15 lat kompleksowa fabryka w Chinach produkująca niestandardowe części do obróbki CNC
Strona Główna / Zasoby / Blog /

Cześć, nazywam się VMT Sam!
Mając 25-letnie doświadczenie w obróbce CNC, pomagamy klientom pokonać 10000 XNUMX złożonych wyzwań związanych z obróbką części, aby przyczynić się do lepszego życia dzięki inteligentnej produkcji. Skontaktuj się z nami
 252 | Opublikowano przez VMT w dniu 26 maja 2021 r.
252 | Opublikowano przez VMT w dniu 26 maja 2021 r.





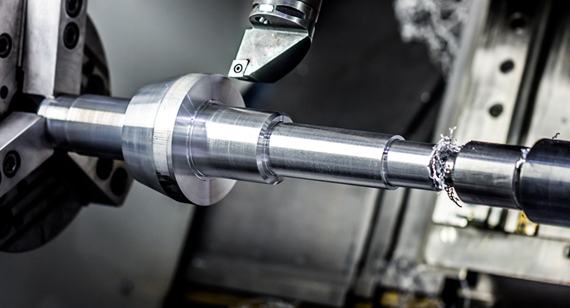
Części wału są powszechnym typem części. Jego struktura jest obracającym się ciałem, a jego długość jest zazwyczaj większa od średnicy. Jest szeroko stosowany w różnych urządzeniach mechanicznych do podtrzymywania elementów przekładni, przenoszenia momentu obrotowego i przenoszenia obciążeń. Obróbka CNC części wału musi przebiegać zgodnie z pewnymi zasadami. Możesz dowiedzieć się o konkretnych etapach przetwarzania i niektórych kwestiach, na które należy zwrócić uwagę, w tym artykule.

1. Podstawowa droga obróbki części wału
Pierwsza to droga obróbki od toczenia zgrubnego do toczenia półwykańczającego, a następnie do toczenia wykańczającego. Jest to również najważniejsza droga procesu wybrana do obróbki zewnętrznego okręgu części wału z powszechnych materiałów; druga to od toczenia zgrubnego do toczenia półwykańczającego. Następnie do szlifowania zgrubnego i na końcu przyjęcie drogi obróbki szlifowania dokładnego. W przypadku materiałów z metali żelaznych i wymagań precyzyjnych, wymagania dotyczące chropowatości powierzchni są niewielkie, a części, które muszą zostać zahartowane, ta droga obróbki jest najlepszym wyborem, ponieważ szlifowanie jest najbardziej idealną procedurą przetwarzania następczego; trzecia droga to od toczenia zgrubnego do toczenia półwykańczającego, a następnie toczenia wykańczającego i toczenia diamentowego.
Ta droga przetwarzania jest specjalnie używana do obróbki materiałów z metali nieżelaznych, ponieważ metale nieżelazne mają niską twardość i łatwo się blokują. Szczelina między ziarnami piasku zwykle nie jest łatwa do uzyskania wymaganej chropowatości powierzchni przez szlifowanie i konieczne jest zastosowanie procedur toczenia precyzyjnego i toczenia diamentowego; ostatnia droga przetwarzania to od toczenia zgrubnego do toczenia półwykańczającego, do szlifowania zgrubnego i dokładnego, obróbka wykańczająca jest wykonywana na końcu.
Ta metoda obróbki jest często stosowana w przypadku części hartowanych do obróbki materiałów z metali żelaznych, wymagających większej precyzji i mniejszych wartości chropowatości powierzchni.
Biorąc pod uwagę powyższe rozważania, w rzeczywistości, jeśli możesz zorganizować specjalną kontrolę, Twoja wydajność znacznie wzrośnie. Ponadto cenę obróbki CNC w Dongguan można kontrolować w czasie, a szczegóły konkretnej różnicy cen można szczegółowo przeanalizować. Dlatego, gdy dokonujesz wyboru, powinieneś upewnić się, że znasz wszystkie te kwestie i nie będzie żadnych złych wyborów.
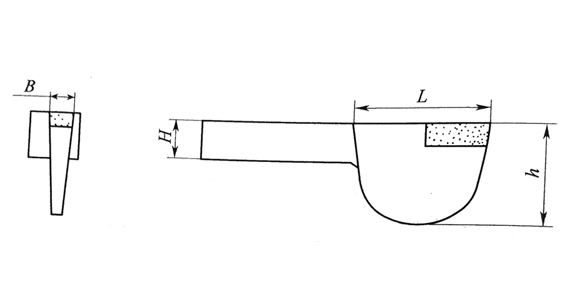
2. Wstępna obróbka części wału
Przed obróceniem zewnętrznego okręgu części wału należy wykonać pewne procesy przygotowawcze. Jest to proces wstępnej obróbki części wału. Najważniejszym procesem przygotowawczym jest prostowanie. Ponieważ półfabrykat obrabianego przedmiotu jest często wyginany i odkształcany podczas procesu produkcji, transportu i przechowywania. Aby zapewnić niezawodne mocowanie i równomierne rozłożenie naddatku na obróbkę, w stanie zimnym do prostowania stosuje się różne prasy lub prostowarki.
3. Punkt odniesienia pozycjonowania dla obróbka części wału
Po pierwsze, otwór środkowy przedmiotu obrabianego jest używany jako punkt odniesienia pozycjonowania do obróbki. W obróbce części wału współosiowość powierzchni zewnętrznej, stożkowego otworu i powierzchni gwintowanej oraz prostopadłość powierzchni końcowej do osi obrotu są ważnymi przejawami dokładności pozycjonowania.
Powierzchnie te są ogólnie na podstawie linii środkowej wału jako odniesienia projektowego, a otwór środkowy jest używany do pozycjonowania, co jest zgodne z zasadą nakładania się punktów odniesienia. Otwór środkowy jest nie tylko punktem odniesienia pozycjonowania podczas toczenia, ale także punktem odniesienia pozycjonowania i punktem odniesienia inspekcji dla innych procedur przetwarzania, co jest zgodne z zasadą ujednoliconego punktu odniesienia. Gdy do pozycjonowania używane są dwa otwory środkowe, wiele zewnętrznych okręgów i powierzchni końcowych można przetworzyć w jednym zaciskaniu do maksimum.

 +86 15099911516
+86 15099911516


 Przeczytaj więcej
Przeczytaj więcej