Fábrica integral de piezas de mecanizado CNC personalizadas en China desde hace 15 años

¡Hola! ¡Soy VMT Sam!
Con 25 años de experiencia en mecanizado CNC, estamos comprometidos a ayudar a los clientes a superar 10000 desafíos complejos de procesamiento de piezas, todo para contribuir a una vida mejor a través de la fabricación inteligente. Contáctenos ahora
 655 Publicado por VMT el 09 de abril de 2025 | Tiempo de lectura: unos 10 minutos
655 Publicado por VMT el 09 de abril de 2025 | Tiempo de lectura: unos 10 minutos





Elegir el tipo correcto de operación de torneado puede ser el factor decisivo entre un proyecto eficiente y rentable y uno con retrabajos, tolerancias deficientes y desperdicio de material. Con el creciente uso del torneado CNC en diversas industrias, ingenieros y compradores suelen verse abrumados por la variedad de técnicas de torneado disponibles. Desde el refrentado y el torneado cónico hasta el contorneado, el mandrinado y el roscado, cada método ofrece ventajas únicas según el material, la geometría y los requisitos funcionales de la pieza. Si no está seguro de qué enfoque se adapta mejor a su diseño, no está solo.
Aquí es donde entra en juego esta guía: para aclarar, comparar y ayudarle a tomar decisiones informadas. Tanto si es un ingeniero que optimiza el diseño para la fabricación como si es un especialista en compras que busca el servicio de torneado CNC más eficiente, este artículo es su recurso de referencia para comprender los distintos tipos de operaciones de torneado, sus aplicaciones y cómo elegir la más adecuada.
Existen más de 15 tipos de operaciones de torneado, incluyendo refrentado, torneado cónico, ranurado, mandrinado y roscado. Cada método admite diferentes formas, tolerancias y materiales. La elección del tipo correcto depende de la geometría de la pieza, los requisitos de acabado superficial y el volumen de producción. Servicios de torneado CNC Puede integrar múltiples operaciones para lograr alta precisión y eficiencia de producción.
Para aprovechar al máximo la tecnología de torneado, es fundamental comprender cómo funciona cada tipo de operación y qué papel desempeña en la fabricación de piezas. Comencemos por desmitificar los conceptos básicos: qué es el torneado, cómo funciona y qué pasos implica el proceso de torneado, desde la configuración hasta la inspección final.
El torneado es un proceso de fabricación sustractiva en el que se moldea una pieza de trabajo giratoria mediante una herramienta de corte estacionaria. Generalmente realizada en un torno o centro de torneado CNC, esta operación elimina material de superficies cilíndricas o cónicas para lograr diámetros, longitudes y contornos precisos. Se utiliza en una amplia gama de industrias para crear componentes como ejes, bujes, fijaciones, accesorios y conectores. Gracias a los avances en la tecnología CNC, el torneado ahora puede manejar geometrías más complejas y tolerancias más estrictas que nunca.
A diferencia del fresado, que implica múltiples ejes y herramientas rotativas, el torneado se basa en la rotación de la propia pieza. Esta diferencia fundamental hace que el torneado sea especialmente adecuado para piezas redondas o simétricas. En los talleres de torneado CNC, el proceso está altamente automatizado, lo que se traduce en una mayor repetibilidad, una producción más rápida y menores costos de mano de obra, especialmente para Torneado CNC personalizado y proyectos de torneado de prototipos CNC.

En esencia, el torneado se basa en un principio simple: la pieza gira mientras la herramienta permanece fija. Sin embargo, en los sistemas de torneado CNC modernos, este proceso se programa y controla meticulosamente para lograr una precisión excepcional. Así es como se desarrolla una operación típica de torneado CNC:
Los talleres de torneado CNC suelen combinar operaciones para maximizar la eficiencia. El uso de piezas torneadas CNC de precisión en industrias como la aeroespacial, la médica y la automotriz subraya la importancia de seleccionar la operación adecuada para cada proyecto.
Analizaremos en profundidad los distintos tipos de operaciones de torneado para que pueda comprender cuándo y por qué se utiliza cada una, y cómo encajan en su proceso de diseño o fabricación.
El torneado es mucho más que un proceso único y uniforme: abarca una amplia variedad de operaciones de mecanizado adaptadas a requisitos específicos de geometría, dimensiones y acabado superficial. Tanto si trabaja en prototipado como en producción a gran escala, comprender estas operaciones de torneado le ayuda a garantizar que su pieza se mecanice con la técnica correcta, reduciendo tiempo, costes y retrabajo. Los servicios modernos de torneado CNC combinan varias operaciones en una sola secuencia para maximizar la productividad y la precisión. A continuación, desglosamos los 15 tipos de operaciones de torneado más utilizados, cada uno con sus aplicaciones y ventajas únicas.
Frente a
El refrentado es una de las operaciones de torneado más fundamentales y utilizadas en un torno o centro de torneado CNC. Consiste en retirar material del extremo de una pieza giratoria para producir una superficie plana perpendicular a su eje. Tanto en el mecanizado manual como en el CNC, el refrentado suele ser la primera operación, que prepara la pieza para un torneado de mayor precisión mediante el establecimiento de una cara de referencia limpia y cuadrada.
La herramienta de corte se mueve radialmente, ya sea desde el borde exterior hacia el centro o viceversa, según la estrategia de mecanizado. Generalmente, se monta perpendicularmente al eje de la pieza en un carro transversal o una torreta CNC. Para obtener los mejores resultados, es necesario controlar con precisión la velocidad de corte, el avance y la profundidad de corte para evitar el desgaste de la herramienta o irregularidades en la superficie.

Ventajas
Desventajas
Aplicaciones
El refrentado puede ser una operación básica, pero sienta las bases para el éxito de todos los procedimientos de torneado posteriores. En los servicios de torneado CNC, suele ser el primer paso, y el más repetido, en la producción en serie, lo que ayuda a garantizar la precisión dimensional y la integridad funcional de todas las piezas. ¿Desea que pase a la siguiente operación de torneado, como el torneado recto?
Torneado recto
El torneado recto es uno de los principales tipos de operaciones de torneado que se utilizan para reducir el diámetro de una pieza cilíndrica a un tamaño específico. Este proceso implica el avance de la herramienta de corte en paralelo al eje de rotación de la pieza. A medida que la pieza gira, se retira material uniformemente de su superficie exterior, lo que da como resultado una sección cilíndrica lisa y uniforme.
Esta operación se utiliza comúnmente en la producción de ejes, varillas o cualquier pieza que requiera diámetros externos precisos. La profundidad de corte, la velocidad y el avance se pueden ajustar según el material y los requisitos de acabado. El torneado recto puede realizarse manualmente o mediante tornos CNC avanzados, que permiten mayor precisión y automatización.

Ventajas
Desventajas
Aplicaciones
El torneado recto es una operación fundamental en los servicios modernos de torneado CNC. Ya sea que produzca un solo prototipo o miles de unidades de producción, este proceso es crucial para piezas que requieren diámetros de precisión y un excelente acabado superficial. ¿Pasamos a la siguiente operación de torneado, el torneado cónico?
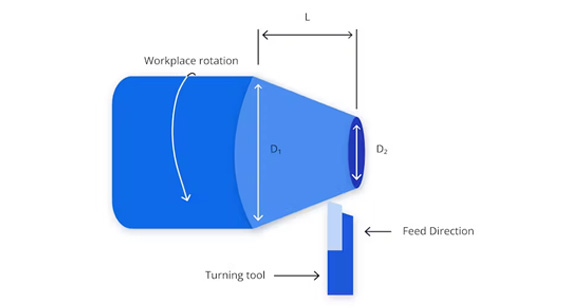
El torneado cónico es un tipo fundamental de operación de torneado en el que el diámetro de la pieza disminuye (o aumenta) gradualmente a lo largo de su longitud, formando una forma cónica. A diferencia del torneado recto, que mantiene un diámetro constante, el torneado cónico crea un perfil angular ajustando la trayectoria de la herramienta respecto al eje de la pieza. Esto suele ser necesario en aplicaciones que requieren que las piezas encajen en otros componentes con una conexión angular y ajustada, como ejes cónicos, pasadores o roscas de tuberías.
En los servicios de torneado CNC, el torneado cónico se puede programar con precisión en el sistema de control, lo que permite al operador definir el ángulo de conicidad, los puntos inicial y final, e incluso conicidades compuestas complejas. En las configuraciones de torneado manual, el torneado cónico se puede realizar mediante varios métodos: girando el apoyo compuesto, desplazando el contrapunto, utilizando un accesorio de torneado cónico o mediante control automático basado en CNC.

Ventajas
Desventajas
Aplicaciones
El torneado cónico es un proceso crucial en la ingeniería de precisión, ya que proporciona la funcionalidad y la fiabilidad necesarias en componentes con ajuste estrecho o de transferencia de carga. Gracias a los modernos talleres de torneado CNC, esta operación ahora se puede realizar con mayor rapidez, precisión y consistencia que nunca. ¿Listo para el siguiente proceso? Exploremos el torneado de contornos.
Torneado de contornos
El torneado de contornos es un tipo de operación de torneado que se utiliza para mecanizar perfiles curvos o irregulares en la superficie de una pieza cilíndrica. A diferencia del torneado recto o cónico, que trabaja con superficies lineales o angulares, el torneado de contornos implica la generación de formas complejas y suaves, como filetes, radios y curvas compuestas. Este proceso es especialmente vital cuando el componente requiere una combinación de diferentes diámetros o forma una transición superficial tridimensional a lo largo de su eje.
En los servicios modernos de torneado CNC, el torneado de contornos se ejecuta programando una trayectoria que sigue una geometría precisa definida en el software CAD/CAM. El torno CNC manipula la herramienta simultáneamente en los ejes X y Z para seguir el perfil definido. Esto hace que el torneado de contornos sea ideal para el torneado CNC personalizado, donde la precisión y la repetibilidad son primordiales.

Ventajas
Desventajas
Aplicaciones
El torneado de contornos libera el potencial de la tecnología CNC al permitir perfiles sofisticados de múltiples radios en un solo eje. Es una técnica de torneado esencial para industrias donde la forma, el ajuste y el acabado son cruciales. A continuación, exploraremos el ranurado, otra operación de torneado especializada con gran relevancia industrial.
Ranurado:¿Qué es y cuándo se utiliza en torneado CNC?
El ranurado es una operación fundamental de torneado que consiste en cortar un canal estrecho (o ranura) en la superficie de una pieza giratoria utilizando una herramienta de corte de forma especial. Estas ranuras pueden ser internas (dentro de un agujero o orificio), externas (en el diámetro exterior) o en la cara de la pieza (ranurado frontal). La geometría de la ranura puede ser cuadrada, redonda, en forma de V o personalizada, según los requisitos de la aplicación.
En los servicios modernos de torneado CNC, las operaciones de ranurado se realizan con trayectorias de herramienta precisas controladas por código numérico computacional, lo que permite tolerancias ajustadas, repetibilidad y versatilidad. El ranurado es especialmente importante en la producción de piezas torneadas CNC que requieren anillos de retención, juntas tóricas, anillos elásticos u otros elementos funcionales que deben asentarse firmemente en una zona rebajada.

Ventajas
Desventajas
Aplicaciones
El ranurado es una de las operaciones de torneado más importantes desde el punto de vista funcional, ya que ofrece ventajas estructurales, mecánicas y de sellado a innumerables industrias. A continuación, el siguiente proceso de torneado que abordaremos es el tronzado, una operación esencial en la mayoría de los proyectos de torneado CNC.
Corte (Tronzado): ¿Qué es y por qué es esencial en el torneado CNC?
El corte, también conocido como tronzado, es una operación clave de torneado en la que la pieza terminada se separa de la materia prima o barra restante. Este proceso implica el uso de una herramienta de corte estrecha y afilada que se mueve perpendicularmente sobre la pieza de trabajo giratoria hasta que la corta por completo. En los servicios de torneado CNC, esta suele ser la operación final tras completar todos los demás pasos del mecanizado, como el refrentado, el ranurado y el roscado.
La herramienta de corte se monta perpendicularmente al eje de rotación y debe penetrar con precisión en la posición preprogramada. En el torneado CNC personalizado, el tronzado se realiza con alta precisión para garantizar que el componente final tenga una superficie final limpia y precisa, especialmente importante en industrias con tolerancias estrictas, como la aeroespacial y la fabricación médica.
Ventajas
Desventajas
Aplicaciones
El tronzado es una de las operaciones de torneado más importantes, pero también la más importante, ya que garantiza una separación limpia de las piezas para garantizar la calidad y el procesamiento posterior. A continuación, exploraremos el roscado, una operación especializada que desempeña un papel fundamental en la funcionalidad mecánica de muchas piezas torneadas CNC.
Hilos de cuerda¿Qué es el roscado en el torneado y por qué es importante?
El roscado es una operación de torneado que se utiliza para crear ranuras o crestas helicoidales (comúnmente conocidas como roscas) en las superficies exteriores o interiores de una pieza cilíndrica. Estas roscas permiten que las piezas se conecten, sujeten o se muevan entre sí, y se encuentran en una amplia gama de componentes mecánicos como tornillos, pernos, ejes y accesorios. En los servicios de torneado CNC, el roscado se realiza a menudo con herramientas especializadas programadas para seguir el paso, la profundidad y el perfil exactos del tipo de rosca requerido.
El roscado puede ser externo (en el exterior de la pieza) o interno (dentro de un orificio), y generalmente se realiza con una herramienta de una sola punta o con accesorios de fresado de roscas. Los tornos CNC destacan en el roscado gracias a su alta precisión, repetibilidad y capacidad para producir roscas en sistemas métricos e imperiales.

Ventajas
Desventajas
Aplicaciones
El roscado es fundamental en las operaciones de torneado, ofreciendo ventajas tanto estructurales como funcionales. Al ser un proceso altamente técnico, demuestra la capacidad de precisión de los modernos talleres de torneado CNC. A continuación, exploraremos el mandrinado, un proceso utilizado para refinar diámetros internos a dimensiones y acabados exactos.
¿Qué es el mandrilado en el torneado y por qué es fundamental para la precisión?
El mandrilado es una operación de torneado que se utiliza para agrandar y acabar el diámetro interior de un orificio pretaladrado o fundido. A diferencia del taladrado, que crea un orificio inicial, el mandrilado se centra en el refinamiento preciso, garantizando que el orificio final sea liso, recto y dimensionalmente preciso. Esta operación se realiza generalmente en un torno o centro de torneado CNC utilizando una herramienta de corte de una sola punta conocida como barra de mandrilar.
En el torneado CNC personalizado, el mandrinado es especialmente importante cuando se requieren tolerancias extremadamente ajustadas, algo común en industrias como la aeroespacial, la automotriz y la fabricación de dispositivos médicos. La herramienta penetra en el orificio preformado y retira material a lo largo de la superficie interior para lograr el diámetro, la redondez, la concentricidad y el acabado superficial deseados.

Ventajas
Desventajas
Aplicaciones
En la amplia gama de operaciones de torneado, el mandrinado desempeña un papel crucial en el ajuste fino de las características internas para cumplir con especificaciones exigentes. En industrias donde la precisión del diámetro interno puede marcar la diferencia entre un fallo y la funcionalidad, el mandrinado sigue siendo uno de los procesos más fiables que ofrecen los servicios modernos de torneado CNC. A continuación, abordaremos el taladrado, otro proceso de mecanizado interno, pero que marca el inicio del proceso.
¿Qué es el taladrado en torneado y por qué es esencial en el mecanizado?
Trío Es uno de los tipos de operaciones de torneado más fundamentales y ampliamente utilizados. Consiste en la creación de un agujero cilíndrico mediante la rotación de una herramienta de corte, generalmente una broca, en una pieza de trabajo. Al realizarse en un torno o centro de torneado CNC, la pieza de trabajo gira mientras la broca permanece fija (a diferencia de las taladradoras, donde la broca gira). El taladrado suele ser el primer paso antes de operaciones como el mandrilado, el escariado o el roscado.
En los servicios de torneado CNC, el taladrado es esencial para iniciar las características internas de una pieza. Se puede utilizar para crear agujeros de paso, agujeros piloto para roscado o puntos de inicio para mecanizados de cavidades más complejos. Aunque en principio es sencillo, el taladrado en una configuración CNC permite mayor precisión, repetibilidad y personalización al trabajar con diversos materiales, desde metales hasta plásticos de ingeniería.

Ventajas
Desventajas
Aplicaciones
Como uno de los tipos principales de operaciones de torneado, el taladrado proporciona el punto de partida para la geometría interna. Combinado con tecnologías como el torneado CNC personalizado, ofrece no solo velocidad, sino también precisión y control, lo que prepara el terreno para procesos más refinados como el mandrinado o el roscado. Exploremos ahora el roscado, la operación que confiere a los agujeros perforados una rosca funcional.
¿Qué es el roscado en torneado y por qué es fundamental para los componentes roscados?
El roscado con macho es una operación de torneado que se utiliza para crear roscas internas en un agujero previamente perforado. Implica el uso de una herramienta de roscado (macho) que corta roscas en las paredes del agujero a medida que gira en la pieza de trabajo. En el contexto de los servicios de torneado CNC, el roscado con macho suele estar automatizado y programado con precisión, lo que garantiza la consistencia y precisión de la rosca, especialmente en la producción de alto volumen de piezas torneadas CNC.
El roscado suele realizarse después del taladrado en la secuencia de mecanizado. El orificio perforado actúa como guía, mientras que el macho define el paso, la profundidad y el diámetro de la rosca. Esto convierte al roscado en una operación vital para crear componentes que se ensamblarán con tornillos, pernos o espárragos.
En el torneado de prototipos CNC o la producción en masa, el roscado se utiliza para integrar sistemas de fijación directamente en la pieza, eliminando la necesidad de insertos u operaciones de roscado secundarias. Es aplicable a una amplia gama de metales y plásticos de ingeniería, lo que lo convierte en una solución versátil en diversas industrias.

Ventajas
Desventajas
Aplicaciones
En resumen, el roscado es un paso crucial en las operaciones de torneado para la producción de piezas que requieren fijaciones mecánicas seguras. Al integrarse con los servicios de torneado CNC, el roscado no solo se vuelve más preciso, sino también escalable y rentable, tanto para el prototipado como para la producción. A continuación, analicemos el moleteado, un proceso de torneado único que añade textura en lugar de cortar material.
¿Qué es el moleteado en torneado y cuándo se debe utilizar?
Moleteado Es una operación de torneado especializada que se utiliza para crear un patrón texturizado en la superficie de una pieza cilíndrica. A diferencia de los procesos de corte, el moleteado es una forma de trabajo en frío en la que una herramienta endurecida presiona la pieza de trabajo giratoria, desplazando el material para formar un patrón repetitivo en forma de diamante o línea recta. Este acabado superficial mejora el agarre, la estética o el agarre mecánico de la pieza.
En los servicios de torneado CNC, el moleteado se realiza generalmente mediante moletas o matrices montadas en un torno. Este proceso no elimina material, sino que lo redistribuye para crear crestas elevadas. Esta operación suele realizarse después de otros procesos de mecanizado, como el refrentado o el torneado recto. Resulta especialmente útil en aplicaciones de torneado CNC personalizadas donde el agarre es crucial, como en el caso de perillas, mangos de herramientas, instrumental quirúrgico o incluso elementos decorativos.
Los patrones de moleteado se pueden clasificar en tres tipos principales:

Ventajas
Desventajas
Aplicaciones
El moleteado puede no alterar significativamente las dimensiones de una pieza, pero mejora notablemente la usabilidad y el diseño ergonómico. Es uno de los pocos tipos de operaciones de torneado que se centra en la textura de la superficie en lugar de la forma o la geometría interna. En la siguiente sección, profundizaremos en el escariado, un proceso de acabado que aporta precisión al dimensionamiento de agujeros internos y al acabado superficial.
¿Qué es el escariado en torneado? Comprensión de su función de precisión en el mecanizado.
Escariado Es una operación de acabado de precisión que se utiliza para agrandar un agujero existente hasta un diámetro específico con alta precisión y un excelente acabado superficial. A diferencia del taladrado o mandrinado, que se utilizan principalmente para la eliminación de material, el escariado sirve para ajustar las dimensiones y mejorar la calidad superficial de un agujero pretaladrado o perforado. Garantiza que el agujero sea perfectamente redondo, liso y con tolerancias ajustadas.
En el torneado CNC, el escariado se realiza generalmente después del taladrado, utilizando una herramienta escariadora montada en un torno o centro de torneado CNC. La escariadora penetra lentamente en el agujero y corta una pequeña cantidad de material de las paredes para crear un acabado uniforme y pulido. Las aplicaciones de torneado CNC a medida suelen utilizar el escariado cuando los componentes requieren ajustes precisos, como rodamientos, ejes o pasadores que encajan en los agujeros.
Existen varios tipos de escariadores:

Ventajas
Desventajas
Aplicaciones
En resumen, el escariado es una operación de torneado crucial cuando se busca garantizar tolerancias ajustadas en los agujeros y un acabado superior. Complementa el taladrado y el mandrinado, y es especialmente valioso en industrias donde la precisión dimensional es fundamental. A continuación, exploraremos otra técnica de acabado, el chaflán, que añade valor tanto funcional como estético a las piezas torneadas CNC.
¿Qué es el torneado de chaflán y cuándo debe utilizarse?
El chaflán es una operación de torneado que consiste en cortar un borde biselado o una pendiente de transición (llamado chaflán) en el extremo o la esquina de una pieza cilíndrica. Este borde angulado se suele cortar entre 30° y 45°, según los requisitos de diseño, y se utiliza para eliminar esquinas afiladas, facilitar el ensamblaje o preparar piezas para su soldadura o acoplamiento.
En el torneado CNC, el chaflán suele formar parte de un proceso de mecanizado más amplio, que se añade al principio o al final del programa. La herramienta de torneado CNC sigue una trayectoria predefinida, eliminando una pequeña cantidad de material del borde de la pieza para crear una superficie limpia e inclinada. Esta operación es común en servicios de torneado CNC personalizados para mejoras tanto funcionales como estéticas.
El torneado de chaflanes no se limita a piezas circulares; se pueden añadir chaflanes internos y externos a agujeros, ejes, orificios e incluso roscas. Los talleres de torneado CNC suelen automatizar este proceso mediante herramientas de chaflanado o insertos de torneado multifunción.

Ventajas
Desventajas
Aplicaciones
El chaflán es un proceso de torneado simple pero esencial, ampliamente utilizado en industrias que valoran la precisión, la durabilidad y la estética. Tanto si desarrolla un prototipo CNC como si prepara una serie de producción de piezas torneadas CNC personalizadas, el chaflán ayuda a mejorar el ajuste, la función y la calidad general de la pieza. A continuación, analizaremos otra operación de acabado de precisión: el torneado escalonado, ideal para producir piezas con múltiples diámetros o secciones de eje.
¿Qué es el torneado escalonado y por qué es importante en el mecanizado CNC?
El torneado escalonado es un proceso fundamental de torneado que se utiliza para crear una serie de características cilíndricas concéntricas con diferentes diámetros a lo largo de una pieza. El resultado es un perfil escalonado donde cada segmento o sección se integra con el siguiente mediante un borde afilado o liso. Este proceso se realiza frecuentemente en un torno CNC y es una función esencial en los servicios de torneado CNC para componentes que requieren múltiples diámetros funcionales, como ejes, ejes o vástagos de pistón.
Durante el torneado escalonado, la pieza gira mientras la herramienta de corte se mueve longitudinalmente a lo largo del eje. La profundidad de corte se controla con precisión para lograr diversos diámetros. Estos pasos pueden ser iguales o de tamaño variable, según la geometría de la pieza. En los entornos modernos de torneado CNC personalizado, este proceso se automatiza fácilmente y ofrece una alta repetibilidad, ofreciendo eficiencia y precisión dimensional.

Ventajas
Desventajas
Aplicaciones
En el torneado de prototipos CNC o la producción en masa, el torneado escalonado desempeña un papel fundamental para obtener piezas funcionales de múltiples diámetros con una precisión excepcional. Es uno de los tipos de torneado más utilizados gracias a su capacidad para consolidar características en una sola pieza, lo que reduce la necesidad de mecanizado secundario o componentes adicionales. Al planificar su próximo proyecto con un taller de torneado CNC, saber cuándo y cómo utilizar el torneado escalonado puede influir significativamente en el rendimiento, la eficiencia y la rentabilidad.
¿Cómo elegir la operación de torneado adecuada para su proyecto CNC?
Elegir la operación de torneado correcta puede marcar la diferencia entre un proyecto CNC exitoso y uno que resulte en una pérdida de tiempo, material y presupuesto. Con tantos tipos de operaciones de torneado disponibles, es fundamental encontrar el método adecuado para la geometría, la función y los requisitos de rendimiento de su pieza. Tanto si trabaja con piezas torneadas CNC para prototipado como para producción a gran escala, cada operación (refrentado, mandrinado, roscado, moleteado o torneado cónico) ofrece ventajas únicas según el diseño y las condiciones de uso final.
La mejor manera de abordar esta decisión es evaluar su proyecto a través de varios criterios críticos: el tipo de material utilizado, las tolerancias requeridas, los acabados superficiales y la geometría general. Tomar la decisión correcta al inicio de su proceso de torneado CNC personalizado no solo garantiza resultados óptimos, sino que también contribuye a la rentabilidad y a plazos de entrega más cortos.
Tipo De Material
El material de la pieza de trabajo juega un papel fundamental a la hora de determinar la operación de torneado más adecuada. Por ejemplo:
La maquinabilidad del material elegido siempre debe guiar la selección de herramientas, las velocidades de avance e incluso la estrategia de torneado (por ejemplo, pasadas de desbaste o de acabado).
Precisión dimensional
Si su diseño requiere tolerancias ajustadas, por ejemplo, de unas pocas micras, probablemente necesitará operaciones de precisión como torneado de contornos, roscado o mandrinado. Operaciones como el torneado escalonado o el escariado también son útiles para lograr diámetros concéntricos precisos o acabados de orificios lisos. Por otro lado, para el conformado de desbaste o básico, donde las tolerancias son más flexibles, operaciones como el torneado recto o el ranurado pueden ser suficientes.
En el torneado de prototipos CNC, lograr precisión dimensional es vital, ya que refleja directamente qué tan bien un concepto se traduce en una pieza funcional.
La calidad del acabado de la superficie de una pieza puede afectar no solo la estética, sino también su rendimiento, especialmente en aplicaciones que involucran sellos, sujetadores o conjuntos móviles.
Conocer los requisitos finales de la superficie le ayudará a determinar cuántas operaciones son necesarias y si debe priorizar la velocidad o el acabado.

Forma y características
Por último, evalúa la geometría de la pieza:
El plano de su pieza a menudo determinará la operación, pero no olvide que algunas características se pueden combinar o ajustar para reducir el tiempo de mecanizado y mejorar el acceso a las herramientas.
Al considerar estos cuatro factores esenciales (tipo de material, precisión dimensional, tratamiento superficial y geometría), podrá seleccionar con confianza la operación de torneado más eficiente y adecuada. Asociarse con un taller de torneado CNC con experiencia le garantiza asesoramiento experto y resultados de calidad, tanto si construye un prototipo como si amplía la producción a gran escala.
La eficiencia y la calidad de los servicios de torneado CNC dependen en gran medida de las máquinas herramienta y los accesorios utilizados. Cada componente de una configuración de torneado desempeña una función específica y, en conjunto, determinan la precisión, el acabado superficial, la velocidad de corte y la capacidad de producción. Para los fabricantes que trabajan con piezas torneadas CNC, desde prototipos hasta la producción en masa, es crucial comprender las herramientas disponibles y cómo contribuyen al proceso de torneado. Ya sea en un taller de torneado CNC o integrado en un flujo de trabajo de torneado CNC personalizado más amplio, el equipo adecuado garantiza fiabilidad, seguridad y rendimiento.
Exploremos las herramientas y componentes esenciales que se utilizan en las operaciones de torneado CNC modernas.
Las herramientas de corte son fundamentales en cualquier proceso de torneado. Son los instrumentos que eliminan material de la pieza de trabajo giratoria. Vienen en diferentes geometrías, recubrimientos y materiales según la aplicación.

Portaherramientas
Los portaherramientas fijan firmemente las herramientas de corte a la torreta o al poste de herramientas de un torno CNC. La precisión y la rigidez son clave para evitar la vibración y la deflexión de la herramienta.
Mandriles
Los mandriles sujetan la pieza y la giran durante el torneado. Según la forma de la pieza y las necesidades de precisión, se utilizan diferentes tipos:

Contrapuntos
El contrapunto sujeta el otro extremo de las piezas largas para evitar deflexiones o vibraciones durante el mecanizado. También puede equiparse con herramientas como brocas o escariadores para operaciones a lo largo del eje de la pieza.

Centros
Los centros son puntas rectificadas con precisión que se insertan en la pieza de trabajo o el contrapunto para mantener la alineación. Son fundamentales en el torneado de prototipos CNC de alta precisión o en el torneado de componentes largos y delgados.
Tornos
La máquina herramienta principal para todas las operaciones de torneado es el torno. En el torneado CNC, el torno se controla mediante software y es capaz de ejecutar programas altamente complejos con mínima intervención del operador.
Barras aburridas
Las barras de mandrinar, utilizadas para agrandar o acabar el diámetro interior de un agujero, son cruciales al tornear elementos internos. Deben ser rígidas y estar bien sujetas para evitar vibraciones.
Herramientas de ranurado y corte
Las herramientas de ranurado crean canales estrechos en la pieza de trabajo, mientras que las herramientas de corte (también conocidas como herramientas de separación) separan las piezas terminadas del material.
Herramientas de roscado
Las herramientas de roscado son Se utiliza para cortar roscas externas o internas, ya sea manualmente o mediante programación CNC. La precisión es crucial, especialmente en componentes que requieren tolerancias mecánicas estrictas.
Taladros
Se pueden montar herramientas de perforación en la torreta o en el contrapunto para crear agujeros a lo largo del eje de la pieza de trabajo.
Herramientas de formación
Las herramientas de conformado se utilizan para dar forma a contornos o perfiles específicos en la pieza de trabajo sin mover la herramienta lateralmente.
Al comprender la función y los criterios de selección de estas herramientas y componentes de torneado, los ingenieros y fabricantes pueden optimizar sus servicios de torneado CNC, reducir los errores de mecanizado y aumentar la productividad. Ya sea para el torneado de prototipos CNC o para la producción a gran escala, contar con las herramientas adecuadas es fundamental para la calidad y el rendimiento.
En las operaciones de torneado CNC, los parámetros de corte desempeñan un papel fundamental para determinar el resultado de un proceso de mecanizado. Tanto si se mecanizan prototipos como si se producen grandes volúmenes de piezas torneadas CNC, la selección precisa de las velocidades de avance, de corte y de profundidad de corte influye significativamente en la eficiencia, el acabado superficial, la vida útil de la herramienta y el coste total. Estos parámetros no se eligen arbitrariamente, sino que se basan en el material, la tolerancia deseada, las herramientas y la capacidad de la máquina.
Para cualquier persona que trabaje con torneado CNC personalizado o que opere en un taller de torneado CNC, comprender estos parámetros es esencial para evitar fallas de la herramienta, mantener la integridad de la pieza y optimizar el tiempo del ciclo.
Tasas de alimentación
La velocidad de avance se refiere a la distancia que la herramienta de corte recorre por revolución sobre la superficie de la pieza. Normalmente se expresa en mm/rev o pulg/rev.
La velocidad de alimentación afecta directamente:
En los servicios de torneado CNC, la optimización cuidadosa de la velocidad de avance es crucial para las piezas que requieren tolerancias estrictas o acabados finos, especialmente en aplicaciones aeroespaciales, médicas o de ingeniería de precisión.
Profundidad del corte
La profundidad de corte es el espesor de la capa de material eliminada en una pasada de la herramienta, medida perpendicularmente a la superficie que se está mecanizando.
La profundidad de corte a menudo se ajusta dependiendo de la etapa del mecanizado:
Este equilibrio entre la tasa de eliminación de material y la calidad de la superficie es una consideración clave en el torneado de prototipos CNC, donde las pruebas iniciales ayudan a establecer las configuraciones óptimas.
Velocidades de corte
La velocidad de corte es la velocidad a la que la herramienta retira el material, generalmente expresada en metros por minuto (m/min) o pies superficiales por minuto (SFM). Depende de:
Si la velocidad de corte es demasiado alta, puede provocar:
Si es demasiado bajo, puede:
Los tornos CNC modernos ajustan automáticamente la velocidad en función de la trayectoria de la herramienta y la carga, especialmente en ciclos de varias pasadas. Para trabajos de torneado CNC personalizados que utilizan aleaciones resistentes como el titanio o el Inconel, calcular cuidadosamente la velocidad es fundamental para evitar errores costosos.
Resumen
En conjunto, la velocidad de avance, la profundidad de corte y la velocidad de corte constituyen la base de una operación de torneado eficaz. Estos parámetros son interdependientes: la modificación de uno afecta a los demás. Los maquinistas e ingenieros experimentados confían en estos valores no solo para proteger las herramientas y las máquinas, sino también para entregar piezas de alta calidad que cumplan con las especificaciones del cliente.
En cualquier taller de torneado CNC, la capacidad de configurar y ajustar estos parámetros de corte es lo que separa el mecanizado estándar de la producción optimizada, eficiente y competitiva.
En el torneado CNC, el mecanizado se divide generalmente en dos fases principales: desbaste y acabado. Cada etapa desempeña un papel fundamental en la transformación de la materia prima en una pieza de precisión. Mientras que el desbaste se centra en la eliminación rápida de la mayor parte del material, el acabado busca la precisión dimensional y un acabado superficial de alta calidad. Comprender la diferencia entre estos dos procesos ayuda a los operarios e ingenieros a seleccionar las herramientas, los parámetros y las estrategias adecuados, especialmente en entornos de torneado CNC a medida, torneado de prototipos CNC y producción en masa.
Desbaste vs. Acabado: Una comparación lado a lado
| Aspecto
|
Desbaste |
Máquinas de acabado |
| Proposito | Eliminación rápida de material | Conformación final y precisión |
| Profundidad de corte | Cortes profundos (normalmente de 2 a 5 mm o más) | Cortes superficiales (normalmente de 0.2 a 0.8 mm) |
| Tasa de alimentación | Alta velocidad de avance | Velocidad de avance baja |
| Velocidad cortante | Velocidad moderada | Mayor velocidad (pero menor avance) |
| Herramienta utilizada | Herramientas fuertes y rígidas con revestimientos duraderos. | Herramientas afiladas con geometría de borde fino |
| Acabado de la superficie | Acabado superficial grueso (valores Ra más altos) | Acabado superficial liso (valores Ra más bajos) |
| Precisión de tolerancia | No apretado, se dejan márgenes para el acabado. | Alta precisión, cumple con las tolerancias finales. |
| Tasa de desgaste de la herramienta | Más alto, debido al aumento de fuerzas | Más abajo, pero las herramientas necesitan bordes más afilados. |
| Tiempo del ciclo | Más corto para eliminación masiva | Más largo debido a pases ligeros y un control más fino |
| Formación de virutas | Virutas gruesas y rizadas | Virutas finas y continuas |
| Uso en torneado CNC | Prepara la pieza para el acabado en menos pasadas. | Se utiliza para dimensiones críticas y acabados de superficie. |
| Aplicaciones comunes | Premecanizado, eliminación de superficies de fundición/forja | Piezas aeroespaciales, componentes médicos, roscas finas |
Cuándo y por qué se utiliza cada uno
Transición a la precisión
La elección del momento adecuado para pasar del desbaste al acabado depende de:
Los servicios de torneado CNC modernos a menudo integran ambos procesos en un único ciclo automatizado, utilizando diferentes herramientas y estrategias de mecanizado para completar ambas etapas de manera eficiente.
Conclusión
El desbaste y el acabado no son procesos que compitan entre sí, sino que se complementan. Comprender sus diferencias garantiza una mayor vida útil de la herramienta, una mayor productividad y una calidad óptima de las piezas. Tanto si trabaja en un taller de torneado CNC como si crea prototipos de componentes de alto rendimiento, dominar estas dos técnicas de torneado es esencial para el éxito.
En el torneado CNC, el desbaste y el acabado representan dos etapas esenciales del proceso de mecanizado. Cada fase se define por sus objetivos, estrategias y resultados. Conocer sus características principales ayuda a optimizar la selección de herramientas, el tiempo de mecanizado y la calidad de las piezas, elementos cruciales en el torneado CNC moderno a medida, el torneado de prototipos CNC y los servicios de torneado CNC a gran escala.
Características principales del desbaste
1. Objetivo:
2. Parámetros de corte:
3. Características de la herramienta:
4. Calidad de salida:
5. Eficiencia:
6. Común en:
Características principales del acabado
1. Objetivo:
2. Parámetros de corte:
3. Características de la herramienta:
4. Calidad de salida:
5. Eficiencia:
6. Común en:
Conclusión
Al comprender las características distintivas del desbaste y el acabado, los fabricantes pueden seleccionar la combinación adecuada de herramientas, parámetros y estrategias. Esto garantiza resultados óptimos tanto en el torneado de prototipos CNC como en la producción en masa. Para obtener los mejores resultados, los talleres de torneado CNC avanzados suelen automatizar la transición entre estas dos etapas, equilibrando velocidad y precisión.
Ambos procesos son cruciales: el desbaste da forma a la materia prima y el acabado perfecciona la pieza final.
En el torneado CNC, la precisión, el acabado superficial y la productividad del proceso de mecanizado dependen en gran medida de la correcta selección y aplicación de las herramientas de torneado. Cada herramienta está diseñada para una función específica, como conformado, roscado o conformado. Tanto si trabaja con piezas torneadas CNC personalizadas como con series de producción de gran volumen, comprender estas herramientas es esencial para lograr resultados consistentes y optimizar su vida útil. A continuación, se presentan algunas de las herramientas de torneado más utilizadas en los servicios de torneado CNC y sus respectivas funciones en el proceso.
Herramientas de revestimiento
Herramientas de biselado

Herramientas de roscado

Herramientas de formación

Herramientas cónicas
Herramientas de ranurado
Conclusión
Elegir las herramientas de torneado adecuadas para cada operación garantiza eficiencia, precisión y calidad, especialmente al trabajar con materiales avanzados o tolerancias ajustadas. Al dominar las aplicaciones y las ventajas de estas herramientas, los talleres de torneado CNC pueden ofrecer soluciones fiables y de alto rendimiento en una amplia gama de sectores, desde la automoción hasta la aeroespacial.
El éxito de cualquier operación de torneado CNC depende en gran medida del material que se mecaniza. Desde la resistencia y la maquinabilidad hasta la resistencia térmica y los requisitos de acabado superficial, las propiedades de un material son fundamentales en la selección de herramientas, avances, velocidades e incluso el tipo de operación de torneado. Ya sea que fabrique piezas torneadas CNC para uso aeroespacial, médico o industrial, comprender los materiales involucrados permite a los maquinistas e ingenieros optimizar cada fase del proceso, desde el desbaste hasta el acabado.
Exploremos los materiales de pieza de trabajo más utilizados en el torneado CNC personalizado, sus características y cómo influyen en las técnicas de torneado.
Materiales de la pieza de trabajo
Los procesos de torneado son muy versátiles y permiten mecanizar una amplia variedad de metales y no metales. Los criterios clave para la selección de materiales incluyen dureza, tenacidad, conductividad térmica, resistencia a la corrosión y facilidad de arranque de viruta. A continuación, se presentan los materiales metálicos más utilizados en los servicios de torneado CNC.

Acero Inoxidable
Resumen: Conocido por su resistencia a la corrosión, fuerza y atractivo estético, el acero inoxidable es una opción popular en componentes médicos, de grado alimenticio y aeroespaciales.
Características del mecanizado:
Grados utilizados en torneado: 303 (el más fácil de mecanizar), 304, 316, 420 y 17-4PH.
Acero
Resumen: El acero, uno de los materiales más comunes utilizados en torneado, ofrece un buen equilibrio entre resistencia, costo y maquinabilidad.
Características del mecanizado:
Aplicaciones: Piezas de automóviles, componentes industriales, ejes y engranajes.
Hierro (hierro fundido)
Resumen: Ampliamente utilizado en maquinaria pesada y componentes de motores, el hierro fundido tiene excelentes propiedades de amortiguación y resistencia al desgaste.
Características del mecanizado:
Tipos comunes: Hierro gris, hierro dúctil.
Latón
Resumen: El latón es una aleación de cobre y zinc, fácil de mecanizar y ofrece excelente resistencia a la corrosión y conductividad.
Características del mecanizado:
Usos comunes: Accesorios, válvulas, conectores electrónicos.
Aluminio
Resumen: Ligero y versátil, el aluminio es uno de los metales más utilizados en el torneado CNC debido a su maquinabilidad y excelente relación resistencia-peso.
Características del mecanizado:
Aleaciones comunes: 6061, 7075, 2024
Aplicaciones: Productos aeroespaciales, automotrices, médicos y de consumo.
Aleaciones de níquel
Resumen: Las aleaciones a base de níquel, conocidas por su resistencia a la corrosión y su resistencia a altas temperaturas, se utilizan ampliamente en los sectores aeroespacial y energético.
Características del mecanizado:
Ejemplos: Inconel, Monel, Hastelloy
Titanium
Resumen: Muy valorado por su excelente relación resistencia-peso y biocompatibilidad, el titanio es una excelente opción en las industrias aeroespacial, médica y de defensa.
Características del mecanizado:
Grados comunes: Grado 2 (comercialmente puro), Grado 5 (Ti-6Al-4V)
Conclusión
La elección del material adecuado para una operación de torneado influye directamente en la productividad, la vida útil de la herramienta y la calidad de la pieza. Mientras que metales como el aluminio y el latón ofrecen mayor maquinabilidad, materiales como el titanio y las aleaciones de níquel requieren herramientas y parámetros más especializados. Al comprender estas características de los materiales, los talleres de torneado CNC pueden ofrecer soluciones más eficientes y rentables, especialmente al trabajar en torneado de prototipos CNC o proyectos de torneado CNC personalizados de alta precisión.
Plásticos utilizados en el torneado CNC
Si bien los metales predominan en muchas aplicaciones de torneado CNC, los plásticos se han vuelto cada vez más populares en industrias que exigen componentes ligeros, resistentes a la corrosión y no conductores. Gracias a los avances en los servicios de torneado CNC y a la mejora de la tecnología de herramientas, ahora es posible mecanizar plásticos de ingeniería con alta precisión, lo que los hace viables para aplicaciones médicas, aeroespaciales, electrónicas e industriales. Seleccionar el material plástico adecuado es crucial para lograr el rendimiento mecánico, térmico y estético requerido en las piezas torneadas CNC.
Analicemos algunos de los plásticos más utilizados en torneado CNC: policarbonato (PC), PEEK, PEI y PP, destacando sus características, maquinabilidad y aplicaciones.
Policarbonato (PC)
Resumen: El policarbonato es un plástico transparente y resistente a los impactos, conocido por su resistencia y estabilidad dimensional. Se utiliza ampliamente como sustituto del vidrio en lentes, carcasas y protectores transparentes.
Características del mecanizado:
Propiedades clave:
Aplicaciones:
PEEK (poliéter éter cetona)
Descripción general: El PEEK es un termoplástico de alto rendimiento con una excepcional resistencia mecánica y química. Se utiliza frecuentemente en entornos de alta temperatura y alta carga, lo que lo convierte en un material predilecto en las industrias aeroespacial, médica y automotriz.
Características del mecanizado:
Propiedades clave:
Aplicaciones:
PEI (polieterimida, p. ej., Ultem)
Resumen: El PEI es un plástico amorfo de alta resistencia, conocido por su resistencia al calor, rigidez y retardancia al fuego. Se utiliza a menudo cuando se requiere aislamiento eléctrico y rendimiento estructural.
Características del mecanizado:
Propiedades clave:
Aplicaciones:
PP (polipropileno)
Resumen: El polipropileno es un termoplástico versátil y económico con excelente resistencia química y a la fatiga. Se utiliza comúnmente en laboratorios, manipulación de productos químicos y envasado.
Características del mecanizado:
Propiedades clave:
Aplicaciones:
Conclusión
En el torneado CNC personalizado, la elección de los materiales plásticos debe ajustarse a los requisitos funcionales y ambientales del producto final. Mientras que el policarbonato ofrece transparencia y resistencia al impacto, materiales como el PEEK y el PEI destacan en entornos exigentes de alta temperatura. Para entornos con costos ajustados o químicamente agresivos, el PP es la solución ideal. Con un enfoque adecuado para el mecanizado y la selección de materiales, los plásticos pueden ofrecer un rendimiento y una capacidad de fabricación excepcionales tanto en proyectos de torneado CNC de prototipos modernos como en series de producción.
Compuestos, cerámicas y materiales para herramientas de corte en operaciones de torneado
Compuestos y cerámicas en torneado
Los materiales compuestos y cerámicos se utilizan cada vez más en aplicaciones de alto rendimiento debido a su excelente relación resistencia-peso, resistencia al desgaste y propiedades térmicas. Sin embargo, estos materiales presentan desafíos únicos en las operaciones de torneado CNC debido a su dureza y fragilidad.
composites
Resumen: Los compuestos son materiales de ingeniería fabricados a partir de dos o más componentes con diferentes propiedades físicas o químicas. Entre los compuestos más comunes se encuentran los polímeros reforzados con fibra de carbono (PRFC) y los polímeros reforzados con fibra de vidrio (PRFC).
Consideraciones de mecanizado:
Aplicaciones:
Por qué es importante: Al trabajar con torneado CNC personalizado de materiales compuestos, la selección cuidadosa de herramientas y los parámetros de corte optimizados son esenciales para preservar la integridad del material y extender la vida útil de la herramienta.
Cerámica
Resumen: Los materiales cerámicos como la alúmina (Al₂O₃) y el nitruro de silicio (Si₃N₄) se utilizan donde la resistencia a altas temperaturas, la inercia química y la resistencia al desgaste son cruciales. Se encuentran a menudo en los sectores aeroespacial, energético y biomédico.
Consideraciones de mecanizado:
Aplicaciones:
Por qué es importante: La cerámica requiere equipos de precisión y servicios especializados de torneado CNC, que a menudo implican procesos secundarios como rectificado o pulido después del moldeado aproximado.
Materiales de herramientas de corte en torneado CNC
La eficacia de cualquier operación de torneado CNC depende en gran medida del material utilizado para la herramienta de corte. A continuación, se presentan los materiales de herramienta más comunes para tornear diversos tipos de piezas:
Acero de alta velocidad (HSS)
Resumen: Conocido por su dureza y asequibilidad, el HSS es adecuado para torneado de uso general, especialmente para lotes pequeños y materiales más blandos como aluminio y plásticos.
Ventajas:
Limitaciones:
Carburo
Resumen: Las herramientas de carburo, fabricadas con carburo de tungsteno con un aglutinante de cobalto, ofrecen un gran equilibrio entre dureza y tenacidad.
Ventajas:
Aplicaciones: Ideal para tornear acero, acero inoxidable, hierro fundido y metales no ferrosos.
Herramientas de corte de cerámica
Resumen: Los insertos de cerámica son más duros que los de carburo y se utilizan para el acabado de alta velocidad de materiales endurecidos.
Ventajas:
Limitaciones:
cermets
Resumen: Una combinación de materiales cerámicos y metálicos, los cermets son ideales para operaciones de torneado fino y semiacabado.
Ventajas:
Aplicaciones: Se utiliza a menudo para operaciones de acabado en la producción aeroespacial y automotriz de gran volumen.
Nitruro de boro cúbico (CBN)
Resumen: En segundo lugar en dureza, después del diamante, las herramientas de CBN se utilizan para tornear aceros endurecidos (>45 HRC).
Ventajas:
Limitaciones:
Diamante policristalino (PCD)
Resumen: El PCD es ideal para tornear materiales no ferrosos y compuestos debido a su extrema dureza y resistencia al desgaste.
Ventajas:
Limitaciones:
Herramienta de acero
Resumen: Los aceros para herramientas (como A2, D2) se utilizan para herramientas especiales de conformado y torneado, son duraderos y se pueden tratar térmicamente para lograr mayor dureza.
Ventajas:
Limitaciones:
Conclusión
La selección de los materiales de las herramientas es crucial para optimizar las operaciones de torneado, reducir el tiempo de inactividad y lograr los acabados superficiales deseados. Cada material ofrece ventajas específicas según la aplicación, ya sea que se produzcan piezas torneadas CNC de metal, plástico, cerámica o materiales compuestos. Para requisitos complejos, talleres de torneado CNC con experiencia como VMT ayudan a identificar la mejor combinación herramienta-pieza para ofrecer precisión, eficiencia y valor.
El torneado es uno de los procesos de mecanizado sustractivo más utilizados en la industria manufacturera, especialmente en la producción de componentes redondos o cilíndricos. Ya sea manual o mediante servicios avanzados de torneado CNC, ofrece numerosas ventajas a los fabricantes de piezas, pero también presenta algunos desafíos que deben considerarse cuidadosamente antes de seleccionarlo para su proyecto.
Ventajas del torneado
Las operaciones de torneado son altamente eficientes para crear piezas rotativas con tolerancias ajustadas, acabados precisos y resultados repetibles. Con el auge de los talleres de torneado CNC y la automatización, este proceso se ha vuelto indispensable en una amplia gama de industrias, como la aeroespacial, la automotriz, la médica y muchas más.
Alta precisión
El torneado es ideal para producir piezas con tolerancias dimensionales estrictas. Los tornos CNC alcanzan niveles de precisión de ±0.005 mm, lo que los hace adecuados para componentes de precisión en aplicaciones aeroespaciales y médicas.
Acabado superficial fino
Con los parámetros de corte y las herramientas adecuados, el torneado puede lograr una rugosidad superficial inferior a 0.8 µm Ra. Esta suavidad reduce o elimina la necesidad de procesos de acabado adicionales, lo que lo convierte en una solución rentable para ciertos requisitos estéticos o funcionales.
Versatilidad
El torneado no se limita al corte de formas cilíndricas. Admite múltiples operaciones como roscado, mandrilado, ranurado y moleteado. Permite procesar una amplia variedad de materiales, desde plásticos blandos hasta aceros endurecidos y aleaciones especiales como el titanio y el Inconel.
Acabado superficial liso
A diferencia del fresado, que puede dejar marcas de herramienta debido a las trayectorias, el torneado crea cortes limpios y continuos. Esto resulta en una integridad superficial superior, especialmente importante en superficies de sellado o de apoyo.
Eficiencia de la producción en masa
Las operaciones de torneado, especialmente cuando se automatizan mediante centros de torneado CNC, son altamente eficientes para la producción en serie. Una vez finalizada la configuración, las máquinas pueden producir cientos o miles de piezas idénticas con una calidad constante y una supervisión mínima.
Eficiencia de la automatización
Los equipos de torneado CNC modernos se integran con sistemas CAD/CAM, lo que permite una rápida programación, simulación y optimización de trayectorias de herramientas. Esto reduce los plazos de entrega y los errores humanos, agilizando la producción tanto de prototipos como de piezas fabricadas en serie.
Limitaciones de las operaciones de torneado
A pesar de sus numerosas ventajas, el torneado presenta ciertas limitaciones que los fabricantes deben tener en cuenta. Estas desventajas suelen presentarse al manipular geometrías complejas, trabajar con materiales tenaces o gestionar costos en producciones de bajo volumen.
Equipo caro
Los tornos CNC suponen una inversión considerable. Los modelos de alta gama con funciones multieje, cambiadores automáticos de herramientas y herramientas motorizadas pueden costar decenas de miles de dólares. Además, el mantenimiento continuo y las actualizaciones de software aumentan los costes a largo plazo.
Desgaste de la herramienta
Las herramientas de corte utilizadas en torneado, especialmente las plaquitas de carburo o cerámicas, están sujetas a desgaste, sobre todo al trabajar con metales duros o a altas velocidades de corte. El reemplazo y la gestión de herramientas incrementan los costos operativos y pueden causar retrasos en la producción.
Limitaciones de materiales
El torneado es más adecuado para piezas cilíndricas o simétricas. Las geometrías irregulares y no rotacionales se producen con mayor eficiencia mediante fresado o métodos de fabricación aditiva. Además, los materiales frágiles o estratificados, como los compuestos, pueden astillarse o delaminarse durante el torneado.
Limitaciones de las formas complejas
Si bien algunos centros de torneado CNC multieje pueden manejar formas más complejas, los tornos tradicionales presentan dificultades con geometrías 3D complejas o socavados. Para componentes que requieren un contorneado o cajeado extenso, el fresado o el mecanizado de 5 ejes pueden ser más adecuados.
Tiempo de configuración y limitaciones
Para el torneado CNC personalizado o la producción de bajo volumen, el tiempo de preparación (como el diseño de accesorios, la carga de herramientas y la programación) puede ser desproporcionadamente alto. Esto hace que el torneado sea menos adecuado para prototipos, a menos que se utilicen máquinas flexibles o híbridas con sistemas de cambio rápido.
Pensamiento final
El torneado sigue siendo uno de los métodos más potentes y precisos en el mundo del mecanizado CNC. Comprender sus ventajas y desventajas ayuda a los fabricantes a elegir el enfoque adecuado para producir piezas torneadas CNC, garantizando una calidad, plazos de entrega y rentabilidad óptimos. Si su proyecto incluye componentes cilíndricos, los servicios de torneado CNC a medida de VMT ofrecen la experiencia y el equipo necesarios para cumplir incluso con las especificaciones más exigentes.
Crear piezas torneadas CNC de alta calidad no se trata solo de usar las máquinas adecuadas; comienza en la etapa de diseño. Las malas decisiones de diseño pueden provocar ineficiencias en el mecanizado, aumento de costos y rechazo de piezas. Por eso es fundamental comprender cómo optimizar el diseño para las operaciones de torneado, especialmente al trabajar con servicios profesionales de torneado CNC como VMT. Estos consejos pueden ayudar a optimizar la fabricación, reducir errores y mejorar el rendimiento de las piezas.
Intente mantener un espesor de pared uniforme
El espesor de pared es fundamental tanto para la estabilidad de la pieza como para el rendimiento del mecanizado. Un espesor de pared desigual puede provocar problemas como deflexión de la herramienta, vibración, traqueteo y disipación desigual del calor durante el torneado. Estos factores aumentan el riesgo de imprecisiones dimensionales, deformaciones o incluso fallos de la pieza. Siempre que sea posible, mantenga un espesor de pared uniforme en toda la pieza, especialmente en secciones huecas o cilíndricas, para mejorar la eficiencia del mecanizado y la integridad estructural. En piezas de paredes delgadas, el uso de estructuras de soporte o elementos internos para reforzar la geometría también puede ayudar a reducir la deformación.
Evite hacer diseños complejos
Aunque los centros de torneado CNC modernos ofrecen altos niveles de automatización y capacidades multieje, las geometrías de piezas excesivamente complejas pueden aumentar la dificultad y el coste del mecanizado. Características como socavaduras profundas, ranuras internas, esquinas afiladas y contornos intrincados suelen requerir herramientas personalizadas, configuraciones especiales u operaciones secundarias. Esto incrementa el tiempo de ciclo, el coste y la posibilidad de errores. Como regla general, utilice diseños con simetría rotacional, simplifique las transiciones y limite las tolerancias estrictas a las áreas funcionales. Esto permite un proceso de torneado más rápido y fiable, especialmente en el torneado de prototipos CNC.
Seleccione tamaños de rosca de torneado estándar
Las dimensiones de rosca personalizadas o no estándar no solo incrementan los costos de las herramientas, sino que también complican el proceso de torneado. Las roscas estándar, como UNC, UNF, ISO métricas o BSP, son ampliamente compatibles con las herramientas comerciales, lo que las hace más rápidas y económicas de mecanizar. Siempre que sea posible, diseñe las características roscadas utilizando las especificaciones estándar de la industria y evite roscas que requieran insertos o machos de roscar especiales. Además, asegúrese de que el modelo CAD incluya los desahogos y las excentricidades de la rosca adecuados para evitar cortes excesivos o roscados incompletos.
Procesamiento con una sola configuración
Cuanto menos veces sea necesario volver a montar una pieza durante el mecanizado, mejor. Cada vez que se vuelve a sujetar una pieza, aumenta el riesgo de errores de alineación, lo que puede causar inconsistencias dimensionales o piezas desechadas. Para garantizar una alta precisión y repetibilidad, diseñe su pieza de forma que todas o la mayoría de las operaciones de torneado se puedan completar en una sola configuración. Considere características como la simetría, el acceso a ambas caras y la minimización de la necesidad de procesos de mecanizado secundarios. Los tornos multihusillo o subhusillo facilitan la ejecución de operaciones complejas en una sola pasada, reduciendo el tiempo de ciclo y la mano de obra.
Resumen
Al aplicar estos principios de diseño durante la fase de planificación, puede maximizar la eficiencia, minimizar los riesgos de fabricación y reducir los costos de producción. Tanto si produce piezas torneadas CNC en lotes pequeños como si busca ampliar su producción con un taller de torneado CNC personalizado, el diseño para la fabricación (DFM) es esencial. Asociarse con una fábrica de mecanizado CNC con experiencia como VMT garantiza que sus diseños no solo sean mecanizables, sino también optimizados para garantizar la calidad y el plazo de entrega.
El torneado es uno de los procesos de mecanizado más versátiles y utilizados en la fabricación moderna. Ya sea para la producción de ejes de precisión o roscas complejas, las operaciones de torneado permiten la creación de componentes en innumerables industrias. Desde el torneado de prototipos CNC a pequeña escala hasta la producción a gran escala de conjuntos complejos, su impacto abarca desde automóviles hasta naves espaciales. A continuación, exploramos cómo esta técnica fundamental beneficia a industrias clave, proporcionando piezas fiables, precisas y rentables.
En el sector automotriz, el torneado desempeña un papel crucial en la fabricación de componentes que exigen alta precisión y durabilidad. Piezas de motor, ejes, cigüeñales, discos de freno, columnas de dirección y ejes de transmisión son solo algunos ejemplos de piezas que se producen comúnmente mediante servicios de torneado CNC. Estas piezas suelen requerir tolerancias estrictas y excelentes acabados superficiales para garantizar un rendimiento óptimo, seguridad y cumplimiento de las normas del sector. Dado que el torneado es ideal para piezas rotacionalmente simétricas, es especialmente adecuado para la producción a alta velocidad de componentes cilíndricos utilizados en motores de combustión interna y sistemas de transmisión.
Beneficios clave del torneado en aplicaciones automotrices:
La industria aeroespacial exige precisión extrema, trazabilidad e integridad de los materiales, y el torneado es vital para cumplir con estas expectativas. Componentes del tren de aterrizaje de aeronaves, turbinas de motor, fijaciones del fuselaje, carretes de válvulas hidráulicas y ejes de instrumentación son piezas que se benefician del torneado CNC personalizado. En la industria aeroespacial, incluso el más mínimo error puede comprometer la seguridad o el rendimiento de una aeronave, por lo que las piezas torneadas CNC deben cumplir con especificaciones rigurosas.
Se utilizan con frecuencia materiales como el titanio, el Inconel y el aluminio ligero, lo que requiere herramientas y parámetros de corte robustos. Se suelen emplear talleres de torneado CNC de alto rendimiento con tornos de 5 ejes o de tipo suizo para manejar geometrías complejas y estándares exigentes.
La precisión es fundamental en el sector médico, tanto para el rendimiento como para la seguridad de los componentes. Las operaciones de torneado se utilizan ampliamente en la producción de instrumental quirúrgico, implantes ortopédicos, componentes dentales y conectores médicos. Estas piezas suelen requerir acabados lisos, tolerancias precisas y compatibilidad con materiales biocompatibles como el acero inoxidable, el titanio y los plásticos de grado médico.
Gracias al torneado de prototipos CNC, los fabricantes de dispositivos médicos pueden iterar y validar rápidamente los diseños antes de pasar a la producción a gran escala. La flexibilidad del torneado también facilita la fabricación de implantes y dispositivos específicos para cada paciente.
Industria militar y de defensa
En aplicaciones militares y de defensa, el torneado es esencial para producir componentes críticos que deben soportar entornos hostiles y cargas mecánicas extremas. Las aplicaciones abarcan desde sistemas de armas y ejes de transmisión de vehículos hasta equipos de comunicación y componentes de grado aeroespacial. Estas piezas suelen fabricarse con aleaciones especializadas, como aceros resistentes al calor y titanio, que se mecanizan mejor con tecnología avanzada de torneado CNC.
La capacidad de producir piezas con alta precisión, repetibilidad y robustez es una razón clave por la que los contratistas de defensa confían en fábricas de torneado CNC con amplia experiencia para cumplir con las exigentes especificaciones de sus proyectos. Además, el torneado facilita la fabricación de respuesta rápida, crucial para las operaciones de campo o la logística de defensa.
Conclusión
En estas industrias, el torneado es más que un simple método: es la piedra angular de una fabricación fiable y escalable. Ya sea que esté construyendo un prototipo de dispositivo médico, ensamblando un motor de avión o diseñando piezas automotrices de alta tolerancia, las operaciones de torneado proporcionan la precisión y la flexibilidad necesarias para el éxito. Para las empresas que buscan dar vida a piezas complejas, asociarse con un proveedor de servicios de torneado CNC cualificado como VMT garantiza calidad, velocidad y un rendimiento constante en todas las aplicaciones.
En la fabricación moderna, las operaciones de torneado CNC dependen en gran medida de software avanzado para garantizar precisión, repetibilidad y eficiencia. El ecosistema de software utilizado en el torneado CNC personalizado suele incluir CAD (Diseño Asistido por Computadora), CAM (Fabricación Asistida por Computadora) y herramientas de simulación. Estas plataformas son cruciales para todo, desde el diseño de geometrías de piezas hasta la simulación de trayectorias de herramientas y la optimización de parámetros de mecanizado.
Software comúnmente utilizado en torneado CNC:
Estas plataformas integradas reducen el tiempo de configuración, mejoran la vida útil de la herramienta y permiten que los servicios de torneado CNC gestionen geometrías complejas y tolerancias ajustadas de manera eficiente.
Como cualquier proceso industrial, el torneado CNC presenta diversos riesgos de seguridad si no se gestiona adecuadamente. Las piezas giratorias a alta velocidad, las herramientas de corte afiladas y las virutas metálicas proyectadas pueden crear condiciones peligrosas para los operarios y el equipo.
Principales peligros del torneado CNC:
Una capacitación adecuada, protección de las máquinas, equipo de protección personal (EPP) y enclavamientos de seguridad son fundamentales para minimizar estos riesgos en cualquier taller de torneado CNC.
Si bien las operaciones de torneado son esenciales para la fabricación, pueden tener efectos secundarios físicos y relacionados con los materiales según los parámetros del proceso, las herramientas y los materiales utilizados.
Efectos secundarios comunes:
Estos efectos se pueden mitigar utilizando las herramientas de torneado CNC adecuadas, eligiendo parámetros de corte óptimos y aprovechando los pasos de posprocesamiento como el pulido o el recubrimiento.
Aunque el torneado CNC está más controlado desde el punto de vista ambiental que muchos métodos de fabricación tradicionales, aún plantea algunos desafíos ecológicos.
Consideraciones ambientales:
Las iniciativas para mejorar la sostenibilidad incluyen la adopción del torneado en seco (sin refrigerante), el uso de refrigerantes biodegradables y la adquisición de materiales reciclados para las piezas torneadas CNC. Muchas fábricas de torneado CNC también están adoptando maquinaria energéticamente eficiente y sistemas de reciclaje de circuito cerrado para reducir su huella ecológica.
Sí, el torneado se considera una de las operaciones de mecanizado CNC más rentables, especialmente para componentes cilíndricos o simétricos. En comparación con otros métodos como el rectificado o la electroerosión, el torneado ofrece velocidades de producción más rápidas y menores costos de preparación para piezas estándar.
¿Por qué el torneado es rentable?
Para los fabricantes que trabajan en proyectos de torneado CNC personalizados o torneado de prototipos CNC de gran volumen, el torneado proporciona el equilibrio perfecto entre rendimiento, velocidad y viabilidad económica.
A primera vista, un centro de torneado y un torno pueden parecer tener la misma función: ambos giran una pieza mientras una herramienta de corte retira material. Sin embargo, existen diferencias cruciales entre ambos, especialmente en cuanto a capacidad, automatización y versatilidad. Comprender la diferencia entre un torno tradicional y un centro de torneado CNC es esencial para elegir la solución adecuada para servicios de torneado CNC, especialmente en mecanizados complejos o de gran volumen.
Un torno es una máquina herramienta básica que se utiliza habitualmente para operaciones de torneado estándar. Los tornos manuales requieren operarios cualificados para operar palancas y diales que controlan las acciones de corte. Si bien son ideales para proyectos sencillos y componentes únicos, carecen de automatización y herramientas avanzadas.
Por otro lado, un centro de torneado CNC es una versión computarizada más avanzada de un torno. Suele estar equipado con múltiples ejes (incluyendo herramientas motorizadas para fresado y taladrado), cambiadores de herramientas automáticos, alimentadores de barras y recogedores de piezas. Estas características permiten un mecanizado multifuncional en una sola configuración, mejorando la productividad, la precisión y la consistencia de las piezas. Los centros de torneado son ideales para producir piezas torneadas CNC con geometrías complejas, tolerancias ajustadas y diseños intrincados.
En resumen, los tornos son mejores para trabajos más simples y de bajo volumen, mientras que los centros de torneado son adecuados para operaciones de torneado CNC personalizadas de alta precisión y alta eficiencia.
Tecnologías alternativas para torneado
Al seleccionar un método de mecanizado, el torneado suele ser la opción preferida para piezas cilíndricas. Sin embargo, procesos alternativos como el fresado y el rectificado pueden ser más adecuados en ciertas situaciones, especialmente cuando se requieren diferentes formas, acabados o tolerancias. Analicemos estas dos alternativas principales y cuándo pueden ser más beneficiosas que el torneado.
El fresado es un proceso de mecanizado en el que una herramienta de corte giratoria se desplaza sobre una pieza estacionaria para eliminar material. Mientras que el torneado da forma a las piezas girándolas, el fresado las da forma moviendo la herramienta de corte. El fresado es ideal para crear superficies planas, ranuras, cavidades y formas 3D complejas, características difíciles de lograr mediante el torneado. Es especialmente útil para piezas no cilíndricas o cuando la pieza tiene múltiples superficies que requieren mecanizado.
En una planta de fresado CNC, las fresadoras automatizadas pueden alcanzar altos niveles de detalle y precisión, lo que las convierte en un potente complemento o alternativa al torneado. Por ejemplo, el mecanizado de prototipos CNC suele combinar torneado y fresado para lograr los resultados deseados.

El rectificado es un proceso de acabado que utiliza una muela abrasiva para lograr acabados superficiales extremadamente finos y tolerancias ajustadas. Se suele utilizar después del torneado o fresado para mejorar la precisión o eliminar la mínima cantidad de material de superficies duras. El rectificado puede lograr acabados superficiales de hasta Ra 0.1 µm, inalcanzables con el torneado.
En aplicaciones como la fabricación de componentes aeroespaciales o médicos, el rectificado se suele elegir por su consistencia e integridad superficial, especialmente al trabajar con metales o cerámicas con tratamiento térmico. Si bien es más lento y costoso que el torneado, es indispensable cuando la calidad superficial y la precisión de la tolerancia son cruciales.
En conclusión, si bien el torneado es altamente eficiente y versátil para muchas piezas cilíndricas, el fresado y el rectificado ofrecen ventajas únicas que pueden ser más adecuadas para aplicaciones específicas. Saber cuándo usar cada método, individualmente o en combinación, garantiza un rendimiento optimizado, menores costos y una mejor calidad de las piezas en todos sus servicios de mecanizado CNC.

Cuando su proyecto exige precisión, eficiencia y confiabilidad, seleccionar al socio adecuado es tan crucial como el diseño mismo. En VMT, nos especializamos en brindar servicios de torneado CNC personalizados Que satisfacen las necesidades cambiantes de industrias que abarcan desde la aeroespacial y la automotriz hasta la médica y la robótica. Ya sea que trabaje en un prototipo, un lote pequeño o una producción completa, nuestro equipo se compromete a entregar piezas torneadas CNC que se ajusten exactamente a sus especificaciones.
Su visión, nuestra experiencia
Elegir VMT significa más que simplemente externalizar un trabajo de mecanizado: significa asociarse con un taller de torneado CNC especializado que prioriza la calidad, la innovación y la velocidad. No solo operamos máquinas, sino que damos vida a sus ideas con tecnología avanzada y conocimientos de ingeniería. Desde la selección de materiales y la retroalimentación DFM (Diseño para la Fabricación) hasta el posprocesamiento y el acabado, trabajamos estrechamente con usted en cada etapa.
Servicios de torneado CNC de extremo a extremo
Nuestras capacidades de torneado y producción de prototipos CNC nos permiten manejar una amplia gama de geometrías y materiales de piezas. Ya sea que utilice acero inoxidable, titanio, latón o plásticos avanzados, nuestros centros de torneado de vanguardia garantizan alta precisión y consistencia. Equipados con tornos CNC multieje, herramientas automatizadas y rigurosas inspecciones de calidad, garantizamos piezas que superan las expectativas.
¿Por qué VMT?
Comienza Hoy
VMT es más que sólo un Fábrica de mecanizado CNCSomos su socio de soluciones para todo, desde el prototipado rápido hasta la producción de torneado CNC a medida a gran escala. Hagamos realidad su proyecto con servicios de mecanizado expertos en los que puede confiar. Contáctenos hoy mismo para obtener un presupuesto gratuito y descubra la diferencia que marca la precisión.

El torneado es un proceso de mecanizado fundamental que ofrece alta precisión, excelentes acabados superficiales y adaptabilidad en una amplia gama de industrias. Desde el refrentado y el roscado hasta el torneado cónico y el mandrinado, cada tipo de operación de torneado tiene una finalidad específica, por lo que es esencial elegir el método adecuado en función del material, la tolerancia y el diseño de la pieza. Al comprender las capacidades, las herramientas y los parámetros involucrados, y al colaborar con un equipo experimentado... Servicio de torneado CNC Con un proveedor como VMT, puede garantizar que sus componentes se produzcan con precisión, eficiencia y confiabilidad, en todo momento.

1. ¿Cuál es el costo promedio por hora de torneado?
El costo por hora del torneado CNC varía según factores como el tipo de máquina, el material y la complejidad. En promedio, oscila entre $40 y $150 por hora, siendo los centros de torneado de 5 ejes de alta precisión o avanzados los más caros.
2. ¿Qué operación de torneado puede producir un corte estrecho?
Las operaciones de tronzado (corte) se utilizan para realizar cortes estrechos y precisos que separan una pieza del material. Requieren una herramienta de corte delgada y alta precisión para mantener bordes limpios.
3. ¿Tornear y aburrir son el mismo proceso?
No. El torneado se realiza generalmente en superficies externas, mientras que el mandrinado amplía o acaba una superficie cilíndrica interna. El mandrinado es una operación secundaria que suele realizarse después del taladrado.
4. ¿Qué operación de torneado se utiliza específicamente para dimensionar?
El torneado recto es la operación principal que se utiliza para dimensionar ejes y componentes cilíndricos a diámetros y longitudes precisos.
5. ¿Tornear y taladrar hacen lo mismo?
No exactamente. El torneado se realiza en superficies externas con una herramienta fija y una pieza de trabajo giratoria. El taladrado crea agujeros internos con una herramienta giratoria y una pieza de trabajo fija.
6. ¿Cuántos tipos de operaciones de torneado existen?
Hay más de 15 operaciones de torneado, entre las que se incluyen refrentado, torneado cónico, torneado de contornos, ranurado, roscado, mandrilado, biselado, moleteado y más.
7. ¿Cuáles son las 7 operaciones del torno?
Las 7 operaciones básicas del torno son:
8. ¿Cuáles son las 10 operaciones del torno?
Las 10 operaciones de torno más utilizadas son:
9. ¿Cuáles son los diferentes tipos de operaciones CNC?
Las operaciones de CNC incluyen torneado, fresado, taladrado, roscado, escariado, mandrilado, roscado, grabado y rectificado, dependiendo de la geometría y el material de la pieza.
10. ¿Cuántos tipos de torneado CNC existen?
El torneado CNC abarca el torneado manual, el torneado automático, el torneado multieje, el torneado tipo suizo y las operaciones de herramientas vivas para geometrías más complejas.
11. ¿Cuáles son las 5 operaciones que se pueden realizar en un torno CNC?
Cinco operaciones comunes incluyen:
12. ¿Cuáles son los métodos de torneado CNC?
Los métodos incluyen:
13. ¿Cuáles son las 3 operaciones principales utilizadas en los centros de fresado CNC?
Las principales operaciones de fresado CNC son:
14. ¿Qué es una operación de torneado cónico?
El torneado cónico consiste en producir una superficie cónica reduciendo o aumentando gradualmente el diámetro de la pieza a lo largo de su longitud. Se utiliza comúnmente para ejes y husillos.
15. ¿Qué es una operación de chaflanado?
El chaflanado elimina el borde afilado del extremo de un componente en un ángulo específico, normalmente 45°, para facilitar el ensamblaje o mejorar la estética y la seguridad.
16. ¿Cuál es la diferencia entre torneado escalonado y torneado cónico?
El torneado escalonado crea múltiples superficies cilíndricas de diferentes diámetros a lo largo de la pieza, mientras que el torneado cónico crea un cambio gradual en el diámetro.
17. ¿Qué es una operación de moleteado?
El moleteado se utiliza para producir una textura estampada (líneas cruzadas o rectas) en superficies cilíndricas para mejorar el agarre o el atractivo visual, generalmente en perillas o mangos de herramientas.
Estos conocimientos ofrecen una comprensión completa de los tipos de operaciones de torneado, lo que le ayudará a elegir el método más eficiente para su proyecto de piezas torneadas CNC.

 +86 15099911516
+86 15099911516


 Leer más
Leer más