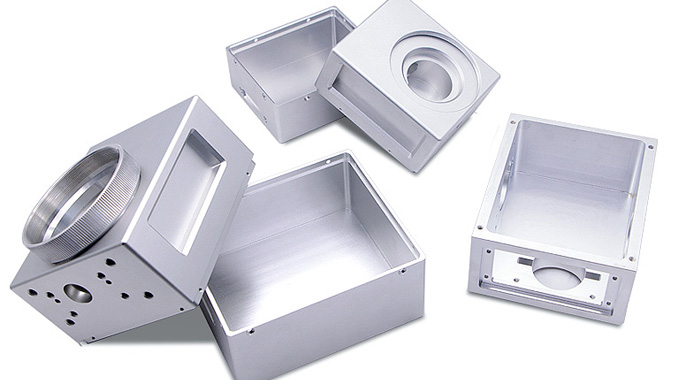
15年間のワンストップ中国カスタムCNC加工部品工場







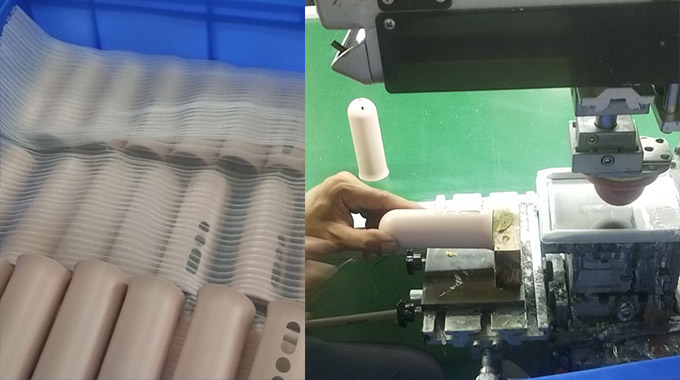
ステップ1:200Tストレッチマシンを使用して切断する
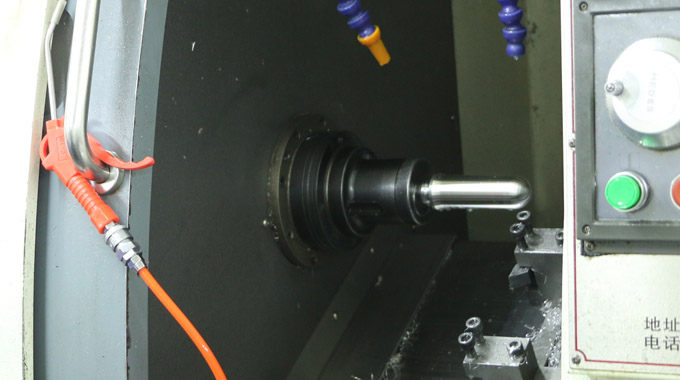
ステップ2:旋盤で外面と内壁を加工する


ステップ4:ペイント
ステップ5: シルクスクリーン

次のプロジェクトを開始する準備はできましたか?
見積もり
 +86 15099911516
+86 15099911516


無料見積もり依頼
ご質問やお見積り依頼がありましたら、メッセージをお送りください。できるだけ早くご返信いたします。

 続きを読む
続きを読む