15 anni di fabbrica di parti di lavorazione CNC personalizzate in Cina

Ciao, sono VMT Sam!
Con 25 anni di esperienza nella lavorazione CNC, ci impegniamo ad aiutare i clienti a superare 10000 complesse sfide di lavorazione dei pezzi, contribuendo a una vita migliore attraverso una produzione intelligente. Contattaci subito
 655 | Pubblicato da VMT il 09/2025/10 | Tempo di lettura: circa XNUMX minuti
655 | Pubblicato da VMT il 09/2025/10 | Tempo di lettura: circa XNUMX minuti





La scelta del tipo di tornitura più adatto può essere il fattore decisivo tra un progetto efficiente ed economico e uno che soffre di rilavorazioni, tolleranze ristrette e sprechi di materiale. Con il crescente utilizzo della tornitura CNC in tutti i settori, ingegneri e acquirenti sono spesso sopraffatti dalla gamma di tecniche di tornitura disponibili. Dalla tornitura frontale e conica alla contornatura, all'alesatura e alla filettatura, ogni metodo offre vantaggi unici a seconda del materiale, della geometria e dei requisiti funzionali del pezzo. Se non siete sicuri di quale approccio sia più adatto al vostro progetto, non siete i soli.
È qui che entra in gioco questa guida: per chiarire, confrontare e aiutarti a prendere decisioni consapevoli. Che tu sia un ingegnere che ottimizza la progettazione per la producibilità o uno specialista degli acquisti alla ricerca del servizio di tornitura CNC più efficiente, questo articolo è la tua risorsa di riferimento per comprendere i vari tipi di tornitura, le loro applicazioni e come scegliere quella giusta.
Esistono oltre 15 tipi di operazioni di tornitura, tra cui spianatura, tornitura conica, scanalatura, alesatura e filettatura. Ogni metodo supporta forme, tolleranze e materiali diversi. La scelta del tipo corretto dipende dalla geometria del pezzo, dai requisiti di finitura superficiale e dal volume di produzione. Servizi di tornitura CNC può integrare più operazioni per ottenere elevata precisione ed efficienza produttiva.
Per sfruttare al meglio la tecnologia di tornitura, è fondamentale comprendere il funzionamento di ogni tipo di operazione e il suo ruolo nella fabbricazione dei componenti. Iniziamo con un chiarimento delle basi: cos'è la tornitura, come funziona e quali sono le fasi del processo di tornitura, dall'impostazione al controllo finale.
La tornitura è un processo di produzione sottrattivo in cui un pezzo rotante viene modellato utilizzando un utensile da taglio fisso. Eseguita più comunemente su un tornio o un centro di tornitura CNC, l'operazione rimuove materiale da superfici cilindriche o coniche per ottenere diametri, lunghezze e contorni precisi. Viene utilizzata in un'ampia gamma di settori per creare componenti come alberi, boccole, elementi di fissaggio, raccordi e connettori. Grazie ai progressi nella tecnologia CNC, la tornitura può ora gestire geometrie più complesse e tolleranze più strette che mai.
A differenza della fresatura, che prevede l'utilizzo di più assi e utensili rotanti, la tornitura si basa sulla rotazione del pezzo stesso. Questa differenza fondamentale rende la tornitura particolarmente adatta alla lavorazione di pezzi rotondi o simmetrici. Nelle officine di tornitura CNC, il processo è altamente automatizzato, con conseguente miglioramento della ripetibilità, velocità di produzione e riduzione dei costi di manodopera, soprattutto per tornitura CNC personalizzata e progetti di tornitura di prototipi CNC.

In sostanza, la tornitura si basa su un principio semplice: il pezzo ruota mentre l'utensile rimane fermo. Tuttavia, nei moderni sistemi di tornitura CNC, questo processo è meticolosamente programmato e controllato per garantire una precisione eccezionale. Ecco come si svolge una tipica operazione di tornitura CNC:
Le officine di tornitura CNC spesso combinano le operazioni per massimizzare l'efficienza. L'utilizzo di componenti torniti CNC di precisione in settori come quello aerospaziale, medicale e automobilistico sottolinea l'importanza di selezionare la giusta operazione per ogni progetto.
Analizzeremo approfonditamente i vari tipi di operazioni di tornitura in modo che tu possa capire quando e perché ciascuna di esse viene utilizzata e come si inseriscono nel tuo processo di progettazione o produzione.
La tornitura è molto più di un singolo processo uniforme: comprende un'ampia varietà di lavorazioni meccaniche studiate appositamente per soddisfare specifici requisiti geometrici, dimensionali e di finitura superficiale. Che si tratti di prototipazione o di produzione su larga scala, la comprensione di queste operazioni di tornitura aiuta a garantire che il pezzo venga lavorato con la tecnica corretta, riducendo tempi, costi e rilavorazioni. I moderni servizi di tornitura CNC combinano diverse operazioni in un'unica sequenza per massimizzare produttività e precisione. Di seguito, analizziamo i 15 tipi di tornitura più comunemente utilizzati, ognuno con le sue applicazioni e i suoi vantaggi specifici.
Di fronte
La spianatura è una delle operazioni di tornitura più fondamentali e ampiamente utilizzate, eseguita su un tornio o un centro di tornitura CNC. Consiste nella rimozione del materiale dall'estremità di un pezzo rotante per produrre una superficie piana e perpendicolare all'asse del pezzo. Sia nella lavorazione manuale che in quella CNC, la spianatura è in genere la prima operazione, che prepara il pezzo per un'ulteriore tornitura di precisione, stabilendo una superficie di riferimento pulita e squadrata.
L'utensile da taglio si muove radialmente, dal bordo esterno verso il centro o viceversa, a seconda della strategia di lavorazione. L'utensile è solitamente montato perpendicolarmente all'asse del pezzo su una slitta trasversale o su una torretta CNC. Per risultati ottimali, la velocità superficiale, l'avanzamento e la profondità di taglio devono essere controllate con precisione per prevenire l'usura dell'utensile o irregolarità superficiali.

Vantaggi
Svantaggi
Applicazioni
La sfacciatura può essere un'operazione di base, ma getta le basi per il successo di tutte le successive procedure di tornitura. Nei servizi di tornitura CNC, è spesso il primo e più ripetuto passaggio nella produzione in serie, contribuendo a garantire la precisione dimensionale e l'integrità funzionale di tutti i componenti. Desidera che passi alla successiva operazione di tornitura, come la tornitura rettilinea?
Tornitura dritta
La tornitura rettilinea è una delle principali operazioni di tornitura utilizzate per ridurre il diametro di un pezzo cilindrico a una dimensione specifica. Questo processo prevede l'avanzamento dell'utensile da taglio parallelamente all'asse di rotazione del pezzo. Durante la rotazione del pezzo, il materiale viene rimosso uniformemente dalla sua superficie esterna, ottenendo una sezione cilindrica liscia e uniforme.
Questa operazione è comunemente utilizzata per la produzione di alberi, barre o qualsiasi componente che richieda diametri esterni precisi. Profondità di taglio, velocità e avanzamento possono essere regolati in base al materiale e ai requisiti di finitura. La tornitura rettilinea può essere eseguita manualmente o tramite torni CNC avanzati, che consentono una maggiore precisione e automazione.

Vantaggi
Svantaggi
Applicazioni
La tornitura rettilinea è un'operazione fondamentale nei moderni servizi di tornitura CNC. Che si tratti di produrre un singolo prototipo o migliaia di unità di produzione, questo processo è fondamentale per i pezzi che richiedono diametri di precisione e un'eccellente finitura superficiale. Passiamo alla prossima operazione di tornitura: la tornitura conica?
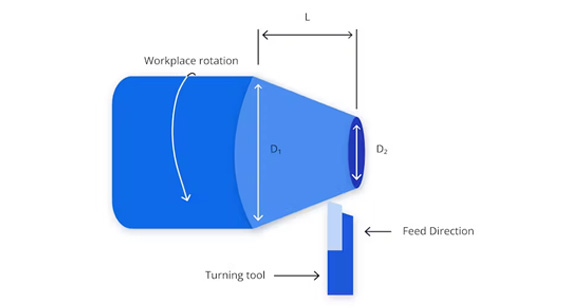
La tornitura conica è un tipo fondamentale di tornitura in cui il diametro del pezzo in lavorazione diminuisce (o aumenta) gradualmente lungo la sua lunghezza, formando una forma conica. A differenza della tornitura rettilinea, che mantiene un diametro costante, la tornitura conica crea un profilo angolare regolando il percorso dell'utensile rispetto all'asse del pezzo. Questa è comunemente richiesta per applicazioni che prevedono l'inserimento di parti in altri componenti con una connessione angolata e precisa, come alberi conici, perni o filettature di tubi.
Nei servizi di tornitura CNC, la tornitura conica può essere programmata con precisione nel sistema di controllo, consentendo all'operatore di definire l'angolo di conicità, i punti di inizio e fine e persino complesse conicità composte. Nelle configurazioni di tornitura manuale, la tornitura conica può essere eseguita con diversi metodi: ruotando la lunetta composta, compensando la contropunta, utilizzando un accessorio per tornitura conica o tramite controllo automatico basato su CNC.

Vantaggi
Svantaggi
Applicazioni
La tornitura conica è un processo fondamentale nell'ingegneria di precisione, in quanto garantisce la funzionalità e l'affidabilità necessarie per componenti con accoppiamento preciso o con trasferimento di carico. Grazie alle moderne officine di tornitura CNC, questa operazione può ora essere eseguita in modo più rapido, preciso e costante che mai. Pronti per il prossimo processo? Esploriamo la tornitura di contorni.
Tornitura di contorno
La tornitura di contorno è un tipo di operazione di tornitura utilizzata per lavorare profili curvi o irregolari sulla superficie di un pezzo cilindrico. A differenza della tornitura rettilinea o conica, che lavora su superfici lineari o angolate, la tornitura di contorno comporta la generazione di forme complesse e lisce come raccordi, raggi e curve composte. Questo processo è particolarmente importante quando il componente richiede una miscela di diametri diversi o forma una transizione superficiale tridimensionale lungo il suo asse.
Nei moderni servizi di tornitura CNC, la tornitura di contorni viene eseguita programmando un percorso utensile che segue una geometria precisa definita nel software CAD/CAM. Il tornio CNC manipola quindi l'utensile simultaneamente lungo gli assi X e Z per seguire il profilo definito. Questo rende la tornitura di contorni ideale per la tornitura CNC personalizzata, dove precisione e ripetibilità sono fondamentali.

Vantaggi
Svantaggi
Applicazioni
La tornitura di contorni libera il potenziale della tecnologia CNC consentendo profili multiraggio sofisticati su un singolo asse. È una tecnica di tornitura essenziale per i settori in cui forma, adattamento e finitura sono fondamentali. Esploreremo ora la scanalatura, un'altra operazione di tornitura specializzata di ampia rilevanza industriale.
scanalatura: Cos'è e quando viene utilizzato nella tornitura CNC?
La scanalatura è un'operazione di tornitura fondamentale che prevede la creazione di uno stretto canale (o scanalatura) sulla superficie di un pezzo rotante utilizzando un utensile da taglio dalla forma specifica. Queste scanalature possono essere interne (all'interno di un foro), esterne (sul diametro esterno) o sulla superficie del pezzo (scanalatura frontale). La geometria della scanalatura può essere quadrata, rotonda, a V o personalizzata a seconda dei requisiti dell'applicazione.
Nei moderni servizi di tornitura CNC, le operazioni di scanalatura vengono eseguite con percorsi utensile precisi controllati da codice numerico computerizzato, consentendo tolleranze ristrette, ripetibilità e versatilità. La scanalatura è particolarmente importante nella produzione di componenti torniti CNC che richiedono anelli di sicurezza, O-ring, anelli elastici o altri elementi funzionali che devono essere saldamente inseriti in un'area incassata.

Vantaggi
Svantaggi
Applicazioni
La scanalatura è una delle operazioni di tornitura più importanti dal punto di vista funzionale, offrendo vantaggi strutturali, meccanici e di tenuta a innumerevoli settori. Proseguendo, il prossimo processo di tornitura che tratteremo sarà la troncatura, un'operazione finale essenziale nella maggior parte dei progetti di tornitura CNC.
Troncatura: cos'è e perché è essenziale nella tornitura CNC?
La troncatura, nota anche come troncatura, è un'operazione di tornitura fondamentale in cui il pezzo finito viene separato dalla materia prima o dalla barra rimanente. Questo processo prevede l'utilizzo di un utensile da taglio sottile e affilato che si muove perpendicolarmente nel pezzo in rotazione fino a separarlo completamente. Nei servizi di tornitura CNC, questa è in genere l'operazione finale dopo il completamento di tutte le altre fasi di lavorazione, come la spianatura, la scanalatura e la filettatura.
L'utensile da taglio è montato perpendicolarmente all'asse di rotazione e deve penetrare con precisione nel punto preimpostato. Nella tornitura CNC personalizzata, la troncatura viene eseguita con elevata precisione per garantire che il componente finale presenti una superficie finale pulita e precisa, aspetto particolarmente importante nei settori con tolleranze ristrette come quello aerospaziale e medicale.
Vantaggi
Svantaggi
Applicazioni
La troncatura è una delle operazioni di tornitura conclusive, ma più critiche, che garantisce la separazione netta dei pezzi per il controllo qualità e la successiva lavorazione. Successivamente, esploreremo la filettatura, un'operazione specializzata che svolge un ruolo fondamentale nella funzionalità meccanica di molti pezzi torniti CNC.
Threading: Cos'è la filettatura nella tornitura e perché è importante?
La filettatura è un'operazione di tornitura utilizzata per creare scanalature o creste elicoidali, comunemente note come filettature, sulle superfici esterne o interne di un componente cilindrico. Queste filettature consentono ai componenti di collegarsi, fissarsi o muoversi l'uno rispetto all'altro e sono presenti in un'ampia gamma di componenti meccanici come viti, bulloni, alberi e raccordi. Nei servizi di tornitura CNC, la filettatura viene spesso eseguita utilizzando utensili specializzati programmati per seguire esattamente il passo, la profondità e il profilo del tipo di filettatura richiesto.
La filettatura può essere esterna (all'esterno di un pezzo) o interna (all'interno di un foro) e viene in genere eseguita utilizzando un utensile a punta singola o frese per filettare. I torni CNC eccellono nella filettatura grazie alla loro elevata precisione, ripetibilità e capacità di produrre filettature sia metriche che imperiali.

Vantaggi
Svantaggi
Applicazioni
La filettatura è una pietra miliare tra le operazioni di tornitura, offrendo vantaggi sia strutturali che funzionali. Essendo un processo altamente tecnico, mette in mostra le capacità di precisione delle moderne torniture CNC. Successivamente, esploreremo la barenatura, un processo utilizzato per rifinire i diametri interni con dimensioni e finiture precise.
Cosa si intende per noia durante la tornitura e perché è fondamentale per la precisione?
L'alesatura è un'operazione di tornitura utilizzata per allargare e rifinire il diametro interno di un foro preforato o fuso. A differenza della foratura, che crea un foro iniziale, l'alesatura è incentrata sulla rifinitura di precisione, garantendo che il foro finale sia liscio, dritto e dimensionalmente accurato. Questa operazione viene in genere eseguita su un tornio o un centro di tornitura CNC utilizzando un utensile da taglio a punta singola, noto come barra alesatrice.
Nella tornitura CNC personalizzata, l'alesatura è particolarmente importante quando sono richieste tolleranze estremamente strette, come accade in settori come quello aerospaziale, automobilistico e della produzione di dispositivi medicali. L'utensile entra nel foro preformato e rimuove il materiale lungo la superficie interna per ottenere il diametro, la rotondità, la concentricità e la finitura superficiale desiderati.

Vantaggi
Svantaggi
Applicazioni
Nell'elenco più ampio delle tipologie di operazioni di tornitura, l'alesatura svolge un ruolo cruciale nella messa a punto delle caratteristiche interne per soddisfare specifiche rigorose. Per i settori in cui la precisione del diametro interno può fare la differenza tra un guasto e la funzionalità, l'alesatura rimane uno dei processi più affidabili offerti dai moderni servizi di tornitura CNC. In seguito, parleremo della foratura, un altro processo di lavorazione interna, ma che rappresenta l'inizio del percorso.
Cos'è la foratura nella tornitura e perché è essenziale nella lavorazione meccanica?
Perforazione La foratura è una delle operazioni di tornitura più fondamentali e ampiamente utilizzate. Consiste nella creazione di un foro cilindrico ruotando un utensile da taglio, in genere una punta da trapano, nel pezzo in lavorazione. Quando viene eseguita su un tornio o un centro di tornitura CNC, il pezzo ruota mentre la punta da trapano rimane ferma (a differenza dei trapani, dove è la punta a ruotare). La foratura è solitamente il primo passaggio prima di operazioni come la barenatura, l'alesatura o la maschiatura.
Nei servizi di tornitura CNC, la foratura è essenziale per l'avvio delle lavorazioni interne di un componente. Può essere utilizzata per creare fori passanti, fori pilota per la filettatura o punti di partenza per lavorazioni di cavità più complesse. Sebbene sia un processo semplice in linea di principio, la foratura in una configurazione CNC consente maggiore precisione, ripetibilità e personalizzazione quando si lavora con una varietà di materiali, dai metalli alle materie plastiche ingegneristiche.

Vantaggi
Svantaggi
Applicazioni
Essendo una delle principali tipologie di tornitura, la foratura fornisce il punto di partenza per la geometria interna. In abbinamento a tecnologie come la tornitura CNC personalizzata, offre non solo velocità, ma anche precisione e controllo, aprendo la strada a processi più raffinati come l'alesatura o la maschiatura. Esploriamo ora la maschiatura, l'operazione che conferisce ai fori una filettatura funzionale.
Cos'è la maschiatura nella tornitura e perché è fondamentale per i componenti filettati?
La maschiatura è un'operazione di tornitura utilizzata per creare filettature interne all'interno di un foro precedentemente forato. Prevede l'utilizzo di un utensile di maschiatura (maschio) che incide le filettature nelle pareti del foro durante la rotazione nel pezzo. Nell'ambito dei servizi di tornitura CNC, la maschiatura è spesso automatizzata e programmata con precisione, garantendo la costanza e la precisione della filettatura, soprattutto nella produzione in grandi volumi di pezzi torniti CNC.
La maschiatura segue in genere la foratura nella sequenza di lavorazione. Il foro praticato funge da pilota, mentre il maschio definisce il passo, la profondità e il diametro della filettatura. Questo rende la maschiatura un'operazione fondamentale nella creazione di componenti che verranno assemblati con viti, bulloni o prigionieri.
Nella tornitura di prototipi CNC o nella produzione di massa, la maschiatura viene utilizzata per integrare i sistemi di fissaggio direttamente nel pezzo, eliminando la necessità di inserti o operazioni di filettatura secondaria. È applicabile a un'ampia gamma di metalli e materiali plastici ingegneristici, rendendola una soluzione versatile in molti settori.

Vantaggi
Svantaggi
Applicazioni
In sintesi, la maschiatura è una fase fondamentale nelle operazioni di tornitura per la produzione di componenti che richiedono fissaggi meccanici sicuri. Integrata con i servizi di tornitura CNC, la maschiatura diventa non solo più precisa, ma anche scalabile ed economica, sia per la prototipazione che per la produzione. Diamo ora un'occhiata alla zigrinatura, un processo di tornitura unico che aggiunge texture anziché tagliare il materiale.
Cos'è la zigrinatura nella tornitura e quando è opportuno utilizzarla?
zigrinatura La zigrinatura è un'operazione di tornitura specializzata utilizzata per creare un motivo strutturato sulla superficie di un componente cilindrico. A differenza dei processi di taglio, la zigrinatura è una forma di lavorazione a freddo in cui un utensile temprato preme contro il pezzo in rotazione, spostando il materiale per formare un motivo ripetitivo a rombo o a linea retta. Questa finitura superficiale migliora la presa, l'estetica o l'impegno meccanico del componente.
Nei servizi di tornitura CNC, la godronatura viene in genere eseguita utilizzando mole o stampi godronati montati su un tornio. Questo processo non rimuove il materiale, ma lo ridistribuisce per creare delle creste in rilievo. L'operazione viene spesso eseguita dopo il completamento di altre lavorazioni come la sfacciatura o la tornitura rettilinea. È particolarmente utile nelle applicazioni di tornitura CNC personalizzate in cui la presa è fondamentale, come manopole, impugnature per utensili, strumenti chirurgici o persino elementi decorativi.
I modelli di zigrinatura possono essere classificati in tre tipi principali:

Vantaggi
Svantaggi
Applicazioni
La zigrinatura potrebbe non alterare significativamente le dimensioni di un componente, ma ne migliora notevolmente l'usabilità e l'ergonomia. È uno dei pochi tipi di tornitura che si concentra sulla texture superficiale piuttosto che sulla forma o sulla geometria interna. Nella prossima sezione, approfondiremo l'alesatura, un processo di finitura che garantisce precisione nel dimensionamento dei fori interni e nella finitura superficiale.
Cos'è l'alesatura in tornitura? Capire il suo ruolo nella precisione delle lavorazioni meccaniche
Alesatura L'alesatura è un'operazione di finitura di precisione utilizzata per allargare un foro esistente fino a raggiungere un diametro specifico con elevata precisione e un'eccellente finitura superficiale. A differenza della foratura o della barenatura, che vengono utilizzate principalmente per la rimozione di materiale, l'alesatura è pensata per perfezionare le dimensioni e migliorare la qualità superficiale di un foro preforato o alesato. Garantisce che il foro sia perfettamente circolare, liscio e con tolleranze ristrette.
Nella tornitura CNC, l'alesatura viene in genere eseguita dopo la foratura, utilizzando un alesatore montato su un tornio o un centro di tornitura CNC. L'alesatore entra lentamente nel foro e asporta una piccola quantità di materiale dalle pareti per creare una finitura uniforme e lucida. Le applicazioni di tornitura CNC personalizzate spesso utilizzano l'alesatura quando i componenti richiedono accoppiamenti di precisione, come cuscinetti, alberi o perni che si inseriscono nei fori.
Esistono vari tipi di alesatori:

Vantaggi
Svantaggi
Applicazioni
In sintesi, l'alesatura è un'operazione di tornitura fondamentale quando l'obiettivo è garantire tolleranze di foratura strette e una finitura superiore. È complementare alla foratura e alla barenatura ed è particolarmente preziosa nei settori in cui la precisione dimensionale è imprescindibile. Proseguendo, esploreremo un'altra tecnica di finitura: la tornitura a smusso, che aggiunge valore sia funzionale che estetico ai pezzi torniti CNC.
Che cosa è la tornitura smussata e quando è opportuno utilizzarla?
La tornitura a smusso è un'operazione di tornitura che prevede la realizzazione di un bordo smussato o di una smussatura di transizione, detta smusso, all'estremità o all'angolo di un pezzo cilindrico. Questo bordo angolato viene in genere tagliato con un'angolazione compresa tra 30° e 45° a seconda dei requisiti di progettazione e viene utilizzato per eliminare spigoli vivi, facilitare l'assemblaggio o preparare i pezzi per la saldatura o l'accoppiamento.
Nella tornitura CNC, la smussatura è spesso parte di un processo di lavorazione più ampio, aggiunto all'inizio o alla fine di un programma. L'utensile di tornitura CNC segue un percorso utensile predefinito, rimuovendo una piccola quantità di materiale dal bordo del pezzo per creare una superficie pulita e inclinata. Questa operazione è comunemente utilizzata nei servizi di tornitura CNC personalizzati per miglioramenti sia funzionali che estetici.
La tornitura con smussi non si limita ai pezzi circolari; smussi interni ed esterni possono essere aggiunti a fori, alberi, alesature e persino filettature. Le officine di tornitura CNC spesso automatizzano questo processo utilizzando utensili per smussatura o inserti di tornitura multifunzione.

Vantaggi
Svantaggi
Applicazioni
La tornitura a smusso è un processo di tornitura semplice ma essenziale, ampiamente utilizzato in settori che apprezzano precisione, durata ed estetica. Che si stia sviluppando un prototipo CNC o preparando una serie di pezzi torniti CNC personalizzati, la smussatura contribuisce a migliorare l'adattamento, la funzionalità e la qualità complessiva del pezzo. A seguire, esamineremo un'altra operazione di finitura di precisione: la tornitura a gradini, ideale per la produzione di pezzi con diametri o sezioni di albero multipli.
Cos'è la tornitura a gradini e perché è importante nella lavorazione CNC?
La tornitura a gradini è un processo di tornitura fondamentale utilizzato per creare una serie di elementi cilindrici concentrici con diametri diversi lungo la lunghezza di un singolo pezzo. Il risultato è un profilo "a gradini" in cui ogni segmento o sezione si fonde con il successivo attraverso un bordo affilato o raccordato. Questo processo viene spesso eseguito su un tornio CNC ed è una capacità fondamentale nei servizi di tornitura CNC per componenti che richiedono più diametri funzionali, come alberi, assi o steli di pistoni.
Durante la tornitura a passi, il pezzo viene ruotato mentre l'utensile da taglio si muove longitudinalmente lungo l'asse. La profondità di taglio è controllata con precisione per ottenere diametri diversi. Questi passi possono essere uguali o variabili, a seconda della geometria del pezzo. Nei moderni ambienti di tornitura CNC personalizzati, questo processo è facilmente automatizzabile e altamente ripetibile, offrendo efficienza e precisione dimensionale.

Vantaggi
Svantaggi
Applicazioni
Nella tornitura di prototipi CNC o nella produzione di massa, la tornitura a gradini svolge un ruolo fondamentale nel realizzare componenti funzionali multidiametro con una precisione eccezionale. È una delle operazioni di tornitura più comunemente utilizzate grazie alla sua capacità di consolidare le caratteristiche in un unico pezzo, riducendo la necessità di lavorazioni secondarie o componenti aggiuntivi. Quando si pianifica il prossimo progetto con un'officina di tornitura CNC, sapere quando e come utilizzare la tornitura a gradini può influenzare significativamente prestazioni, efficienza e convenienza.
Come scegliere la giusta operazione di tornitura per il tuo progetto CNC?
Scegliere la corretta operazione di tornitura può fare la differenza tra un progetto CNC di successo e uno che si traduce in sprechi di tempo, materiale e budget. Con così tante tipologie di operazioni di tornitura disponibili, è fondamentale scegliere il metodo più adatto in base ai requisiti di geometria, funzionalità e prestazioni del pezzo. Che si lavori con pezzi torniti CNC per la prototipazione o per la produzione in serie, ogni operazione – spianatura, alesatura, filettatura, zigrinatura o tornitura conica – offre vantaggi unici in base al progetto e alle condizioni di utilizzo finale.
Il modo migliore per affrontare questa decisione è valutare il progetto in base a diversi criteri critici: il tipo di materiale utilizzato, le tolleranze richieste, le finiture superficiali e la geometria complessiva. Prendere la decisione giusta fin dalle prime fasi del flusso di lavoro di tornitura CNC personalizzato non solo garantisce risultati ottimali, ma favorisce anche l'efficienza dei costi e tempi di consegna più brevi.
Tipo di materiale
Il materiale del pezzo in lavorazione gioca un ruolo fondamentale nel determinare l'operazione di tornitura più adatta. Ad esempio:
La lavorabilità del materiale scelto dovrebbe sempre guidare la scelta dell'utensile, le velocità di avanzamento e persino la strategia di tornitura (ad esempio, passate di sgrossatura rispetto a quelle di finitura).
Precisione dimensionale
Se il vostro progetto richiede tolleranze strette, ad esempio entro pochi micron, probabilmente avrete bisogno di operazioni di precisione come la tornitura di contorni, la filettatura o la barenatura. Anche operazioni come la tornitura a gradini o l'alesatura sono preziose per ottenere diametri concentrici precisi o finiture lisce del foro. Nel frattempo, per la sgrossatura o la sagomatura di base, dove le tolleranze sono più ampie, operazioni come la tornitura rettilinea o la scanalatura possono essere sufficienti.
Nella tornitura di prototipi CNC, il raggiungimento della precisione dimensionale è fondamentale, poiché riflette direttamente l'efficacia con cui un concetto si traduce in una parte funzionale.
La qualità della finitura superficiale di un componente può influire non solo sull'estetica, ma anche sulle sue prestazioni, in particolare nelle applicazioni che coinvolgono guarnizioni, elementi di fissaggio o gruppi mobili.
Conoscere la superficie finale richiesta aiuta a stabilire quante operazioni sono necessarie e se dare priorità alla velocità o alla finitura.

Forma e caratteristiche
Infine, valutare la geometria della parte:
Spesso il progetto del pezzo determinerà il funzionamento, ma non dimenticare che alcune caratteristiche possono essere combinate o regolate per ridurre i tempi di lavorazione e migliorare l'accesso agli utensili.
Considerando questi quattro fattori essenziali – tipo di materiale, precisione dimensionale, trattamento superficiale e geometria – è possibile selezionare con sicurezza l'operazione di tornitura più efficiente e appropriata. Collaborare con un'officina di tornitura CNC esperta garantisce una consulenza professionale e risultati di qualità, sia che si tratti di realizzare un prototipo o di scalare per la produzione completa.
L'efficienza e la qualità dei servizi di tornitura CNC dipendono fortemente dalle macchine utensili e dagli accessori utilizzati. Ogni componente di un'attrezzatura di tornitura svolge un ruolo specifico e, nel complesso, determina precisione, finitura superficiale, velocità di taglio e capacità produttiva. Per i produttori che lavorano con componenti torniti CNC, dai prototipi alla produzione di massa, è fondamentale comprendere gli utensili disponibili e il loro contributo al processo di tornitura. Che si tratti di un'officina di tornitura CNC o di un'integrazione in un flusso di lavoro di tornitura CNC personalizzato più ampio, l'attrezzatura giusta garantisce affidabilità, sicurezza e prestazioni.
Esploriamo gli utensili e i componenti essenziali utilizzati nelle moderne operazioni di tornitura CNC.
Gli utensili da taglio sono il cuore di qualsiasi processo di tornitura. Sono gli strumenti che asportano il materiale dal pezzo in rotazione. Sono disponibili in diverse geometrie, rivestimenti e materiali a seconda dell'applicazione.

Portautensili
I portautensili fissano saldamente gli utensili da taglio alla torretta o al portautensili di un tornio CNC. Precisione e rigidità sono fondamentali per prevenire vibrazioni e flessioni dell'utensile.
Mandrini
I mandrini afferrano il pezzo in lavorazione e lo ruotano durante la tornitura. A seconda della forma del pezzo e delle esigenze di precisione, vengono utilizzati diversi tipi:

Contropunte
La contropunta sostiene l'altra estremità dei pezzi lunghi per evitare flessioni o vibrazioni durante la lavorazione. Può anche essere dotata di utensili come punte o alesatori per operazioni lungo l'asse del pezzo.

centri
Le punte sono punte rettificate di precisione che si inseriscono nel pezzo in lavorazione o nella contropunta per mantenerne l'allineamento. Sono fondamentali nella tornitura CNC di prototipi ad alta precisione o nella tornitura di componenti lunghi e sottili.
torni
La macchina utensile principale per tutte le operazioni di tornitura è il tornio. Nella tornitura CNC, il tornio è controllato da software ed è in grado di eseguire programmi altamente complessi con un intervento minimo da parte dell'operatore.
Barre noiose
Utilizzate per allargare o rifinire il diametro interno di un foro, le barre di alesatura sono fondamentali per la tornitura di particolari interni. Devono essere rigide e ben supportate per evitare vibrazioni.
Utensili per scanalatura e taglio
Gli utensili per scanalatura creano stretti canali sul pezzo in lavorazione, mentre gli utensili da taglio (noti anche come utensili di separazione) separano le parti finite dal materiale grezzo.
Strumenti di threading
Gli utensili per filettatura sono Utilizzato per realizzare filettature esterne o interne, manualmente o tramite programmazione CNC. La precisione è fondamentale, soprattutto nei componenti che richiedono tolleranze meccaniche ristrette.
Trapani
Gli utensili di perforazione possono essere montati sulla torretta o sulla contropunta per creare fori lungo l'asse del pezzo in lavorazione.
Strumenti di formazione
Gli utensili di formatura vengono utilizzati per modellare contorni o profili specifici sul pezzo in lavorazione senza spostare lateralmente l'utensile.
Comprendendo la funzione e i criteri di selezione di questi utensili e componenti di tornitura, ingegneri e produttori possono ottimizzare i loro servizi di tornitura CNC, ridurre gli errori di lavorazione e aumentare la produttività. Che si tratti di tornitura CNC di prototipi o di produzione su larga scala, disporre degli utensili giusti è un fattore imprescindibile per garantire qualità e prestazioni.
Nelle operazioni di tornitura CNC, i parametri di taglio svolgono un ruolo fondamentale nel determinare il risultato di un processo di lavorazione. Che si tratti di lavorare prototipi o di produrre grandi volumi di pezzi torniti CNC, la selezione precisa di avanzamenti, velocità di taglio e profondità di passata influenza significativamente l'efficienza, la finitura superficiale, la durata dell'utensile e il costo complessivo. Questi parametri non vengono scelti arbitrariamente, ma si basano sul materiale, sulla tolleranza desiderata, sugli utensili e sulla capacità della macchina.
Per chiunque lavori con la tornitura CNC personalizzata o operi in un'officina di tornitura CNC, comprendere questi parametri è essenziale per evitare guasti agli utensili, mantenere l'integrità dei pezzi e ottimizzare i tempi di ciclo.
Tassi di avanzamento
La velocità di avanzamento si riferisce alla distanza percorsa dall'utensile da taglio lungo la superficie del pezzo in lavorazione per ogni giro. È tipicamente espressa in mm/giro o pollici/giro.
La velocità di avanzamento influisce direttamente su:
Nei servizi di tornitura CNC, l'ottimizzazione attenta della velocità di avanzamento è fondamentale per i pezzi che richiedono tolleranze strette o finiture di pregio, in particolare nelle applicazioni aerospaziali, mediche o di ingegneria di precisione.
Profondità di taglio
La profondità di taglio è lo spessore dello strato di materiale rimosso in una passata dell'utensile, misurato perpendicolarmente alla superficie in lavorazione.
La profondità di taglio viene spesso regolata a seconda della fase di lavorazione:
Questo equilibrio tra velocità di rimozione del materiale e qualità della superficie è un fattore chiave nella tornitura di prototipi CNC, in cui le prove iniziali aiutano a definire le impostazioni ottimali.
Velocità di taglio
La velocità di taglio è la velocità alla quale il materiale viene rimosso dall'utensile da taglio, generalmente espressa in metri al minuto (m/min) o piedi superficiali al minuto (SFM). Dipende da:
Se la velocità di taglio è troppo elevata, può causare:
Se è troppo basso, potrebbe:
I moderni torni CNC regolano automaticamente la velocità in base al percorso utensile e al carico, soprattutto nei cicli multi-passata. Per i lavori di tornitura CNC personalizzati che coinvolgono leghe tenaci come titanio o Inconel, velocità calcolate con cura sono fondamentali per evitare errori costosi.
Sintesi
Velocità di avanzamento, profondità di passata e velocità di taglio costituiscono, insieme, la base di un'operazione di tornitura efficace. Questi parametri sono interdipendenti: la modifica di uno influisce sugli altri. Operatori e ingegneri esperti si affidano a questi valori non solo per proteggere utensili e macchine, ma anche per fornire componenti di alta qualità che soddisfino le specifiche del cliente.
In qualsiasi tornitura CNC, la capacità di configurare e mettere a punto questi parametri di taglio è ciò che distingue la lavorazione standard da una produzione ottimizzata, efficiente e competitiva.
Nella tornitura CNC, la lavorazione è generalmente suddivisa in due fasi principali: sgrossatura e finitura. Ogni fase svolge un ruolo fondamentale nella trasformazione del materiale grezzo in un componente di precisione. Mentre la sgrossatura si concentra sulla rapida rimozione della maggior parte del materiale, la finitura mira alla precisione dimensionale e a una finitura superficiale di alta qualità. Comprendere la differenza tra questi due processi aiuta operatori e ingegneri a selezionare gli utensili, i parametri e le strategie più adatti, soprattutto nella tornitura CNC personalizzata, nella tornitura CNC di prototipi e negli ambienti di produzione in serie.
Sgrossatura vs. Finitura: un confronto diretto
| Aspetto |
sgrossatura |
Finitura |
| Missione | Rimozione rapida del materiale | Modellazione finale e precisione |
| Profondità di taglio | Tagli profondi (tipicamente 2–5 mm o più) | Tagli superficiali (tipicamente 0.2–0.8 mm) |
| Tasso di alimentazione | Velocità di avanzamento elevata | Velocità di avanzamento bassa |
| Velocità di taglio | Velocità moderata | Velocità più elevata (ma avanzamento più basso) |
| Strumento utilizzato | Utensili robusti e rigidi con rivestimenti durevoli | Utensili affilati con geometria del bordo fine |
| Finitura di superficie | Finitura superficiale grossolana (valori Ra più elevati) | Finitura superficiale liscia (valori Ra inferiori) |
| Tolleranza Precisione | Non stretto, margini lasciati per la finitura | Alta precisione, rispetta le tolleranze finali |
| Tasso di usura dell'utensile | Più alto, a causa delle forze aumentate | Più basso, ma gli strumenti necessitano di bordi più affilati |
| Tempo di ciclo | Più corto per la rimozione in blocco | Più lungo grazie ai passaggi leggeri e al controllo più preciso |
| Formazione di trucioli | Patatine spesse e arricciate | Chip sottili e continui |
| Utilizzo nella tornitura CNC | Prepara il pezzo per la finitura in meno passaggi | Utilizzato per dimensioni critiche e finiture superficiali |
| Applicazioni comuni | Pre-lavorazione, rimozione delle superfici di fusione/forgiatura | Parti aerospaziali, componenti medicali, filettature sottili |
Quando e perché ciascuno viene utilizzato
Transizione alla precisione
La scelta del momento giusto per passare dalla sgrossatura alla finitura dipende da:
I moderni servizi di tornitura CNC spesso integrano entrambi i processi in un unico ciclo automatizzato, utilizzando utensili e strategie di lavorazione diversi per completare entrambe le fasi in modo efficiente.
Conclusione
Sgrossatura e finitura non sono processi concorrenti, ma complementari. Comprendere le loro differenze garantisce una migliore durata dell'utensile, una maggiore produttività e una qualità ottimale dei pezzi. Che si lavori in una tornitura CNC o si realizzino prototipi di componenti ad alte prestazioni, padroneggiare queste due tecniche di tornitura è essenziale per il successo.
Nella tornitura CNC, la sgrossatura e la finitura rappresentano due fasi essenziali del processo di lavorazione. Ogni fase è definita da obiettivi, strategie e risultati. Conoscerne le caratteristiche principali aiuta a ottimizzare la selezione degli utensili, i tempi di lavorazione e la qualità dei pezzi: elementi critici nei moderni servizi di tornitura CNC personalizzati, nella tornitura di prototipi CNC e nei servizi di tornitura CNC su larga scala.
Caratteristiche principali della sgrossatura
1. Obiettivo:
2. Parametri di taglio:
3. Caratteristiche dello strumento:
4. Qualità dell'output:
5. Efficienza:
6. Comune in:
Caratteristiche principali della finitura
1. Obiettivo:
2. Parametri di taglio:
3. Caratteristiche dello strumento:
4. Qualità dell'output:
5. Efficienza:
6. Comune in:
Considerazioni finali
Comprendendo le caratteristiche distintive di sgrossatura e finitura, i produttori possono selezionare la giusta combinazione di utensili, parametri e strategie. Questo garantisce risultati ottimali sia nella tornitura CNC di prototipi che nella produzione di massa. Per ottenere risultati ottimali, le officine di tornitura CNC avanzate spesso automatizzano la transizione tra queste due fasi, bilanciando velocità e precisione.
Entrambi i processi sono essenziali: la sgrossatura dà forma alla materia prima, mentre la finitura perfeziona il pezzo finale.
Nella tornitura CNC, la precisione, la finitura superficiale e la produttività del processo di lavorazione dipendono in larga misura dalla corretta selezione e applicazione degli utensili di tornitura. Ogni utensile è progettato per una funzione specifica, come la sagomatura, la filettatura o la formatura. Che si lavori su particolari torniti CNC personalizzati o su grandi volumi di produzione, la conoscenza di questi utensili è essenziale per ottenere risultati costanti e ottimizzarne la durata. Di seguito sono riportati alcuni degli utensili di tornitura più comunemente utilizzati nei servizi di tornitura CNC e i rispettivi ruoli nel processo.
Strumenti di fronte
Strumenti di smussatura

Strumenti di threading

Strumenti di formazione

Utensili conici
Strumenti di scanalatura
Conclusione
Scegliere gli utensili di tornitura giusti per ogni operazione garantisce efficienza, precisione e qualità, soprattutto quando si lavora con materiali avanzati o con tolleranze ristrette. Padroneggiando le applicazioni e i vantaggi di questi utensili, le officine di tornitura CNC possono offrire soluzioni affidabili e ad alte prestazioni in una vasta gamma di settori, dall'automotive all'aerospaziale.
Il successo di qualsiasi operazione di tornitura CNC dipende in larga misura dal materiale lavorato. Dalla robustezza e lavorabilità alla resistenza al calore e ai requisiti di finitura superficiale, le proprietà di un materiale giocano un ruolo fondamentale nella scelta di utensili, avanzamenti, velocità e persino del tipo di operazione di tornitura. Che si producano componenti torniti CNC per uso aerospaziale, medicale o industriale, la conoscenza dei materiali coinvolti consente a operatori e ingegneri di ottimizzare ogni fase del processo, dalla sgrossatura alla finitura.
Esploriamo i materiali più comunemente utilizzati nella tornitura CNC personalizzata, le loro caratteristiche e il modo in cui influiscono sulle tecniche di tornitura.
I processi di tornitura sono estremamente versatili e consentono di lavorare un'ampia varietà di metalli e non metalli. I criteri chiave per la selezione dei materiali includono durezza, tenacità, conduttività termica, resistenza alla corrosione e facilità di asportazione del truciolo. Di seguito sono riportati i materiali metallici più utilizzati nei servizi di tornitura CNC.

Acciaio inossidabile
Panoramica: Noto per la sua resistenza alla corrosione, la robustezza e il fascino estetico, l'acciaio inossidabile è una scelta popolare nei componenti medicali, alimentari e aerospaziali.
Caratteristiche di lavorazione:
Gradi utilizzati nella tornitura: 303 (il più facile da lavorare), 304, 316, 420 e 17-4PH.
Acciaio
Panoramica: L'acciaio è uno dei materiali più comunemente utilizzati nella tornitura e offre un buon equilibrio tra resistenza, costo e lavorabilità.
Caratteristiche di lavorazione:
applicazioni: Ricambi per autoveicoli, componenti industriali, alberi e ingranaggi.
Ferro (ghisa)
Panoramica: Ampiamente utilizzata nei macchinari pesanti e nei componenti dei motori, la ghisa ha eccellenti proprietà di smorzamento e resistenza all'usura.
Caratteristiche di lavorazione:
Tipi comuni: Ghisa grigia, ghisa duttile.
Ottone
Panoramica: L'ottone è una lega di rame e zinco, facile da lavorare e offre un'eccellente resistenza alla corrosione e conduttività.
Caratteristiche di lavorazione:
Usi comuni: Raccordi, valvole, connettori elettronici.
Alluminio
Panoramica: Leggero e versatile, l'alluminio è uno dei metalli più utilizzati nella tornitura CNC grazie alla sua lavorabilità e all'eccellente rapporto resistenza/peso.
Caratteristiche di lavorazione:
Leghe comuni: 6061, 7075, 2024
applicazioni: Prodotti aerospaziali, automobilistici, medicali e di consumo.
Leghe di nichel
Panoramica: Note per la loro resistenza alla corrosione e alla resistenza alle alte temperature, le leghe a base di nichel sono ampiamente utilizzate nei settori aerospaziale ed energetico.
Caratteristiche di lavorazione:
Esempi: Inconel, Monel, Hastelloy
Titanio
Panoramica: Molto apprezzato per il suo eccellente rapporto resistenza/peso e per la sua biocompatibilità, il titanio è la scelta migliore nei settori aerospaziale, medico e della difesa.
Caratteristiche di lavorazione:
Gradi comuni: Grado 2 (commercialmente puro), Grado 5 (Ti-6Al-4V)
Conclusione
La scelta del materiale giusto per un'operazione di tornitura influisce direttamente sulla produttività, sulla durata dell'utensile e sulla qualità del pezzo. Mentre metalli come l'alluminio e l'ottone offrono una lavorabilità più semplice, materiali come il titanio e le leghe di nichel richiedono utensili e parametri più specifici. Conoscendo queste caratteristiche dei materiali, le officine di tornitura CNC possono offrire soluzioni più efficienti ed economiche, soprattutto quando si lavora alla tornitura di prototipi CNC o a progetti di tornitura CNC personalizzati ad alta precisione.
Materie plastiche utilizzate nella tornitura CNC
Mentre i metalli dominano molte applicazioni di tornitura CNC, le materie plastiche sono diventate sempre più popolari nei settori che richiedono componenti leggeri, resistenti alla corrosione e non conduttivi. Grazie ai progressi nei servizi di tornitura CNC e al miglioramento della tecnologia degli utensili, è ora possibile lavorare le materie plastiche ingegneristiche con elevata precisione, rendendole adatte ad applicazioni medicali, aerospaziali, elettroniche e industriali. La scelta del materiale plastico giusto è fondamentale per ottenere le prestazioni meccaniche, termiche ed estetiche richieste nei componenti torniti CNC.
Analizziamo nel dettaglio alcune delle materie plastiche più comunemente utilizzate nella tornitura CNC: policarbonato (PC), PEEK, PEI e PP, evidenziandone le caratteristiche, la lavorabilità e le applicazioni.
Policarbonato (PC)
Panoramica: Il policarbonato è una plastica trasparente e altamente resistente agli urti, nota per la sua robustezza e stabilità dimensionale. È ampiamente utilizzato come sostituto del vetro in lenti, involucri e schermi trasparenti.
Caratteristiche di lavorazione:
Proprietà chiave:
applicazioni:
PEEK (polietere etere chetone)
Panoramica: il PEEK è un materiale termoplastico ad alte prestazioni con un'eccezionale resistenza meccanica e chimica. Viene spesso utilizzato in ambienti ad alto calore e carichi elevati, il che lo rende uno dei materiali preferiti nei settori aerospaziale, medico e automobilistico.
Caratteristiche di lavorazione:
Proprietà chiave:
applicazioni:
PEI (polieterimmide, ad esempio Ultem)
Panoramica: Il PEI è una plastica amorfa ad alta resistenza, nota per la sua resistenza al calore, rigidità e ignifugazione. Viene spesso utilizzata quando sono richiesti sia isolamento elettrico che prestazioni strutturali.
Caratteristiche di lavorazione:
Proprietà chiave:
applicazioni:
PP (polipropilene)
Panoramica: Il polipropilene è un termoplastico versatile ed economico con un'eccellente resistenza chimica e alla fatica. È comunemente utilizzato in applicazioni di laboratorio, di manipolazione di prodotti chimici e di imballaggio.
Caratteristiche di lavorazione:
Proprietà chiave:
applicazioni:
Conclusione
Nella tornitura CNC personalizzata, la scelta dei materiali plastici deve essere in linea con i requisiti funzionali e ambientali del prodotto finale. Mentre il policarbonato offre trasparenza e resistenza agli urti, materiali come PEEK e PEI eccellono in ambienti difficili e ad alte temperature. Per ambienti con costi contenuti o con agenti chimici aggressivi, il PP rappresenta la soluzione ideale. Con il giusto approccio alla lavorazione e alla selezione dei materiali, le materie plastiche possono offrire prestazioni e producibilità eccezionali sia nei moderni progetti di tornitura CNC per prototipi che nei cicli di produzione.
Materiali compositi, ceramiche e utensili da taglio nelle operazioni di tornitura
Compositi e ceramiche in tornitura
Compositi e ceramiche sono sempre più utilizzati in applicazioni ad alte prestazioni grazie al loro eccellente rapporto resistenza/peso, alla resistenza all'usura e alle proprietà termiche. Tuttavia, questi materiali presentano sfide specifiche nelle operazioni di tornitura CNC a causa della loro durezza e fragilità.
compositi
Panoramica: I compositi sono materiali ingegnerizzati realizzati a partire da due o più materiali costituenti con proprietà fisiche o chimiche diverse. Tra i compositi più comuni figurano i polimeri rinforzati con fibra di carbonio (CFRP) e i polimeri rinforzati con fibra di vetro (GFRP).
Considerazioni sulla lavorazione:
applicazioni:
Perchè importa: Quando si lavora con la tornitura CNC personalizzata di materiali compositi, la selezione attenta degli utensili e l'ottimizzazione dei parametri di taglio sono essenziali per preservare l'integrità del materiale e prolungare la durata dell'utensile.
Ceramici
Panoramica: Materiali ceramici come l'allumina (Al₂O₃) e il nitruro di silicio (Si₃N₄) vengono utilizzati laddove la resistenza alle alte temperature, l'inerzia chimica e la resistenza all'usura sono fondamentali. Sono spesso impiegati nei settori aerospaziale, energetico e biomedico.
Considerazioni sulla lavorazione:
applicazioni:
Perchè importa: La ceramica richiede attrezzature di precisione e servizi di tornitura CNC specializzati, che spesso comportano processi secondari come la molatura o la lucidatura dopo la sgrossatura.
Materiali per utensili da taglio nella tornitura CNC
L'efficacia di qualsiasi operazione di tornitura CNC dipende in larga misura dal materiale utilizzato per l'utensile da taglio. Di seguito sono riportati i materiali più comuni utilizzati per la tornitura di vari tipi di pezzi:
Acciaio ad alta velocità (HSS)
Panoramica: Noto per la sua tenacità e convenienza, l'HSS è adatto alla tornitura generica, in particolare per piccoli lotti e materiali più morbidi come alluminio e plastica.
PRO:
limitazioni:
Carburo
Panoramica: Gli utensili in carburo, realizzati in carburo di tungsteno con un legante al cobalto, offrono un ottimo equilibrio tra durezza e tenacità.
PRO:
applicazioni: Ideale per la tornitura di acciaio, acciaio inossidabile, ghisa e metalli non ferrosi.
Utensili da taglio in ceramica
Panoramica: Gli inserti in ceramica sono più duri del metallo duro e vengono utilizzati per la finitura ad alta velocità di materiali temprati.
PRO:
limitazioni:
Cermet
Panoramica: I cermet, una combinazione di materiali ceramici e metallici, sono ideali per operazioni di tornitura fine e semifinitura.
PRO:
applicazioni: Spesso utilizzato per operazioni di finitura nella produzione automobilistica e aerospaziale ad alto volume.
Nitruro di boro cubico (CBN)
Panoramica: Secondi solo al diamante per durezza, gli utensili CBN vengono utilizzati per la tornitura di acciai temprati (>45 HRC).
PRO:
limitazioni:
Diamante policristallino (PCD)
Panoramica: Il PCD è ideale per la tornitura di materiali non ferrosi e compositi grazie alla sua estrema durezza e resistenza all'usura.
PRO:
limitazioni:
Acciaio per utensili
Panoramica: Utilizzati per utensili speciali di formatura e tornitura, gli acciai per utensili (come A2, D2) sono durevoli e possono essere trattati termicamente per aumentarne la durezza.
PRO:
limitazioni:
Conclusione
La selezione dei materiali degli utensili è fondamentale per ottimizzare le operazioni di tornitura, ridurre i tempi di fermo e ottenere le finiture superficiali desiderate. Ogni materiale offre vantaggi specifici a seconda dell'applicazione, che si producano pezzi torniti CNC in metallo, plastica, ceramica o materiali compositi. Per esigenze complesse, officine di tornitura CNC esperte come VMT aiutano a identificare la migliore combinazione utensile-pezzo per offrire precisione, efficienza e valore.
La tornitura è uno dei processi di lavorazione sottrattiva più utilizzati nell'industria manifatturiera, in particolare nella produzione di componenti tondi o cilindrici. Che venga eseguita manualmente o tramite servizi avanzati di tornitura CNC, la tornitura offre numerosi vantaggi per i produttori di componenti, ma presenta anche alcune sfide che devono essere attentamente considerate prima di sceglierla per il proprio progetto.
Vantaggi della tornitura
Le operazioni di tornitura sono estremamente efficienti quando si tratta di creare componenti rotanti con tolleranze ristrette, finiture precise e risultati ripetibili. Con l'avvento delle torniture CNC e dell'automazione, questo processo è diventato indispensabile in una vasta gamma di settori, tra cui aerospaziale, automobilistico, medicale e molti altri.
Alta precisione
La tornitura è ideale per la produzione di componenti con tolleranze dimensionali ristrette. I torni CNC sono in grado di raggiungere livelli di precisione entro ±0.005 mm, il che li rende adatti alla produzione di componenti di precisione in applicazioni aerospaziali e medicali.
Finitura superficiale fine
Con i giusti parametri di taglio e utensili, la tornitura può raggiungere una rugosità superficiale inferiore a 0.8 µm Ra. Questa levigatezza riduce o elimina la necessità di ulteriori processi di finitura, rendendola una soluzione conveniente per determinati requisiti estetici o funzionali.
Versatilità
La tornitura non si limita al taglio di forme cilindriche. Supporta molteplici operazioni come filettatura, alesatura, scanalatura e zigrinatura. È possibile lavorare un'ampia varietà di materiali, dalle plastiche morbide agli acciai temprati e alle leghe più esotiche come titanio e Inconel.
Finitura superficiale liscia
A differenza della fresatura, che può lasciare segni dovuti ai percorsi utensile, la tornitura crea tagli puliti e continui. Ciò si traduce in una maggiore integrità superficiale, particolarmente importante per superfici di tenuta o di supporto.
Efficienza della produzione di massa
Le operazioni di tornitura, soprattutto se automatizzate tramite centri di tornitura CNC, sono estremamente efficienti per la produzione in serie. Una volta completata la configurazione, le macchine possono produrre centinaia o migliaia di pezzi identici con una qualità costante e una supervisione minima.
Efficienza dell'automazione
Le moderne macchine di tornitura CNC si integrano con i sistemi CAD/CAM, consentendo una rapida programmazione, simulazione e ottimizzazione del percorso utensile. Questo riduce i tempi di consegna e l'errore umano, semplificando la produzione sia di prototipi che di pezzi prodotti in serie.
Limitazioni delle operazioni di tornitura
Nonostante i suoi numerosi punti di forza, la tornitura presenta alcuni limiti di cui i produttori devono tenere conto. Questi svantaggi si presentano spesso quando si gestiscono geometrie complesse, si lavora con materiali tenaci o si gestiscono i costi nella produzione a basso volume.
Attrezzatura costosa
I torni CNC rappresentano un investimento significativo. I modelli di fascia alta con capacità multiasse, cambio utensile automatico e utensili motorizzati possono costare decine di migliaia di dollari. Inoltre, la manutenzione continua e gli aggiornamenti software contribuiscono ad aumentare i costi a lungo termine.
Usura degli strumenti
Gli utensili da taglio utilizzati nella tornitura, in particolare gli inserti in metallo duro o ceramica, sono soggetti a usura, soprattutto quando si lavora con metalli duri o ad alte velocità di taglio. La sostituzione e la gestione degli utensili aumentano i costi operativi e possono causare ritardi nella produzione.
Limitazioni materiali
La tornitura è più adatta per pezzi cilindrici o simmetrici. Geometrie irregolari e non rotazionali sono prodotte in modo più efficiente tramite fresatura o metodi di produzione additiva. Inoltre, materiali fragili o stratificati come i compositi possono scheggiarsi o delaminarsi durante la tornitura.
Limitazioni delle forme complesse
Mentre alcuni centri di tornitura CNC multiasse possono gestire forme più complesse, i torni tradizionali hanno difficoltà a gestire geometrie 3D complesse o sottosquadri. Per i componenti che richiedono una contornatura o una fresatura più complessa, la fresatura o la lavorazione a 5 assi potrebbero essere più adatte.
Tempo di installazione e limitazioni
Per la tornitura CNC personalizzata o la produzione in piccoli volumi, i tempi di attrezzaggio (come la progettazione delle attrezzature, il caricamento degli utensili e la programmazione) possono essere sproporzionatamente elevati. Questo rende la tornitura meno adatta alla prototipazione, a meno che non si utilizzino macchine flessibili o ibride con sistemi di cambio rapido.
Pensiero finale
La tornitura rimane uno dei metodi più potenti e precisi nel mondo delle lavorazioni CNC. Comprenderne i vantaggi e gli svantaggi aiuta i produttori a scegliere l'approccio giusto per la produzione di componenti torniti CNC, garantendo qualità, tempi di consegna ed efficienza dei costi ottimali. Se il vostro progetto riguarda componenti cilindrici, i servizi di tornitura CNC personalizzati di VMT offrono la competenza e le attrezzature necessarie per soddisfare anche le specifiche più esigenti.
Creare componenti torniti CNC di alta qualità non significa solo utilizzare le macchine giuste: inizia in fase di progettazione. Decisioni di progettazione errate possono portare a inefficienze di lavorazione, aumento dei costi e scarti di produzione. Ecco perché è fondamentale capire come ottimizzare la progettazione per le operazioni di tornitura, soprattutto quando ci si affida a servizi di tornitura CNC professionali come VMT. Questi suggerimenti possono contribuire a semplificare la produzione, ridurre gli errori e migliorare le prestazioni dei componenti.
Cercare di mantenere uno spessore uniforme della parete
Lo spessore delle pareti gioca un ruolo fondamentale sia per la stabilità del pezzo che per le prestazioni di lavorazione. Uno spessore non uniforme delle pareti può causare problemi come flessione dell'utensile, vibrazioni, vibrazioni e dissipazione del calore non uniforme durante il processo di tornitura. Questi fattori aumentano il rischio di imprecisioni dimensionali, deformazioni o persino guasti del pezzo. Ove possibile, è importante mantenere uno spessore delle pareti uniforme in tutto il pezzo, soprattutto nelle sezioni cave o cilindriche, per migliorare l'efficienza di lavorazione e l'integrità strutturale. Per i pezzi con pareti sottili, l'utilizzo di strutture di supporto o di elementi interni per rinforzare la geometria può anche contribuire a ridurre la deformazione.
Evitare di realizzare progetti complessi
Sebbene i moderni centri di tornitura CNC offrano elevati livelli di automazione e capacità multiasse, geometrie eccessivamente complesse possono comunque aumentare la difficoltà e i costi di lavorazione. Caratteristiche come sottosquadri profondi, scanalature interne, spigoli vivi e contorni intricati richiedono spesso utensili personalizzati, configurazioni speciali o operazioni secondarie. Questi aumentano i tempi di ciclo, i costi e il potenziale di errore. Come regola generale, è consigliabile attenersi a design con simmetria rotazionale, semplificare le transizioni e limitare le tolleranze ristrette alle sole aree funzionali. Questo mantiene il processo di tornitura più veloce e affidabile, soprattutto nella tornitura di prototipi CNC.
Seleziona le dimensioni standard della filettatura di tornitura
Dimensioni di filettatura personalizzate o non standard non solo aumentano i costi di lavorazione, ma complicano anche il processo di tornitura. Le filettature standard, come UNC, UNF, metriche ISO o BSP, sono ampiamente supportate dagli utensili commerciali, rendendole più veloci ed economiche da lavorare. Ove possibile, progettare le caratteristiche filettate utilizzando le specifiche standard del settore ed evitare filettature che richiedono inserti o maschi speciali. Inoltre, assicurarsi che nel modello CAD siano inclusi scarichi e runout di filettatura adeguati per evitare sovratagli o filettature incomplete.
Elaborazione con una configurazione
Minore è il numero di volte in cui un pezzo deve essere rimontato durante la lavorazione, meglio è. Ogni volta che un pezzo viene nuovamente bloccato, aumenta il rischio di errori di allineamento, che possono causare incongruenze dimensionali o scarti. Per garantire elevata precisione e ripetibilità, progettate il vostro pezzo in modo che tutte o la maggior parte delle operazioni di tornitura possano essere completate in un'unica configurazione. Considerate caratteristiche come la simmetria, l'accesso a entrambe le facce e la riduzione al minimo della necessità di lavorazioni secondarie. I torni multimandrino o contromandrino aiutano ulteriormente a eseguire operazioni complesse in un'unica passata, riducendo i tempi di ciclo e la manodopera.
Sintesi
Applicando questi principi di progettazione durante la fase di pianificazione, è possibile massimizzare l'efficienza, ridurre al minimo i rischi di produzione e ridurre i costi. Che si producano piccoli lotti di componenti torniti CNC o che si desideri ampliare la propria attività tramite un'officina di tornitura CNC personalizzata, la progettazione per la producibilità (DFM) è essenziale. Collaborare con un'officina di lavorazioni CNC esperta come VMT garantisce che i progetti non siano solo lavorabili, ma anche ottimizzati per qualità e tempi di consegna.
La tornitura è uno dei processi di lavorazione più versatili e ampiamente utilizzati nella produzione moderna. Che si tratti di produrre alberi di precisione o filettature complesse, le operazioni di tornitura consentono la creazione di componenti in innumerevoli settori. Dalla tornitura di prototipi CNC su piccola scala alla produzione su larga scala di assiemi complessi, il suo impatto spazia dalle automobili ai veicoli spaziali. Di seguito, esploriamo come questa tecnica fondamentale sia al servizio di settori chiave, fornendo componenti affidabili, precisi ed economici.
Nel settore automobilistico, la tornitura svolge un ruolo fondamentale nella produzione di componenti che richiedono elevata precisione e durata. Parti di motore, assali, alberi motore, dischi freno, piantoni dello sterzo e alberi di trasmissione sono solo alcuni esempi di componenti comunemente prodotti utilizzando servizi di tornitura CNC. Questi componenti richiedono spesso tolleranze ristrette ed eccellenti finiture superficiali per garantire prestazioni ottimali, sicurezza e conformità agli standard di settore. Poiché la tornitura è ideale per componenti a simmetria rotazionale, è particolarmente adatta alla produzione ad alta velocità di componenti cilindrici utilizzati nei motori a combustione interna e nei sistemi di trasmissione.
Principali vantaggi della tornitura nelle applicazioni automobilistiche:
L'industria aerospaziale richiede estrema precisione, tracciabilità e integrità dei materiali, e la tornitura è fondamentale per soddisfare tali aspettative. Componenti del carrello di atterraggio, turbine dei motori, elementi di fissaggio della fusoliera, bobine delle valvole idrauliche e alberi della strumentazione sono tutti componenti che beneficiano della tornitura CNC personalizzata. Nel settore aerospaziale, anche il minimo errore può compromettere la sicurezza o le prestazioni di un velivolo, ed è per questo che i componenti torniti CNC devono soddisfare specifiche rigorose.
Materiali come titanio, Inconel e alluminio leggero vengono spesso utilizzati, richiedendo utensili e parametri di taglio robusti. Torni CNC ad alte prestazioni con torni a 5 assi o a fantina mobile vengono spesso impiegati per gestire geometrie complesse e standard rigorosi.
La precisione è fondamentale in campo medico, sia per le prestazioni che per la sicurezza dei componenti. Le operazioni di tornitura sono ampiamente utilizzate nella produzione di strumenti chirurgici, impianti ortopedici, componenti dentali e connettori medicali. Questi componenti richiedono spesso finiture lisce, tolleranze precise e compatibilità con materiali biocompatibili come acciaio inossidabile, titanio e materie plastiche di grado medicale.
Grazie alla tornitura CNC per prototipi, i produttori di dispositivi medici possono iterare e convalidare rapidamente i progetti prima di passare alla produzione su larga scala. La flessibilità della tornitura supporta anche la produzione di impianti e dispositivi specifici per il paziente.
Industria militare e della difesa
Nelle applicazioni militari e di difesa, la tornitura è essenziale per la produzione di componenti mission-critical che devono resistere ad ambienti difficili e carichi meccanici estremi. Le applicazioni spaziano dai sistemi d'arma e dagli alberi di trasmissione dei veicoli alle apparecchiature di comunicazione e ai componenti aerospaziali. Questi componenti sono spesso realizzati in leghe speciali, come acciai resistenti al calore e titanio, che vengono lavorate al meglio utilizzando tecnologie di tornitura CNC avanzate.
La capacità di produrre componenti con elevata precisione, ripetibilità e robustezza è uno dei motivi principali per cui gli appaltatori della difesa si affidano a centri di tornitura CNC esperti per soddisfare le specifiche di progetto più esigenti. Inoltre, la tornitura supporta una produzione a risposta rapida, fondamentale per le operazioni sul campo o la logistica della difesa.
Conclusione
In questi settori, la tornitura è più di un semplice metodo: è un pilastro di una produzione affidabile e scalabile. Che si tratti di costruire un prototipo di dispositivo medico, assemblare un motore aeronautico o progettare componenti automobilistici ad alta tolleranza, le operazioni di tornitura offrono la precisione e la flessibilità necessarie per il successo. Per le aziende che desiderano dare vita a componenti complessi, la collaborazione con un fornitore di servizi di tornitura CNC qualificato come VMT garantisce qualità, velocità e prestazioni costanti in tutte le applicazioni.
Nella produzione moderna, le operazioni di tornitura CNC si basano in larga misura su software avanzati per garantire precisione, ripetibilità ed efficienza. L'ecosistema software utilizzato nella tornitura CNC personalizzata include tipicamente CAD (Computer-Aided Design), CAM (Computer-Aided Manufacturing) e strumenti di simulazione. Queste piattaforme sono fondamentali per ogni aspetto, dalla progettazione delle geometrie dei componenti alla simulazione dei percorsi utensile e all'ottimizzazione dei parametri di lavorazione.
Software comunemente utilizzati nella tornitura CNC:
Queste piattaforme integrate riducono i tempi di configurazione, migliorano la durata degli utensili e consentono ai servizi di tornitura CNC di gestire in modo efficiente geometrie complesse e tolleranze strette.
Come qualsiasi processo industriale, la tornitura CNC presenta una serie di rischi per la sicurezza se non gestita correttamente. Parti rotanti ad alta velocità, utensili da taglio affilati e trucioli metallici volanti possono creare condizioni pericolose per gli operatori e le attrezzature.
Principali pericoli della tornitura CNC:
Una formazione adeguata, protezioni delle macchine, dispositivi di protezione individuale (DPI) e interblocchi di sicurezza sono essenziali per ridurre al minimo questi rischi in qualsiasi tornitura CNC.
Sebbene le operazioni di tornitura siano essenziali per la produzione, possono avere effetti collaterali fisici e legati ai materiali, a seconda dei parametri di processo, degli utensili e dei materiali utilizzati.
Effetti collaterali comuni:
Questi effetti possono essere attenuati utilizzando gli utensili di tornitura CNC giusti, scegliendo parametri di taglio ottimali e sfruttando fasi di post-lavorazione come la lucidatura o il rivestimento.
Sebbene la tornitura CNC sia più rispettosa dell'ambiente rispetto a molti metodi di produzione tradizionali, pone comunque alcune sfide ecologiche.
Considerazioni ambientali:
Gli sforzi per migliorare la sostenibilità includono l'adozione della tornitura a secco (senza refrigerante), l'utilizzo di refrigeranti biodegradabili e l'approvvigionamento di materiali riciclati per i pezzi torniti CNC. Molte aziende di tornitura CNC si stanno inoltre orientando verso macchinari a basso consumo energetico e sistemi di riciclo a circuito chiuso per ridurre il loro impatto ambientale.
Sì, la tornitura è considerata una delle lavorazioni CNC più convenienti, in particolare per componenti cilindrici o simmetrici. Rispetto ad altri metodi come la rettifica o l'elettroerosione, la tornitura offre velocità di produzione più elevate e costi di attrezzaggio inferiori per i componenti standard.
Perché la tornitura è conveniente:
Per i produttori che lavorano su progetti di tornitura CNC personalizzati o su prototipi di tornitura CNC di grandi volumi, la tornitura offre il perfetto equilibrio tra prestazioni, velocità e fattibilità economica.
A prima vista, un centro di tornitura e un tornio possono sembrare svolgere la stessa funzione: entrambi ruotano un pezzo mentre un utensile da taglio asporta il materiale. Tuttavia, esistono differenze sostanziali tra i due, soprattutto in termini di capacità, automazione e versatilità. Comprendere la differenza tra un tornio tradizionale e un centro di tornitura CNC è essenziale per scegliere la soluzione giusta per i servizi di tornitura CNC, soprattutto nelle lavorazioni complesse o ad alto volume.
Un tornio è una macchina utensile di base, generalmente utilizzata per operazioni di tornitura standard. I torni manuali richiedono operatori esperti che azionano leve e manopole per controllare le azioni di taglio. Sebbene siano ideali per progetti semplici e componenti unici, non dispongono di automazione e di funzionalità di attrezzaggio avanzate.
D'altro canto, un centro di tornitura CNC è una versione più avanzata e computerizzata di un tornio. Spesso è dotato di più assi (inclusi utensili motorizzati per fresatura e foratura), cambi utensili automatici, alimentatori di barre e raccoglitori di pezzi. Queste caratteristiche consentono lavorazioni multifunzionali in un'unica configurazione, migliorando la produttività, la precisione e la coerenza dei pezzi. I centri di tornitura sono ideali per la produzione di pezzi torniti CNC con geometrie complesse, tolleranze strette e design intricati.
In breve, i torni sono più adatti per lavori più semplici e a basso volume, mentre i centri di tornitura sono adatti per operazioni di tornitura CNC personalizzate ad alta precisione e alta efficienza.
Tecnologie alternative per la tornitura
Nella scelta di un metodo di lavorazione, la tornitura è spesso la scelta ideale per i pezzi cilindrici. Tuttavia, processi alternativi come la fresatura e la rettifica possono essere più adatti in determinati scenari, in particolare quando sono richieste forme, finiture o tolleranze diverse. Esploriamo queste due principali alternative e quando possono essere più vantaggiose della tornitura.
La fresatura è un processo di lavorazione in cui un utensile da taglio rotante si muove su un pezzo fermo per rimuovere materiale. Mentre la tornitura modella i pezzi ruotandoli, la fresatura modella i pezzi muovendo la fresa. La fresatura è ideale per creare superfici piane, scanalature, tasche e forme 3D complesse, caratteristiche difficili da ottenere con la tornitura. È particolarmente utile per pezzi non cilindrici o quando il pezzo presenta più superfici che richiedono lavorazione.
In un'officina di fresatura CNC, le fresatrici automatiche possono raggiungere elevati livelli di dettaglio e precisione, rendendole un valido complemento o un'alternativa alla tornitura. Ad esempio, la lavorazione CNC di prototipi spesso prevede una combinazione di tornitura e fresatura per ottenere i risultati desiderati.

La rettifica è un processo di finitura che utilizza una mola abrasiva per ottenere finiture superficiali estremamente fini e tolleranze ristrette. Viene in genere utilizzata dopo la tornitura o la fresatura per migliorare la precisione o rimuovere una quantità minima di materiale da superfici dure. La rettifica può raggiungere finiture superficiali fino a Ra 0.1 µm, che la tornitura non può eguagliare.
In applicazioni come la produzione di componenti aerospaziali o medicali, la rettifica viene spesso scelta per la sua uniformità e integrità superficiale, soprattutto quando si lavora con metalli o ceramiche trattati termicamente. Sebbene sia più lenta e costosa della tornitura, è insostituibile quando la qualità superficiale e la precisione delle tolleranze sono fondamentali.
In conclusione, sebbene la tornitura sia altamente efficiente e versatile per molti componenti cilindrici, la fresatura e la rettifica offrono punti di forza unici che possono essere più adatti ad applicazioni specifiche. Sapere quando utilizzare ciascun metodo, singolarmente o in combinazione, garantisce prestazioni ottimizzate, costi ridotti e una migliore qualità dei componenti in tutti i servizi di lavorazione CNC.

Quando il tuo progetto richiede precisione, efficienza e affidabilità, la scelta del partner giusto è fondamentale quanto la progettazione stessa. Noi di VMT siamo specializzati nella fornitura di servizi di tornitura CNC personalizzati che soddisfano le esigenze in continua evoluzione di settori che spaziano dall'aerospaziale all'automotive, dal medicale alla robotica. Che stiate lavorando a un prototipo, a un lotto di piccole dimensioni o a una produzione completa, il nostro team si impegna a fornire componenti torniti CNC che corrispondano esattamente alle vostre specifiche.
La tua visione, la nostra competenza
Scegliere VMT significa molto più che esternalizzare una lavorazione meccanica: significa creare una partnership con un'officina di tornitura CNC specializzata che privilegia qualità, innovazione e velocità. Non ci limitiamo a gestire macchine: diamo vita alle vostre idee con tecnologia avanzata e know-how ingegneristico. Dalla selezione dei materiali e dal feedback DFM (Design for Manufacturability) alla post-lavorazione e finitura, lavoriamo a stretto contatto con voi in ogni fase.
Servizi di tornitura CNC end-to-end
Le nostre capacità di tornitura e produzione di prototipi CNC ci consentono di gestire un'ampia gamma di geometrie e materiali. Che si tratti di acciaio inossidabile, titanio, ottone o materie plastiche avanzate, i nostri centri di tornitura all'avanguardia garantiscono elevata precisione e costanza. Dotati di torni CNC multiasse, utensili automatizzati e rigorosi controlli di qualità, garantiamo pezzi che superano le aspettative.
Perché VMT?
Inizia oggi
VMT è più di un semplice Fabbrica di lavorazione CNC—siamo il tuo partner ideale per ogni tipo di soluzione, dalla prototipazione rapida alla produzione di torni CNC personalizzati su larga scala. Realizziamo il tuo progetto con servizi di lavorazione meccanica di alta qualità di cui ti puoi fidare. Contattaci oggi stesso per un preventivo gratuito e scopri la differenza che fa la precisione.

La tornitura è un processo di lavorazione fondamentale che offre elevata precisione, eccellenti finiture superficiali e adattabilità a un'ampia gamma di settori. Dalla sfacciatura e filettatura alla tornitura conica e all'alesatura, ogni tipo di operazione di tornitura ha uno scopo specifico, rendendo essenziale scegliere il metodo corretto in base al materiale, alla tolleranza e al design del pezzo. Comprendendo le capacità, gli strumenti e i parametri coinvolti e collaborando con un esperto Servizio di tornitura CNC Grazie a un fornitore come VMT, puoi avere la certezza che i tuoi componenti siano prodotti con precisione, efficienza e affidabilità, ogni volta.

1. Qual è il costo medio orario di tornitura?
Il costo orario per la tornitura CNC varia in base a fattori come il tipo di macchina, il materiale e la complessità. In media, varia dai 40 ai 150 dollari all'ora, con costi più elevati per i centri di tornitura ad alta precisione o a 5 assi avanzati.
2. Quale operazione di tornitura può produrre un taglio stretto?
Le operazioni di troncatura (taglio) vengono utilizzate per produrre tagli stretti e precisi per separare un pezzo dal materiale grezzo. Richiede un utensile da taglio sottile e un'elevata precisione per mantenere i bordi puliti.
3. Tornitura e alesatura sono lo stesso processo?
No. La tornitura viene in genere eseguita su superfici esterne, mentre la barenatura allarga o rifinisce una superficie cilindrica interna. La barenatura è un'operazione secondaria spesso eseguita dopo la foratura.
4. Quale operazione di tornitura viene utilizzata specificamente per il dimensionamento?
La tornitura rettilinea è l'operazione principale utilizzata per dimensionare alberi e componenti cilindrici in diametri e lunghezze precisi.
5. La tornitura e la foratura svolgono la stessa funzione?
Non esattamente. La tornitura viene eseguita su superfici esterne utilizzando un utensile fisso e un pezzo in lavorazione rotante. La foratura crea fori interni utilizzando un utensile rotante e un pezzo in lavorazione fisso.
6. Quanti tipi di operazioni di tornitura esistono?
Sono disponibili più di 15 operazioni di tornitura, tra cui tornitura frontale, tornitura conica, tornitura di contorni, scanalatura, filettatura, alesatura, smussatura, zigrinatura e molto altro.
7. Quali sono le 7 operazioni del tornio?
Le 7 operazioni base del tornio sono:
8. Quali sono le 10 operazioni del tornio?
Le 10 operazioni di tornitura più comunemente utilizzate sono:
9. Quali sono i diversi tipi di operazioni CNC?
Le operazioni CNC includono tornitura, fresatura, foratura, maschiatura, alesatura, barenatura, filettatura, incisione e rettifica, a seconda della geometria e del materiale del pezzo.
10. Quanti tipi di tornitura CNC esistono?
La tornitura CNC comprende la tornitura manuale, la tornitura automatica, la tornitura multiasse, la tornitura di tipo svizzero e le operazioni con utensili motorizzati per geometrie più complesse.
11. Quali sono le 5 operazioni che si possono eseguire su un tornio CNC?
Le cinque operazioni più comuni includono:
12. Quali sono i metodi di tornitura CNC?
I metodi includono:
13. Quali sono le 3 principali operazioni utilizzate nei centri di fresatura CNC?
Le principali lavorazioni di fresatura CNC sono:
14. Che cosa è un'operazione di tornitura conica?
La tornitura conica consiste nel produrre una superficie conica riducendo o aumentando gradualmente il diametro del pezzo in lavorazione lungo la sua lunghezza. È comunemente utilizzata per alberi e mandrini.
15. Che cosa è un'operazione di smussatura?
La smussatura rimuove il bordo tagliente all'estremità di un componente con un'angolazione specifica, in genere 45°, per facilitare il montaggio o migliorare l'estetica e la sicurezza.
16. Qual è la differenza tra tornitura a gradini e tornitura conica?
La tornitura a gradini crea più superfici cilindriche di diametri diversi lungo l'intera lunghezza del pezzo, mentre la tornitura conica crea una variazione graduale del diametro.
17. Che cosa è un'operazione di godronatura?
La zigrinatura viene utilizzata per creare una texture con motivo (linee incrociate o dritte) su superfici cilindriche per migliorarne la presa o l'aspetto estetico, in genere su manopole o manici di utensili.
Queste informazioni offrono una comprensione completa dei tipi di operazioni di tornitura, aiutandoti a scegliere il metodo più efficiente per il tuo progetto di parti tornite CNC.

 +86 15099911516
+86 15099911516


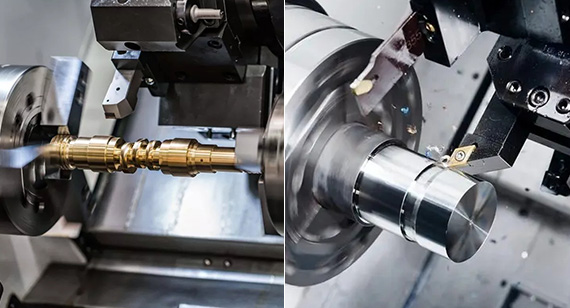
 Leggi di più
Leggi di più