15年間のワンストップ中国カスタムCNC加工部品工場

こんにちは、VMT Samです!
25 年にわたる CNC 加工の経験を活かし、当社はインテリジェントな製造を通じてより良い生活の実現に貢献するため、お客様が 10000 もの複雑な部品加工の課題を克服できるよう支援することに全力で取り組んでいます。 今すぐお問い合わせください
 655 | VMT 09年2025月10日公開 | 読了時間:約XNUMX分
655 | VMT 09年2025月10日公開 | 読了時間:約XNUMX分





適切な旋削加工方法を選択することは、効率的で費用対効果の高いプロジェクトと、手戻り、公差の悪化、材料の無駄に悩まされるプロジェクトを分ける決定的な要因となり得ます。CNC旋削は様々な業界で利用が拡大しており、エンジニアやバイヤーは利用可能な旋削加工技術の多さに圧倒されることが少なくありません。面削り、テーパー旋削から、輪郭加工、ボーリング、ねじ切りまで、それぞれの加工方法は、部品の材質、形状、機能要件に応じて独自の利点を提供します。どのアプローチが設計に最適か分からない場合でも、それはあなただけではありません。
そこでこのガイドが役立ちます。内容を明確にし、比較検討し、情報に基づいた意思決定を支援します。製造性を考慮した設計の最適化を目指すエンジニアの方でも、最も効率的なCNC旋削サービスを探している調達担当者の方でも、この記事は、旋削加工の様々な種類、その用途、そして適切な加工方法の選び方を理解するための頼りになるリソースです。
旋削加工には、面削り、テーパー旋削、溝入れ、ボーリング、ねじ切りなど、15種類以上あります。それぞれの加工方法は、異なる形状、公差、材料に対応しています。部品の形状、表面仕上げの要件、生産量に応じて、適切な加工方法を選択してください。 CNC旋盤サービス 複数の操作を統合して高精度と生産効率を実現できます。
旋削技術を最大限に活用するには、それぞれの加工方法がどのように機能し、部品製造においてどのような役割を果たすかを理解することが不可欠です。まずは、旋削とは何か、どのように機能するのか、そして段取りから最終検査までの旋削工程にはどのようなステップが含まれるのか、という基本から解説していきます。
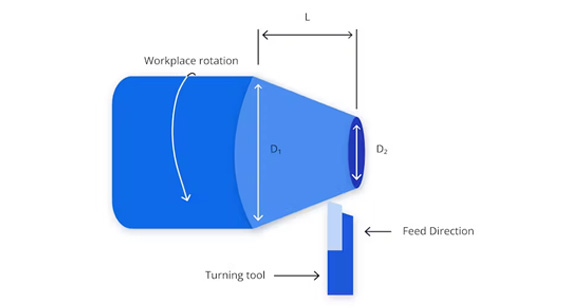
旋削加工は、回転するワークピースを固定された切削工具を用いて成形する切削加工プロセスです。旋盤やCNC旋盤で最も一般的に行われるこの加工は、円筒形または円錐形の表面から材料を削り取り、正確な直径、長さ、輪郭を実現します。幅広い業界で、シャフト、ブッシング、ファスナー、継手、コネクタなどの部品の製造に使用されています。CNC技術の進歩により、旋削加工はこれまで以上に複雑な形状と厳しい公差に対応できるようになりました。
複数の軸と回転工具を必要とするフライス加工とは異なり、旋削加工はワークピース自体の回転に依存します。この根本的な違いにより、旋削加工は特に円形または対称形の部品に適しています。CNC旋削工場では、このプロセスは高度に自動化されており、再現性の向上、生産速度の向上、そして特に人件費の削減につながります。 カスタムCNC旋削 CNC プロトタイプ旋削プロジェクト。

旋削加工の根底にあるのは、工具を固定したままワークを回転させるというシンプルな原理です。しかし、現代のCNC旋削システムでは、このプロセスは綿密にプログラム・制御され、卓越した精度を実現しています。典型的なCNC旋削加工の流れは以下のとおりです。
CNC旋盤加工工場では、効率を最大化するために複数の工程を組み合わせることがよくあります。航空宇宙、医療、自動車などの業界では、精密CNC旋盤加工された部品が使用されているため、各プロジェクトに適した工程を選択することの重要性が強調されています。
さまざまな種類の旋削操作について詳しく説明します。それぞれの操作がいつ、なぜ使用されるのか、また、設計や製造プロセスにどのように適合するのかを理解できます。
旋削加工は、単一の均一なプロセスではありません。特定の形状、寸法、表面仕上げの要件を満たすように調整された、多種多様な加工工程を網羅しています。試作から量産まで、これらの旋削加工を理解することで、適切な技術で部品を加工し、時間、コスト、手戻りを削減することができます。最新のCNC旋削加工サービスでは、複数の加工工程を15つのシーケンスに統合することで、生産性と精度を最大限に高めています。以下では、最も一般的に使用されるXNUMX種類の旋削加工を詳しく説明し、それぞれに独自の用途と利点があります。
向い
面削りは、旋盤やCNCターニングセンターで行う旋削加工の中でも、最も基本的で広く用いられている加工方法の一つです。回転するワークピースの端面から材料を削り取り、部品の軸に垂直な平面を作ります。手加工とCNC加工のいずれにおいても、面削りは通常最初の工程であり、ワークピースを整然とした直角の基準面として、その後の精密旋削加工に備えて準備します。
切削工具は、加工方法に応じて、外縁から中心へ、またはその逆の放射状に移動します。工具は通常、クロススライドまたはCNCタレット上にワークの軸に対して垂直に取り付けられます。最良の結果を得るには、工具の摩耗や表面の凹凸を防ぐために、表面速度、送り速度、および切込み深さを正確に制御する必要があります。

優位性
デメリット
アプリケーション
面取りは基本的な工程ですが、その後の旋削工程の成功の基盤となります。CNC旋削サービスでは、バッチ生産において最初に、そして最も頻繁に行われる工程であることが多く、部品全体の寸法精度と機能の整合性を確保するのに役立ちます。次の旋削工程、例えばストレート旋削に進みましょうか?
直進旋削
直線旋削は、円筒形のワークピースの直径を所定のサイズに縮小するために使用される旋削加工の中心的な種類の一つです。この工程では、切削工具を部品の回転軸と平行に送ります。ワークピースが回転すると、外面から材料が均一に除去され、滑らかで均一な円筒形断面が得られます。
この加工は、シャフト、ロッド、その他精密な外径寸法が求められる部品の製造によく用いられます。切削深さ、速度、送り速度は、材質や仕上げの要件に応じて調整できます。直線旋削は手作業で行うことも、高精度と自動化を実現する高度なCNC旋盤で行うこともできます。

優位性
デメリット
アプリケーション
直線旋削は、現代のCNC旋削サービスにおける基本的な工程です。試作品を1個製作する場合でも、数千個を生産する場合でも、この工程は高精度な直径と優れた表面仕上げが求められる部品にとって非常に重要です。それでは、次の旋削工程であるテーパー旋削に移りましょう。
テーパ旋削は、ワークの直径が長さに沿って徐々に小さく(または大きく)なり、円錐形状を形成する基本的な旋削加工です。一定の直径を維持するストレート旋削とは異なり、テーパ旋削では、ワークの軸に対する工具パスを調整することで、角度のあるプロファイルを作成します。これは、テーパシャフト、ピン、パイプねじなど、他の部品にぴったりと角度を付けて接続する必要がある部品を扱うアプリケーションでよく使用されます。
CNC旋削サービスでは、テーパー旋削を制御システムに正確にプログラムできるため、オペレーターはテーパー角度、開始点と終了点、さらには複雑な複合テーパーも定義できます。手動旋削セットアップでは、複合レストの旋回、テールストックのオフセット、テーパー旋削アタッチメントの使用、またはCNCベースの自動制御など、いくつかの方法でテーパー旋削を実行できます。

優位性
デメリット
アプリケーション
テーパー旋削は精密工学において極めて重要な工程であり、タイトフィット部品や荷重伝達部品に必要な機能性と信頼性を提供します。最新のCNC旋盤加工工場の導入により、この工程はこれまで以上に高速、高精度、そして安定した加工が可能になりました。さあ、次の工程に進みましょう。次はコンター旋削加工です。
輪郭旋削
輪郭旋削は、円筒状のワークピースの表面に曲面や不規則な形状を加工する旋削加工の一種です。直線や角度のある面を加工する直線旋削やテーパー旋削とは異なり、輪郭旋削では、フィレット、半径、複合曲線といった複雑で滑らかな形状を生成します。この加工は、部品が異なる直径を持つ場合や、軸に沿って3D曲面遷移を形成する場合に特に重要です。
現代のCNC旋削加工サービスでは、CAD/CAMソフトウェアで定義された正確な形状に沿ってツールパスをプログラミングすることで、輪郭旋削加工が行われます。CNC旋盤は、定義されたプロファイルに沿って工具をX軸とZ軸に沿って同時に操作します。そのため、輪郭旋削は、精度と再現性が最優先されるカスタムCNC旋削加工に最適です。

優位性
デメリット
アプリケーション
輪郭旋削は、単一軸で複雑な多半径プロファイルを可能にすることで、CNC技術の潜在能力を最大限に引き出します。これは、形状、フィット感、仕上げが重要となる業界にとって不可欠な旋削加工技術です。次に、幅広い産業分野に関係するもう一つの特殊な旋削加工である溝入れ加工について見ていきましょう。
溝入れ: それは何であり、CNC 旋削ではいつ使用されますか?
溝入れ加工は、特殊な形状の切削工具を用いて、回転するワークの表面に狭い溝(または溝)を切削する基本的な旋削加工です。これらの溝は、内径(穴またはボアの内側)、外径(外径)、または部品の端面(端面溝入れ)に加工できます。溝の形状は、アプリケーションの要件に応じて、角型、円形、V字型、またはカスタム形状にすることができます。
現代のCNC旋削加工では、コンピュータ数値コードによって制御される精密なツールパスを用いて溝入れ加工が行われ、厳しい公差、再現性、そして汎用性を実現します。溝入れ加工は、保持リング、Oリング、スナップリング、あるいは凹部にしっかりと固定する必要があるその他の機能部品を必要とするCNC旋削部品の製造において特に重要です。

優位性
デメリット
アプリケーション
溝入れ加工は、旋削加工の中でも機能的に最も重要な加工方法の一つであり、数多くの産業において構造的、機械的、そしてシーリング上の利点を提供しています。次にご紹介する旋削加工は、ほとんどのCNC旋削プロジェクトにおいて最終段階かつ不可欠な工程である切断(パーティング)です。
切断(パーティングオフ):それは何であり、なぜ CNC 旋削において重要なのでしょうか?
切断(パーティングオフとも呼ばれる)は、完成した部品を残りの原材料または棒材から切り離す重要な旋削加工です。この工程では、細く鋭い切削工具を回転するワークピースに垂直に動かし、部品を完全に切断します。CNC旋削加工では、通常、面削り、溝入れ、ねじ切りなどの他のすべての加工工程が完了した後の最終工程となります。
切断工具は回転軸に対して直角に設置され、事前にプログラムされた位置に正確に貫通する必要があります。カスタムCNC旋削では、最終部品の端面がきれいで正確なものになるよう、高精度な突切り加工が行われます。これは、航空宇宙や医療機器製造などの厳しい公差が求められる業界では特に重要です。
優位性
デメリット
アプリケーション
突切り加工は、旋削加工の最終工程でありながら最も重要な工程の一つです。部品をきれいに切り離すことで、品質保証と後工程への加工が可能になります。次に、多くのCNC旋削部品の機械的機能において重要な役割を果たす特殊な加工であるねじ切り加工について見ていきましょう。
ねじ切り: 旋削におけるねじ切りとは何か、そしてなぜ重要なのか?
ねじ切り加工は、円筒形の部品の外面または内面に螺旋状の溝や隆起(一般的にねじ山と呼ばれます)を作る旋削加工です。これらのねじ山は、部品同士を接続、固定、または相対的に移動させることを可能にし、ねじ、ボルト、シャフト、継手など、幅広い機械部品に用いられています。CNC旋削加工では、必要なねじ山のピッチ、深さ、および形状を正確にプログラムされた専用工具を用いてねじ切り加工を行うことがよくあります。
ねじ切りは外ねじ(ワークピースの外側)または内ねじ(穴の内側)に加工でき、通常はシングルポイント工具またはねじ切りフライス加工用アタッチメントを用いて行われます。CNC旋盤は、高い精度と再現性、そしてメートル法とヤードポンド法の両方のねじ形状を加工できる能力により、ねじ切り加工に優れています。

優位性
デメリット
アプリケーション
ねじ切りは旋削加工の中でも基礎となる工程であり、構造面と機能面の両方でメリットをもたらします。高度な技術を要するこの工程は、現代のCNC旋盤工場の精密加工能力を如実に示しています。次に、内径を正確な寸法と仕上げに仕上げるボーリング加工について見ていきましょう。
旋削におけるボーリングとは何ですか? また、それが精度にとってなぜ重要なのですか?
ボーリング加工は、下穴または鋳造穴の内径を拡大・仕上げする旋削加工です。ドリル加工は最初に穴を開ける作業ですが、ボーリング加工は精密な仕上げ加工が中心となり、最終的な穴が滑らかで真っ直ぐになり、寸法精度も向上します。この加工は通常、旋盤またはCNC旋盤で、ボーリングバーと呼ばれる単刃の切削工具を用いて行われます。
カスタムCNC旋削加工において、ボーリング加工は、航空宇宙、自動車、医療機器製造などの業界で特に厳しい公差が求められる場合に特に重要です。工具は予め形成された穴に入り込み、内面に沿って材料を削り取ることで、所望の直径、真円度、同心度、そして表面仕上げを実現します。

優位性
デメリット
アプリケーション
旋削加工の種類は多岐にわたりますが、ボーリング加工は、厳しい仕様を満たすために内部形状を微調整する上で重要な役割を果たします。内径精度が故障と機能性の差を生む業界では、ボーリング加工は現代のCNC旋削サービスが提供する最も信頼されている加工方法の一つです。次に、もう1つの内部加工工程である穴あけ加工について説明します。これは、旋削加工の始まりとなる工程です。
旋削における穴あけとは何ですか?また、なぜ機械加工において重要なのですか?
訓練 旋削加工の中でも最も基本的で広く用いられている加工法の一つです。切削工具(通常はドリルビット)をワークピースに回転させ、円筒形の穴を開ける加工方法です。旋盤やCNC旋盤で加工する場合、ワークピースは回転しますが、ドリルビットは固定されています(ドリルが回転するボール盤とは異なります)。穴あけ加工は通常、ボーリング、リーマ加工、タッピングなどの加工の前工程として行われます。
CNC旋削加工において、穴あけは部品の内部形状の加工開始に不可欠です。クリアランス穴、ねじ切り用のパイロット穴、あるいはより複雑なキャビティ加工の開始点となる穴あけなどに利用できます。原理的には単純ですが、CNC旋盤による穴あけ加工は、金属からエンジニアリングプラスチックまで、様々な材料を扱う際に、より高い精度、再現性、そしてカスタマイズ性を実現します。

優位性
デメリット
アプリケーション
旋削加工の中核を成すドリル加工は、内部形状の加工開始点となります。カスタムCNC旋削などの技術と組み合わせることで、ドリル加工はスピードだけでなく、精度と制御性も向上し、ボーリング加工やタッピングといったより精密な加工の基盤となります。では、ドリル加工した穴に機能的なねじ山をつけるタッピング加工について見ていきましょう。
旋削加工におけるタッピングとは何ですか? また、ねじ付き部品にとってなぜ重要なのですか?
タッピングは、予めドリルで穴を開けた部分に内ねじを切る旋削加工です。タッピング工具(タップ)をワークピースに回転させながら、穴の壁にねじを切り込みます。CNC旋削加工においては、タッピングは自動化され、精密にプログラムされることが多く、特にCNC旋削部品の大量生産において、ねじ山の均一性と精度を確保します。
タッピングは通常、機械加工の工程においてドリル加工の後に行われます。ドリル加工された穴はパイロットとして機能し、タップはねじのピッチ、深さ、および直径を決定します。そのため、タッピングは、ネジ、ボルト、またはスタッドで組み立てられる部品を作成する上で不可欠な工程となります。
CNC試作旋盤加工や量産工程において、タッピングは部品に直接締結システムを組み込むために使用され、インサートや二次的なねじ切り加工が不要になります。幅広い金属やエンジニアリングプラスチックに適用できるため、多くの業界で汎用性の高いソリューションとなっています。

優位性
デメリット
アプリケーション
まとめると、タッピングは、確実な機械的締結を必要とする部品を製造する旋削加工において、非常に重要な工程です。CNC旋削加工と組み合わせることで、タッピングは精度が向上するだけでなく、試作と量産の両方において拡張性とコスト効率が向上します。次に、材料を切削するのではなく、質感を加える独自の旋削加工であるローレット加工について見ていきましょう。
旋削におけるローレット加工とは何ですか?いつ使用すべきですか?
ナーリング 円筒形の部品の表面にテクスチャ模様をつける特殊な旋削加工です。切削加工とは異なり、ローレット加工は冷間加工の一種で、硬化した工具を回転するワークピースに押し付け、材料を変位させることで、ダイヤモンド状または直線状の繰り返し模様を形成します。この表面仕上げにより、部品のグリップ、美観、または機械的な噛み合いが向上します。
CNC旋削加工では、ローレット加工は通常、旋盤に取り付けられたローレットホイールまたはダイスを用いて行われます。この加工では材料が削り取られるのではなく、材料が再配分されて隆起した稜線が形成されます。この加工は、面取りや直線旋削などの他の加工工程が完了した後に行われることが多いです。ノブ、工具のハンドル、手術器具、さらには装飾品など、グリップが極めて重要なカスタムCNC旋削加工において特に有効です。
ローレットパターンは、主に次の 3 つのタイプに分類できます。

優位性
デメリット
アプリケーション
ローレット加工は部品の寸法を大きく変えることはないかもしれませんが、使いやすさと人間工学に基づいたデザインを劇的に向上させます。ローレット加工は、形状や内部形状ではなく、表面の質感に重点を置く数少ない旋削加工の一つです。次のセクションでは、内径穴のサイズ調整と表面仕上げの精度を高める仕上げ加工であるリーミングについて詳しく説明します。
旋削加工におけるリーマ加工とは?機械加工における精密加工の役割を理解する
リーミング リーミングとは、既存の穴を特定の直径まで高精度かつ優れた表面仕上げで拡大する精密仕上げ作業です。主に材料除去を目的とするドリル加工やボーリング加工とは異なり、リーミングは、下穴またはボーリング加工後の穴の寸法を微調整し、表面品質を向上させることを目的としています。これにより、穴は完全に真円で滑らかになり、厳しい公差内に収められます。
CNC旋削加工では、通常、ドリル加工後にリーマ工具を旋盤またはCNCターニングセンターに取り付け、リーマ加工を行います。リーマは穴にゆっくりと進入し、壁面から少量の材料を削り取ることで、均一で光沢のある仕上がりを実現します。カスタムCNC旋削加工では、ベアリング、シャフト、ピンなど、部品の精密な嵌合が必要な場合にリーマ加工がよく使用されます。
リーマーにはさまざまな種類があります。

優位性
デメリット
アプリケーション
要約すると、リーマ加工は、厳しい穴公差と優れた仕上げを確保する上で極めて重要な旋削加工です。リーマ加工は穴あけ加工やボーリング加工を補完するものであり、特に寸法精度が不可欠な業界では大きな威力を発揮します。次に、CNC旋削加工部品に機能的かつ美的価値を付加する、もう1つの仕上げ加工技術である面取り旋削について見ていきましょう。
面取り旋削とは何ですか?いつ使用する必要がありますか?
面取り旋削とは、円筒形の部品の端部または角に、面取りと呼ばれる斜めのエッジまたは遷移斜面を切削する旋削加工です。この角度付きエッジは、設計要件に応じて通常30°~45°の範囲で切削され、鋭角部をなくしたり、組み立てを容易にしたり、部品の溶接や嵌合の準備を整えたりするために使用されます。
CNC旋削加工において、面取りはより広範な加工工程の一部であることが多く、プログラムの最初または最後に追加されます。CNC旋削工具は事前に定義されたツールパスに沿って加工を行い、ワークのエッジから少量の材料を削り取ることで、きれいな傾斜面を作成します。この加工は、機能面と外観面の両方を改善するために、カスタムCNC旋削サービスでよく使用されます。
面取り旋削は円形のワークピースに限定されません。穴、シャフト、ボア、さらにはねじ山にも内径面取りと外径面取りを施すことができます。CNC旋削工場では、面取り工具や多機能旋削インサートを用いてこの工程を自動化することがよくあります。

優位性
デメリット
アプリケーション
面取り旋削は、精度、耐久性、そして美観を重視する業界で広く使用されている、シンプルながらも不可欠な旋削加工です。CNCプロトタイプの開発でも、カスタムCNC旋削部品の生産準備でも、面取りはフィット感、機能性、そして部品全体の品質向上に役立ちます。次に、もう一つの精密仕上げ加工であるステップ旋削について見ていきます。これは、複数の直径やシャフトセクションを持つ部品の製造に最適です。
ステップ旋削とは何ですか?そしてそれが CNC 加工においてなぜ重要なのですか?
ステップ旋削は、単一のワークピースの長さ方向に沿って、直径の異なる一連の同心円筒形フィーチャを作成するために使用される基本的な旋削加工です。その結果、各セグメントまたはセクションが鋭角またはブレンドエッジを介して次のセグメントまたはセクションに移行する「ステップ状」プロファイルが得られます。この加工はCNC旋盤で頻繁に行われ、シャフト、車軸、ピストンロッドなど、複数の機能直径を必要とする部品のCNC旋削サービスにおける中核的な機能です。
ステップ旋削では、ワークピースを回転させながら、切削工具を軸に沿って長手方向に移動させます。切削深さは精密に制御され、様々な直径を実現します。これらのステップは、部品の形状に応じて、均一または可変のサイズになります。現代のカスタムCNC旋削環境では、このプロセスは簡単に自動化でき、高い再現性を実現し、効率と寸法精度の両方を実現します。

優位性
デメリット
アプリケーション
CNC試作旋削加工や量産加工において、ステップ旋削は、優れた精度で機能的な異径部品を製造する上で重要な役割を果たします。ステップ旋削は、複数の形状を単一の部品に統合できるため、二次加工や追加部品の必要性を低減できるため、最も一般的に使用される旋削加工の一つです。CNC旋削工場で次のプロジェクトを計画する際には、ステップ旋削をいつ、どのように使用するかを理解することで、パフォーマンス、効率、そして費用対効果に大きな違いが生じる可能性があります。
CNC プロジェクトに適した旋削操作を選択するにはどうすればよいでしょうか?
適切な旋削加工を選択することで、CNCプロジェクトの成功と、時間、材料、予算の無駄遣いに終わるプロジェクトの差が生まれます。旋削加工には様々な種類があるため、部品の形状、機能、性能要件に最適な方法を選択することが重要です。CNC旋削部品の加工対象が試作から量産まで様々であっても、面削り、ボーリング、ねじ切り、ローレット加工、テーパー旋削など、それぞれの加工は、設計や最終使用条件に応じて独自のメリットをもたらします。
この決定を下す最良の方法は、使用する材料の種類、必要な公差、表面仕上げ、全体的な形状など、いくつかの重要な基準に基づいてプロジェクトを評価することです。カスタムCNC旋削ワークフローの早い段階で適切な判断を下すことは、最適な結果を保証するだけでなく、コスト効率とリードタイムの短縮にもつながります。
材料タイプ
最適な旋削加工方法を決定する上で、ワークピースの材質は重要な役割を果たします。例えば、
選択した材料の加工性は、常に工具の選択、送り速度、さらには旋削戦略(例:荒加工パスと仕上げ加工パス)を決定する基準となります。
寸法精度
設計に厳しい公差(例えば数ミクロン以内)が求められる場合、輪郭旋削、ねじ切り、ボーリングといった精度重視の加工が必要になるでしょう。ステップ旋削やリーマ加工といった加工は、正確な同心円径や滑らかな穴仕上げを実現する上でも有効です。一方、公差が比較的緩い荒削りや基本的な成形には、直線旋削や溝入れ加工で十分な場合もあります。
CNC プロトタイプ旋削では、コンセプトが機能部品にどれだけうまく変換されるかを直接反映するため、寸法精度を達成することが非常に重要です。
部品の表面仕上げの品質は、見た目だけでなく、特にシール、ファスナー、可動アセンブリが関わる用途では、そのパフォーマンスにも影響を及ぼします。
最終的な表面要件を把握しておくと、必要な操作の数や、速度と仕上げのどちらを優先すべきかを判断するのに役立ちます。

形状と特徴
最後に、パーツの形状を評価します。
多くの場合、部品の設計図によって操作が指示されますが、一部の機能を組み合わせたり調整したりすることで、加工時間を短縮したり、ツールのアクセスを改善したりできることを忘れないでください。
材料の種類、寸法精度、表面処理、形状という4つの重要な要素を考慮することで、最も効率的で適切な旋削加工を確実に選択できます。経験豊富なCNC旋盤加工会社と提携することで、試作品を1つ製作する場合でも、量産に向けてスケールアップする場合でも、専門家の指導と高品質な結果を得ることができます。
CNC旋削サービスの効率と品質は、使用する工作機械と付属品に大きく左右されます。旋削加工の各コンポーネントはそれぞれ独自の役割を果たし、それらが組み合わさることで、精度、表面仕上げ、切削速度、そして生産能力が決まります。試作から量産まで、CNC旋削部品を扱うメーカーにとって、利用可能な工具と、それらが旋削加工プロセスにどのように貢献するかを理解することは非常に重要です。CNC旋削工場内であっても、より大規模なカスタムCNC旋削ワークフローに統合されている場合でも、適切な機器を使用することで、信頼性、安全性、そしてパフォーマンスが確保されます。
現代の CNC 旋削加工で使用される重要なツールとコンポーネントを調べてみましょう。
切削工具はあらゆる旋削加工の中核を成すものです。回転するワークピースから材料を削り取るための工具です。用途に応じて、形状、コーティング、材質など、様々な種類があります。

ツールホルダー
ツールホルダーは、CNC旋盤のタレットまたは刃物台に切削工具をしっかりと固定します。ここでの精度と剛性は、振動や工具のたわみを防ぐ鍵となります。
チャック
チャックは旋削加工時にワークを掴み、回転させます。ワークの形状や精度要件に応じて、様々な種類のチャックが使用されます。

テールストック
テールストックは、長いワークのもう一方の端を支え、加工中のたわみや振動を防ぎます。また、ドリルやリーマーなどの工具を取り付けて、ワークの軸方向に加工することもできます。

センター
センターとは、ワークピースまたはテールストックに嵌合して位置合わせを維持する、精密に研磨された先端部です。高精度CNCプロトタイプ旋削や細長い部品の旋削加工において、極めて重要な役割を果たします。
旋盤
あらゆる旋削加工において主要な工作機械は旋盤です。CNC旋削加工では、旋盤はソフトウェアによって制御され、オペレーターの介入を最小限に抑えながら、非常に複雑なプログラムを実行できます。
ボーリングバー
穴の内径を拡大または仕上げるために使用されるボーリングバーは、内面形状の旋削加工において極めて重要です。チャタリングを防止するため、ボーリングバーは剛性が高く、しっかりとした支持が必要です。
溝入れ・切削工具
溝切りツールはワークピース上に狭い溝を作成し、切断ツール (パーティングツールとも呼ばれます) は完成した部品をストックから分離します。
スレッディングツール
ねじ切りツールは 外ねじまたは内ねじを手作業またはCNCプログラミングで切削するために使用されます。特に厳しい機械的公差が求められる部品では、精度が非常に重要です。
ドリル
ドリルツールをタレットまたはテールストックに取り付けて、ワークピースの軸に沿って穴を開けることができます。
成形ツール
成形ツールは、ツールを横方向に動かさずに、ワークピース上に特定の輪郭またはプロファイルを成形するために使用されます。
これらの旋削工具と部品の機能と選定基準を理解することで、エンジニアやメーカーはCNC旋削サービスを最適化し、加工エラーを削減し、スループットを向上させることができます。CNC試作旋削から本格的な量産まで、適切な工具を使用することは品質と性能にとって不可欠です。
CNC旋削加工において、切削パラメータは加工工程の結果を決定づける上で極めて重要な役割を果たします。試作品の加工でも、CNC旋削部品の大量生産でも、送り速度、切削速度、切込み深さの正確な選択は、効率、表面仕上げ、工具寿命、そして全体的なコストに大きく影響します。これらのパラメータは恣意的に選択されるものではなく、材料、必要な公差、工具、そして機械の能力に基づいて決定されます。
カスタム CNC 旋削に携わる人や CNC 旋削ショップで作業する人にとって、これらのパラメータを理解することは、ツールの故障を回避し、部品の整合性を維持し、サイクル タイムを最適化するために不可欠です。
送り速度
送り速度とは、切削工具がワークピースの表面に沿って1回転あたりに進む距離を指します。通常はmm/回転またはインチ/回転で表されます。
送り速度は以下に直接影響します。
CNC 旋削サービスでは、特に航空宇宙、医療、精密エンジニアリングのアプリケーションなど、厳しい公差や細かい仕上げが求められる部品に対して、送り速度を慎重に最適化することが重要です。
切り込みの深さ
切削深さは、加工面に対して垂直に測定され、工具の 1 回の通過で除去される材料層の厚さです。
切削深さは、機械加工の段階に応じて調整されることが多いです。
材料除去率と表面品質の間のこのバランスは、CNC プロトタイプ旋削において重要な考慮事項であり、最初の試行により最適な設定を調整することができます。
切断速度
切削速度とは、切削工具によって材料が削り取られる速度のことで、通常はメートル/分(m/min)または表面フィート/分(SFM)で表されます。切削速度は、以下の要因に依存します。
切断速度が速すぎると、次のような問題が発生する可能性があります。
低すぎる場合は、次のようになります。
最新のCNC旋盤は、特にマルチパスサイクルにおいて、ツールパスと負荷に基づいて速度を自動調整します。チタンやインコネルなどの高強度合金を扱うカスタムCNC旋盤加工では、コストのかかるミスを回避するために、慎重に計算された速度が不可欠です。
製品概要
送り速度、切込み深さ、切削速度は、効果的な旋削加工の基盤となります。これらのパラメータは相互に依存しており、1つを変更すると他のパラメータにも影響を及ぼします。経験豊富な機械工やエンジニアは、これらの値を頼りに工具や機械を保護するだけでなく、顧客の仕様を満たす高品質の部品を製造しています。
どの CNC 旋盤工場でも、これらの切削パラメータを設定および微調整する能力こそが、標準的な機械加工と、最適化され、効率的で、競争力のある生産を区別するものです。
CNC旋削加工では、一般的に荒加工と仕上げ加工という2つの主要工程に分けられます。それぞれの工程は、原材料を精密部品へと加工する上で重要な役割を果たします。荒加工は材料の大部分を素早く除去することに重点を置くのに対し、仕上げ加工は寸法精度と高品質な表面仕上げを目指します。この2つの工程の違いを理解することで、特にカスタムCNC旋削加工、CNCプロトタイプ旋削加工、そして量産環境において、機械工やエンジニアは適切な工具、パラメータ、そして戦略を選択することができます。
荒加工と仕上げ加工の比較
| 側面 |
荒加工 |
フィニッシング |
| 目的 | 素早い材料除去 | 最終的な形と精度 |
| 切削深さ | 深い切り傷(通常2~5 mm以上) | 浅い切り込み(通常0.2~0.8 mm) |
| 送り速度 | 高い送り速度 | 低送り速度 |
| 切削速度 | 適度な速度 | 高速(ただし送りは低速) |
| 使用したツール | 耐久性のあるコーティングを施した強力で剛性の高いツール | 微細刃形状の鋭い工具 |
| 表面仕上げ | 粗い表面仕上げ(Ra値が高い) | 滑らかな表面仕上げ(Ra値が低い) |
| 許容誤差精度 | きつくなく、仕上げに余裕がある | 高精度、最終公差を満たす |
| 工具摩耗率 | 力の増加により高くなる | 低いが、ツールにはより鋭い刃が必要 |
| サイクルタイム | バルク除去用に短くする | 軽いパスと細かいコントロールにより、より長い |
| 切りくずの形成 | 厚くカールしたチップ | 薄く連続したチップ |
| CNC旋削での使用 | 少ないパスで仕上げの準備をします | 重要な寸法と表面仕上げに使用 |
| 一般的なアプリケーション | 鋳造/鍛造面の除去、前加工 | 航空宇宙部品、医療部品、細目ねじ |
それぞれの用途と理由
精密への移行
荒加工から仕上げ加工に切り替える適切なタイミングの選択は、次の要素によって決まります。
現代の CNC 旋削サービスでは、多くの場合、両方のプロセスを 1 つの自動化サイクルに統合し、さまざまなツールと加工戦略を使用して、両方の段階を効率的に完了します。
結論
荒加工と仕上げ加工は競合する工程ではなく、互いに補完し合うものです。両者の違いを理解することで、工具寿命の延長、生産性の向上、そして最適な部品品質を実現できます。CNC旋盤加工の現場で作業する場合でも、高性能部品の試作を行う場合でも、この2つの旋削加工技術を習得することは成功に不可欠です。
CNC旋削加工において、荒加工と仕上げ加工は機械加工工程の重要な2つの段階です。各段階は、その目的、戦略、そして結果によって定義されます。これらの主要な特徴を理解することで、工具選定、加工時間、そして部品品質を最適化することができます。これらは、現代のカスタムCNC旋削加工、CNCプロトタイプ旋削加工、そして大規模CNC旋削加工サービスにおいて重要な要素です。
荒加工の主な特徴
1.目的:
2. 切断パラメータ:
3. ツールの特性:
4. 出力品質:
5.効率:
6. 共通:
仕上げの主な特徴
1.目的:
2. 切断パラメータ:
3. ツールの特性:
4. 出力品質:
5.効率:
6. 共通:
最終的な考え
荒加工と仕上げ加工の明確な特性を理解することで、メーカーは適切な工具、パラメータ、そして戦略の組み合わせを選択できます。これにより、CNC試作旋削加工と量産加工の両方で最適な結果が得られます。最善の結果を得るために、高度なCNC旋削加工工場では、これらの2つの工程間の移行を自動化し、速度と精度のバランスをとることがよくあります。
どちらのプロセスも重要です。荒加工では原材料を成形し、仕上げ加工では最終部品を完璧に仕上げます。
CNC旋削加工において、加工精度、表面仕上げ、生産性は、旋削工具の適切な選定と適用に大きく依存します。各工具は、成形、ねじ切り、成形など、特定の機能向けに設計されています。カスタムCNC旋削部品の加工でも、大量生産品の加工でも、これらの工具を理解することは、一貫した結果を達成し、工具寿命を最適化するために不可欠です。以下は、CNC旋削加工で最も一般的に使用される旋削工具と、それぞれが加工プロセスで果たす役割です。
フェーシングツール
面取り工具

スレッディングツール

成形ツール

テーパーツール
溝入れ工具
結論
各工程に適した旋削工具を選択することで、効率、精度、そして品質を確保できます。特に、先端材料や厳しい公差が求められる加工においては、その重要性は増します。これらの工具の用途と利点を熟知することで、CNC旋削加工工場は、自動車産業から航空宇宙産業まで、幅広い業界において信頼性の高い高性能なソリューションを提供できます。
CNC旋削加工の成功は、加工対象となる材料に大きく左右されます。強度や切削性から耐熱性、表面仕上げの要件に至るまで、材料の特性は工具、送り、速度、さらには旋削加工の種類の選択において極めて重要な役割を果たします。航空宇宙、医療、あるいは工業用途のCNC旋削部品を製造する場合でも、加工対象となる材料を理解することで、機械工やエンジニアは荒加工から仕上げ加工まで、工程のあらゆる段階を最適化することができます。
カスタム CNC 旋削で最も一般的に使用されるワークピースの材質、その特性、そして旋削技術に及ぼす影響について見ていきましょう。
旋削加工は非常に汎用性が高く、様々な金属および非金属の加工が可能です。材料選定の重要な基準としては、硬度、靭性、熱伝導性、耐食性、切削片の除去性などが挙げられます。以下は、CNC旋削加工で最も広く使用されている金属材料です。

ステンレス鋼
概要: ステンレス鋼は、耐腐食性、強度、美観に優れていることで知られており、医療、食品、航空宇宙分野の部品によく使用されています。
加工特性:
旋削加工に使用する材種: 303 (機械加工が最も簡単)、304、316、420、および 17-4PH。
鋼鉄
概要: 旋削加工で最もよく使用される材料の 1 つである鋼は、強度、コスト、機械加工性のバランスに優れています。
加工特性:
アプリケーション: 自動車部品、工業部品、シャフト、ギアなど。
鉄(鋳鉄)
概要: 鋳鉄は重機やエンジン部品に広く使用されており、優れた減衰特性と耐摩耗性を備えています。
加工特性:
一般的なタイプ: ねずみ鋳鉄、ダクタイル鋳鉄。
真鍮
概要: 真鍮は銅と亜鉛の合金で、機械加工が容易で、優れた耐腐食性と導電性を備えています。
加工特性:
一般的な用途: 継手、バルブ、電子コネクタ。
アルミ
概要: 軽量で多用途なアルミニウムは、その加工性と優れた強度対重量比により、CNC 旋削で最も広く使用されている金属の 1 つです。
加工特性:
一般的な合金: 6061、7075、2024
アプリケーション: 航空宇宙、自動車、医療、消費者向け製品。
ニッケル合金
概要: ニッケルベースの合金は耐腐食性と高温強度に優れていることで知られており、航空宇宙およびエネルギー分野で広く使用されています。
加工特性:
例: インコネル、モネル、ハステロイ
チタン
概要: チタンは、優れた強度対重量比と生体適合性が高く評価されており、航空宇宙、医療、防衛産業で第一の選択肢となっています。
加工特性:
共通グレード: グレード2(商業用純粋)、グレード5(Ti-6Al-4V)
結論
旋削加工に適した材料の選択は、生産性、工具寿命、そして部品品質に直接影響します。アルミニウムや真鍮などの金属は加工性に優れていますが、チタンやニッケル合金などの材料は、より特殊な工具とパラメータを必要とします。これらの材料特性を理解することで、CNC旋削加工工場は、特にCNCプロトタイプ旋削や高精度カスタムCNC旋削プロジェクトにおいて、より効率的で費用対効果の高いソリューションを提供できます。
CNC旋削に使用されるプラスチック
CNC旋削加工の用途では金属が主流ですが、軽量で耐腐食性があり、非導電性の部品が求められる業界では、プラスチックがますます人気を集めています。CNC旋削加工サービスの進歩と工具技術の向上により、エンジニアリングプラスチックを高精度に加工することが可能になり、医療、航空宇宙、電子機器、そして産業用途への適用が可能になりました。CNC旋削加工部品において、求められる機械的性能、熱的性能、そして美観を実現するには、適切なプラスチック材料の選択が不可欠です。
CNC 旋削で最も一般的に使用されるプラスチックであるポリカーボネート (PC)、PEEK、PEI、PP について、その特性、加工性、用途を中心に詳しく説明します。
ポリカーボネート(PC)
概要: ポリカーボネートは、透明で耐衝撃性に優れたプラスチックで、その強度と寸法安定性に優れています。レンズ、筐体、透明シールドなどにおいて、ガラスの代替品として広く使用されています。
加工特性:
主なプロパティ:
アプリケーション:
PEEK(ポリエーテルエーテルケトン)
概要:PEEKは、優れた機械的耐性と耐薬品性を備えた高性能熱可塑性樹脂です。高温・高負荷環境での使用が多く、航空宇宙、医療、自動車業界で広く採用されています。
加工特性:
主なプロパティ:
アプリケーション:
PEI(ポリエーテルイミド、例:ウルテム)
概要: PEIは、耐熱性、剛性、難燃性に優れた非晶質の高強度プラスチックです。電気絶縁性と構造性能の両方が求められる用途によく使用されます。
加工特性:
主なプロパティ:
アプリケーション:
PP(ポリプロピレン)
概要: ポリプロピレンは、優れた耐薬品性と疲労強度を備えた、汎用性が高く低コストの熱可塑性プラスチックです。研究室、化学薬品の取り扱い、包装用途などで広く使用されています。
加工特性:
主なプロパティ:
アプリケーション:
結論
カスタムCNC旋削加工では、最終製品の機能要件と環境要件に合わせてプラスチック材料を選択する必要があります。ポリカーボネートは透明性と耐衝撃性に優れていますが、PEEKやPEIなどの材料は、過酷な高温環境でも優れた性能を発揮します。コスト重視の環境や化学的に活性な環境では、PPが理想的なソリューションとなります。適切な加工方法と材料選定を行うことで、プラスチックは最新のCNC試作旋削プロジェクトから量産工程まで、卓越した性能と製造性を実現します。
旋削加工における複合材料、セラミックス、切削工具材料
旋削加工における複合材料とセラミックス
複合材料とセラミックは、優れた強度対重量比、耐摩耗性、熱特性により、高性能アプリケーションでますます多く使用されています。しかし、これらの材料は硬さと脆さを併せ持つため、CNC旋削加工において特有の課題を抱えています。
コンポジット
概要: 複合材料とは、物理的または化学的特性が異なる2つ以上の構成材料から作られた人工材料です。一般的な複合材料には、炭素繊維強化ポリマー(CFRP)やガラス繊維強化ポリマー(GFRP)などがあります。
機械加工の考慮事項:
アプリケーション:
重要な理由: 複合材料のカスタム CNC 旋削を行う場合、材料の完全性を維持し、ツールの寿命を延ばすには、慎重なツールの選択と最適化された切削パラメータが不可欠です。
セラミック
概要: アルミナ(Al₂O₃)や窒化ケイ素(Si₃N₄)などのセラミック材料は、耐高温性、化学的不活性、耐摩耗性が重要となる用途で使用されます。これらの材料は、航空宇宙、エネルギー、バイオメディカルの分野で多く使用されています。
機械加工の考慮事項:
アプリケーション:
重要な理由: セラミックには精密機器と熟練した CNC 旋削サービスが必要であり、多くの場合、粗削り後の研削や研磨などの二次工程が必要になります。
CNC旋削における切削工具材料
CNC旋削加工の効率は、切削工具の材質に大きく依存します。以下は、様々な種類のワークピースの旋削加工に使用される最も一般的な工具材質です。
高速度鋼(HSS)
概要: HSS は強靭性と手頃な価格で知られており、特に少量生産やアルミニウムやプラスチックなどの柔らかい材料の汎用旋削に適しています。
長所:
制限事項:
炭化物
概要: コバルト結合剤を含む炭化タングステンから作られた超硬工具は、硬度と靭性の間の優れたバランスを提供します。
長所:
アプリケーション: 鋼、ステンレス鋼、鋳鉄、非鉄金属の旋削に最適です。
セラミック切削工具
概要: セラミックインサートは超硬合金よりも硬く、硬化材料の高速仕上げに使用されます。
長所:
制限事項:
サーメット
概要: セラミックと金属材料を組み合わせたサーメットは、精密旋削や中仕上げ加工に最適です。
長所:
アプリケーション: 多くの場合、自動車や航空宇宙産業の大量生産における仕上げ作業に使用されます。
立方晶窒化ホウ素(CBN)
概要: CBN 工具はダイヤモンドに次ぐ硬度を持ち、硬化鋼 (>45 HRC) の旋削に使用されます。
長所:
制限事項:
多結晶ダイヤモンド (PCD)
概要: PCD は、極めて高い硬度と耐摩耗性を備えているため、非鉄金属や複合材料の旋削に最適です。
長所:
制限事項:
工具鋼
概要: 特殊な成形工具や旋削工具に使用される工具鋼(A2、D2 など)は耐久性に優れており、熱処理によって硬度を高めることができます。
長所:
制限事項:
結論
工具材質の選定は、旋削加工の最適化、ダウンタイムの削減、そして望ましい表面仕上げの実現に不可欠です。金属、プラスチック、セラミック、複合材など、CNC旋削部品を製造する用途に応じて、それぞれの材質が独自の利点をもたらします。複雑な要件の場合、VMTのような経験豊富なCNC旋削加工会社は、精度、効率、そして価値を実現する最適な工具とワークピースの組み合わせを特定するお手伝いをいたします。
旋削加工は、製造業において最も広く利用されている切削加工プロセスの一つであり、特に円形部品や円筒形部品の製造において顕著です。手作業で行う場合でも、高度なCNC旋削加工サービスを利用して行う場合でも、旋削加工は部品メーカーにとって多くのメリットをもたらします。しかし、プロジェクトに旋削加工を選択する前に、慎重に検討すべき課題もいくつか存在します。
旋削の利点
旋削加工は、厳しい公差、精密な仕上げ、そして再現性の高い結果を備えた回転部品の製造において非常に効率的です。CNC旋削工場の発展と自動化により、このプロセスは航空宇宙、自動車、医療など、幅広い業界で不可欠なものとなっています。
高精度
旋削加工は、寸法公差が厳しい部品の製造に最適です。CNC旋盤は±0.005 mm以内の精度を実現できるため、航空宇宙や医療用途の精密部品に最適です。
優れた表面仕上げ
適切な切削パラメータと工具を使用することで、旋削加工では0.8µm Ra未満の表面粗さを実現できます。この滑らかさにより、追加の仕上げ工程の必要性が軽減または排除されるため、特定の美観要件や機能要件を満たす費用対効果の高いソリューションとなります。
汎用性
旋削加工は円筒形状の切削だけにとどまりません。ねじ切り、穴あけ、溝入れ、ローレット加工など、多様な加工に対応しています。軟質プラスチックから硬化鋼、チタンやインコネルなどの特殊合金まで、幅広い材料を加工できます。
滑らかな表面仕上げ
ツールパスによって工具痕が残る可能性のあるフライス加工とは異なり、旋削加工ではきれいで連続した切削面が得られます。これにより、優れた表面品質が得られ、これは特にシーリング面やベアリング面において重要です。
大量生産の効率
旋削加工、特にCNC旋盤による自動化は、バッチ生産において非常に効率的です。セットアップが完了すると、機械は最小限の監視で、安定した品質で数百、数千の同一部品を生産できます。
自動化の効率化
最新のCNC旋盤はCAD/CAMシステムと統合されており、迅速なプログラミング、シミュレーション、ツールパスの最適化を可能にします。これによりリードタイムと人的ミスが削減され、試作品と量産部品の両方の生産が効率化されます。
旋削加工の限界
旋削加工には多くの利点がある一方で、メーカーが考慮しなければならない一定の限界があります。これらの欠点は、複雑な形状の加工、難削材の加工、あるいは少量生産におけるコスト管理において顕著に表れます。
高価な機器
CNC旋盤は多額の投資です。多軸機能、自動工具交換装置、ライブツール機能を備えたハイエンドモデルは数万ドルもかかります。さらに、継続的なメンテナンスとソフトウェアのアップグレードも長期的なコストの増加につながります。
工具の摩耗
旋削加工に使用される切削工具、特に超硬合金やセラミックインサートは、特に硬質金属や高切削速度で加工する場合に摩耗しやすい傾向があります。工具の交換と管理は運用コストの増加を招き、生産の遅延につながる可能性があります。
材料の制限
旋削加工は円筒形または対称形の部品に最適です。不規則で回転しない形状は、フライス加工や積層造形法によってより効率的に製造できます。また、複合材のような脆性材料や層状材料は、旋削加工中に欠けたり剥離したりする可能性があります。
複雑な形状の制限
一部の多軸CNC旋盤はより複雑な形状に対応できますが、従来の旋盤では複雑な3D形状やアンダーカットの加工が困難です。大規模な輪郭加工やポケット加工が必要な部品の場合は、フライス加工や5軸加工の方が適している場合があります。
セットアップ時間と制限
カスタムCNC旋盤加工や少量生産の場合、セットアップ時間(治具設計、工具の装着、プログラミングなど)が不釣り合いに長くなることがあります。そのため、クイックチェンジシステムを備えたフレキシブルマシンやハイブリッドマシンを使用しない限り、旋盤加工は試作には適していません。
最終的な思考
旋削加工は、CNC加工の世界で最も強力かつ高精度な加工方法の一つです。その長所と短所を理解することで、メーカーはCNC旋削部品の製造に最適なアプローチを選択し、最適な品質、リードタイム、そしてコスト効率を確保することができます。円筒形部品を扱うプロジェクトの場合、VMTのカスタムCNC旋削サービスは、最も厳しい仕様にも対応できる専門知識と設備を提供します。
高品質なCNC旋削部品の製造は、適切な機械を使用するだけでなく、設計段階から始まります。設計上の判断ミスは、加工効率の低下、コストの増加、部品の不良につながる可能性があります。だからこそ、旋削加工に最適な設計方法を理解することが不可欠であり、特にVMTのようなプロのCNC旋削サービスを利用する場合はなおさらです。これらのヒントは、製造の効率化、エラーの削減、部品の性能向上に役立ちます。
壁の厚さを均一に保つように努める
肉厚は、部品の安定性と加工性能の両方において重要な役割を果たします。肉厚が不均一だと、旋削加工中に工具のたわみ、振動、びびり、放熱の不均一といった問題が発生する可能性があります。これらの要因は、寸法精度の不正確さ、反り、さらには部品の破損のリスクを高めます。加工効率と構造的完全性を高めるため、可能な限り、部品全体、特に中空部や円筒部では、肉厚を均一に保つようにしてください。薄肉部品の場合は、サポート構造や内部フィーチャーを用いて形状を補強することで、変形を軽減することもできます。
複雑なデザインを避ける
最新のCNC旋盤は高度な自動化と多軸機能を備えていますが、部品形状が過度に複雑になると、加工の難易度とコストが上昇する可能性があります。深いアンダーカット、内溝、鋭角コーナー、複雑な輪郭といった形状は、多くの場合、専用工具、特殊なセットアップ、あるいは二次加工を必要とします。これらはサイクルタイム、コスト、そしてエラー発生の可能性を高めます。経験則として、回転対称設計を基本とし、段差を簡素化し、厳しい公差は機能領域のみに限定するのが良いでしょう。これにより、旋削加工の速度と信頼性が向上し、特にCNCプロトタイプ旋削においては効果的です。
標準旋削ねじサイズを選択
カスタムまたは非標準のねじ寸法は、工具コストを増加させるだけでなく、旋削工程を複雑化させます。UNC、UNF、ISOメートルねじ、BSPなどの標準ねじは、市販の工具で広くサポートされているため、加工速度とコストを削減できます。可能な限り、業界標準の仕様に基づいてねじ山を設計し、特殊なインサートやタップを必要とするねじは避けてください。また、CADモデルに適切なねじ山の逃げと振れを含めることで、切削過多やねじ山の不完全加工を回避できます。
1回のセットアップで処理
加工中に部品を再取り付けする回数は少ないほど良いです。部品を再固定するたびにアライメントエラーのリスクが高まり、寸法のばらつきや不良品の発生につながる可能性があります。高い精度と再現性を確保するには、旋削加工のすべて、またはほとんどを1回のセットアップで完了できるように部品を設計してください。対称性、両面へのアクセス、二次加工工程の必要性を最小限に抑えることなどを検討してください。マルチスピンドル旋盤またはサブスピンドル旋盤は、複雑な加工を1回のパスで実行できるため、サイクルタイムと労力を削減できます。
製品概要
これらの設計原則を計画段階から適用することで、効率を最大化し、製造リスクを最小限に抑え、生産コストを削減できます。CNC旋削部品の小ロット生産でも、カスタムCNC旋削工場によるスケールアップを目指す場合でも、製造性を考慮した設計(DFM)は不可欠です。VMTのような経験豊富なCNC加工工場と提携することで、設計は加工可能であるだけでなく、品質と納期も最適化されます。
旋削加工は、現代の製造業において最も汎用性が高く、広く利用されている加工プロセスの一つです。精密シャフトの製造から複雑なねじ山の製造まで、旋削加工は無数の産業における部品の製造を可能にしています。小規模なCNC試作旋削から複雑なアセンブリの本格的な生産まで、その影響は自動車から宇宙船まで多岐にわたります。以下では、この基礎技術が、信頼性、精度、そして費用対効果の高い部品を提供することで、主要産業にどのように貢献しているかを探ります。
自動車業界では、高精度と耐久性が求められる部品の製造において、旋削加工が重要な役割を果たしています。エンジン部品、車軸、クランクシャフト、ブレーキディスク、ステアリングコラム、トランスミッションシャフトなどは、CNC旋削加工で一般的に製造される部品のほんの一例です。これらの部品は、最適な性能、安全性、そして業界標準への適合性を確保するために、厳しい公差と優れた表面仕上げが求められることがよくあります。旋削加工は回転対称部品の加工に最適であるため、特に内燃機関やドライブトレインシステムに使用される円筒形部品の高速製造に適しています。
自動車アプリケーションをターンする主な利点:
航空宇宙産業では、極めて高い精度、トレーサビリティ、そして材料の完全性が求められており、旋削加工はこれらの期待に応える上で不可欠です。航空機の着陸装置部品、エンジンタービン、胴体ファスナー、油圧バルブスプール、計器シャフトなどは、いずれもカスタムCNC旋削加工の恩恵を受ける部品です。航空宇宙産業では、わずかな誤差でも航空機の安全性や性能を損なう可能性があるため、CNC旋削加工された部品は厳格な仕様を満たす必要があります。
チタン、インコネル、軽量アルミニウムなどの材料が頻繁に使用され、堅牢な工具と切削パラメータが求められます。複雑な形状や厳格な基準に対応するため、5軸旋盤やスイス式旋盤を備えた高性能CNC旋盤が導入されることがよくあります。
医療分野では、部品の性能と安全性の両面において、精度が極めて重要です。旋削加工は、外科用器具、整形外科用インプラント、歯科用部品、医療用コネクタの製造に広く用いられています。これらの部品は、滑らかな仕上げ、正確な公差、そしてステンレス鋼、チタン、医療グレードのプラスチックなどの生体適合性材料との適合性が求められることがよくあります。
CNCプロトタイプ旋削により、医療機器メーカーは本格的な生産に移行する前に、設計を迅速に反復・検証することができます。旋削加工の柔軟性は、患者固有のインプラントやデバイスの製造にも役立ちます。
軍事および防衛産業
軍事・防衛分野において、過酷な環境と極度の機械的負荷に耐えなければならないミッションクリティカルな部品の製造には、旋削加工が不可欠です。用途は、兵器システムや車両のドライブシャフトから通信機器、航空宇宙グレードの部品まで多岐にわたります。これらの部品は、耐熱鋼やチタンなどの特殊合金で作られることが多く、高度なCNC旋削技術を用いた加工が最適です。
高い精度、再現性、そして堅牢性を備えた部品を製造できる能力こそが、防衛関連請負業者が厳しいプロジェクト仕様を満たすために経験豊富なCNC旋盤工場に頼る主な理由です。さらに、旋盤加工は、現場作業や防衛物流にとって不可欠な、迅速な対応を可能にする製造プロセスをサポートします。
結論
これらの業界において、旋削加工は単なる加工方法ではなく、信頼性と拡張性に優れた製造業の基盤となっています。医療機器の試作、航空機エンジンの組立、あるいは高精度な自動車部品の設計など、旋削加工は成功に必要な精度と柔軟性を提供します。複雑な部品の実現を目指す企業にとって、VMTのような熟練したCNC旋削加工サービスプロバイダーと提携することで、あらゆる用途において品質、スピード、そして一貫したパフォーマンスを確保できます。
現代の製造業において、CNC旋削加工は精度、再現性、そして効率性を確保するために、高度なソフトウェアに大きく依存しています。カスタムCNC旋削で使用されるソフトウェアエコシステムには、通常、CAD(コンピュータ支援設計)、CAM(コンピュータ支援製造)、そしてシミュレーションツールが含まれます。これらのプラットフォームは、部品形状の設計からツールパスのシミュレーション、加工パラメータの最適化まで、あらゆる作業に不可欠です。
CNC旋削でよく使用されるソフトウェア:
これらの統合プラットフォームにより、セットアップ時間が短縮され、ツール寿命が向上し、CNC 旋削サービスで複雑な形状や厳しい許容誤差を効率的に処理できるようになります。
他の工業プロセスと同様に、CNC旋削加工も適切に管理されなければ、様々な安全リスクを伴います。高速回転する部品、鋭利な切削工具、飛散する金属片は、作業者と設備にとって危険な状態を引き起こす可能性があります。
CNC旋削加工の主な危険性:
あらゆる CNC 旋削工場でこれらのリスクを最小限に抑えるには、適切なトレーニング、機械の保護、個人用保護具 (PPE)、および安全インターロックが不可欠です。
旋削加工は製造には不可欠ですが、プロセスパラメータ、ツール、使用する材料によっては、物理的および材料関連の副作用が生じる可能性があります。
一般的な副作用:
これらの影響は、適切な CNC 旋削工具を使用し、最適な切削パラメータを選択し、研磨やコーティングなどの後処理手順を活用することで軽減できます。
CNC 旋削は多くの従来の製造方法よりも環境的に管理されていますが、それでもいくつかの環境上の課題が生じます。
環境への配慮:
持続可能性向上のための取り組みとしては、ドライ旋削(クーラント不要)の採用、生分解性クーラントの使用、CNC旋削部品へのリサイクル材の調達などが挙げられます。多くのCNC旋削工場では、環境負荷の低減を目指し、エネルギー効率の高い機械や閉ループリサイクルシステムへの移行を進めています。
はい、旋削加工は、特に円筒形または対称形の部品において、最も費用対効果の高いCNC加工の一つと考えられています。研削加工や放電加工などの他の加工方法と比較すると、旋削加工は標準部品の生産速度が速く、セットアップコストも低くなります。
旋削がコスト効率に優れている理由:
カスタム CNC 旋削プロジェクトや大規模な CNC プロトタイプ旋削に取り組むメーカーにとって、旋削はパフォーマンス、速度、および経済的実現可能性の完璧なバランスを実現します。
一見すると、ターニングセンターと旋盤は同じ機能を果たすように見えます。どちらもワークを回転させ、切削工具で材料を削り取るという点です。しかし、両者には、特に能力、自動化、汎用性において重要な違いがあります。従来の旋盤とCNCターニングセンターの違いを理解することは、CNC旋削サービス、特に複雑な加工や大量生産の加工において、適切なソリューションを選択する上で不可欠です。
旋盤は、標準的な旋削加工に一般的に使用される基本的な工作機械です。手動旋盤では、熟練した機械工がレバーやダイヤルを操作して切削動作を制御する必要があります。単純なプロジェクトや単発部品の加工には最適ですが、自動化や高度な工具機能は備えていません。
一方、CNCターニングセンターは、旋盤のより高度なコンピュータ化されたバージョンです。多くの場合、複数の軸(フライス加工や穴あけ加工用のライブツールを含む)、自動工具交換装置、バーフィーダー、パーツキャッチャーを備えています。これらの機能により、1回のセットアップで多機能加工が可能になり、生産性、精度、そして部品の安定性が向上します。ターニングセンターは、複雑な形状、厳しい公差、そして精巧なデザインのCNC旋削部品の製造に最適です。
つまり、旋盤はより単純で少量の作業に最適であり、ターニング センターは高精度で高効率のカスタム CNC 旋削操作に適しています。
旋削加工の代替技術
加工方法を選択する際、円筒形の部品には旋削加工がしばしば用いられます。しかし、特定の状況、特に異なる形状、仕上げ、または公差が求められる場合には、フライス加工や研削加工といった代替加工の方が適している場合があります。これら2つの主要な代替加工方法と、旋削加工よりもメリットが大きい場合について見ていきましょう。
フライス加工は、回転する切削工具が静止したワークピース上を移動して材料を削り取る加工プロセスです。旋削加工が部品を回転させることで成形するのに対し、フライス加工は工具を移動させることで部品を成形します。フライス加工は、平面、溝、ポケット、複雑な3D形状など、旋削加工では実現が難しい形状の作成に最適です。特に、円筒形ではない部品や、ワークピースに複数の面があり、加工が必要な場合に有効です。
CNCフライス加工工場では、自動化されたフライス盤によって高い精度と精密さを実現できるため、旋削加工の強力な補完、あるいは代替手段として活用できます。例えば、CNCプロトタイプ加工では、望ましい結果を得るために旋削とフライス加工を組み合わせることがよくあります。

研削とは、研磨ホイールを用いて極めて微細な表面仕上げと厳しい公差を実現する仕上げ工程です。通常、旋削加工やフライス加工の後に、精度向上や硬質表面からの材料除去を最小限に抑える目的で使用されます。研削加工では、旋削加工では実現できないRa 0.1µmという極めて低い表面仕上げを実現できます。
航空宇宙や医療部品の製造といった用途では、特に熱処理された金属やセラミックを扱う際に、研削加工の均一性と表面品質の高さから、研削加工がしばしば選択されます。旋削加工よりも加工時間が長くコストもかかりますが、表面品質と公差精度が極めて重要な場合には、研削加工は不可欠です。
結論として、旋削加工は多くの円筒形部品において非常に効率的で汎用性が高い一方で、フライス加工と研削加工はそれぞれ独自の強みを持ち、特定の用途により適している場合があります。それぞれの加工方法を個別または組み合わせて使用するタイミングを把握することで、CNC加工サービス全体を通して、最適なパフォーマンス、コスト削減、部品品質の向上を実現できます。

プロジェクトに精度、効率、信頼性が求められる場合、適切なパートナーの選択は設計そのものと同じくらい重要です。VMTは、 カスタムCNC旋削サービス 航空宇宙、自動車、医療、ロボット工学など、幅広い業界の進化するニーズに応えるCNC旋盤加工技術を提供しています。試作品、少量生産、量産品など、お客様のご要望に正確に応えるCNC旋盤加工部品をお届けすることに全力を尽くします。
あなたのビジョン、私たちの専門知識
VMTを選ぶということは、単に機械加工をアウトソーシングする以上の意味を持ちます。品質、革新性、そしてスピードを最優先するCNC旋盤加工専門の工場とパートナーシップを築くことを意味します。私たちは単に機械を操作するだけでなく、高度な技術とエンジニアリングのノウハウを駆使してお客様のアイデアを具現化します。材料選定、DFM(製造性を考慮した設計)フィードバック、後加工、仕上げまで、あらゆる段階でお客様と緊密に連携します。
エンドツーエンドのCNC旋削サービス
当社のCNC試作旋盤加工および生産能力は、幅広い部品形状と材質に対応可能です。ステンレス鋼、チタン、真鍮、あるいは先進的なプラスチックなど、あらゆる素材に対応できるよう、最先端の旋盤加工センターを完備し、高い精度と安定した品質を保証します。多軸CNC旋盤、自動工具、そして厳格な品質検査を完備し、お客様の期待を超える高品質な部品をお届けします。
なぜ VMT なのか?
Resume提出
VMTは単なる CNC機械加工工場ラピッドプロトタイピングから本格的なカスタムCNC旋盤加工まで、あらゆるニーズに対応するソリューションパートナーです。信頼できる専門の加工サービスで、お客様のプロジェクトを実現しましょう。今すぐ無料お見積もりをご依頼ください。精度がもたらす違いを実感してください。

旋削加工は、高精度、優れた表面仕上げ、そして幅広い業界への適応性を実現する基本的な機械加工プロセスです。面削り、ねじ切り、テーパー旋削、ボーリング加工など、それぞれの旋削加工には特定の目的があり、材料、公差、部品設計に基づいて適切な方法を選択することが不可欠です。旋削加工に必要な機能、工具、パラメータを理解し、経験豊富な専門家と連携することで、 CNCターニングサービス VMT のようなプロバイダーを利用すれば、常に、正確性、効率性、信頼性を備えたコンポーネントが製造されることを保証できます。

1. 旋削にかかる平均時間コストはいくらですか?
CNC旋盤の40時間あたりのコストは、機械の種類、材質、複雑さなどの要因によって異なります。平均的には150時間あたり5ドルからXNUMXドルの範囲で、高精度または高度なXNUMX軸旋盤の場合はさらに高額になります。
2. 狭い切削部分を生成できる旋削操作はどれですか?
突切り(カットオフ)加工は、部品を素材から切り離すために、狭く精密な切断を施すために使用されます。きれいな刃先を維持するためには、薄い切削工具と高い精度が求められます。
3. 旋削とボーリングは同じ工程ですか?
いいえ。旋削加工は通常、外面に対して行われますが、ボーリング加工は円筒形の内面を拡大または仕上げる加工です。ボーリング加工は、穴あけ加工後に行われる二次加工です。
4. サイズ調整に特に使用される旋削操作はどれですか?
直線旋削は、シャフトや円筒形の部品を正確な直径と長さにサイズ調整するために使用される主な操作です。
5. 旋削と穴あけは同じことを行いますか?
正確にはそうではありません。旋削加工は、固定された工具と回転するワークピースを用いて外面を加工します。一方、穴あけ加工は、回転する工具と固定されたワークピースを用いて内面に穴を開けます。
6. 旋削加工にはいくつの種類がありますか?
旋削加工には、面取り、テーパ旋削、輪郭旋削、溝切り、ねじ切り、ボーリング、面取り、ローレット切りなど 15 種類以上あります。
7. 旋盤の 7 つの操作とは何ですか?
基本的な 7 つの旋盤操作は次のとおりです。
8. 旋盤の 10 つの操作とは何ですか?
一般的に使用される 10 種類の旋盤操作は次のとおりです。
9. CNC 操作にはどのような種類がありますか?
CNC 操作には、部品の形状と材質に応じて、旋削、フライス加工、穴あけ、タッピング、リーマ加工、穴あけ、ねじ切り、彫刻、研削が含まれます。
10. CNC旋削にはいくつの種類がありますか?
CNC 旋削には、手動旋削、自動旋削、多軸旋削、スイス型旋削、およびより複雑な形状のためのライブツール操作が含まれます。
11. CNC 旋盤で実行できる 5 つの操作は何ですか?
一般的な 5 つの操作は次のとおりです。
12. CNC旋削の方法にはどのようなものがありますか?
方法は次のとおりです。
13. CNCフライス加工センターで使用される 3 つの主な操作は何ですか?
主な CNC フライス加工操作は次のとおりです。
14.テーパ旋削加工とは何ですか?
テーパー旋削は、ワークの直径を長さに沿って徐々に縮小または拡大することで円錐面を形成する加工です。シャフトやスピンドルの加工によく使用されます。
15.面取り加工とは何ですか?
面取りは、組み立てを容易にしたり、美観や安全性を向上させるために、コンポーネントの端にある鋭いエッジを特定の角度(通常は 45°)で取り除きます。
16. ステップ旋削とテーパー旋削の違いは何ですか?
ステップ旋削では、部品の長さに沿って直径の異なる複数の円筒面が作成されますが、テーパー旋削では直径が徐々に変化します。
17. ローレット加工とは何ですか?
ローレット加工は、円筒形の表面に模様付きのテクスチャ(十字形または直線)を付けて、グリップや見た目を良くするために使用され、通常はノブやツールのハンドルに使用されます。
これらの洞察により、旋削操作の種類を包括的に理解することができ、CNC 旋削部品プロジェクトに最も効率的な方法を選択するのに役立ちます。

 +86 15099911516
+86 15099911516


 続きを読む
続きを読む