy wymagane są różne kształty, wykończenia lub tolerancje. Przyjrzyjmy się tym dwóm głównym alternatywom i temu, kiedy mogą być korzystniejsze niż toczenie.
Frezowanie to proces obróbki, w którym obracające się narzędzie tnące przesuwa się po nieruchomym przedmiocie obrabianym w celu usunięcia materiału. Podczas toczenia kształtuje się części poprzez ich obracanie, frezowanie kształtuje części poprzez przesuwanie frezu. Frezowanie jest idealne do tworzenia płaskich powierzchni, szczelin, kieszeni i złożonych kształtów 3D — cech, które są trudne do uzyskania poprzez toczenie. Jest szczególnie przydatne w przypadku części niecylindrycznych lub gdy przedmiot obrabiany ma wiele powierzchni wymagających obróbki.
W fabryce frezowania CNC zautomatyzowane frezarki mogą osiągnąć wysoki poziom szczegółowości i precyzji, co czyni je potężnym uzupełnieniem lub alternatywą dla toczenia. Na przykład obróbka prototypów CNC często obejmuje połączenie toczenia i frezowania w celu uzyskania pożądanych rezultatów.

Szlifowanie to proces wykańczający, w którym używa się ściernicy, aby uzyskać niezwykle drobne wykończenia powierzchni i ścisłe tolerancje. Zazwyczaj stosuje się ją po toczeniu lub frezowaniu, aby zwiększyć precyzję lub usunąć minimalną ilość materiału z twardych powierzchni. Szlifowanie może osiągnąć wykończenia powierzchni tak niskie jak Ra 0.1 µm, których toczenie nie jest w stanie dorównać.
W zastosowaniach takich jak produkcja komponentów lotniczych lub medycznych szlifowanie jest często wybierane ze względu na jego spójność i integralność powierzchni — szczególnie podczas pracy z metalami poddanymi obróbce cieplnej lub ceramiką. Chociaż jest wolniejsze i droższe niż toczenie, jest niezastąpione, gdy jakość powierzchni i precyzja tolerancji są krytyczne.
Podsumowując, podczas gdy toczenie jest wysoce wydajne i wszechstronne w przypadku wielu części cylindrycznych, frezowanie i szlifowanie oferują wyjątkowe zalety, które mogą lepiej służyć konkretnym zastosowaniom. Wiedza, kiedy stosować każdą metodę — indywidualnie lub w połączeniu — zapewnia zoptymalizowaną wydajność, obniżone koszty i lepszą jakość części w ramach usług obróbki CNC.

Gdy Twój projekt wymaga precyzji, wydajności i niezawodności, wybór właściwego partnera jest tak samo kluczowy jak sam projekt. W VMT specjalizujemy się w dostarczaniu niestandardowe usługi toczenia CNC które spełniają zmieniające się potrzeby branż od lotnictwa i motoryzacji po medycynę i robotykę. Niezależnie od tego, czy pracujesz nad prototypem, partią o małej objętości, czy pełną serią produkcyjną, nasz zespół jest zobowiązany do dostarczania części toczonych CNC, które dokładnie odpowiadają Twoim specyfikacjom.
Twoja wizja, nasza wiedza
Wybór VMT oznacza coś więcej niż tylko zlecenie obróbki skrawaniem — oznacza to nawiązanie partnerstwa z wyspecjalizowanym warsztatem tokarskim CNC, który stawia na jakość, innowacyjność i szybkość. Nie tylko obsługujemy maszyny — ożywiamy Twoje pomysły dzięki zaawansowanej technologii i wiedzy inżynieryjnej. Od wyboru materiałów i informacji zwrotnej DFM (Design for Manufacturability) po obróbkę końcową i wykańczanie — ściśle współpracujemy z Tobą na każdym etapie.
Usługi toczenia CNC od początku do końca
Nasze możliwości toczenia i produkcji prototypów CNC pozwalają nam obsługiwać szeroki zakres geometrii i materiałów części. Niezależnie od tego, czy używasz stali nierdzewnej, tytanu, mosiądzu czy zaawansowanych tworzyw sztucznych, nasze najnowocześniejsze centra tokarskie zapewniają wysoką precyzję i spójność. Wyposażone w wieloosiowe tokarki CNC, zautomatyzowane narzędzia i rygorystyczne kontrole jakości, gwarantujemy części przekraczające oczekiwania.
Dlaczego VMT?
Zacznij dziś
VMT to coś więcej niż tylko Fabryka obróbki CNC—jesteśmy Twoim partnerem w rozwiązywaniu wszelkich problemów, od szybkiego prototypowania po pełnowymiarową produkcję tokarską CNC. Sprawmy, aby Twój projekt stał się rzeczywistością dzięki eksperckim usługom obróbki, którym możesz zaufać. Skontaktuj się z nami już dziś, aby uzyskać bezpłatną wycenę i odkryj różnicę, jaką robi precyzja.

Toczenie to podstawowy proces obróbki, który zapewnia wysoką precyzję, doskonałe wykończenie powierzchni i możliwość adaptacji w szerokim zakresie branż. Od toczenia czołowego i gwintowania po toczenie stożkowe i rozwiercanie, każdy rodzaj operacji toczenia służy określonemu celowi, co sprawia, że wybór właściwej metody w oparciu o materiał, tolerancję i projekt części jest niezbędny. Dzięki zrozumieniu możliwości, narzędzi i zaangażowanych parametrów oraz współpracy z doświadczonym Usługa toczenia CNC Korzystając z usług takiego dostawcy jak VMT, możesz mieć pewność, że Twoje komponenty będą produkowane z dokładnością, wydajnością i niezawodnością — za każdym razem.

1. Jaki jest średni koszt za godzinę toczenia?
Koszt godziny toczenia CNC różni się w zależności od czynników, takich jak typ maszyny, materiał i złożoność. Średnio waha się od 40 do 150 USD za godzinę, przy czym centra tokarskie o wysokiej precyzji lub zaawansowane 5-osiowe kosztują więcej.
2. Która operacja toczenia pozwala na uzyskanie wąskiego cięcia?
Operacje odcinania (cut-off) są stosowane w celu wykonania wąskich, precyzyjnych cięć w celu oddzielenia części od materiału. Wymaga to cienkiego narzędzia tnącego i wysokiej dokładności, aby zachować czyste krawędzie.
3. Czy toczenie i rozwiercanie to ten sam proces?
Nie. Toczenie jest zazwyczaj wykonywane na powierzchniach zewnętrznych, podczas gdy rozwiercanie powiększa lub wykańcza wewnętrzną powierzchnię cylindryczną. Rozwiercanie jest operacją wtórną często wykonywaną po wierceniu.
4. Która operacja toczenia jest stosowana konkretnie do kalibrowania?
Toczenie proste jest podstawową operacją służącą do nadawania wałom i elementom cylindrycznym precyzyjnych średnic i długości.
5. Czy toczenie i wiercenie mają ten sam efekt?
Niezupełnie. Toczenie wykonuje się na powierzchniach zewnętrznych za pomocą nieruchomego narzędzia i obracającego się przedmiotu obrabianego. Wiercenie tworzy otwory wewnętrzne za pomocą obracającego się narzędzia i nieruchomego przedmiotu obrabianego.
6. Ile jest rodzajów operacji toczenia?
Dostępnych jest ponad 15 operacji tokarskich, w tym planowanie, toczenie stożkowe, toczenie konturowe, rowkowanie, gwintowanie, rozwiercanie, fazowanie, radełkowanie i inne.
7. Jakie są 7 operacji tokarskich?
Podstawowych 7 operacji tokarskich to:
8. Jakie są 10 operacji tokarskich?
10 najczęściej stosowanych operacji tokarskich to:
9. Jakie są różne rodzaje operacji CNC?
Operacje CNC obejmują toczenie, frezowanie, wiercenie, gwintowanie, rozwiercanie, wytaczanie, gwintowanie, grawerowanie i szlifowanie, w zależności od geometrii części i materiału.
10. Ile jest rodzajów toczenia CNC?
Toczenie CNC obejmuje toczenie ręczne, toczenie automatyczne, toczenie wieloosiowe, toczenie typu szwajcarskiego oraz operacje przy użyciu narzędzi napędzanych w przypadku bardziej złożonych geometrii.
11. Jakie 5 operacji można wykonać na tokarce CNC?
Pięć typowych operacji obejmuje:
12. Jakie są metody toczenia CNC?
Metody te obejmują:
13. Jakie 3 główne operacje stosuje się w centrach frezarskich CNC?
Główne operacje frezowania CNC to:
14. Na czym polega operacja toczenia stożkowego?
Toczenie stożkowe polega na wytwarzaniu powierzchni stożkowej poprzez stopniowe zmniejszanie lub zwiększanie średnicy przedmiotu obrabianego wzdłuż jego długości. Jest powszechnie stosowane do wałów i wrzecion.
15. Czym jest operacja fazowania?
Fazowanie polega na usunięciu ostrej krawędzi na końcu elementu pod określonym kątem, zwykle 45°, w celu ułatwienia montażu lub poprawy estetyki i bezpieczeństwa.
16. Jaka jest różnica między toczeniem schodkowym i toczeniem stożkowym?
Toczenie stopniowe tworzy wiele cylindrycznych powierzchni o różnych średnicach wzdłuż całej długości części, natomiast toczenie stożkowe tworzy stopniową zmianę średnicy.
17. Na czym polega operacja radełkowania?
Radełkowanie stosuje się w celu nadania powierzchniom cylindrycznym odpowiedniej faktury (linii krzyżowych lub prostych), co ułatwia chwyt lub poprawia wygląd, zwykle na pokrętłach i uchwytach narzędzi.
Przedstawione tu informacje pozwalają na wszechstronne zrozumienie rodzajów operacji toczenia, co pomaga w wyborze najefektywniejszej metody realizacji projektu obejmującego części toczone CNC.

 +86 15099911516
+86 15099911516


 Przeczytaj więcej
Przeczytaj więcej