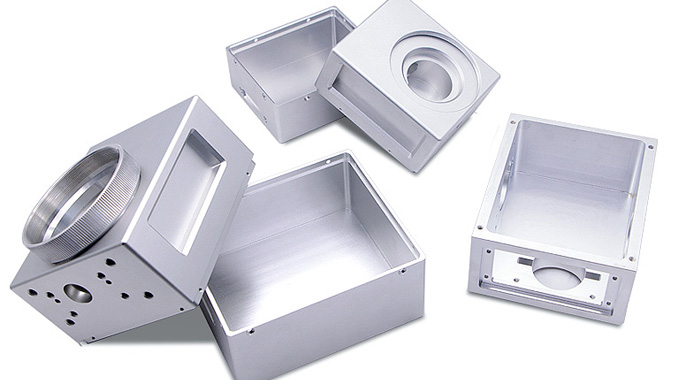
Usine de pièces d'usinage CNC personnalisées en Chine depuis 15 ans







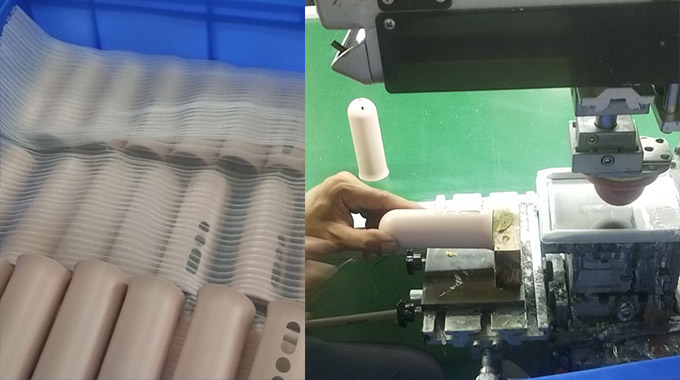
Étape 1 : utiliser une machine d'étirage 200T et couper
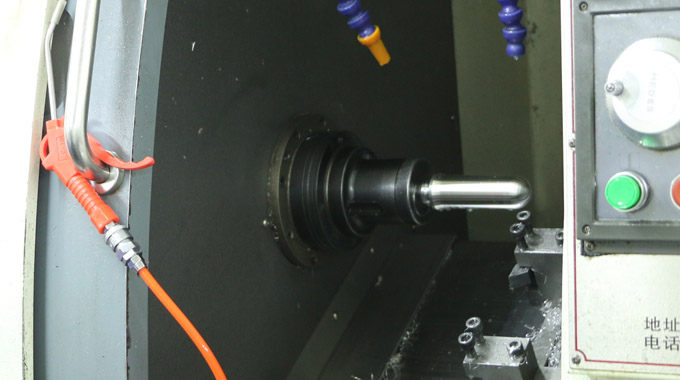
Étape 2 : Usinage de la surface extérieure et de la paroi intérieure au tour


Étape 4 : peinture
Étape 5 : Sérigraphie

Prêt à démarrer votre prochain projet ?
Obtenir un devis

 +86 15099911516
+86 15099911516


Demander un devis gratuit
Envoyez-nous un message si vous avez des questions ou demandez un devis. Nous vous répondrons dès que possible !

 En savoir plus
En savoir plus