15年間のワンストップ中国カスタムCNC加工部品工場

こんにちは、VMT Samです!
25 年にわたる CNC 加工の経験を活かし、当社はインテリジェントな製造を通じてより良い生活の実現に貢献するため、お客様が 10000 もの複雑な部品加工の課題を克服できるよう支援することに全力で取り組んでいます。 今すぐお問い合わせください
 252 | 26年2021月XNUMX日にVMTによって発行
252 | 26年2021月XNUMX日にVMTによって発行





シャフト部品 一般的なタイプの部品です。その構造は回転体であり、その長さは一般に直径よりも大きいです。さまざまな機械設備で広く使用され、トランスミッション部品をサポートし、トルクを伝達し、負荷に耐えます。シャフト部品のCNC加工は、特定のルールに従う必要があります。この記事では、具体的な処理手順と注意が必要ないくつかの問題について学ぶことができます。

1. シャフト部品の基本的な加工ルート
1つ目は、荒削りから中仕上げ旋削、そして仕上げ旋削への加工ルートです。これは、一般的な材料のシャフト部品の外径加工に選択される最も重要なプロセスルートでもあります。2つ目は、荒削りから中仕上げ旋削です。次に、粗研削に進み、最後に精研削の加工ルートを採用します。鉄金属材料と精度要件の場合、表面粗さの要件が小さく、硬化が必要な部品の場合、この加工ルートが最良の選択です。研削は最も理想的な後続加工手順であるためです。3番目のルートは、荒削りから中仕上げ旋削、次に仕上げ旋削とダイヤモンド旋削です。
この加工ルートは、非鉄金属の硬度が低く、詰まりやすいため、特に非鉄金属材料の加工に使用されます。砂粒間の隙間は通常、研削で必要な表面粗さを得るのが容易ではなく、精旋削とダイヤモンド旋削の手順を使用する必要があります。最後の加工ルートは、荒旋削から中仕上げ旋削、粗研削、精研削を経て、最後に仕上げ加工が行われます。
このルートは、鉄系金属材料に焼き入れを施し、より高い精度とより低い表面粗さの値が要求される部品によく使用される加工ルートです。
上記の考慮事項に関して、実際には、特別な制御を手配できれば、効率が大幅に向上します。さらに、東莞のCNC加工の価格は時間内に制御でき、具体的な価格差の詳細を詳細に分析できます。したがって、選択するときは、これらすべてを知っておく必要があります。そうすれば、間違った選択はありません。
2. シャフト部品の前処理
シャフト部品の外輪を旋削する前に、いくつかの準備プロセスを実行する必要があります。これはシャフト部品の前処理プロセスです。最も重要な準備プロセスは矯正です。ワークピースブランクは、製造、輸送、保管のプロセス中に曲がったり変形したりすることが多いためです。信頼性の高いクランプと加工代の均一な分布を確保するために、冷間状態でさまざまなプレスまたは矯正機を使用して矯正します。
3. 位置決め基準 シャフト部品の加工
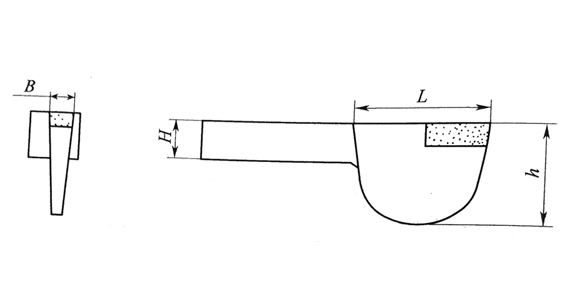
まず、加工の位置決め基準としてワークの中心穴を使用します。軸部品の加工では、外面、テーパ穴、ねじ面の同軸度、端面の回転軸に対する垂直度が位置精度の重要な現れです。
これらの表面は 一般的にはシャフトの中心線を設計基準とし、中心穴を位置決めに使用し、基準重なりの原則に適合します。中心穴は旋削時の位置決め基準であるだけでなく、他の加工手順の位置決め基準や検査基準でもあり、統一基準の原則に適合しています。2つの中心穴を位置決めに使用すると、最大で1回のクランプで複数の外円と端面を加工できます。
次のプロジェクトを開始する準備はできましたか?
見積もり
 +86 15099911516
+86 15099911516



無料見積もり依頼
ご質問やお見積り依頼がありましたら、メッセージをお送りください。できるだけ早くご返信いたします。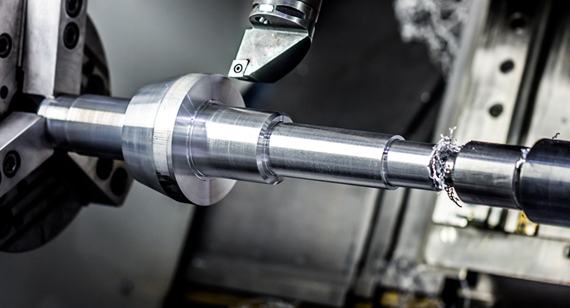
 続きを読む
続きを読む