15 лет работы в Китае на заводе по изготовлению деталей с ЧПУ на заказ

Привет, я VMT Сэм!
Имея 25-летний опыт обработки на станках с ЧПУ, мы стремимся помогать клиентам решать 10000 XNUMX сложных задач по обработке деталей, внося свой вклад в улучшение жизни с помощью интеллектуального производства. Свяжитесь с нами сейчас
 252 | Опубликовано VMT 26 мая 2021 г.
252 | Опубликовано VMT 26 мая 2021 г.





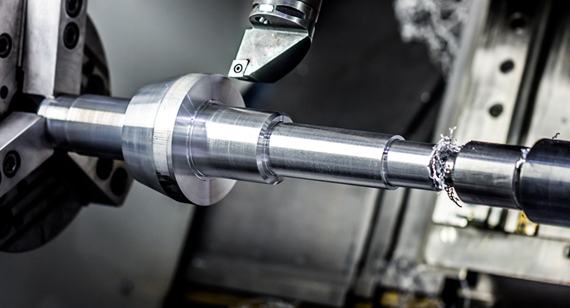
Детали вала являются распространенным типом деталей. Его структура представляет собой вращающееся тело, а его длина обычно больше диаметра. Он широко используется в различном механическом оборудовании для поддержки компонентов трансмиссии, передачи крутящего момента и выдерживания нагрузок. Обработка деталей вала на станках с ЧПУ должна соответствовать определенным правилам. Вы можете узнать о конкретных этапах обработки и некоторых вопросах, на которые следует обратить внимание, из этой статьи.

1. Основной маршрут обработки деталей вала
Первый - это маршрут обработки от черновой до получистовой обработки, а затем до чистовой обработки. Это также самый важный маршрут процесса, выбранный для обработки внешнего круга деталей вала из обычных материалов; второй - от черновой до получистовой обработки. Затем к черновой шлифовке и, наконец, принять маршрут обработки тонкого шлифования. Для материалов из черных металлов и требований к точности, требований к шероховатости поверхности невелики, а детали, которые необходимо закалить, этот маршрут обработки является наилучшим выбором, поскольку шлифование является наиболее идеальной последующей процедурой обработки; третий маршрут - от черновой до получистовой обработки, затем чистовая обработка и алмазная токарная обработка.
Этот маршрут обработки специально используется для обработки цветных металлов, поскольку цветные металлы имеют низкую твердость и легко блокируются. Зазор между зернами песка обычно нелегко получить требуемую шероховатость поверхности шлифованием, и необходимо использовать процедуры тонкой токарной обработки и алмазной токарной обработки; последний маршрут обработки - от черновой токарной обработки до получистовой токарной обработки, затем к грубой шлифовке и тонкой шлифовке, чистовая обработка выполняется в последнюю очередь.
Этот маршрут обработки часто используется для деталей, закаленных для черных металлов, и требует более высокой точности и меньших значений шероховатости поверхности.
Что касается вышеизложенных соображений, то, по сути, если вы сможете организовать специальный контроль, ваша эффективность значительно повысится. Более того, цена обработки на станках с ЧПУ в Дунгуане может контролироваться во времени, а конкретные детали разницы в цене могут быть подробно проанализированы. Поэтому, когда вы делаете выбор, вы должны убедиться, что вы знаете все это, и не будет неправильного выбора.
2. Предварительная обработка деталей вала
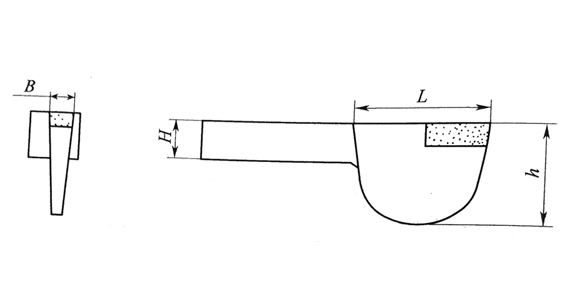
Перед обточкой внешнего круга деталей вала необходимо провести некоторые подготовительные процессы. Это процесс предварительной обработки деталей вала. Наиболее важным подготовительным процессом является правка. Так как заготовка заготовки часто изгибается и деформируется в процессе изготовления, транспортировки и хранения. Для обеспечения надежного зажима и равномерного распределения припуска на обработку в холодном состоянии для правки используют различные прессы или правильные машины.
3. Позиционирование данных для обработка деталей вала
Во-первых, центральное отверстие заготовки используется в качестве опорного положения для обработки. При обработке деталей вала важными проявлениями точности позиционирования являются соосность наружной поверхности, конического отверстия и резьбовой поверхности, а также перпендикулярность торца к оси вращения.
Эти поверхности обычно основано на центральной линии вала как на проектной опоре, а центральное отверстие используется для позиционирования, что соответствует принципу перекрытия опорных точек. Центральное отверстие является не только базой позиционирования во время токарной обработки, но также базой позиционирования и контрольной базой для других процедур обработки, что соответствует принципу унифицированной базы. Когда два центральных отверстия используются для позиционирования, несколько внешних окружностей и торцевых поверхностей могут быть обработаны за один зажим по максимуму.

 +86 15099911516
+86 15099911516


 Читать далее
Читать далее