15 Jahre One-Stop-Fabrik für kundenspezifische CNC-Bearbeitungsteile in China
Start / Ressourcen / Blog /

Hallo, ich bin VMT Sam!
Mit 25 Jahren Erfahrung in der CNC-Bearbeitung unterstützen wir unsere Kunden dabei, 10000 komplexe Herausforderungen bei der Teileverarbeitung zu meistern und so durch intelligente Fertigung zu einem besseren Leben beizutragen. Kontaktieren Sie uns
 252 | Veröffentlicht von VMT am 26. Mai 2021
252 | Veröffentlicht von VMT am 26. Mai 2021





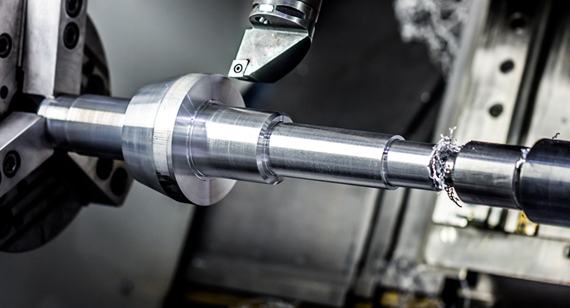
Wellenteile sind ein gängiger Teiletyp. Seine Struktur ist ein rotierender Körper und seine Länge ist im Allgemeinen größer als sein Durchmesser. Es wird häufig in verschiedenen mechanischen Geräten verwendet, um Getriebekomponenten zu stützen, Drehmoment zu übertragen und Lasten zu tragen. Die CNC-Bearbeitung von Wellenteilen muss bestimmten Regeln folgen. In diesem Artikel erfahren Sie mehr über die spezifischen Verarbeitungsschritte und einige Punkte, die beachtet werden müssen.

1. Der grundlegende Verarbeitungsweg von Wellenteilen
Der erste ist der Bearbeitungsweg vom Grobdrehen zum Vorschlichten und dann zum Schlichten. Dies ist auch der wichtigste Prozessweg, der für die Außenkreisbearbeitung von Wellenteilen aus gängigen Materialien gewählt wird; der zweite ist vom Grobdrehen zum Vorschlichten. Dann zum Grobschleifen und schließlich zum Feinschleifen. Für Eisenmetallmaterialien und Präzisionsanforderungen, die Anforderungen an die Oberflächenrauheit sind gering und die Teile müssen gehärtet werden, ist dieser Bearbeitungsweg die beste Wahl, da Schleifen das ideale Folgebearbeitungsverfahren ist; der dritte Weg ist vom Grobdrehen zum Vorschlichten und dann zum Schlichten und Diamantdrehen.
Dieser Verarbeitungsweg wird speziell zur Verarbeitung von Nichteisenmetallmaterialien verwendet, da Nichteisenmetalle eine geringe Härte aufweisen und leicht blockieren. Die Lücke zwischen den Sandkörnern lässt sich normalerweise nicht leicht durch Schleifen auf die erforderliche Oberflächenrauheit bringen, und es sind Feindreh- und Diamantdrehverfahren erforderlich. Der letzte Verarbeitungsweg führt vom Grobdrehen zum Halbfertigdrehen und zum Grobschleifen und Feinschleifen. Zum Schluss wird die Endbearbeitung durchgeführt.
Bei diesem Verfahren handelt es sich um ein Bearbeitungsverfahren, das häufig bei gehärteten Teilen aus Eisenmetallwerkstoffen zum Einsatz kommt, die eine höhere Präzision und geringere Oberflächenrauheitswerte erfordern.
In Anbetracht der oben genannten Überlegungen können Sie Ihre Effizienz tatsächlich erheblich steigern, wenn Sie eine spezielle Kontrolle veranlassen. Darüber hinaus kann der Preis für die CNC-Bearbeitung in Dongguan rechtzeitig kontrolliert und die spezifischen Preisunterschiede detailliert analysiert werden. Stellen Sie daher bei Ihrer Auswahl sicher, dass Sie all dies wissen, damit Sie keine falschen Entscheidungen treffen.
2. Vorbearbeitung der Wellenteile
Vor dem Drehen des Außenkreises von Wellenteilen müssen einige Vorbereitungsprozesse durchgeführt werden. Dies ist der Vorverarbeitungsprozess von Wellenteilen. Der wichtigste Vorbereitungsprozess ist das Richten. Denn der Werkstückrohling wird während des Herstellungs-, Transport- und Lagerungsprozesses oft gebogen und verformt. Um eine zuverlässige Klemmung und gleichmäßige Verteilung der Bearbeitungszugabe zu gewährleisten, werden im kalten Zustand verschiedene Pressen oder Richtmaschinen zum Richten verwendet.
3. Positionsbezugspunkt für Bearbeitung von Wellenteilen
Zunächst wird das Mittelloch des Werkstücks als Positionierungsreferenz für die Bearbeitung verwendet. Bei der Bearbeitung von Wellenteilen sind die Koaxialität der Außenfläche, des konischen Lochs und der Gewindefläche sowie die Rechtwinkligkeit der Endfläche zur Drehachse wichtige Merkmale der Positionsgenauigkeit.
Diese Oberflächen sind basiert im Allgemeinen auf der Mittellinie der Welle als Konstruktionsreferenz, und das Mittelloch wird zur Positionierung verwendet, was dem Prinzip der Referenzüberlappung entspricht. Das Mittelloch ist nicht nur der Positionierungsbezugspunkt beim Drehen, sondern auch der Positionierungsbezugspunkt und der Prüfbezugspunkt für andere Verarbeitungsvorgänge, was dem Prinzip des einheitlichen Bezugspunkts entspricht. Wenn zwei Mittellöcher zur Positionierung verwendet werden, können maximal mehrere Außenkreise und Endflächen in einer Aufspannung bearbeitet werden.

 +86 15099911516
+86 15099911516


 Weiterlesen
Weiterlesen