15 jaar one-stop China op maat gemaakte CNC-bewerkingsonderdelenfabriek
Home / Informatiebronnen / Blog /

Hallo, ik ben VMT Sam!
Met 25 jaar ervaring in CNC-bewerking willen wij onze klanten helpen bij het overwinnen van 10000 complexe uitdagingen op het gebied van onderdeelbewerking. Dit alles om bij te dragen aan een beter leven door middel van intelligente productie. Neem nu contact op
 252 | Gepubliceerd door VMT op 26 mei 2021
252 | Gepubliceerd door VMT op 26 mei 2021





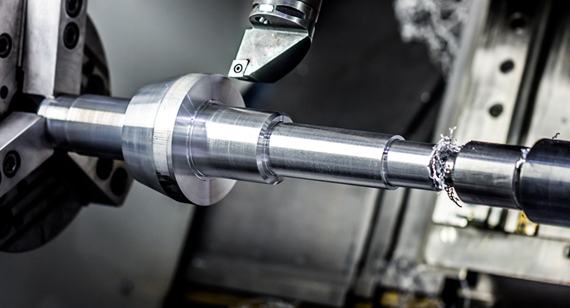
As onderdelen zijn een veelvoorkomend type onderdelen. De structuur is een roterend lichaam en de lengte is over het algemeen groter dan de diameter. Het wordt veel gebruikt in verschillende mechanische apparatuur om transmissiecomponenten te ondersteunen, koppel over te brengen en lasten te dragen. De CNC-bewerking van asonderdelen moet aan bepaalde regels voldoen. U kunt meer te weten komen over de specifieke verwerkingsstappen en enkele kwesties die aandacht behoeven via dit artikel.

1. De basisverwerkingsroute van asdelen
De eerste is de bewerkingsroute van ruw draaien naar semi-finish draaien, en dan naar finishing draaien. Dit is ook de belangrijkste procesroute die is geselecteerd voor de buitenste cirkelbewerking van asdelen van gangbare materialen; de tweede is van ruw draaien naar semi-finish draaien. Dan naar ruw slijpen, en ten slotte de verwerkingsroute van fijn slijpen aannemen. Voor ferrometalen materialen en precisievereisten, de oppervlakteruwheidsvereisten zijn klein en de onderdelen die gehard moeten worden, is deze verwerkingsroute de beste keuze, omdat slijpen de meest ideale vervolgverwerkingsprocedure is; de derde route is van ruw draaien naar semi-finish draaien, dan finish draaien en diamant draaien.
Deze verwerkingsroute wordt speciaal gebruikt om non-ferrometalen te verwerken, omdat non-ferrometalen een lage hardheid hebben en gemakkelijk te blokkeren zijn. De opening tussen de zandkorrels is meestal niet gemakkelijk om de vereiste oppervlakteruwheid te verkrijgen door te slijpen, en het is noodzakelijk om fijne draai- en diamantdraaiprocedures te gebruiken; de laatste verwerkingsroute is van ruw draaien naar semi-afwerking draaien, naar ruw slijpen en fijn slijpen, afwerkingsverwerking wordt als laatste uitgevoerd.
Deze route is een verwerkingsroute die vaak wordt gebruikt voor onderdelen die zijn gehard voor ferrometalen materialen en die een hogere precisie en lagere oppervlakteruwheidswaarden vereisen.
Met betrekking tot de bovenstaande overwegingen, zal uw efficiëntie aanzienlijk worden verbeterd als u speciale controle kunt regelen. Bovendien kan de prijs van CNC-bewerking in Dongguan in de tijd worden gecontroleerd en kunnen de specifieke prijsverschildetails in detail worden geanalyseerd. Daarom moet u er bij uw keuze voor zorgen dat u al deze zaken weet en dat er geen verkeerde keuzes worden gemaakt.
2. Voorbewerking van asdelen
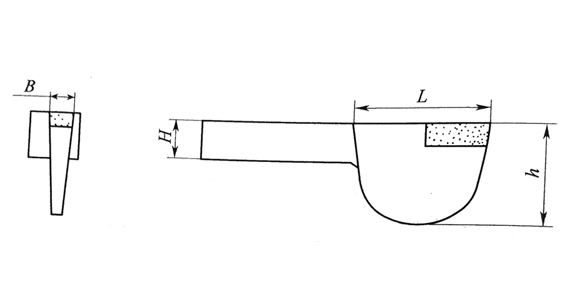
Voordat de buitenste cirkel van asdelen wordt gedraaid, moeten er enkele voorbereidingsprocessen worden uitgevoerd. Dit is het voorbewerkingsproces van asdelen. Het belangrijkste voorbereidingsproces is het richten. Omdat het werkstuk tijdens het productieproces, het transport en de opslag vaak wordt gebogen en vervormd. Om een betrouwbare klemming en een gelijkmatige verdeling van de bewerkingstoeslag te garanderen, worden in koude toestand verschillende persen of richtmachines gebruikt voor het richten.
3. Positioneringsdatum voor Bewerking van asdelen
Ten eerste wordt het middelste gat van het werkstuk gebruikt als de positioneringsreferentie voor bewerking. Bij het bewerken van asdelen zijn de coaxialiteit van het buitenoppervlak, het taps toelopende gat en het schroefdraadoppervlak, en de loodrechtheid van het eindvlak op de rotatieas belangrijke uitingen van positienauwkeurigheid.
Deze oppervlakken zijn over het algemeen gebaseerd op de middellijn van de as als ontwerpreferentie, en het middelste gat wordt gebruikt voor positionering, wat voldoet aan het principe van referentieoverlap. Het middelste gat is niet alleen het positioneringsgegeven tijdens het draaien, maar ook het positioneringsgegeven en inspectiegegeven voor andere verwerkingsprocedures, wat voldoet aan het principe van uniform gegeven. Wanneer twee middelste gaten worden gebruikt voor positionering, kunnen meerdere buitenste cirkels en eindvlakken maximaal in één klemming worden verwerkt.

 + 86 15099911516
+ 86 15099911516


 Lees meer
Lees meer