15 Jahre One-Stop-Fabrik für kundenspezifische CNC-Bearbeitungsteile in China
Start / Ressourcen / Blog /

Hallo, ich bin VMT Sam!
Mit 25 Jahren Erfahrung in der CNC-Bearbeitung unterstützen wir unsere Kunden dabei, 10000 komplexe Herausforderungen bei der Teileverarbeitung zu meistern und so durch intelligente Fertigung zu einem besseren Leben beizutragen. Kontaktieren Sie uns
 655 | Veröffentlicht von VMT am 09 | Lesezeit: ca. 2025 Minuten
655 | Veröffentlicht von VMT am 09 | Lesezeit: ca. 2025 Minuten





Die Wahl der richtigen Drehbearbeitung kann entscheidend sein zwischen einem effizienten, kostengünstigen Projekt und einem Projekt mit Nacharbeit, geringen Toleranzen und Materialverschwendung. Mit der zunehmenden Verbreitung des CNC-Drehens in verschiedenen Branchen sind Ingenieure und Einkäufer oft von der Vielfalt der verfügbaren Drehtechniken überwältigt. Vom Plan- und Kegeldrehen bis hin zum Konturdrehen, Bohren und Gewindeschneiden bietet jede Methode je nach Material, Geometrie und Funktionsanforderungen des Teils einzigartige Vorteile. Wenn Sie sich nicht sicher sind, welcher Ansatz am besten zu Ihrem Design passt, sind Sie nicht allein.
Hier kommt dieser Leitfaden ins Spiel: Er klärt, vergleicht und unterstützt Sie bei fundierten Entscheidungen. Ob Sie Ingenieur sind und Ihr Design für die Fertigung optimieren möchten oder als Beschaffungsspezialist nach dem effizientesten CNC-Drehservice suchen – dieser Artikel ist Ihre zentrale Anlaufstelle, um die verschiedenen Dreharten, ihre Anwendungen und die richtige Wahl zu verstehen.
Es gibt über 15 Arten von Drehoperationen, darunter Plandrehen, Kegeldrehen, Einstechen, Ausbohren und Gewindeschneiden. Jede Methode unterstützt unterschiedliche Formen, Toleranzen und Materialien. Die Wahl der richtigen Methode hängt von der Geometrie Ihres Teils, den Anforderungen an die Oberflächengüte und dem Produktionsvolumen ab. CNC-Drehdienstleistungen kann mehrere Vorgänge integrieren, um eine hohe Präzision und Produktionseffizienz zu erreichen.
Um die Drehtechnologie optimal zu nutzen, ist es wichtig zu verstehen, wie die einzelnen Vorgänge funktionieren und welche Rolle sie bei der Teilefertigung spielen. Beginnen wir mit der Erläuterung der Grundlagen: Was ist Drehen, wie funktioniert es und welche Schritte umfasst der Drehprozess von der Einrichtung bis zur Endkontrolle?
Drehen ist ein subtraktives Fertigungsverfahren, bei dem ein rotierendes Werkstück mithilfe eines stationären Schneidwerkzeugs geformt wird. Der meist auf einer Drehbank oder einem CNC-Drehzentrum durchgeführte Vorgang entfernt Material von zylindrischen oder konischen Oberflächen, um präzise Durchmesser, Längen und Konturen zu erzielen. Drehen wird in zahlreichen Branchen zur Herstellung von Komponenten wie Wellen, Buchsen, Befestigungselementen, Armaturen und Verbindungselementen eingesetzt. Dank der Fortschritte in der CNC-Technologie können beim Drehen heute komplexere Geometrien und engere Toleranzen als je zuvor bearbeitet werden.
Im Gegensatz zum Fräsen, bei dem mehrere Achsen und rotierende Werkzeuge zum Einsatz kommen, basiert das Drehen auf der Rotation des Werkstücks selbst. Dieser grundlegende Unterschied macht das Drehen besonders für runde oder symmetrische Teile geeignet. In CNC-Drehereien ist der Prozess hochautomatisiert, was zu verbesserter Wiederholgenauigkeit, schnellerer Produktion und niedrigeren Arbeitskosten führt – insbesondere für kundenspezifisches CNC-Drehen und CNC-Prototyp-Drehprojekte.

Drehen basiert im Kern auf einem einfachen Prinzip: Das Werkstück dreht sich, während das Werkzeug fixiert bleibt. Moderne CNC-Drehsysteme ermöglichen jedoch eine präzise Programmierung und Steuerung dieses Prozesses, um höchste Genauigkeit zu gewährleisten. So läuft ein typischer CNC-Drehvorgang ab:
CNC-Drehereien kombinieren häufig Arbeitsschritte, um die Effizienz zu maximieren. Der Einsatz von Präzisions-CNC-Drehteilen in Branchen wie der Luft- und Raumfahrt, der Medizintechnik und der Automobilindustrie unterstreicht die Bedeutung der Auswahl des richtigen Arbeitsschritts für jedes Projekt.
Wir werden uns eingehend mit den verschiedenen Arten von Drehvorgängen befassen, damit Sie verstehen, wann und warum welche verwendet werden – und wie sie in Ihren Konstruktions- oder Herstellungsprozess passen.
Drehen ist weit mehr als ein einheitlicher Prozess – es umfasst eine Vielzahl von Bearbeitungsvorgängen, die auf spezifische geometrische, dimensionale und Oberflächenanforderungen zugeschnitten sind. Ob Prototypenbau oder Großserienproduktion: Das Verständnis dieser Drehvorgänge hilft Ihnen, Ihr Teil mit der richtigen Technik zu bearbeiten und so Zeit, Kosten und Nacharbeit zu reduzieren. Moderne CNC-Drehservices kombinieren mehrere Vorgänge in einer Sequenz, um Produktivität und Präzision zu maximieren. Im Folgenden erläutern wir die 15 gängigsten Drehvorgänge mit ihren jeweils spezifischen Anwendungen und Vorteilen.
Zugewandt
Plandrehen ist eine der grundlegendsten und am weitesten verbreiteten Drehbearbeitungen auf Drehmaschinen oder CNC-Drehzentren. Dabei wird Material vom Ende eines rotierenden Werkstücks entfernt, um eine ebene Fläche senkrecht zur Werkstückachse zu erzeugen. Sowohl bei der manuellen als auch bei der CNC-Bearbeitung ist das Plandrehen in der Regel der erste Arbeitsgang, der das Werkstück durch die Erstellung einer sauberen, rechtwinkligen Referenzfläche für die weitere Präzisionsdrehbearbeitung vorbereitet.
Das Schneidwerkzeug bewegt sich radial, je nach Bearbeitungsstrategie entweder von der Außenkante zur Mitte oder umgekehrt. Das Werkzeug ist üblicherweise senkrecht zur Werkstückachse auf einem Kreuzschlitten oder CNC-Revolver montiert. Für optimale Ergebnisse müssen Schnittgeschwindigkeit, Vorschub und Schnitttiefe präzise gesteuert werden, um Werkzeugverschleiß oder Oberflächenunregelmäßigkeiten zu vermeiden.

Vorteile
Nachteile
Anwendungen
Das Plandrehen mag zwar ein einfacher Arbeitsschritt sein, bildet aber die Grundlage für den Erfolg aller nachfolgenden Drehvorgänge. Bei CNC-Dreharbeiten ist es oft der erste und am häufigsten wiederholte Schritt in der Serienfertigung und trägt dazu bei, Maßgenauigkeit und Funktionsintegrität aller Teile sicherzustellen. Soll ich mit dem nächsten Drehvorgang fortfahren, beispielsweise dem Längsdrehen?
Geradeausdrehen
Das Längsdrehen ist eine der wichtigsten Drehbearbeitungen, um den Durchmesser eines zylindrischen Werkstücks auf ein bestimmtes Maß zu reduzieren. Bei diesem Verfahren wird das Schneidwerkzeug parallel zur Rotationsachse des Werkstücks geführt. Während sich das Werkstück dreht, wird Material gleichmäßig von seiner Außenfläche abgetragen, wodurch ein glatter, ebenmäßiger zylindrischer Querschnitt entsteht.
Dieses Verfahren wird häufig bei der Herstellung von Wellen, Stangen oder anderen Teilen eingesetzt, die präzise Außendurchmesser erfordern. Schnitttiefe, Geschwindigkeit und Vorschub können je nach Material und Oberflächenanforderungen angepasst werden. Das Längsdrehen kann manuell oder mit modernen CNC-Drehmaschinen durchgeführt werden, die höhere Präzision und Automatisierung ermöglichen.

Vorteile
Nachteile
Anwendungen
Das Längsdrehen ist ein grundlegender Prozess moderner CNC-Drehereien. Ob Sie einen einzelnen Prototyp oder Tausende von Produktionseinheiten herstellen, dieser Prozess ist entscheidend für Teile, die präzise Durchmesser und eine hervorragende Oberflächengüte erfordern. Kommen wir zum nächsten Drehprozess, dem Kegeldrehen?
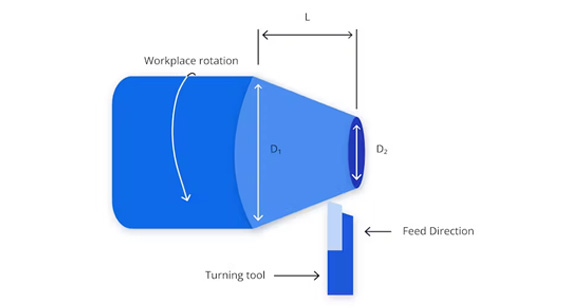
Kegeldrehen ist eine grundlegende Drehbearbeitung, bei der der Durchmesser des Werkstücks entlang seiner Länge allmählich abnimmt (oder zunimmt) und so eine konische Form bildet. Im Gegensatz zum Längsdrehen, bei dem der Durchmesser konstant bleibt, erzeugt Kegeldrehen durch Anpassen des Werkzeugwegs relativ zur Werkstückachse ein Winkelprofil. Dies ist häufig bei Anwendungen erforderlich, bei denen Teile mit einer dichten, abgewinkelten Verbindung in andere Komponenten passen müssen – wie z. B. konische Wellen, Stifte oder Rohrgewinde.
Bei CNC-Dreharbeiten kann das Kegeldrehen präzise in die Steuerung programmiert werden. Der Bediener kann Kegelwinkel, Start- und Endpunkte sowie komplexe, zusammengesetzte Kegel definieren. In manuellen Drehanlagen kann das Kegeldrehen mit verschiedenen Methoden durchgeführt werden: durch Schwenken des zusammengesetzten Ständers, Versetzen des Reitstocks, Verwendung eines Kegeldrehaufsatzes oder durch CNC-basierte automatische Steuerung.

Vorteile
Nachteile
Anwendungen
Kegeldrehen ist ein kritischer Prozess in der Feinmechanik und gewährleistet die erforderliche Funktionalität und Zuverlässigkeit bei passgenauen oder lastübertragenden Bauteilen. Dank moderner CNC-Drehereien lässt sich dieser Vorgang heute schneller, präziser und zuverlässiger durchführen als je zuvor. Bereit für den nächsten Prozess? Dann entdecken wir als Nächstes das Konturdrehen.
Konturdrehen
Konturdrehen ist eine Drehbearbeitung zur Bearbeitung gekrümmter oder unregelmäßiger Profile auf der Oberfläche eines zylindrischen Werkstücks. Im Gegensatz zum Gerad- oder Kegeldrehen, bei dem es um lineare oder abgewinkelte Oberflächen geht, werden beim Konturdrehen komplexe, glatte Formen wie Rundungen, Radien und zusammengesetzte Kurven erzeugt. Dieser Prozess ist besonders wichtig, wenn das Bauteil eine Mischung unterschiedlicher Durchmesser erfordert oder einen dreidimensionalen Oberflächenübergang entlang seiner Achse bildet.
Bei modernen CNC-Drehereien wird das Konturdrehen durch die Programmierung eines Werkzeugwegs ausgeführt, der einer präzisen, in CAD/CAM-Software definierten Geometrie folgt. Die CNC-Drehmaschine manipuliert das Werkzeug dann gleichzeitig entlang der X- und Z-Achse, um dem definierten Profil zu folgen. Dadurch eignet sich das Konturdrehen ideal für kundenspezifische CNC-Dreharbeiten, bei denen Präzision und Wiederholgenauigkeit von größter Bedeutung sind.

Vorteile
Nachteile
Anwendungen
Konturdrehen erschließt das Potenzial der CNC-Technologie, indem es anspruchsvolle Profile mit mehreren Radien auf einer einzigen Achse ermöglicht. Es ist eine unverzichtbare Drehtechnik für Branchen, in denen Form, Passung und Verarbeitung entscheidend sind. Als Nächstes betrachten wir das Einstechen, eine weitere spezialisierte Drehbearbeitung mit großer industrieller Relevanz.
Einstechen: Was ist das und wann wird es beim CNC-Drehen verwendet?
Das Einstechen ist ein grundlegender Drehvorgang, bei dem mit einem speziell geformten Schneidwerkzeug eine schmale Nut (oder Rille) in die Oberfläche eines rotierenden Werkstücks gefräst wird. Diese Nuten können innen (innerhalb einer Bohrung), außen (am Außendurchmesser) oder auf der Stirnseite des Werkstücks (Planeinstechen) liegen. Die Nutgeometrie kann je nach Anwendungsanforderungen quadratisch, rund, V-förmig oder individuell geformt sein.
In modernen CNC-Drehereien werden Einstechoperationen mit präzisen, computergesteuerten Werkzeugwegen durchgeführt, was enge Toleranzen, Wiederholgenauigkeit und Vielseitigkeit ermöglicht. Das Einstechen ist besonders wichtig bei der Herstellung von CNC-Drehteilen, die Sicherungsringe, O-Ringe, Sprengringe oder andere Funktionsmerkmale benötigen, die sicher in einer Vertiefung sitzen müssen.

Vorteile
Nachteile
Anwendungen
Das Einstechen ist eine der funktional wichtigsten Drehbearbeitungen und bietet in zahlreichen Branchen strukturelle, mechanische und dichtende Vorteile. Als nächstes behandeln wir das Abstechen – einen letzten, wesentlichen Arbeitsschritt bei den meisten CNC-Drehprojekten.
Abstechen (Abstechen): Was ist das und warum ist es beim CNC-Drehen so wichtig?
Das Abstechen, auch Abstechen genannt, ist ein wichtiger Drehvorgang, bei dem das fertige Teil vom verbleibenden Rohmaterial oder Stangenmaterial getrennt wird. Dabei wird ein schmales, scharfes Schneidwerkzeug senkrecht in das rotierende Werkstück eingefahren, bis es das Bauteil vollständig durchtrennt. Bei CNC-Dreharbeiten ist dies in der Regel der letzte Arbeitsschritt, nachdem alle anderen Bearbeitungsschritte – wie Plandrehen, Einstechen und Gewindeschneiden – abgeschlossen sind.
Das Abstechwerkzeug ist rechtwinklig zur Drehachse montiert und muss präzise an der vorprogrammierten Stelle eindringen. Beim CNC-Drehen wird das Abstechen mit hoher Präzision ausgeführt, um eine saubere, präzise Endfläche des fertigen Bauteils zu gewährleisten. Dies ist besonders wichtig in Branchen mit engen Toleranzen wie der Luft- und Raumfahrt und der Medizintechnik.
Vorteile
Nachteile
Anwendungen
Das Abstechen ist eine der letzten, aber kritischsten Drehoperationen. Es gewährleistet eine saubere Trennung der Teile für die Qualitätssicherung und die Weiterverarbeitung. Als Nächstes beschäftigen wir uns mit dem Gewindeschneiden – einer Spezialoperation, die für die mechanische Funktionalität vieler CNC-Drehteile von entscheidender Bedeutung ist.
Threading: Was ist Gewindeschneiden beim Drehen und warum ist es wichtig?
Gewindeschneiden ist ein Drehvorgang, bei dem spiralförmige Rillen oder Rippen – allgemein als Gewinde bezeichnet – auf der Außen- oder Innenfläche eines zylindrischen Teils erzeugt werden. Diese Gewinde ermöglichen die Verbindung, Befestigung oder Relativbewegung von Teilen und kommen in einer Vielzahl mechanischer Komponenten wie Schrauben, Bolzen, Wellen und Beschlägen vor. Beim CNC-Drehen wird das Gewindeschneiden häufig mit Spezialwerkzeugen durchgeführt, die so programmiert sind, dass sie die exakte Steigung, Tiefe und das Profil des gewünschten Gewindetyps einhalten.
Gewindeschneiden kann außen (an der Außenseite eines Werkstücks) oder innen (in einer Bohrung) erfolgen und wird typischerweise mit einem Einschneidwerkzeug oder Gewindefräsern ausgeführt. CNC-Drehmaschinen zeichnen sich durch hohe Präzision, Wiederholgenauigkeit und die Fähigkeit aus, sowohl metrische als auch imperiale Gewindeformen herzustellen.

Vorteile
Nachteile
Anwendungen
Gewindeschneiden ist ein wichtiger Bestandteil der Drehbearbeitung und bietet sowohl strukturelle als auch funktionale Vorteile. Als hochtechnisches Verfahren demonstriert es die Präzisionsfähigkeiten moderner CNC-Drehereien. Als Nächstes beschäftigen wir uns mit dem Bohren, einem Verfahren zur Verfeinerung von Innendurchmessern auf exakte Abmessungen und Oberflächen.
Was ist Aufbohren beim Drehen und warum ist es für die Präzision entscheidend?
Bohren ist ein Drehvorgang, der dazu dient, den Innendurchmesser eines vorgebohrten oder gegossenen Lochs zu vergrößern und zu bearbeiten. Im Gegensatz zum Bohren, bei dem ein erstes Loch erzeugt wird, geht es beim Bohren um die präzise Verfeinerung, um sicherzustellen, dass das endgültige Loch glatt, gerade und maßhaltig ist. Dieser Vorgang wird typischerweise auf einer Drehbank oder einem CNC-Drehzentrum mit einem einschneidigen Schneidwerkzeug, einem sogenannten Bohrstangenwerkzeug, durchgeführt.
Beim CNC-Drehen ist das Bohren besonders wichtig, wenn extrem enge Toleranzen erforderlich sind – häufig in Branchen wie der Luft- und Raumfahrt, der Automobilindustrie und der Medizintechnik. Das Werkzeug dringt in die vorgeformte Bohrung ein und entfernt Material entlang der Innenfläche, um den gewünschten Durchmesser, die gewünschte Rundheit, Konzentrizität und Oberflächengüte zu erreichen.

Vorteile
Nachteile
Anwendungen
Im breiten Spektrum der Drehbearbeitungen spielt das Aufbohren eine entscheidende Rolle bei der Feinabstimmung der inneren Merkmale, um anspruchsvolle Spezifikationen zu erfüllen. In Branchen, in denen die Genauigkeit des Innendurchmessers den Unterschied zwischen Ausfall und Funktionalität ausmachen kann, ist Aufbohren nach wie vor eines der zuverlässigsten Verfahren moderner CNC-Drehereien. Als Nächstes behandeln wir das Bohren, ein weiteres Verfahren zur Innenbearbeitung, das den Grundstein für die Entwicklung legt.
Was ist Bohren beim Drehen und warum ist es für die spanende Bearbeitung unerlässlich?
Bohren ist eine der grundlegendsten und am weitesten verbreiteten Drehbearbeitungen. Dabei wird durch Drehen eines Schneidwerkzeugs – typischerweise eines Bohrers – ein zylindrisches Loch in ein Werkstück gebohrt. Bei der Bearbeitung auf einer Drehmaschine oder einem CNC-Drehzentrum rotiert das Werkstück, während der Bohrer stationär bleibt (im Gegensatz zu Bohrmaschinen, bei denen sich der Bohrer dreht). Bohren ist in der Regel der erste Schritt vor Bearbeitungen wie Ausbohren, Reiben oder Gewindeschneiden.
Beim CNC-Drehen ist Bohren unerlässlich, um die inneren Merkmale eines Teils zu prägen. Es kann zum Erstellen von Durchgangslöchern, Führungslöchern für Gewinde oder als Ausgangspunkt für komplexere Hohlraumbearbeitungen verwendet werden. Obwohl im Prinzip unkompliziert, ermöglicht Bohren in einer CNC-Anlage höhere Präzision, Wiederholgenauigkeit und individuelle Anpassung bei der Bearbeitung einer Vielzahl von Materialien, von Metallen bis hin zu technischen Kunststoffen.

Vorteile
Nachteile
Anwendungen
Als eine der wichtigsten Drehbearbeitungen liefert das Bohren den Ausgangspunkt für die Innengeometrie. In Kombination mit Technologien wie CNC-Drehen bietet es nicht nur Geschwindigkeit, sondern auch Präzision und Kontrolle und schafft so die Grundlage für anspruchsvollere Prozesse wie Bohren oder Gewindeschneiden. Werfen wir nun einen Blick auf das Gewindeschneiden, das den gebohrten Löchern ein funktionales Gewinde verleiht.
Was ist Gewindeschneiden beim Drehen und warum ist es für Gewindekomponenten so wichtig?
Gewindeschneiden ist ein Drehvorgang zum Erzeugen von Innengewinden in einem zuvor gebohrten Loch. Dabei wird ein Gewindebohrer verwendet, der beim Drehen in das Werkstück Gewinde in die Lochwände schneidet. Im Rahmen von CNC-Drehdienstleistungen wird das Gewindeschneiden häufig automatisiert und präzise programmiert, um die Konsistenz und Genauigkeit des Gewindes zu gewährleisten, insbesondere bei der Großserienproduktion von CNC-Drehteilen.
Das Gewindeschneiden folgt in der Regel dem Bohren. Die Bohrung dient als Führungsbohrung, während der Gewindebohrer die Gewindesteigung, -tiefe und den Durchmesser definiert. Daher ist das Gewindeschneiden ein wichtiger Arbeitsschritt bei der Herstellung von Komponenten, die mit Schrauben, Bolzen oder Stehbolzen montiert werden.
Beim CNC-Prototypendrehen oder in der Massenproduktion wird Gewindeschneiden eingesetzt, um Befestigungssysteme direkt in das Bauteil zu integrieren, wodurch Einsätze oder nachträgliche Gewindebearbeitungen überflüssig werden. Es ist für eine Vielzahl von Metallen und technischen Kunststoffen anwendbar und stellt somit eine vielseitige Lösung in vielen Branchen dar.

Vorteile
Nachteile
Anwendungen
Zusammenfassend lässt sich sagen, dass das Gewindeschneiden ein entscheidender Schritt bei Drehoperationen zur Herstellung von Teilen ist, die auf sichere mechanische Befestigungen angewiesen sind. In Kombination mit CNC-Drehservices wird das Gewindeschneiden nicht nur präziser, sondern auch skalierbar und kosteneffizient für Prototyping und Produktion. Als Nächstes betrachten wir das Rändeln, ein einzigartiges Drehverfahren, das Textur hinzufügt, anstatt Material zu schneiden.
Was ist Rändeldrehen und wann sollten Sie es verwenden?
Rändeln ist ein spezielles Drehverfahren, mit dem ein strukturiertes Muster auf der Oberfläche eines zylindrischen Teils erzeugt wird. Im Gegensatz zum Schneiden ist Rändeln eine Form der Kaltbearbeitung, bei der ein gehärtetes Werkzeug gegen das rotierende Werkstück drückt und Material verdrängt, um ein sich wiederholendes Rauten- oder Linienmuster zu erzeugen. Diese Oberflächenbearbeitung verbessert Griffigkeit, Ästhetik und mechanische Festigkeit des Teils.
Beim CNC-Drehen wird das Rändeln üblicherweise mit Rändelrädern oder Matrizen auf einer Drehbank durchgeführt. Bei diesem Verfahren wird kein Material entfernt, sondern umverteilt, um erhabene Kanten zu erzeugen. Der Vorgang wird oft nach Abschluss anderer Bearbeitungsprozesse wie Plandrehen oder Längsdrehen durchgeführt. Besonders wertvoll ist er bei kundenspezifischen CNC-Drehanwendungen, bei denen der Griff entscheidend ist – wie beispielsweise bei Knöpfen, Werkzeuggriffen, chirurgischen Instrumenten oder sogar dekorativen Elementen.
Rändelmuster können in drei Haupttypen eingeteilt werden:

Vorteile
Nachteile
Anwendungen
Rändelbearbeitung verändert die Abmessungen eines Teils zwar nicht wesentlich, verbessert aber die Benutzerfreundlichkeit und das ergonomische Design deutlich. Es ist eine der wenigen Drehbearbeitungen, bei der die Oberflächenstruktur und nicht die Form oder innere Geometrie im Vordergrund steht. Im nächsten Abschnitt befassen wir uns mit dem Reiben, einem Veredelungsprozess, der die Größe von Innenlöchern und die Oberflächenbeschaffenheit präzise bestimmt.
Was ist Reiben beim Drehen? Verständnis seiner Präzisionsrolle bei der Bearbeitung
Reiben ist ein Präzisionsbearbeitungsverfahren, mit dem eine vorhandene Bohrung mit hoher Genauigkeit und hervorragender Oberflächengüte auf einen bestimmten Durchmesser vergrößert wird. Im Gegensatz zum Bohren oder Ausbohren, das in erster Linie dem Materialabtrag dient, dient das Reiben der Feinabstimmung der Abmessungen und der Verbesserung der Oberflächenqualität einer vorgebohrten oder gebohrten Bohrung. Es stellt sicher, dass die Bohrung perfekt rund, glatt und innerhalb enger Toleranzen ist.
Beim CNC-Drehen erfolgt das Reiben typischerweise nach dem Bohren mit einem Reibahlenwerkzeug, das auf einer Drehmaschine oder einem CNC-Drehzentrum montiert ist. Der Reibahle dringt langsam in die Bohrung ein und entfernt etwas Material von den Wänden, um eine gleichmäßige, polierte Oberfläche zu erzeugen. Bei kundenspezifischen CNC-Drehanwendungen wird häufig Reiben eingesetzt, wenn Komponenten präzise Passungen erfordern – wie zum Beispiel Lager, Wellen oder Stifte, die in Bohrungen passen.
Es gibt verschiedene Arten von Reibahlen:

Vorteile
Nachteile
Anwendungen
Zusammenfassend lässt sich sagen, dass Reiben eine kritische Drehbearbeitung ist, wenn es darum geht, enge Lochtoleranzen und eine hervorragende Oberflächengüte zu gewährleisten. Es ergänzt das Bohren und Ausbohren und ist besonders in Branchen wertvoll, in denen Maßgenauigkeit unerlässlich ist. Im Folgenden werden wir eine weitere Veredelungstechnik – das Fasendrehen – untersuchen, die CNC-Drehteilen sowohl funktionalen als auch ästhetischen Mehrwert verleiht.
Was ist Fasendrehen und wann sollte es verwendet werden?
Beim Fasendrehen handelt es sich um einen Drehvorgang, bei dem eine abgeschrägte Kante oder Übergangsschräge – eine sogenannte Fase – am Ende oder an der Ecke eines zylindrischen Teils geschnitten wird. Diese abgeschrägte Kante hat je nach Konstruktionsanforderungen typischerweise einen Winkel von 30° bis 45° und dient dazu, scharfe Ecken zu vermeiden, die Montage zu unterstützen oder Teile für das Schweißen oder Verbinden vorzubereiten.
Beim CNC-Drehen ist das Anfasen oft Teil eines umfassenderen Bearbeitungsprozesses und wird entweder am Anfang oder am Ende eines Programms hinzugefügt. Das CNC-Drehwerkzeug folgt einem vordefinierten Werkzeugweg und entfernt dabei etwas Material von der Werkstückkante, um eine saubere, schräge Oberfläche zu erzeugen. Dieser Vorgang wird häufig bei kundenspezifischen CNC-Dreharbeiten eingesetzt, um sowohl funktionale als auch optische Verbesserungen zu erzielen.
Das Fasendrehen ist nicht auf runde Werkstücke beschränkt; Löcher, Wellen, Bohrungen und sogar Gewinde können mit Innen- und Außenfasen versehen werden. CNC-Drehereien automatisieren diesen Prozess häufig mithilfe von Faswerkzeugen oder multifunktionalen Dreheinsätzen.

Vorteile
Nachteile
Anwendungen
Fasendrehen ist ein einfaches, aber unverzichtbares Drehverfahren, das in Branchen, in denen Präzision, Langlebigkeit und Ästhetik im Vordergrund stehen, weit verbreitet ist. Ob Sie einen CNC-Prototyp entwickeln oder eine Produktionsreihe kundenspezifischer CNC-Drehteile vorbereiten – das Anfasen trägt zur Verbesserung von Passform, Funktion und Gesamtqualität der Teile bei. Als Nächstes betrachten wir ein weiteres Präzisionsbearbeitungsverfahren – das Stufendrehen –, das sich ideal für die Herstellung von Teilen mit unterschiedlichen Durchmessern oder Wellenabschnitten eignet.
Was ist Stufendrehen und warum ist es bei der CNC-Bearbeitung wichtig?
Stufendrehen ist ein grundlegendes Drehverfahren, mit dem entlang eines Werkstücks eine Reihe konzentrischer zylindrischer Elemente mit unterschiedlichen Durchmessern erzeugt werden. Das Ergebnis ist ein Stufenprofil, bei dem jedes Segment oder jeder Abschnitt durch eine scharfe oder fließende Kante in das nächste übergeht. Dieses Verfahren wird häufig auf CNC-Drehmaschinen durchgeführt und ist eine Kernkompetenz von CNC-Drehdienstleistungen für Komponenten mit unterschiedlichen Durchmessern – wie Wellen, Achsen oder Kolbenstangen.
Beim Schrittdrehen wird das Werkstück gedreht, während sich das Schneidwerkzeug längs entlang der Achse bewegt. Die Schnitttiefe wird präzise gesteuert, um verschiedene Durchmesser zu erreichen. Diese Schritte können je nach Teilegeometrie gleich groß oder unterschiedlich groß sein. In modernen CNC-Drehanlagen lässt sich dieser Prozess leicht automatisieren und ist hochgradig wiederholbar. Er bietet sowohl Effizienz als auch Maßgenauigkeit.

Vorteile
Nachteile
Anwendungen
Beim CNC-Prototypendrehen oder in der Massenproduktion spielt das Schrittdrehen eine entscheidende Rolle bei der Herstellung funktionaler Teile mit unterschiedlichen Durchmessern und höchster Präzision. Es ist eine der am häufigsten verwendeten Drehoperationen, da es Merkmale in einem einzigen Teil zusammenfasst und so den Bedarf an Nachbearbeitung oder zusätzlichen Komponenten reduziert. Wenn Sie Ihr nächstes Projekt mit einer CNC-Dreherei planen, kann das Wissen, wann und wie das Schrittdrehen eingesetzt wird, Leistung, Effizienz und Wirtschaftlichkeit erheblich beeinflussen.
Wie wählen Sie die richtige Drehbearbeitung für Ihr CNC-Projekt aus?
Die Wahl der richtigen Drehbearbeitung kann den Unterschied zwischen einem erfolgreichen CNC-Projekt und einem Projekt ausmachen, das Zeit, Material und Budget verschwendet. Bei der Vielzahl verfügbarer Drehbearbeitungsarten ist es wichtig, die richtige Methode für die Geometrie, Funktion und Leistungsanforderungen Ihres Teils zu finden. Ob Sie CNC-Drehteile für den Prototypenbau oder die Großserienproduktion bearbeiten, jede Bearbeitung – Plandrehen, Bohren, Gewindeschneiden, Rändeln oder Kegeldrehen – bietet je nach Design und Einsatzbedingungen einzigartige Vorteile.
Am besten gehen Sie diese Entscheidung an, indem Sie Ihr Projekt anhand mehrerer wichtiger Kriterien bewerten: Materialart, erforderliche Toleranzen, Oberflächenbeschaffenheit und Gesamtgeometrie. Die richtige Entscheidung frühzeitig in Ihrem individuellen CNC-Drehprozess sorgt nicht nur für optimale Ergebnisse, sondern trägt auch zu Kosteneffizienz und kürzeren Lieferzeiten bei.
Medientyp
Das Material Ihres Werkstücks spielt eine wichtige Rolle bei der Wahl der am besten geeigneten Drehbearbeitung. Zum Beispiel:
Die Bearbeitbarkeit des von Ihnen gewählten Materials sollte immer die Wahl des Werkzeugs, der Vorschubgeschwindigkeiten und sogar der Drehstrategie (z. B. Schruppen oder Schlichten) bestimmen.
Dimensionale Genauigkeit
Wenn Ihre Konstruktion enge Toleranzen erfordert – beispielsweise im Mikrometerbereich –, benötigen Sie wahrscheinlich präzisionsorientierte Bearbeitungen wie Konturdrehen, Gewindeschneiden oder Bohren. Auch Bearbeitungen wie Stufendrehen oder Reiben sind hilfreich, um präzise konzentrische Durchmesser oder glatte Bohrungsoberflächen zu erzielen. Für grobe oder einfache Formgebungen mit geringeren Toleranzen reichen Bearbeitungen wie Geradedrehen oder Einstechen möglicherweise aus.
Beim CNC-Prototypendrehen ist die Maßgenauigkeit von entscheidender Bedeutung, da sie direkt widerspiegelt, wie gut sich ein Konzept in ein funktionsfähiges Teil umsetzen lässt.
Die Qualität der Oberflächenbeschaffenheit eines Teils kann nicht nur die Ästhetik, sondern auch seine Leistung beeinflussen – insbesondere bei Anwendungen mit Dichtungen, Befestigungselementen oder beweglichen Baugruppen.
Wenn Sie den endgültigen Oberflächenbedarf kennen, können Sie besser bestimmen, wie viele Arbeitsgänge erforderlich sind – und ob Sie der Geschwindigkeit oder der Endbearbeitung den Vorrang geben sollten.

Form und Eigenschaften
Bewerten Sie abschließend die Geometrie des Teils:
Der Arbeitsablauf wird häufig durch die Blaupause Ihres Teils bestimmt. Vergessen Sie jedoch nicht, dass einige Funktionen kombiniert oder angepasst werden können, um die Bearbeitungszeit zu verkürzen und den Werkzeugzugriff zu verbessern.
Durch die Berücksichtigung dieser vier wesentlichen Faktoren – Materialart, Maßgenauigkeit, Oberflächenbehandlung und Geometrie – können Sie sicher die effizienteste und geeignetste Drehbearbeitung auswählen. Die Zusammenarbeit mit einer erfahrenen CNC-Dreherei garantiert Ihnen kompetente Beratung und hochwertige Ergebnisse – egal, ob Sie einen Prototyp bauen oder die Produktion skalieren.
Die Effizienz und Qualität von CNC-Dreharbeiten hängt maßgeblich von den eingesetzten Werkzeugmaschinen und dem Zubehör ab. Jede Komponente einer Drehanlage spielt eine spezifische Rolle und bestimmt gemeinsam Präzision, Oberflächengüte, Schnittgeschwindigkeit und Produktionskapazität. Für Hersteller, die mit CNC-Drehteilen arbeiten – vom Prototyp bis zur Massenproduktion – ist es entscheidend, die verfügbaren Werkzeuge und ihren Beitrag zum Drehprozess zu verstehen. Ob in einer CNC-Dreherei oder integriert in einen größeren, individuellen CNC-Drehprozess – die richtige Ausrüstung gewährleistet Zuverlässigkeit, Sicherheit und Leistung.
Lassen Sie uns die wesentlichen Werkzeuge und Komponenten erkunden, die bei modernen CNC-Drehvorgängen verwendet werden.
Schneidwerkzeuge sind das Herzstück jedes Drehprozesses. Sie sind die Instrumente, die Material vom rotierenden Werkstück entfernen. Je nach Anwendung gibt es sie in unterschiedlichen Geometrien, Beschichtungen und Materialien.

Werkzeughalter
Werkzeughalter befestigen Schneidwerkzeuge sicher am Revolverkopf oder Werkzeugträger einer CNC-Drehmaschine. Präzision und Stabilität sind hier entscheidend, um Vibrationen und Werkzeugverbiegungen zu vermeiden.
Chucks
Spannfutter greifen das Werkstück und drehen es beim Drehen. Je nach Form des Werkstücks und den Präzisionsanforderungen kommen unterschiedliche Arten zum Einsatz:

Reitstöcke
Der Reitstock stützt das andere Ende langer Werkstücke, um Durchbiegungen oder Vibrationen während der Bearbeitung zu verhindern. Er kann außerdem mit Werkzeugen wie Bohrern oder Reibahlen für Bearbeitungen entlang der Werkstückachse ausgestattet werden.

Centers
Spitzen sind präzisionsgeschliffene Spitzen, die in das Werkstück oder den Reitstock passen, um die Ausrichtung zu gewährleisten. Sie sind entscheidend für das hochpräzise CNC-Prototypendrehen oder das Drehen langer, schlanker Bauteile.
Drehmaschinen
Die Drehmaschine ist die wichtigste Werkzeugmaschine für alle Drehbearbeitungen. Beim CNC-Drehen wird die Drehmaschine softwaregesteuert und kann hochkomplexe Programme mit minimalem Bedienereingriff ausführen.
Bohrstangen
Bohrstangen dienen zum Vergrößern oder Fertigstellen des Innendurchmessers einer Bohrung und sind beim Drehen von Innenmerkmalen von entscheidender Bedeutung. Sie müssen stabil und gut abgestützt sein, um ein Rattern zu verhindern.
Nut- und Schneidwerkzeuge
Nutwerkzeuge erzeugen schmale Kanäle im Werkstück, während Abstechwerkzeuge (auch Trennwerkzeuge genannt) fertige Teile vom Rohling trennen.
Einfädelwerkzeuge
Gewindewerkzeuge sind Zum Schneiden von Außen- und Innengewinden – manuell oder CNC-programmiert. Präzision ist hier entscheidend, insbesondere bei Bauteilen mit engen mechanischen Toleranzen.
Bohrer
Im Revolver oder Reitstock können Bohrwerkzeuge montiert werden, um Löcher entlang der Achse des Werkstücks zu bohren.
Umformwerkzeuge
Umformwerkzeuge dienen dazu, bestimmte Konturen oder Profile in das Werkstück einzuformen, ohne das Werkzeug seitlich zu bewegen.
Durch das Verständnis der Funktion und der Auswahlkriterien dieser Drehwerkzeuge und -komponenten können Ingenieure und Hersteller ihre CNC-Drehdienstleistungen optimieren, Bearbeitungsfehler reduzieren und den Durchsatz steigern. Ob CNC-Prototypendrehen oder Serienproduktion – die richtigen Werkzeuge sind für Qualität und Leistung unerlässlich.
Bei CNC-Drehbearbeitungen spielen die Schnittparameter eine entscheidende Rolle für das Ergebnis eines Bearbeitungsprozesses. Ob Sie Prototypen bearbeiten oder große Mengen CNC-Drehteile produzieren – die präzise Wahl von Vorschub, Schnittgeschwindigkeit und Schnitttiefe beeinflusst maßgeblich Effizienz, Oberflächengüte, Werkzeugstandzeit und Gesamtkosten. Diese Parameter werden nicht willkürlich gewählt, sondern basieren auf Material, gewünschter Toleranz, Werkzeugausstattung und Maschinenleistung.
Für jeden, der mit kundenspezifischem CNC-Drehen arbeitet oder in einer CNC-Dreherei tätig ist, ist das Verständnis dieser Parameter von entscheidender Bedeutung, um Werkzeugausfälle zu vermeiden, die Teileintegrität aufrechtzuerhalten und die Zykluszeit zu optimieren.
Futterraten
Die Vorschubgeschwindigkeit gibt an, wie weit das Schneidwerkzeug pro Umdrehung auf der Werkstückoberfläche vorrückt. Sie wird üblicherweise in mm/U oder Zoll/U angegeben.
Die Vorschubgeschwindigkeit beeinflusst direkt:
Bei CNC-Dreharbeiten ist eine sorgfältige Optimierung der Vorschubgeschwindigkeit für Teile von entscheidender Bedeutung, die enge Toleranzen oder eine feine Oberflächenbearbeitung erfordern, insbesondere in der Luft- und Raumfahrt, der Medizin oder der Feinmechanik.
Schnitttiefe
Die Schnitttiefe ist die Dicke der Materialschicht, die bei einem Durchgang des Werkzeugs entfernt wird, gemessen senkrecht zur bearbeiteten Oberfläche.
Die Schnitttiefe wird oft je nach Bearbeitungsstadium angepasst:
Dieses Gleichgewicht zwischen Materialabtragsrate und Oberflächenqualität ist ein wichtiger Aspekt beim CNC-Prototypendrehen, wo erste Versuche dabei helfen, die optimalen Einstellungen zu finden.
Schnittgeschwindigkeiten
Die Schnittgeschwindigkeit ist die Geschwindigkeit, mit der das Schneidwerkzeug Material abträgt. Sie wird üblicherweise in Metern pro Minute (m/min) oder in Fuß pro Minute (SFM) angegeben. Sie hängt ab von:
Eine zu hohe Schnittgeschwindigkeit kann zu Folgendem führen:
Wenn der Wert zu niedrig ist, kann es sein:
Moderne CNC-Drehmaschinen passen die Geschwindigkeit automatisch an Werkzeugweg und -last an, insbesondere bei Mehrdurchgängen. Bei kundenspezifischen CNC-Dreharbeiten mit zähen Legierungen wie Titan oder Inconel sind sorgfältig berechnete Geschwindigkeiten entscheidend, um kostspielige Fehler zu vermeiden.
Zusammenfassung
Vorschub, Schnitttiefe und Schnittgeschwindigkeit bilden zusammen die Grundlage für eine effektive Drehbearbeitung. Diese Parameter sind voneinander abhängig – Änderungen an einem Parameter wirken sich auf die anderen aus. Erfahrene Maschinenbediener und Ingenieure verlassen sich auf diese Werte, nicht nur zum Schutz von Werkzeugen und Maschinen, sondern auch, um hochwertige Teile gemäß den Kundenspezifikationen zu liefern.
In jeder CNC-Dreherei ist die Möglichkeit, diese Schnittparameter zu konfigurieren und fein abzustimmen, das, was die Standardbearbeitung von einer optimierten, effizienten und wettbewerbsfähigen Produktion unterscheidet.
Beim CNC-Drehen gliedert sich die Bearbeitung im Allgemeinen in zwei Kernphasen: Schruppen und Schlichten. Jeder Schritt spielt eine entscheidende Rolle bei der Umwandlung von Rohmaterial in ein Präzisionsteil. Während beim Schruppen der Schwerpunkt auf dem schnellen Abtragen des Großteils des Materials liegt, zielt das Schlichten auf Maßgenauigkeit und eine hochwertige Oberflächenbeschaffenheit. Das Verständnis der Unterschiede zwischen diesen beiden Prozessen hilft Maschinenbauern und Ingenieuren bei der Auswahl der richtigen Werkzeuge, Parameter und Strategien – insbesondere beim kundenspezifischen CNC-Drehen, CNC-Prototypendrehen und in der Massenproduktion.
Schruppen vs. Schlichten: Ein direkter Vergleich
| Aspekt |
Schruppen |
Konfektionierung |
| Zweck | Schneller Materialabtrag | Endgültige Formgebung und Genauigkeit |
| Schnitttiefe | Tiefe Schnitte (typischerweise 2–5 mm oder mehr) | Flache Schnitte (typischerweise 0.2–0.8 mm) |
| Vorschubgeschwindigkeit | Hohe Vorschubgeschwindigkeit | Geringe Vorschubgeschwindigkeit |
| Schneidgeschwindigkeit | Moderate Geschwindigkeit | Höhere Geschwindigkeit (aber geringerer Vorschub) |
| Verwendetes Werkzeug | Starke, robuste Werkzeuge mit langlebigen Beschichtungen | Scharfe Werkzeuge mit feiner Schneidengeometrie |
| Oberflächenfinish | Grobe Oberflächenbeschaffenheit (höhere Ra-Werte) | Glatte Oberflächenbeschaffenheit (niedrigere Ra-Werte) |
| Toleranz Genauigkeit | Nicht eng, Toleranzen für die Endbearbeitung übrig | Hohe Präzision, Einhaltung der Endtoleranzen |
| Werkzeugverschleißrate | Höher, aufgrund erhöhter Kräfte | Niedriger, aber Werkzeuge benötigen schärfere Kanten |
| Ciklusidő | Kürzer für Massenentfernung | Länger durch leichte Pässe und feinere Kontrolle |
| Spanbildung | Dicke, gewellte Chips | Dünne, durchgehende Chips |
| Einsatz beim CNC-Drehen | Bereitet das Teil in weniger Durchgängen auf die Endbearbeitung vor | Wird für kritische Abmessungen und Oberflächenbeschaffenheiten verwendet |
| Allgemeine Anwendungen | Vorbearbeitung, Entfernen von Guss-/Schmiedeflächen | Luft- und Raumfahrtteile, medizinische Komponenten, Feingewinde |
Wann und warum wird jeder verwendet?
Übergang zur Präzision
Die Wahl des richtigen Zeitpunkts für den Wechsel vom Schruppen zum Schlichten hängt ab von:
Moderne CNC-Drehdienste integrieren beide Prozesse häufig in einen einzigen automatisierten Zyklus und verwenden unterschiedliche Werkzeuge und Bearbeitungsstrategien, um beide Phasen effizient abzuschließen.
Fazit
Schruppen und Schlichten sind keine konkurrierenden Prozesse – sie ergänzen sich gegenseitig. Das Verständnis ihrer Unterschiede gewährleistet eine längere Werkzeugstandzeit, höhere Produktivität und optimale Teilequalität. Ob Sie in einer CNC-Dreherei arbeiten oder Prototypen für Hochleistungskomponenten herstellen – die Beherrschung dieser beiden Drehtechniken ist entscheidend für den Erfolg.
Beim CNC-Drehen stellen Schruppen und Schlichten zwei wesentliche Phasen des Bearbeitungsprozesses dar. Jede Phase wird durch ihre Ziele, Strategien und Ergebnisse definiert. Die Kenntnis ihrer Hauptmerkmale hilft bei der Optimierung von Werkzeugauswahl, Bearbeitungszeit und Teilequalität – entscheidende Elemente beim modernen CNC-Drehen nach Maß, CNC-Prototypendrehen und CNC-Drehen im großen Maßstab.
Hauptmerkmale des Schruppens
1. Ziel:
2. Schnittparameter:
3. Werkzeugeigenschaften:
4. Ausgabequalität:
5. Effizienz:
6. Häufig bei:
Hauptmerkmale der Endbearbeitung
1. Ziel:
2. Schnittparameter:
3. Werkzeugeigenschaften:
4. Ausgabequalität:
5. Effizienz:
6. Häufig bei:
Fazit
Durch das Verständnis der unterschiedlichen Eigenschaften von Schruppen und Schlichten können Hersteller die richtige Kombination aus Werkzeugen, Parametern und Strategien auswählen. Dies gewährleistet optimale Ergebnisse sowohl beim CNC-Prototypendrehen als auch bei der Massenproduktion. Für optimale Ergebnisse automatisieren moderne CNC-Drehereien häufig den Übergang zwischen diesen beiden Phasen und sorgen so für ein ausgewogenes Verhältnis von Geschwindigkeit und Präzision.
Beide Prozesse sind entscheidend: Durch das Schruppen wird das Rohmaterial geformt und durch das Schlichten wird das fertige Teil perfektioniert.
Beim CNC-Drehen hängen Genauigkeit, Oberflächengüte und Produktivität des Bearbeitungsprozesses maßgeblich von der richtigen Auswahl und Anwendung der Drehwerkzeuge ab. Jedes Werkzeug ist für eine bestimmte Funktion wie Formgebung, Gewindeschneiden oder Umformen konzipiert. Ob Sie an kundenspezifischen CNC-Drehteilen oder in der Großserienproduktion arbeiten – das Verständnis dieser Werkzeuge ist entscheidend für gleichbleibende Ergebnisse und eine optimale Werkzeugstandzeit. Im Folgenden finden Sie einige der am häufigsten verwendeten Drehwerkzeuge und ihre jeweiligen Rollen im CNC-Drehprozess.
Planwerkzeuge
Anfaswerkzeuge

Einfädelwerkzeuge

Umformwerkzeuge

Kegelwerkzeuge
Einstechwerkzeuge
Fazit
Die Wahl der richtigen Drehwerkzeuge für jeden Arbeitsgang gewährleistet Effizienz, Genauigkeit und Qualität – insbesondere bei der Bearbeitung anspruchsvoller Materialien oder enger Toleranzen. Durch die Beherrschung der Anwendungsmöglichkeiten und Vorteile dieser Werkzeuge können CNC-Drehereien zuverlässige und leistungsstarke Lösungen für verschiedene Branchen anbieten, von der Automobilindustrie bis zur Luft- und Raumfahrt.
Der Erfolg jeder CNC-Drehbearbeitung hängt maßgeblich vom zu bearbeitenden Material ab. Von Festigkeit und Bearbeitbarkeit über Hitzebeständigkeit bis hin zu den Anforderungen an die Oberflächengüte spielen die Materialeigenschaften eine entscheidende Rolle bei der Auswahl von Werkzeugen, Vorschüben, Drehzahlen und sogar der Art der Drehbearbeitung. Ob Sie CNC-Drehteile für die Luft- und Raumfahrt, die Medizin oder die Industrie herstellen – das Verständnis der verwendeten Materialien ermöglicht es Maschinenbauern und Ingenieuren, jede Phase des Prozesses zu optimieren – vom Schruppen bis zum Schlichten.
Lassen Sie uns die am häufigsten verwendeten Werkstückmaterialien beim kundenspezifischen CNC-Drehen, ihre Eigenschaften und ihren Einfluss auf die Drehtechniken untersuchen.
Drehprozesse sind äußerst vielseitig und ermöglichen die Bearbeitung einer Vielzahl von Metallen und Nichtmetallen. Zu den wichtigsten Kriterien für die Materialauswahl zählen Härte, Zähigkeit, Wärmeleitfähigkeit, Korrosionsbeständigkeit und einfache Spanabfuhr. Nachfolgend finden Sie die am häufigsten verwendeten metallischen Werkstoffe für CNC-Dreharbeiten.

Edelstahl
Überblick: Edelstahl ist für seine Korrosionsbeständigkeit, Festigkeit und Ästhetik bekannt und wird häufig für medizinische, lebensmittelechte und Luft- und Raumfahrtkomponenten verwendet.
Bearbeitungsmerkmale:
Beim Drehen verwendete Sorten: 303 (am einfachsten zu bearbeiten), 304, 316, 420 und 17-4PH.
Stahl
Überblick: Stahl ist eines der am häufigsten beim Drehen verwendeten Materialien und bietet ein gutes Gleichgewicht zwischen Festigkeit, Kosten und Bearbeitbarkeit.
Bearbeitungsmerkmale:
Anwendungen: Autoteile, Industriekomponenten, Wellen und Zahnräder.
Eisen (Gusseisen)
Überblick: Gusseisen wird häufig in Schwermaschinen und Motorkomponenten verwendet und verfügt über hervorragende Dämpfungseigenschaften und Verschleißfestigkeit.
Bearbeitungsmerkmale:
Gängige Typen: Grauguss, Sphäroguss.
Messing
Überblick: Messing ist eine Kupfer-Zink-Legierung, die sich leicht bearbeiten lässt und eine hervorragende Korrosionsbeständigkeit und Leitfähigkeit bietet.
Bearbeitungsmerkmale:
Häufige Verwendungen: Armaturen, Ventile, elektronische Steckverbinder.
Aluminium
Überblick: Aluminium ist leicht und vielseitig und aufgrund seiner Bearbeitbarkeit und seines hervorragenden Verhältnisses zwischen Festigkeit und Gewicht eines der am häufigsten verwendeten Metalle beim CNC-Drehen.
Bearbeitungsmerkmale:
Gängige Legierungen: 6061, 7075, 2024
Anwendungen: Luft- und Raumfahrt, Automobilindustrie, Medizin und Konsumgüter.
Nickellegierungen
Überblick: Nickelbasierte Legierungen sind für ihre Korrosionsbeständigkeit und Festigkeit bei hohen Temperaturen bekannt und werden häufig in der Luft- und Raumfahrt sowie im Energiesektor eingesetzt.
Bearbeitungsmerkmale:
Beispiele: Inconel, Monel, Hastelloy
Titan
Überblick: Titan wird aufgrund seines hervorragenden Verhältnisses von Festigkeit zu Gewicht und seiner Biokompatibilität sehr geschätzt und ist in der Luft- und Raumfahrt, der Medizin- und der Verteidigungsindustrie eine erstklassige Wahl.
Bearbeitungsmerkmale:
Gemeinsame Noten: Grad 2 (handelsüblich rein), Grad 5 (Ti-6Al-4V)
Fazit
Die Wahl des richtigen Materials für eine Drehbearbeitung wirkt sich direkt auf Produktivität, Werkzeugstandzeit und Teilequalität aus. Während Metalle wie Aluminium und Messing leichter zu bearbeiten sind, erfordern Werkstoffe wie Titan und Nickellegierungen speziellere Werkzeuge und Parameter. Durch das Verständnis dieser Materialeigenschaften können CNC-Drehereien effizientere und kostengünstigere Lösungen liefern, insbesondere beim CNC-Prototypendrehen oder bei hochpräzisen kundenspezifischen CNC-Drehprojekten.
Beim CNC-Drehen verwendete Kunststoffe
Während Metalle viele CNC-Drehanwendungen dominieren, erfreuen sich Kunststoffe in Branchen, die leichte, korrosionsbeständige und nichtleitende Komponenten benötigen, zunehmender Beliebtheit. Dank Fortschritten im CNC-Drehen und verbesserter Werkzeugtechnologie ist es heute möglich, technische Kunststoffe hochpräzise zu bearbeiten und sie so für Anwendungen in den Bereichen Medizin, Luft- und Raumfahrt, Elektronik und Industrie nutzbar zu machen. Die Auswahl des richtigen Kunststoffmaterials ist entscheidend für die gewünschten mechanischen, thermischen und ästhetischen Eigenschaften von CNC-Drehteilen.
Lassen Sie uns einige der am häufigsten beim CNC-Drehen verwendeten Kunststoffe genauer betrachten: Polycarbonat (PC), PEEK, PEI und PP, und dabei ihre Eigenschaften, Bearbeitbarkeit und Anwendungen hervorheben.
Polycarbonat (PC)
Überblick: Polycarbonat ist ein transparenter, schlagfester Kunststoff, der für seine Festigkeit und Dimensionsstabilität bekannt ist. Er wird häufig als Glasersatz in Linsen, Gehäusen und transparenten Schildern verwendet.
Bearbeitungsmerkmale:
Schlüsseleigenschaften:
Anwendungen:
PEEK (Polyetheretherketon)
Übersicht: PEEK ist ein Hochleistungsthermoplast mit außergewöhnlicher mechanischer und chemischer Beständigkeit. Es wird häufig in Umgebungen mit hohen Temperaturen und hohen Belastungen eingesetzt und ist daher in der Luft- und Raumfahrt, der Medizintechnik und der Automobilindustrie beliebt.
Bearbeitungsmerkmale:
Schlüsseleigenschaften:
Anwendungen:
PEI (Polyetherimid, zB Ultem)
Überblick: PEI ist ein amorpher, hochfester Kunststoff, der für seine Hitzebeständigkeit, Steifigkeit und Flammhemmung bekannt ist. Er wird häufig eingesetzt, wenn sowohl elektrische Isolierung als auch strukturelle Leistung erforderlich sind.
Bearbeitungsmerkmale:
Schlüsseleigenschaften:
Anwendungen:
PP (Polypropylen)
Überblick: Polypropylen ist ein vielseitiger, kostengünstiger Thermoplast mit ausgezeichneter chemischer Beständigkeit und Dauerfestigkeit. Es wird häufig in Laboren, bei der Handhabung von Chemikalien und in Verpackungsanwendungen eingesetzt.
Bearbeitungsmerkmale:
Schlüsseleigenschaften:
Anwendungen:
Fazit
Beim kundenspezifischen CNC-Drehen sollte die Wahl der Kunststoffmaterialien den funktionalen und ökologischen Anforderungen des Endprodukts entsprechen. Während Polycarbonat Transparenz und Schlagfestigkeit bietet, überzeugen Materialien wie PEEK und PEI in anspruchsvollen Hochtemperaturumgebungen. Für kostensensible oder chemisch aggressive Umgebungen ist PP die ideale Lösung. Mit dem richtigen Ansatz bei der Bearbeitung und Materialauswahl bieten Kunststoffe sowohl bei modernen CNC-Prototypendrehprojekten als auch bei Serienfertigungen außergewöhnliche Leistung und Herstellbarkeit.
Verbundwerkstoffe, Keramik und Schneidstoffe in der Drehbearbeitung
Verbundwerkstoffe und Keramik beim Drehen
Verbundwerkstoffe und Keramik werden aufgrund ihres überlegenen Festigkeits-Gewichts-Verhältnisses, ihrer Verschleißfestigkeit und ihrer thermischen Eigenschaften zunehmend in Hochleistungsanwendungen eingesetzt. Allerdings stellen diese Materialien aufgrund ihrer Härte und Sprödigkeit besondere Herausforderungen bei der CNC-Drehbearbeitung dar.
Composite
Überblick: Verbundwerkstoffe sind technische Werkstoffe aus zwei oder mehr Bestandteilen mit unterschiedlichen physikalischen oder chemischen Eigenschaften. Gängige Verbundwerkstoffe sind kohlenstofffaserverstärkte Kunststoffe (CFK) und glasfaserverstärkte Kunststoffe (GFK).
Überlegungen zur Bearbeitung:
Anwendungen:
Warum es wichtig ist: Beim kundenspezifischen CNC-Drehen von Verbundwerkstoffen sind eine sorgfältige Werkzeugauswahl und optimierte Schnittparameter unerlässlich, um die Materialintegrität zu bewahren und die Werkzeuglebensdauer zu verlängern.
Keramik
Überblick: Keramische Werkstoffe wie Aluminiumoxid (Al₂O₃) und Siliziumnitrid (Si₃N₄) werden dort eingesetzt, wo hohe Temperaturbeständigkeit, chemische Beständigkeit und Verschleißfestigkeit entscheidend sind. Sie kommen häufig in der Luft- und Raumfahrt, im Energiebereich und in der Biomedizin zum Einsatz.
Überlegungen zur Bearbeitung:
Anwendungen:
Warum es wichtig ist: Für die Keramikbearbeitung sind Präzisionsgeräte und qualifizierte CNC-Dreharbeiten erforderlich, die nach der Grobformung häufig sekundäre Prozesse wie Schleifen oder Polieren erfordern.
Schneidstoffmaterialien beim CNC-Drehen
Die Effektivität jeder CNC-Drehbearbeitung hängt stark vom Material des Schneidwerkzeugs ab. Nachfolgend sind die gängigsten Werkzeugmaterialien für die Drehbearbeitung verschiedener Werkstücktypen aufgeführt:
Schnellarbeitsstahl (HSS)
Überblick: HSS ist für seine Robustheit und seinen günstigen Preis bekannt und eignet sich für allgemeine Dreharbeiten, insbesondere für kleine Chargen und weichere Materialien wie Aluminium und Kunststoffe.
Vorteile:
Einschränkungen:
Karbid
Überblick: Hartmetallwerkzeuge aus Wolframkarbid mit einem Kobaltbinder bieten ein hervorragendes Gleichgewicht zwischen Härte und Zähigkeit.
Vorteile:
Anwendungen: Ideal zum Drehen von Stahl, Edelstahl, Gusseisen und Nichteisenmetallen.
Keramische Schneidwerkzeuge
Überblick: Keramikeinsätze sind härter als Hartmetall und werden zum Hochgeschwindigkeits-Finishing gehärteter Materialien verwendet.
Vorteile:
Einschränkungen:
Cermets
Überblick: Cermets sind eine Kombination aus keramischen und metallischen Werkstoffen und eignen sich ideal für Feindreh- und Vorschlichtvorgänge.
Vorteile:
Anwendungen: Wird häufig für Endbearbeitungsvorgänge in der Automobil- und Luftfahrtproduktion mit großen Stückzahlen verwendet.
Kubisches Bornitrid (CBN)
Überblick: CBN-Werkzeuge sind nach Diamant die zweithärtesten Werkstoffe und werden zum Drehen von gehärtetem Stahl (> 45 HRC) verwendet.
Vorteile:
Einschränkungen:
Polykristalliner Diamant (PCD)
Überblick: Aufgrund seiner extremen Härte und Verschleißfestigkeit eignet sich PKD ideal zum Drehen von Nichteisen- und Verbundwerkstoffen.
Vorteile:
Einschränkungen:
Werkzeugstahl
Überblick: Werkzeugstähle (wie A2, D2) werden für spezielle Form- und Drehwerkzeuge verwendet, sind langlebig und können für zusätzliche Härte wärmebehandelt werden.
Vorteile:
Einschränkungen:
Fazit
Die Auswahl des Werkzeugmaterials ist entscheidend für die Optimierung von Drehvorgängen, die Reduzierung von Ausfallzeiten und das Erreichen der gewünschten Oberflächengüte. Jedes Material bietet je nach Anwendung unterschiedliche Vorteile, egal ob Sie CNC-Drehteile aus Metall, Kunststoff, Keramik oder Verbundwerkstoffen herstellen. Bei komplexen Anforderungen unterstützen erfahrene CNC-Drehereien wie VMT bei der Ermittlung der optimalen Werkzeug-Werkstück-Kombination für Präzision, Effizienz und Wertschöpfung.
Drehen ist eines der am weitesten verbreiteten subtraktiven Bearbeitungsverfahren in der Fertigungsindustrie, insbesondere bei der Herstellung runder oder zylindrischer Bauteile. Ob manuell oder durch fortschrittliche CNC-Drehservices – Drehen bietet Teileherstellern zahlreiche Vorteile – bringt aber auch einige Herausforderungen mit sich, die vor der Auswahl für Ihr Projekt sorgfältig abgewogen werden müssen.
Vorteile des Drehens
Drehbearbeitungen sind hocheffizient, wenn es um die Herstellung von Rotationsteilen mit engen Toleranzen, präzisen Oberflächen und wiederholbaren Ergebnissen geht. Mit dem Aufkommen von CNC-Drehereien und der Automatisierung ist dieses Verfahren in zahlreichen Branchen unverzichtbar geworden, darunter in der Luft- und Raumfahrt, der Automobilindustrie, der Medizin und vielen mehr.
Hohe Präzision
Drehen eignet sich ideal für die Herstellung von Teilen mit engen Maßtoleranzen. CNC-Drehmaschinen erreichen Genauigkeiten von ±0.005 mm und eignen sich daher für Präzisionskomponenten in der Luft- und Raumfahrt sowie in der Medizintechnik.
Feine Oberflächenbeschaffenheit
Mit den richtigen Schnittparametern und Werkzeugen lässt sich durch Drehen eine Oberflächenrauheit von weniger als 0.8 µm Ra erreichen. Diese Glätte reduziert oder eliminiert den Bedarf an zusätzlichen Nachbearbeitungsprozessen und stellt somit eine kostengünstige Lösung für bestimmte ästhetische oder funktionale Anforderungen dar.
Vielseitigkeit
Drehen beschränkt sich nicht nur auf das Schneiden zylindrischer Formen. Es unterstützt zahlreiche Bearbeitungsvorgänge wie Gewindeschneiden, Bohren, Nuten und Rändeln. Sie können eine Vielzahl von Materialien bearbeiten, von weichen Kunststoffen über gehärtete Stähle bis hin zu exotischen Legierungen wie Titan und Inconel.
Glatte Oberfläche
Im Gegensatz zum Fräsen, bei dem die Werkzeugwege Werkzeugspuren hinterlassen können, erzeugt das Drehen saubere, durchgehende Schnitte. Dies führt zu einer hervorragenden Oberflächenintegrität, die insbesondere bei Dichtungs- oder Lagerflächen wichtig ist.
Effizienz der Massenproduktion
Drehbearbeitungen, insbesondere automatisiert durch CNC-Drehzentren, sind für die Serienfertigung hocheffizient. Nach Abschluss der Einrichtung können Maschinen Hunderte oder Tausende identischer Teile in gleichbleibender Qualität und mit minimalem Wartungsaufwand produzieren.
Effizienz der Automatisierung
Moderne CNC-Drehmaschinen lassen sich in CAD/CAM-Systeme integrieren und ermöglichen so eine schnelle Programmierung, Simulation und Werkzeugwegoptimierung. Dies reduziert Vorlaufzeiten und menschliche Fehler und rationalisiert die Produktion sowohl von Prototypen als auch von Massenteilen.
Einschränkungen bei Drehoperationen
Trotz seiner vielen Vorteile weist das Drehen gewisse Einschränkungen auf, die Hersteller berücksichtigen müssen. Diese Nachteile treten häufig bei der Bearbeitung komplexer Geometrien, der Verarbeitung zäher Materialien oder der Kostenkontrolle bei der Kleinserienfertigung auf.
Teure Ausrüstung
CNC-Drehmaschinen stellen eine erhebliche Investition dar. High-End-Modelle mit Mehrachsen-Funktionen, automatischem Werkzeugwechsler und angetriebenen Werkzeugen können Zehntausende von Dollar kosten. Laufende Wartung und Software-Upgrades erhöhen die langfristigen Kosten zusätzlich.
Werkzeugverschleiß
Beim Drehen verwendete Schneidwerkzeuge – insbesondere Hartmetall- oder Keramikeinsätze – unterliegen einem gewissen Verschleiß, insbesondere bei der Bearbeitung von Hartmetallen oder bei hohen Schnittgeschwindigkeiten. Werkzeugwechsel und -verwaltung erhöhen die Betriebskosten und können zu Produktionsverzögerungen führen.
Materialbeschränkungen
Drehen eignet sich am besten für zylindrische oder symmetrische Teile. Unregelmäßige, nicht rotierende Geometrien lassen sich effizienter durch Fräsen oder additive Fertigungsverfahren herstellen. Außerdem können spröde oder geschichtete Materialien wie Verbundwerkstoffe beim Drehen absplittern oder delaminieren.
Einschränkungen komplexer Formen
Während einige mehrachsige CNC-Drehzentren komplexere Formen bearbeiten können, haben herkömmliche Drehmaschinen mit komplexen 3D-Geometrien oder Hinterschnitten Schwierigkeiten. Für Komponenten, die umfangreiche Konturen oder Taschenbearbeitung erfordern, eignet sich möglicherweise Fräsen oder 5-Achsen-Bearbeitung besser.
Einrichtungszeit und Einschränkungen
Beim kundenspezifischen CNC-Drehen oder in der Kleinserienfertigung kann die Rüstzeit (z. B. für Vorrichtungskonstruktion, Werkzeugbestückung und Programmierung) unverhältnismäßig hoch sein. Daher ist das Drehen für Prototypen weniger geeignet, es sei denn, es werden flexible oder Hybridmaschinen mit Schnellwechselsystemen eingesetzt.
Letzter Gedanke
Drehen zählt nach wie vor zu den leistungsstärksten und präzisesten Verfahren in der CNC-Bearbeitung. Das Verständnis der Vor- und Nachteile hilft Herstellern, die richtige Methode für die Herstellung von CNC-Drehteilen zu wählen und so optimale Qualität, Lieferzeiten und Kosteneffizienz zu gewährleisten. Wenn Ihr Projekt zylindrische Komponenten umfasst, bietet VMT mit seinen kundenspezifischen CNC-Drehdienstleistungen das nötige Know-how und die Ausrüstung, um selbst anspruchsvollste Anforderungen zu erfüllen.
Die Herstellung hochwertiger CNC-Drehteile erfordert nicht nur die richtigen Maschinen – sie beginnt bereits in der Konstruktionsphase. Schlechte Designentscheidungen können zu Ineffizienzen in der Bearbeitung, höheren Kosten und Ausschuss führen. Daher ist es wichtig zu verstehen, wie Sie Ihr Design für Drehprozesse optimieren können, insbesondere bei der Zusammenarbeit mit professionellen CNC-Drehdienstleistern wie VMT. Diese Tipps helfen, die Fertigung zu rationalisieren, Fehler zu reduzieren und die Teileleistung zu verbessern.
Versuchen Sie, eine gleichmäßige Wandstärke beizubehalten
Die Wandstärke spielt eine entscheidende Rolle für die Teilestabilität und die Bearbeitungsleistung. Ungleichmäßige Wandstärken können zu Problemen wie Werkzeugdurchbiegung, Vibrationen, Rattern und ungleichmäßiger Wärmeableitung während des Drehprozesses führen. Diese Faktoren erhöhen das Risiko von Maßungenauigkeiten, Verzug oder sogar Teileversagen. Achten Sie nach Möglichkeit auf eine gleichmäßige Wandstärke im gesamten Teil – insbesondere in hohlen oder zylindrischen Abschnitten –, um die Bearbeitungseffizienz und die strukturelle Integrität zu verbessern. Bei dünnwandigen Teilen kann die Verwendung von Stützstrukturen oder internen Verstärkungselementen zur Geometrieverstärkung ebenfalls dazu beitragen, Verformungen zu reduzieren.
Vermeiden Sie komplexe Designs
Obwohl moderne CNC-Drehzentren einen hohen Automatisierungsgrad und Mehrachsenfunktionen bieten, können übermäßig komplexe Teilegeometrien den Bearbeitungsaufwand und die Kosten erhöhen. Merkmale wie tiefe Hinterschnitte, Innennuten, scharfe Ecken und komplizierte Konturen erfordern oft spezielle Werkzeuge, spezielle Einstellungen oder Nachbearbeitungen. Dies erhöht die Zykluszeit, die Kosten und das Fehlerpotenzial. Als Faustregel gilt: Halten Sie sich an rotationssymmetrische Designs, vereinfachen Sie Übergänge und beschränken Sie enge Toleranzen auf funktionale Bereiche. Dies beschleunigt und steigert den Drehprozess – insbesondere beim CNC-Prototypendrehen.
Wählen Sie Standard-Drehgewindegrößen
Benutzerdefinierte oder nicht standardmäßige Gewindemaße erhöhen nicht nur die Werkzeugkosten, sondern erschweren auch den Drehprozess. Standardgewinde – wie UNC, UNF, metrisches ISO oder BSP – werden von vielen kommerziellen Werkzeugen unterstützt und sind daher schneller und kostengünstiger zu bearbeiten. Konstruieren Sie Gewinde nach Möglichkeit nach Industriestandards und vermeiden Sie Gewinde, die spezielle Einsätze oder Gewindebohrer erfordern. Stellen Sie außerdem sicher, dass das CAD-Modell die richtigen Gewindefreischnitte und -ausläufe enthält, um Überschnitte oder unvollständige Gewindebearbeitung zu vermeiden.
Verarbeitung mit einem Setup
Je seltener ein Teil während der Bearbeitung neu gespannt werden muss, desto besser. Jedes Mal, wenn ein Teil neu gespannt wird, steigt das Risiko von Ausrichtungsfehlern – was zu Maßabweichungen oder Ausschuss führen kann. Um hohe Genauigkeit und Wiederholbarkeit zu gewährleisten, konstruieren Sie Ihr Teil so, dass alle oder die meisten Drehvorgänge in einer einzigen Aufspannung durchgeführt werden können. Achten Sie auf Merkmale wie Symmetrie, Zugang zu beiden Seiten und die Minimierung des Bedarfs an Nachbearbeitungsprozessen. Mehrspindel- oder Gegenspindeldrehmaschinen helfen zusätzlich dabei, komplexe Vorgänge in einem Durchgang auszuführen und so Zykluszeit und Arbeitsaufwand zu reduzieren.
Zusammenfassung
Durch die Anwendung dieser Konstruktionsprinzipien in der Planungsphase maximieren Sie die Effizienz, minimieren Fertigungsrisiken und senken die Produktionskosten. Ob Sie CNC-Drehteile in Kleinserien produzieren oder Ihre Produktion durch eine CNC-Dreherei skalieren möchten – die fertigungsgerechte Konstruktion (DFM) ist unerlässlich. Die Zusammenarbeit mit einem erfahrenen CNC-Bearbeitungsbetrieb wie VMT stellt sicher, dass Ihre Konstruktionen nicht nur maschinell bearbeitbar, sondern auch hinsichtlich Qualität und Durchlaufzeit optimiert sind.
Drehen ist eines der vielseitigsten und am weitesten verbreiteten Bearbeitungsverfahren in der modernen Fertigung. Ob Präzisionswellen oder komplexe Gewinde – Drehoperationen ermöglichen die Herstellung von Komponenten in unzähligen Branchen. Vom CNC-Prototypendrehen im kleinen Maßstab bis zur Serienproduktion komplexer Baugruppen – die Drehbearbeitung hat vielfältige Auswirkungen auf die Automobil- und Raumfahrzeugindustrie. Im Folgenden erfahren Sie, wie diese grundlegende Technik Schlüsselindustrien durch die Herstellung zuverlässiger, präziser und kostengünstiger Teile unterstützt.
In der Automobilindustrie spielt das Drehen eine entscheidende Rolle bei der Herstellung von Komponenten, die hohe Genauigkeit und Langlebigkeit erfordern. Motorteile, Achsen, Kurbelwellen, Bremsscheiben, Lenksäulen und Getriebewellen sind nur einige Beispiele für Teile, die üblicherweise mit CNC-Drehservices hergestellt werden. Diese Teile erfordern oft enge Toleranzen und exzellente Oberflächengüten, um optimale Leistung, Sicherheit und Einhaltung von Industriestandards zu gewährleisten. Da sich das Drehen ideal für rotationssymmetrische Teile eignet, eignet es sich besonders für die Hochgeschwindigkeitsproduktion zylindrischer Komponenten, die in Verbrennungsmotoren und Antriebssystemen eingesetzt werden.
Hauptvorteile des Drehens bei Automobilanwendungen:
Die Luft- und Raumfahrtindustrie verlangt höchste Präzision, Rückverfolgbarkeit und Materialintegrität. Um diese Erwartungen zu erfüllen, ist das Drehen unerlässlich. Flugzeugfahrwerkskomponenten, Triebwerksturbinen, Rumpfbefestigungen, Hydraulikventilschieber und Instrumentenwellen sind allesamt Teile, die vom kundenspezifischen CNC-Drehen profitieren. In der Luft- und Raumfahrt kann selbst der kleinste Fehler die Sicherheit oder Leistung eines Flugzeugs beeinträchtigen, weshalb CNC-Drehteile strenge Spezifikationen erfüllen müssen.
Häufig kommen Materialien wie Titan, Inconel und Leichtaluminium zum Einsatz, die robuste Werkzeuge und Schnittparameter erfordern. Um komplexe Geometrien und hohe Standards zu bearbeiten, werden häufig leistungsstarke CNC-Drehereien mit 5-Achs- oder Schweizer Drehmaschinen eingesetzt.
Präzision ist im medizinischen Bereich entscheidend – sowohl für die Leistung als auch für die Sicherheit der Komponenten. Drehoperationen werden häufig bei der Herstellung von chirurgischen Instrumenten, orthopädischen Implantaten, Dentalkomponenten und medizinischen Verbindungselementen eingesetzt. Diese Teile erfordern oft glatte Oberflächen, präzise Toleranzen und die Kompatibilität mit biokompatiblen Materialien wie Edelstahl, Titan und medizinischen Kunststoffen.
Dank CNC-Prototypendrehen können Hersteller medizinischer Geräte Designs schnell iterieren und validieren, bevor sie mit der Serienproduktion beginnen. Die Flexibilität des Drehens unterstützt zudem die Herstellung patientenspezifischer Implantate und Geräte.
Militär- und Verteidigungsindustrie
Im Militär- und Verteidigungsbereich ist Drehen unerlässlich für die Herstellung betriebskritischer Komponenten, die rauen Umgebungen und extremen mechanischen Belastungen standhalten müssen. Die Anwendungsbereiche reichen von Waffensystemen und Fahrzeugantriebswellen über Kommunikationsgeräte bis hin zu Komponenten für die Luft- und Raumfahrt. Diese Teile bestehen häufig aus Speziallegierungen wie hitzebeständigem Stahl und Titan, die sich optimal mit fortschrittlicher CNC-Drehtechnologie bearbeiten lassen.
Die Fähigkeit, Teile mit hoher Genauigkeit, Wiederholgenauigkeit und Robustheit zu fertigen, ist ein Hauptgrund dafür, warum Rüstungsunternehmen auf erfahrene CNC-Drehereien setzen, um anspruchsvolle Projektspezifikationen zu erfüllen. Darüber hinaus unterstützt das Drehen die schnelle Reaktionsfertigung, die für Feldeinsätze oder die Verteidigungslogistik entscheidend ist.
Fazit
In diesen Branchen ist Drehen mehr als nur eine Methode – es ist ein Eckpfeiler zuverlässiger und skalierbarer Fertigung. Ob Sie einen Prototyp für ein medizinisches Gerät bauen, ein Flugzeugtriebwerk montieren oder hochpräzise Automobilteile konstruieren – Drehprozesse bieten die nötige Präzision und Flexibilität für den Erfolg. Für Unternehmen, die komplexe Teile fertigen möchten, gewährleistet die Zusammenarbeit mit einem erfahrenen CNC-Drehdienstleister wie VMT Qualität, Geschwindigkeit und konstante Leistung in allen Anwendungen.
In der modernen Fertigung ist CNC-Drehen stark auf fortschrittliche Software angewiesen, um Präzision, Wiederholgenauigkeit und Effizienz zu gewährleisten. Das beim kundenspezifischen CNC-Drehen verwendete Software-Ökosystem umfasst typischerweise CAD (Computer-Aided Design), CAM (Computer-Aided Manufacturing) und Simulationstools. Diese Plattformen sind für alles entscheidend, von der Konstruktion der Teilegeometrie über die Simulation von Werkzeugwegen bis hin zur Optimierung der Bearbeitungsparameter.
Häufig verwendete Software beim CNC-Drehen:
Diese integrierten Plattformen verkürzen die Rüstzeit, verbessern die Werkzeuglebensdauer und ermöglichen CNC-Drehdiensten die effiziente Handhabung komplexer Geometrien und enger Toleranzen.
Wie jeder industrielle Prozess birgt auch das CNC-Drehen eine Reihe von Sicherheitsrisiken, wenn es nicht richtig gehandhabt wird. Hochgeschwindigkeitsrotierende Teile, scharfe Schneidwerkzeuge und umherfliegende Metallspäne können gefährliche Bedingungen für Bediener und Geräte schaffen.
Wichtige Gefahren beim CNC-Drehen:
Um diese Risiken in jeder CNC-Dreherei zu minimieren, sind eine angemessene Schulung, Maschinenschutz, persönliche Schutzausrüstung (PSA) und Sicherheitsverriegelungen von entscheidender Bedeutung.
Obwohl Drehvorgänge für die Fertigung unerlässlich sind, können sie je nach Prozessparametern, Werkzeugen und verwendeten Materialien physikalische und materialbezogene Nebenwirkungen haben.
Häufige Nebenwirkungen:
Diese Effekte können durch die Verwendung der richtigen CNC-Drehwerkzeuge, die Wahl optimaler Schnittparameter und den Einsatz von Nachbearbeitungsschritten wie Polieren oder Beschichten gemildert werden.
Obwohl das CNC-Drehen umweltfreundlicher ist als viele herkömmliche Fertigungsmethoden, bringt es dennoch einige ökologische Herausforderungen mit sich.
Umwelterwägungen:
Zu den Bemühungen zur Verbesserung der Nachhaltigkeit gehören die Einführung des Trockendrehens (ohne Kühlmittel), die Verwendung biologisch abbaubarer Kühlmittel und die Beschaffung von Recyclingmaterialien für CNC-Drehteile. Viele CNC-Drehereien setzen zudem auf energieeffiziente Maschinen und geschlossene Recyclingsysteme, um ihren ökologischen Fußabdruck zu reduzieren.
Ja, Drehen gilt als eine der kostengünstigsten CNC-Bearbeitungsmethoden, insbesondere für zylindrische oder symmetrische Bauteile. Im Vergleich zu anderen Verfahren wie Schleifen oder Erodieren bietet Drehen höhere Produktionsraten und geringere Rüstkosten für Standardteile.
Warum Drehen wirtschaftlich ist:
Für Hersteller, die an kundenspezifischen CNC-Drehprojekten oder dem CNC-Prototypendrehen großer Stückzahlen arbeiten, bietet das Drehen die perfekte Balance zwischen Leistung, Geschwindigkeit und wirtschaftlicher Machbarkeit.
Auf den ersten Blick scheinen Drehzentrum und Drehmaschine dieselbe Funktion zu erfüllen: Beide drehen ein Werkstück, während ein Schneidwerkzeug Material abträgt. Es gibt jedoch entscheidende Unterschiede zwischen beiden, insbesondere hinsichtlich Leistungsfähigkeit, Automatisierung und Vielseitigkeit. Das Verständnis des Unterschieds zwischen einer herkömmlichen Drehmaschine und einem CNC-Drehzentrum ist entscheidend für die Wahl der richtigen Lösung für CNC-Drehdienstleistungen, insbesondere bei komplexer oder großvolumiger Bearbeitung.
Eine Drehmaschine ist eine einfache Werkzeugmaschine, die typischerweise für Standarddreharbeiten verwendet wird. Manuelle Drehmaschinen erfordern erfahrene Maschinenführer, die Hebel und Drehregler bedienen, um die Schneidvorgänge zu steuern. Sie eignen sich zwar ideal für einfache Projekte und Einzelteile, verfügen jedoch nicht über Automatisierung und erweiterte Werkzeugfunktionen.
Ein CNC-Drehzentrum hingegen ist eine fortschrittlichere, computergesteuerte Version einer Drehmaschine. Es ist oft mit mehreren Achsen (einschließlich angetriebener Werkzeuge zum Fräsen und Bohren), automatischen Werkzeugwechslern, Stangenladern und Werkstückfängern ausgestattet. Diese Funktionen ermöglichen eine multifunktionale Bearbeitung in einer Aufspannung und verbessern so Produktivität, Präzision und Teilekonsistenz. Drehzentren eignen sich ideal für die Herstellung von CNC-Drehteilen mit komplexen Geometrien, engen Toleranzen und aufwendigen Designs.
Kurz gesagt: Drehmaschinen eignen sich am besten für einfachere Arbeiten mit geringem Volumen, während Drehzentren für hochpräzise und hocheffiziente kundenspezifische CNC-Dreharbeiten geeignet sind.
Alternative Technologien zum Drehen
Bei der Auswahl eines Bearbeitungsverfahrens für zylindrische Teile ist Drehen oft die bevorzugte Methode. Alternative Verfahren wie Fräsen und Schleifen können jedoch in bestimmten Fällen besser geeignet sein – insbesondere, wenn unterschiedliche Formen, Oberflächen oder Toleranzen erforderlich sind. Wir untersuchen diese beiden wichtigen Alternativen und wann sie gegenüber dem Drehen vorteilhafter sein können.
Fräsen ist ein spanabhebendes Bearbeitungsverfahren, bei dem ein rotierendes Schneidwerkzeug über ein ruhendes Werkstück geführt wird, um Material abzutragen. Während beim Drehen Teile durch Drehen geformt werden, formt das Fräsen Teile durch die Bewegung des Fräsers. Fräsen eignet sich ideal zum Herstellen von flachen Oberflächen, Schlitzen, Taschen und komplexen 3D-Formen – Merkmale, die durch Drehen nur schwer zu erreichen sind. Es eignet sich besonders für nicht zylindrische Teile oder wenn das Werkstück mehrere Oberflächen aufweist, die bearbeitet werden müssen.
In einer CNC-Fräsfabrik erreichen automatisierte Fräsmaschinen ein hohes Maß an Detailgenauigkeit und Präzision und stellen damit eine leistungsstarke Ergänzung oder Alternative zum Drehen dar. Beispielsweise erfordert die CNC-Prototypenbearbeitung oft eine Kombination aus Drehen und Fräsen, um die gewünschten Ergebnisse zu erzielen.

Schleifen ist ein Veredelungsverfahren, bei dem eine Schleifscheibe zum Einsatz kommt, um extrem feine Oberflächen und enge Toleranzen zu erzielen. Es wird typischerweise nach dem Drehen oder Fräsen eingesetzt, um die Präzision zu verbessern oder minimalen Materialabtrag von harten Oberflächen zu erzielen. Durch Schleifen lassen sich Oberflächengüten von bis zu Ra 0.1 µm erzielen, die beim Drehen nicht erreicht werden können.
In Anwendungen wie der Luft- und Raumfahrt oder der Herstellung medizinischer Komponenten wird Schleifen häufig aufgrund seiner Konsistenz und Oberflächenintegrität gewählt – insbesondere bei der Bearbeitung von wärmebehandelten Metallen oder Keramiken. Schleifen ist zwar langsamer und teurer als Drehen, aber unersetzlich, wenn Oberflächenqualität und Toleranzgenauigkeit entscheidend sind.
Zusammenfassend lässt sich sagen, dass Drehen zwar für viele zylindrische Teile hocheffizient und vielseitig ist, Fräsen und Schleifen jedoch einzigartige Vorteile bieten, die für bestimmte Anwendungen besser geeignet sind. Wenn Sie wissen, wann welche Methode – einzeln oder in Kombination – am besten geeignet ist, erzielen Sie optimale Leistung, geringere Kosten und eine verbesserte Teilequalität bei Ihren CNC-Bearbeitungsdienstleistungen.

Wenn Ihr Projekt Präzision, Effizienz und Zuverlässigkeit erfordert, ist die Wahl des richtigen Partners ebenso entscheidend wie das Design selbst. Bei VMT sind wir spezialisiert auf die Bereitstellung kundenspezifische CNC-Drehdienste die den wachsenden Anforderungen von Branchen wie der Luft- und Raumfahrt, der Automobilindustrie, der Medizintechnik und der Robotik gerecht werden. Ob Prototyp, Kleinserie oder Großserie – unser Team liefert CNC-Drehteile, die genau Ihren Vorgaben entsprechen.
Ihre Vision, unsere Expertise
Die Wahl von VMT bedeutet mehr als nur die Auslagerung eines Bearbeitungsauftrags – es bedeutet die Partnerschaft mit einer spezialisierten CNC-Dreherei, die Qualität, Innovation und Geschwindigkeit in den Vordergrund stellt. Wir bedienen nicht nur Maschinen – wir erwecken Ihre Ideen mit modernster Technologie und technischem Know-how zum Leben. Von der Materialauswahl und dem DFM-Feedback (Design for Manufacturability) bis hin zur Nachbearbeitung und Endbearbeitung arbeiten wir in jeder Phase eng mit Ihnen zusammen.
Umfassende CNC-Drehservices
Unsere CNC-Prototypendreh- und Produktionskapazitäten ermöglichen uns die Bearbeitung einer breiten Palette an Teilegeometrien und Materialien. Ob Edelstahl, Titan, Messing oder moderne Kunststoffe – unsere hochmodernen Drehzentren gewährleisten höchste Präzision und Konsistenz. Ausgestattet mit mehrachsigen CNC-Drehmaschinen, automatisierten Werkzeugen und strengen Qualitätskontrollen garantieren wir Teile, die Ihre Erwartungen übertreffen.
Warum VMT?
Beginnen Sie noch heute
VMT ist mehr als nur ein CNC-BearbeitungsfabrikWir sind Ihr Partner für alles, vom Rapid Prototyping bis zur kundenspezifischen CNC-Drehfertigung. Wir setzen Ihr Projekt mit fachkundiger Bearbeitung um, der Sie vertrauen können. Kontaktieren Sie uns noch heute für ein kostenloses Angebot und entdecken Sie den Unterschied, den Präzision ausmacht.

Drehen ist ein grundlegendes Bearbeitungsverfahren, das hohe Präzision, exzellente Oberflächengüten und Anpassungsfähigkeit in einer Vielzahl von Branchen bietet. Vom Plandrehen und Gewindeschneiden bis hin zum Kegeldrehen und Ausbohren dient jede Drehbearbeitung einem bestimmten Zweck. Daher ist es wichtig, die richtige Methode basierend auf Material, Toleranz und Teiledesign zu wählen. Durch das Verständnis der beteiligten Fähigkeiten, Werkzeuge und Parameter und die Zusammenarbeit mit einem erfahrenen CNC-Drehservice Mit einem Anbieter wie VMT können Sie sicherstellen, dass Ihre Komponenten jederzeit präzise, effizient und zuverlässig hergestellt werden.

1. Wie hoch sind die durchschnittlichen Kosten pro Drehstunde?
Die Stundenkosten für CNC-Drehen variieren je nach Faktoren wie Maschinentyp, Material und Komplexität. Im Durchschnitt liegen sie zwischen 40 und 150 US-Dollar pro Stunde, wobei hochpräzise oder moderne 5-Achsen-Drehzentren teurer sind.
2. Mit welcher Drehbearbeitung kann ein schmaler Schnitt erzeugt werden?
Abstechen dient zum Erzeugen schmaler, präziser Schnitte, um ein Teil vom Werkstück zu trennen. Es erfordert ein dünnes Schneidwerkzeug und hohe Genauigkeit, um saubere Kanten zu erhalten.
3. Sind Drehen und Bohren derselbe Vorgang?
Nein. Drehen wird typischerweise an Außenflächen durchgeführt, während Bohren die Vergrößerung oder Endbearbeitung einer zylindrischen Innenfläche ermöglicht. Bohren ist ein sekundärer Arbeitsgang, der häufig nach dem Bohren durchgeführt wird.
4. Welche Drehbearbeitung wird speziell zum Formatieren verwendet?
Das Längsdrehen ist der Hauptvorgang, der zum Kalibrieren von Wellen und zylindrischen Komponenten auf präzise Durchmesser und Längen verwendet wird.
5. Sind Drehen und Bohren gleich?
Nicht ganz. Drehen wird an Außenflächen mit einem stationären Werkzeug und einem rotierenden Werkstück durchgeführt. Bohren erzeugt Innenlöcher mit einem rotierenden Werkzeug und einem stationären Werkstück.
6. Wie viele Arten von Drehvorgängen gibt es?
Es gibt mehr als 15 Drehoperationen, darunter Plandrehen, Kegeldrehen, Konturdrehen, Einstechen, Gewindeschneiden, Ausbohren, Anfasen, Rändeln und mehr.
7. Was sind die 7 Drehoperationen?
Die 7 grundlegenden Drehoperationen sind:
8. Was sind die 10 Drehoperationen?
Die 10 am häufigsten verwendeten Drehoperationen sind:
9. Welche verschiedenen Arten von CNC-Operationen gibt es?
Zu den CNC-Bearbeitungen gehören je nach Teilegeometrie und Material Drehen, Fräsen, Bohren, Gewindeschneiden, Reiben, Ausbohren, Gewindeschneiden, Gravieren und Schleifen.
10. Wie viele Arten von CNC-Drehen gibt es?
CNC-Drehen umfasst manuelles Drehen, automatisches Drehen, mehrachsiges Drehen, Schweizer Drehen und angetriebene Werkzeugoperationen für komplexere Geometrien.
11. Welche 5 Vorgänge können auf einer CNC-Drehmaschine durchgeführt werden?
Zu den fünf häufigsten Operationen gehören:
12. Welche Methoden gibt es beim CNC-Drehen?
Zu den Methoden gehören:
13. Welche drei Hauptvorgänge werden in CNC-Fräszentren durchgeführt?
Die wichtigsten CNC-Fräsvorgänge sind:
14. Was ist ein Kegeldrehvorgang?
Beim Kegeldrehen wird eine konische Oberfläche erzeugt, indem der Durchmesser des Werkstücks entlang seiner Länge schrittweise verringert oder vergrößert wird. Diese Methode wird häufig für Wellen und Spindeln verwendet.
15. Was ist ein Anfasvorgang?
Durch das Anfasen wird die scharfe Kante am Ende eines Bauteils in einem bestimmten Winkel (normalerweise 45°) entfernt, um die Montage zu erleichtern oder die Ästhetik und Sicherheit zu verbessern.
16. Was ist der Unterschied zwischen Stufendrehen und Kegeldrehen?
Beim Schrittdrehen entstehen entlang der Länge des Teils mehrere zylindrische Oberflächen mit unterschiedlichen Durchmessern, während beim Kegeldrehen eine allmähliche Durchmesseränderung erfolgt.
17. Was ist ein Rändelvorgang?
Durch Rändelung wird eine gemusterte Textur (Quer- oder gerade Linien) auf zylindrischen Oberflächen erzeugt, um die Griffigkeit oder die Optik zu verbessern, typischerweise bei Knöpfen oder Werkzeuggriffen.
Diese Einblicke bieten ein umfassendes Verständnis der Drehbearbeitungsarten und helfen Ihnen bei der Auswahl der effizientesten Methode für Ihr CNC-Drehteileprojekt.

 +86 15099911516
+86 15099911516


 Weiterlesen
Weiterlesen