Eisensand
Vorteile: Eisensand ist am günstigsten und haltbarsten.
Nachteile: Bei längerem Gebrauch rostet es leicht. Da es nicht häufig ausgetauscht wird, wird das Produkt besprüht und schmutzig. Es eignet sich für Produkte, die im Allgemeinen keine großen Anforderungen an Qualität und Aussehen stellen.
Glassand
Vorteile: mittlerer Preis.
Nachteile: Der Effekt wird eine ungleichmäßige Dicke haben. Da der Glassand leicht zerbricht, wird der Sand nach längerer Verwendung unterschiedlich groß und ungleichmäßig sein, was zu einer unregelmäßigen Verwendung über einen längeren Zeitraum führt. Dann muss er ersetzt werden, um diese Qualität sicherzustellen.
Zirkonsand: Die beste Wirkung dieser drei gängigen Sande. Er ist der feinste und hat die beste Textur, ist aber auch sehr teuer. Normalerweise wird diese Art von Zirkonsand nicht für die meisten Produkte verwendet. Außer für ein spezielles elektronisches Produkt, wie z. B. eine Hülle für ein iPhone, wird dieser Zirkonsand gewählt, um ein gutes Aussehen zu erzielen.
Zu den ungewöhnlichen Sandarten zählen Quarzsand und Kunststoffsand. Diese werden nicht häufig verwendet, sondern sind für spezielle Produkte vorgesehen, wie z. B. bestimmte Produkte aus Titanlegierungen, die nicht mit Eisensand besprüht werden können, da beim Sprühen Funken entstehen, die zu Verletzungen des Bedieners führen können.
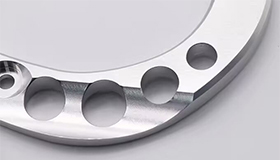
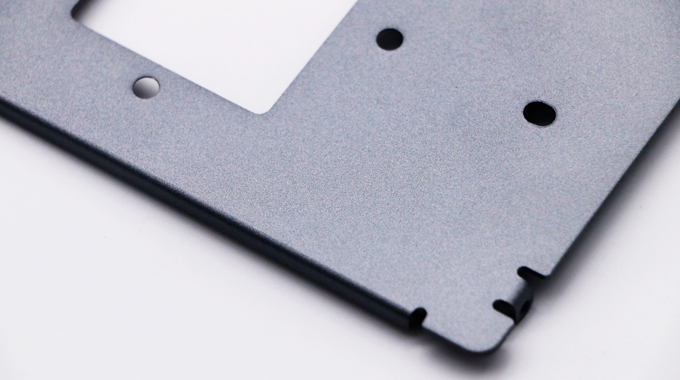
Sandstrahlen ist ein Verfahren, um diesem Produkt eine bessere Konsistenz zu verleihen, die Oberfläche des Produkts aufzurauen und die Rauheit zu erhöhen. Es ist, als würden wir für verschiedene Produkte unterschiedliche Rauheiten wählen und sie dann entsprechend den Anforderungen des Kunden herstellen. Wir werden häufiger bei dieser Art von mechanischen Teilen und Geräteteilen eingesetzt. Dann wählen wir 50, 80 oder 100 Maschen usw. Diese Typen sind etwas rau, im Grunde genommen stellen sie keine sehr strengen Anforderungen an die Oberfläche des Produkts, daher ist Qualität das Wichtigste und die Gesamtkonsistenz des Produkts wird nach ihrer Herstellung besser sein.
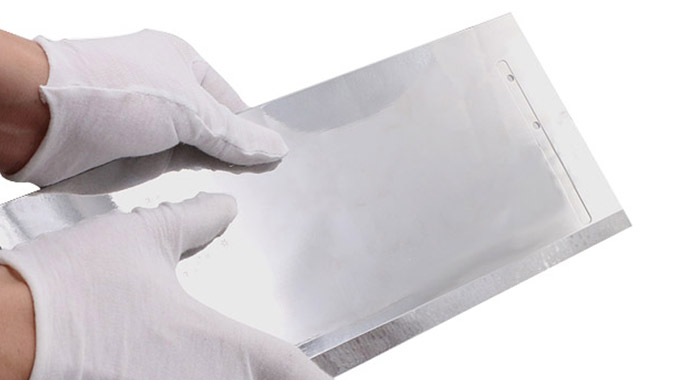
Gewöhnliche Produkte: Bei einigen häufig verwendeten elektronischen Produkten sind die meisten Maschenweiten 120 und 150. Maschenweiten gehören beispielsweise zu einem Produkt der mittleren bis oberen Preisklasse und das Gesamtbild ist besser. Im Allgemeinen hat der Kunde Anforderungen an das Aussehen dieses Produkts und muss die Bearbeitungsspuren auf der Oberfläche abdecken, dann wird Maschenweite 150 gewählt.
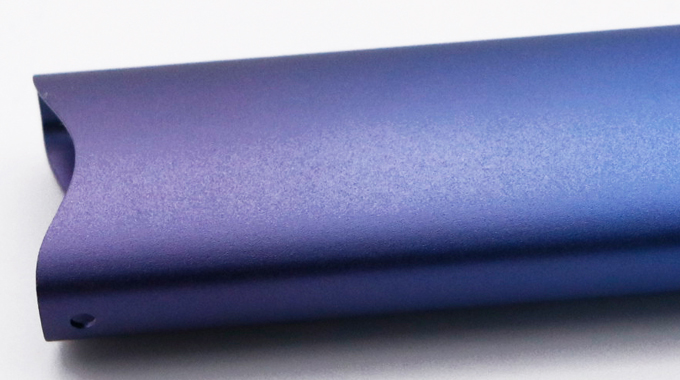
Hochpräzise Produkte: Bei einigen hochpräzisen Produkten werden sehr hohe Anforderungen an das Aussehen gestellt. Zusätzlich zu den Anforderungen an die Oberfläche dieses Produkts während unserer üblichen Verarbeitung wählen wir beim Sandstrahlen und Aufrauen auch feinere Materialien. Der Sand mit 180 Maschen, den wir normalerweise verwenden, stellt hohe Anforderungen an die Oberfläche des Produkts, und der Sand wird fein sein. Es sieht sehr hochwertig aus, zum Beispiel im Vergleich zu der Schale dieses iPhone-Typs, die wir normalerweise verwenden, die aus Sand mit 220 Maschen besteht, der im Grunde keine Rauheit aufweist und sehr fein ist. Aber die Kosten werden höher sein als die 120 und 150, die wir zuvor erwähnt haben, weil die Produktionskontrollanforderungen im Vergleich zu diesen üblichen Produkten sehr streng sind.

















 +86 15099911516
+86 15099911516